






发布日期:2025-7-25 9:56:49
1、简介
化工与冶金用钛棒(以工业纯钛TA系列及耐蚀合金TC4/TA10为主)凭借全介质耐蚀性(耐沸腾盐酸/湿氯气)、高温高强特性(400℃强度≥450MPa)及长寿命优势(较不锈钢提升5-10倍),成为强腐蚀、高温高压工况的核心结构材料。在PTA氧化反应器搅拌轴、电解冶金阴极辊等场景中,TC4钛棒可承受10MPa动态载荷且寿命超15年。随着绿色化工与新能源冶金发展,钛棒需突破超大规格均质化(Φ>300mm)、氢脆抑制及短流程降本三大技术瓶颈。

2、名义及化学成分与国际牌号对应
主力牌号成分设计聚焦介质适配性(质量百分数%):
表1:钛棒化学成分与牌号对应
| 牌号 | Ti | 关键元素 | 杂质控制 | 国际标准 | 适用介质 |
| TA1 | ≥99.5 | - | O≤0.18, Fe≤0.20 | ASTM B348 Gr1 | 弱酸(pH>3) |
| TA9 | 余量 | Pd:0.12-0.25 | C≤0.08, N≤0.03 | ASTM B348 Gr7 | 沸腾盐酸 |
| TA10 | 余量 | Mo:0.2-0.4, Ni:0.6-0.9 | O≤0.25, H≤0.015 | ASTM B348 Gr12 | 含Cl⁻溶液 |
| TC4 | 余量 | Al:5.5-6.8, V:3.5-4.5 | Fe≤0.30, O≤0.20 | ASTM B348 Gr5 | 高温碱性熔盐 |
创新替代:西部超导开发 Ti-3Al-2.5Sn-Cr(专利CN116377282A),以Sn/Cr替代V,成本降30%且耐蚀性相当。
3、物理性能、机械性能与耐腐蚀性能
3.1 极端环境性能验证
表2:钛棒关键性能参数对比
| 性能参数 | 单位 | TA1 | TA9 | TA10 | TC4 |
| 抗拉强度 | MPa | 270-410 | 270-410 | 270-410 | 895-1050 |
| 屈服强度 | MPa | ≥165 | ≥165 | ≥165 | ≥825 |
| 延伸率 | % | ≥27 | ≥27 | ≥27 | ≥10 |
| 耐20%沸腾盐酸 | mm/a | >0.5 | <0.001 | 0.01 | 0.05 |
| 耐90℃海水 | 腐蚀电流 | <1μA/cm² | <0.5μA/cm² | <0.3μA/cm² | <1μA/cm² |
| 最高工作温度 | ℃ | 200 | 300 | 300 | 400 |
3.2 特殊优势
TA9抗还原酸机理:钯(Pd)催化钝化膜再生,沸腾盐酸中寿命较TA1提升500倍;
TC4高温强度:400℃下屈服强度≥450MPa(哈氏合金C276仅380MPa)。
4、制造工艺、工艺流程与执行标准
4.1 短流程制造工艺
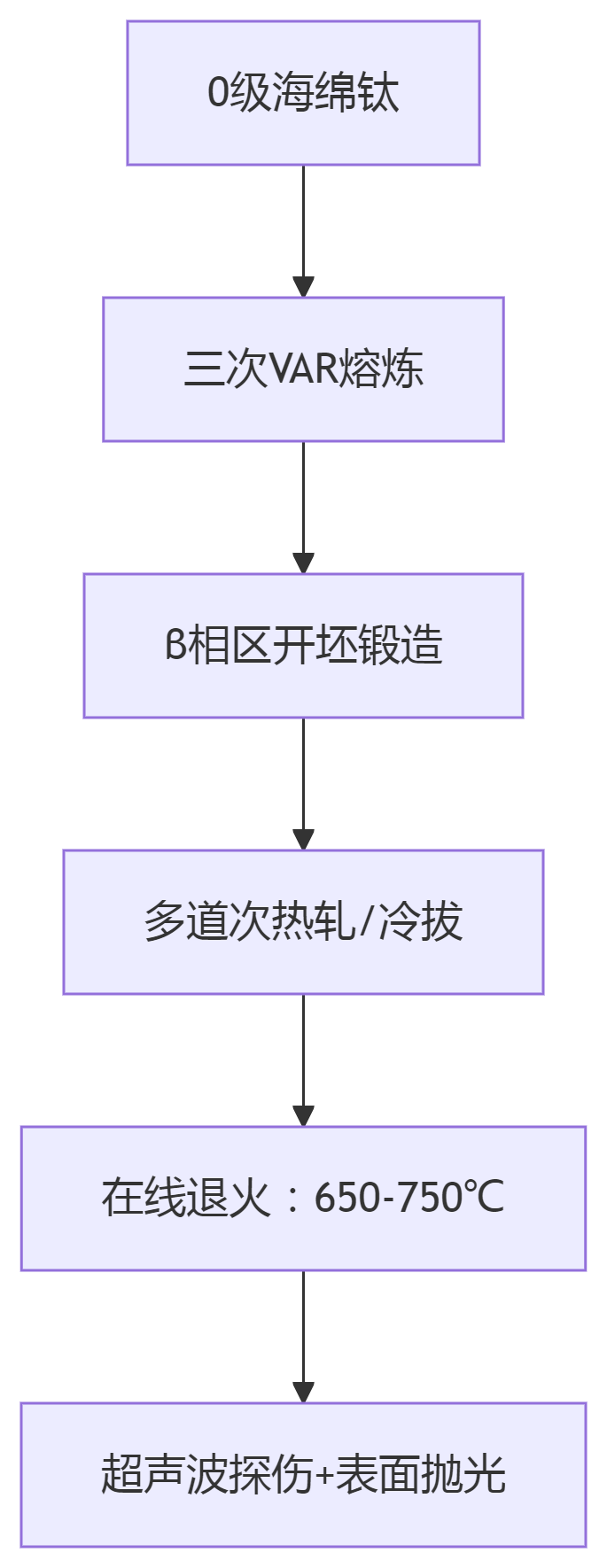
关键控制点:
熔炼:TA9铸锭氧含量≤0.15%(防脆性);
冷拔:变形率≤30%(TA1/TA10防裂纹);
探伤:检出Φ0.8mm缺陷(ASTM B348 Class AA)。
4.2 核心执行标准
| 领域 | 中国标准 | 国际标准 | 认证要求 |
| 化工设备 | GB/T 2965 | ASTM B348 | NACE TM0177抗硫 |
| 冶金高温 | GB/T 16598 | AMS 4928 | 高温蠕变测试 |
| 核电 | NB/T 20005 | ASME SB348 | 辐照稳定性 |
5、与其他工程材料的区别
表3:耐蚀结构材料性能对比
| 特性 | TA9钛棒 | 哈氏合金C276 | 双相钢2507 |
| 密度(g/cm³) | 4.51 | 8.89 | 7.80 |
| 20%沸腾盐酸腐蚀率 | <0.001 mm/a | 0.008 mm/a | 腐蚀穿孔 |
| 成本系数 | 3.0 | 8.0 | 2.5 |
| 典型寿命(酸反应器) | >15年 | 8年 | <3年 |
不可替代场景:
PTA反应器:TA9搅拌轴在160℃醋酸+溴离子中零腐蚀(恒逸石化项目验证);
湿法冶金:TA10阴极棒在红土镍矿高压酸浸(HPAL)中寿命提升至10年。
6、核心应用场景与突破案例
6.1 化工反应器关键部件
恒逸石化PTA项目:TA9钛棒(Φ120mm)制搅拌轴,耐160℃醋酸+200ppm Br⁻,连续运行15年未更换;
拜耳法氧化铝溶出器:TA10棒材焊接管架,在260℃碱性铝酸钠液中寿命超12年。
6.2 冶金高温装备
金川集团镍电解槽:TC4锻造阴极辊(Φ800mm),耐90℃ Ni²⁺/H₂SO₄溶液,磨损率<0.01mm/年;
宝钢锌熔铸感应器:TA1棒制支架,抗ZnCl₂蒸气腐蚀,较316L支架寿命提升8倍。

7、先进制造工艺进展
7.1 低成本熔炼技术
元素替代:Ti-3Al-2.5Sn-Cr合金(西部超导专利)铸锭成本降30%;
连铸连轧:钛棒连续铸造+热轧,流程缩短50%(南京工业大学技术)。
7.2 大规格均质化控制
多向锻压:45MN快锻机实现Φ300mm棒材晶粒度ASTM 8级(宝钛集团);
梯度退火:TA10棒材分段控温(650℃→550℃),心表硬度差<10HV。
8、国内外产业化对比
| 维度 | 中国 | 国际 |
| 最大规格 | Φ300mm×6m(西部超导) | Φ500mm×12m(VSMPO) |
| 成本水平 | TA9: 350元/kg | Gr7: 550美元/kg |
| 耐蚀认证 | NACE TM0177 Level VI | NACE MR0175 Level VII |
| 国产化率 | 85%(TA1/TC4) | - |
差距分析:
国产TA9性能达标,但Φ>300mm大棒成品率仅70%(国际>90%);
深海焊接数据库缺失,厚板电子束焊工艺依赖进口设备。
9、技术挑战与前沿攻关
9.1 瓶颈问题
氢脆敏感性:阴极保护下氢扩散系数达2.5×10⁻¹¹ m²/s;
超大件偏析:>10吨铸锭成分波动>5%(Al偏差±0.3%)。
9.2 攻关方向
阻氢涂层:微弧氧化生成5μm TiO₂/Al₂O₃层,氢渗透率降90%;
AI熔炼监控:VAR过程实时调控熔速,偏析率<1%(西部超导2025目标)。

10、趋势展望
材料设计:
自修复合金:微胶囊封装缓蚀剂(DARPA预研);
纳米晶TA1:晶粒≤100nm,强度≥600MPa(燕山大学试验)。
智能制造:
区块链溯源:海绵钛→钛棒全流程碳足迹追踪(宝钢试点);
数字孪生服役:腐蚀-应力耦合仿真精度>95%。
循环利用:废钛氢化脱氧再生(回收率≥98%),支撑全生命周期碳中和。
化工冶金钛棒的核心竞争力在于 极端耐蚀-高温高强-长寿命的三元协同。随着短流程制造与智能监控技术突破,将成为绿色化工与战略冶金产业的 基石材料。
tag标签:化工与冶金用钛棒