



ЗЂВМШеЦкЃК2026-5-8 8:27:05
в§бд
юбКЯН№вђОпгаБШЧПЖШИпЁЂФЭИЏЪДадФмКУЕШгХЕуЃЌдкКНПеКНЬьЁЂКЃбѓЙЄГЬЕШСьгђЕУЕНЙуЗКгІгУЁЃTi6411зїЮЊвЛжжаТаЭюбКЯН№ЃЌвдЪаГЁеМгаСПДѓЁЂГЩБОЕЭЕФTC4юбКЯН№ЗЕЛиСЯЮЊЛљДЁЃЌЭЈЙ§ЕїећКЯН№дЊЫиХфБШЃЌдкБЃГжСМКУзлКЯадФмЕФЭЌЪБНЕЕЭСЫЩњВњГЩБОЃЌдкЙЄвЕСьгђОпгаЙуРЋЕФгІгУЧАОА[1]ЁЃКИНгЪЧюбКЯН№ЙЙМўжЦБИЕФЙиМќММЪѕжЎвЛЃЌTIGКИвђКИНгЙ§ГЬЮШЖЈЁЂКИНгГЩаЮУРЙлЁЂКИКѓзлКЯСІбЇадФмКУЁЂВйзїМђЕЅЁЂвзгкЪЕЯжздЖЏЛЏЕШгХЕуЃЌГЩЮЊюбКЯН№ГЃгУЕФКИНгЗНЗЈ[2]ЁЃШЛЖјЃЌюбКЯН№КИНгЪБЃЌКИНгШШбЛЗвзЕМжТНгЭЗГіЯжДжДѓОЇСЃЁЂДрадЯрЮіГіЁЂзщжЏВЛОљдШЕШЮЪЬтЃЌЯджјгАЯьСЫНгЭЗЕФСІбЇадФмЃЌЯожЦСЫЦфЙЄГЬгІгУЁЃвђДЫЃЌШчКЮЭЈЙ§КѓајДІРэИФЩЦКИНгНгЭЗзщжЏгыадФмЃЌГЩЮЊюбКЯН№КИНгСьгђЕФбаОПШШЕуЁЃ
ШШДІРэзїЮЊИФЩЦКИНгНгЭЗзщжЏгыадФмЕФгааЇЪжЖЮЃЌвбдкЖржжюбКЯН№КИНгбаОПжаЕУЕНгІгУ[3]ЁЃСЮжОЧЋЕШ[4]ВЩгУецПеЕчзгЪјКИНгЗНЗЈЪЕЯжСЫ25mmКёЕФTC4ELIюбКЯН№вЛДЮадКИНгГЩаЮЃЌбаОПСЫЙЬШм+ЪБаЇШШДІРэЖдНгЭЗзщжЏМАСІбЇадФмЕФгАЯьЃЌЗЂЯжОЙ§ЙЬШм+ЪБаЇ(920Ёцx2h+500Ёцx3h)ДІРэКѓЃЌКИЗьЕФЦЌВуαЯрЭјРКзщжЏНЛДэЗжВМдіЧПЃЌШШгАЯьЧјКЭФИВФЕФβЯрЛљЬхЩЯЪБаЇЮіГіЯИаЁЦЌВуДЮЩњαЯрЃЌЕШжсαЯрИќМгЧхЮњЃЌНгЭЗЕФзщжЏЧїгкЮШЖЈЃЌСІбЇадФмЧїгквЛжТЃЌНгЭЗЧПЖШДяЕН954MPaЃЌГхЛїЮќЪеФмСПдМЮЊ30JЃЌНгЭЗЧПШЭЦЅХфадСМКУЁЃзЃКзЕШ[5]баОПСЫВЛЭЌЭЫЛ№жЦЖШЖдTA15юбКЯН№АхВФКИНгНгЭЗЭфЧњадФмЕФгАЯьЃЌЗЂЯжВЩгУвЛАуЕФКИКѓЮШЖЈЛЏЭЫЛ№ДІРэ(750Ёцx90minКЭ750Ёцx120min)ПЩЦ№ЕНЯћГ§КИНггІСІЕФзїгУЃЌЕЋКИНгНгЭЗзщжЏадФмУЛгаУїЯдИФЩЦЃЌЮДФмЪЙЭфЧњадФмЕУЕНгааЇЬсЩ§ЃЌО850Ёцx120minЭЫЛ№ЃЌТЏРфДІРэКѓЃЌКИНгНгЭЗзщжЏЕУЕНУїЯдИФЩЦЃЌЭЌЪБЭфЧњадФмЕУЕНЬсЩ§ЁЃЖХгРЧкЕШ[6]еыЖдаТаЭюбКЯН№Ti-3Al-2Mo-2Zr(TA24)баОПСЫВФСЯЕфаЭЮТЖШИпЮТадФмЃЌВЩгУGTAWКИНгжаКёаТаЭюбКЯН№ЪдАхЃЌКИКѓЖдКИНгНгЭЗНјааЮоЫ№МьВтЃЌдкЙцЖЈЮТЖШЯТжДааКИКѓШШДІРэЃЌжЦБИЪдбљНјааСІбЇадФмКЭН№ЯрЕШЪдбщЃЌЗжЮіаТаЭюбКЯН№КИНгадМАВЛЭЌКИКѓШШДІРэЮТЖШНгЭЗадФмБфЛЏЃЌЗЂЯжаТаЭюбКЯН№ОпгаСМКУКИНгадКЭФЭИпЮТадФмЃЌ650~750ЁцЪЧИУаТаЭКЯН№КИКѓШШДІРэЪЪвЫЮТЖШЁЃЕЋФПЧАЙигкTi6411аТаЭЕЭГЩБОюбКЯН№TIGКИНгНгЭЗШШДІРэЕФбаОПЩаДІгкЦ№ВННзЖЮЃЌВЛЭЌШШДІРэЙЄвеЖдЦфКИНгНгЭЗзщжЏгыадФмЕФгАЯьЙцТЩЩаВЛУїШЗЃЌШБЗІЯЕЭГадЕФбаОПЪ§ОнЁЃ
БОбаОПНддкЭЈЙ§ЖдБШЗжЮіЭЫЛ№ДІРэ(550Ёцx2h)ЁЂЙЬШмДІРэ(900Ёцx2h)КЭЙЬШм+ЪБаЇДІРэ(900Ёцx2h+550Ёцx2h)3жжШШДІРэЙЄвеЃЌЬНОПЦфЖдTi6411юбКЯН№TIGКИНгЭЗзщжЏКЭадФмЕФгАЯьЙцТЩЃЌЮЊИУВФСЯЕФКИНгЙЄвегХЛЏЬсЙЉРэТлвРОнЁЃ
1ЁЂЪдбщВФСЯМАЗНЗЈ
ЪдбщбЁгУКё35mmЕФTi6411ЕЭГЩБОюбКЯН№АхВФЃЌЦфЛЏбЇГЩЗжМћБэ1ЃЌЛљБОадФмМћБэ2ЁЃКИНгЩшБИВЩгУУзРеDynasty700НЛжБСїTIGФцБфКИЛњЃЌКИНгЙЄвеВЮЪ§МћБэ3ЁЃ
Бэ1 Ti6411ЕЭГЩБОюбКЯН№ФИВФЛЏбЇГЩЗж(жЪСПЗжЪ§)(%)
| Al | V | Fe | Mo | Cr | C | Ti |
| 5.82 | 4.11 | 0.9 | 0.018 | 0.86 | 0.012 | грСП |
Бэ2 Ti6411ЕЭГЩБОюбКЯН№ФИВФЛљБОадФм
| ЯдЮЂгВЖШHV0.2 | ПЙРЧПЖШ/MPa | ЧќЗўЧПЖШ/MPa | ГхЛїЮќЪеФмСП/J | бгЩьТЪ(%) |
| 346 | 945 | 814 | 37 | 14.5 |
Бэ3 TIGКИНгЙЄвеВЮЪ§
| ДђЕзЕчСї/A | ЬюГфЕчСї/A | ИЧУцЕчСї/A | КИНгЫйЖШ/(mm·min-1) |
| 160~180 | 200~220 | 200~220 | 100~200 |
ЪдАхПЊЫЋUаЮЦТПкЃЌКИВФбЁгУTC3КИЫПЃЌКИНгЧАЧхРэКИНгЪдАхБэУцЃЌвЊЧѓБэУцЮобѕЛЏЁЂМадгЁЂгЭЮлЕШ;КИНгЪБЃЌЭЈШыыВЦјБЃЛЄЃЌвРДЮНјааДђЕзКИЁЂЫЋУцЬюГфКИКЭИЧУцКИЃЌЧввЊЧѓЬюГфКИНгУПВуШлЗѓН№ЪєКёЖШВЛаЁгк3mmЃЌВуМфЮТЖШЮЊ100ЁцвдЯТ;КИНгЭъГЩКѓЃЌЖдЪдАхНјааЮоЫ№МьВтЃЌШЗЖЈКИЗьжЪСПЁЃКЯИёКѓЃЌПЊеЙШШДІРэЕїПиЪдбщЃЌВЛЭЌШШДІРэЙЄвеВЮЪ§МћБэ4ЁЃ
Бэ4 Ti6411ЕЭГЩБОюбКЯН№ВЛЭЌШШДІРэЙЄве
| ШШДІРэЙЄве | ЮТЖШT/Ёц | БЃЮТЪБМфt/h | РфШДЗНЪН |
| ЭЫЛ№ | 550 | 2 | ПеРф |
| ЙЬШм | 900 | 2 | ЫЎРф |
| ЙЬШм+ЪБаЇ | 900+550 | 2+2 | ТЏРф+ПеРф |
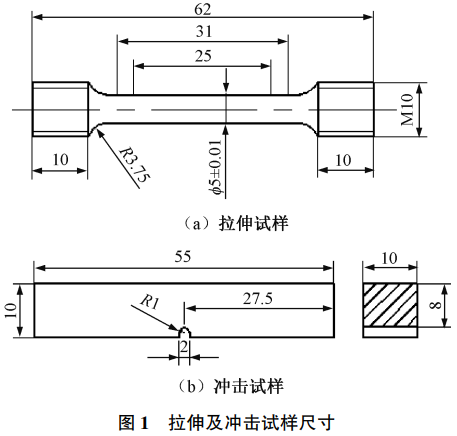
РћгУЯпЧаИюЩшБИМгЙЄН№ЯрЪдбљЁЂРЩьЪдбљКЭГхЛїЪдбљЁЃВЩгУOLYMPUS GX71Н№ЯрЯдЮЂОЕЖдКИНгНгЭЗКъЙлаЮУВМАЯдЮЂзщжЏНјааЙлВьЗжЮі;РћгУWilson VH3300ЯдЮЂгВЖШМЦдкЬюГфВужааФКсЯђМфИє0.5mmНјаагВЖШВтЪд;АДееЭМ1aЫљЪОжЦШЁБъзМРЩьЪдбљЃЌВЩгУINSTRON5985-250 kNВФСЯЪдбщЛњНјааЪвЮТРЩьадФмВтЪд;АДееЭМ1bЫљЪОжЦШЁБъзМГхЛїЪдбљЃЌЪдбљШБПкЮЛжУЗжБ№ЮЛгкКИЗьжааФКЭШШгАЯьЧјжааФЃЌВЩгУZBC2602-CАкДИЪНГхЛїЪдбщЛњНјааЪвЮТГхЛїадФмВтЪдЁЃ
2ЁЂЪдбщНсЙћгыЗжЮі
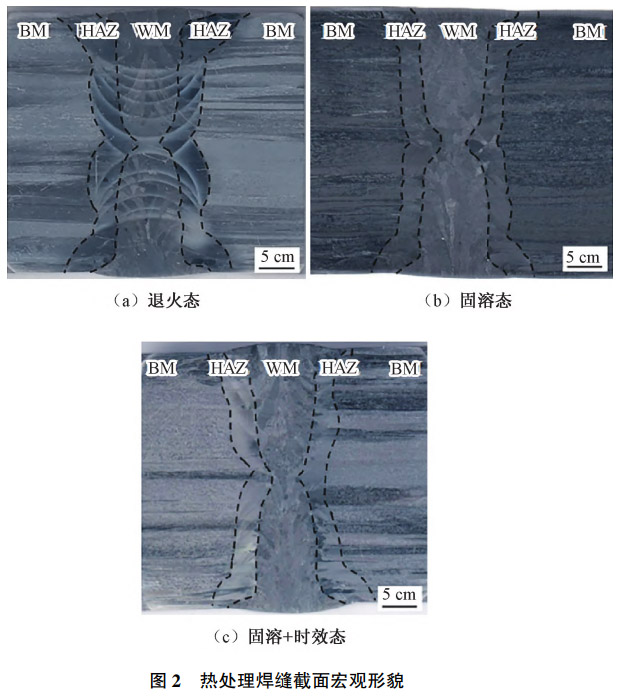
2.1ШШДІРэКИНгНгЭЗКъЙлаЮУВ
ВЩгУЪжЙЄеМфЯЖTIGКИЪЕЯж35mmКёTi6411ЕЭГЩБОюбКЯН№КИНгЃЌГЩаЮСМКУЃЌКИЗьНиУцКъЙлаЮУВШчЭМ2ЫљЪОЁЃеМфЯЖTIGКИЗьЮЊЖрЕРКИЗьЖбЦіЖјГЩЃЌЭМ2aЮЊЭЫЛ№ЬЌКИЗьНиУцЃЌЖбКИКлМЃУїЯдЃЌШШгАЯьЧјНЯПэЃЌДђЕзВуКИЗьгЩДѓСПжљзДОЇзщжЏ(ЬюГфЮЛжУ)КЭЩйСПЕШжсОЇзщжЏ(ДђЕзЮЛжУ)зщГЩЃЌетЪЧвђЮЊдкДђЕзЮЛжУКИНгЪБЃЌШлГиЮЛгкАхВФжааФЃЌШШСПЩЂЪЇЯрЖдОљдШЃЌжЎКѓНјааЬюГфЮЛжУКИНгЪБЃЌЖдДђЕзЮЛжУЕФКИЗьНјаадйДЮМгШШЃЌЗЂЩњЯрБфдйНсОЇЃЌДгЖјЪЙФкВПжљзДОЇЯћЪЇЃЌаЮГЩЕШжсОЇзщжЏ;дкЬюГфЮЛжУКИНгЪБЃЌШлГиж№НЅЩЯЩ§ЃЌШШСПжївЊбиДЙжБгкЦТПкЗНЯђЯђЪдАхБэУцЩЂЪЇЃЌЙЪаЮГЩжљзДОЇзщжЏ[7]ЁЃЭМ2bЮЊЙЬШмЬЌКИЗьНиУцЃЌКИЗьжљзДОЇЬиеїШдНЯУїЯдЃЌзщжЏећЬхОљдШадЬсЩ§гаЯоЁЃЭМ2cЮЊЙЬШм+ЪБаЇЬЌКИЗьНиУцЃЌКИЗьжљзДОЇзщжЏМѕЩйЃЌЕШжсОЇБШР§діМгЃЌКИЗьгыФИВФЙ§ЖЩИќЦНЛКЃЌКъЙлзщжЏОљдШадЯджјЕУЕНИФЩЦЁЃ
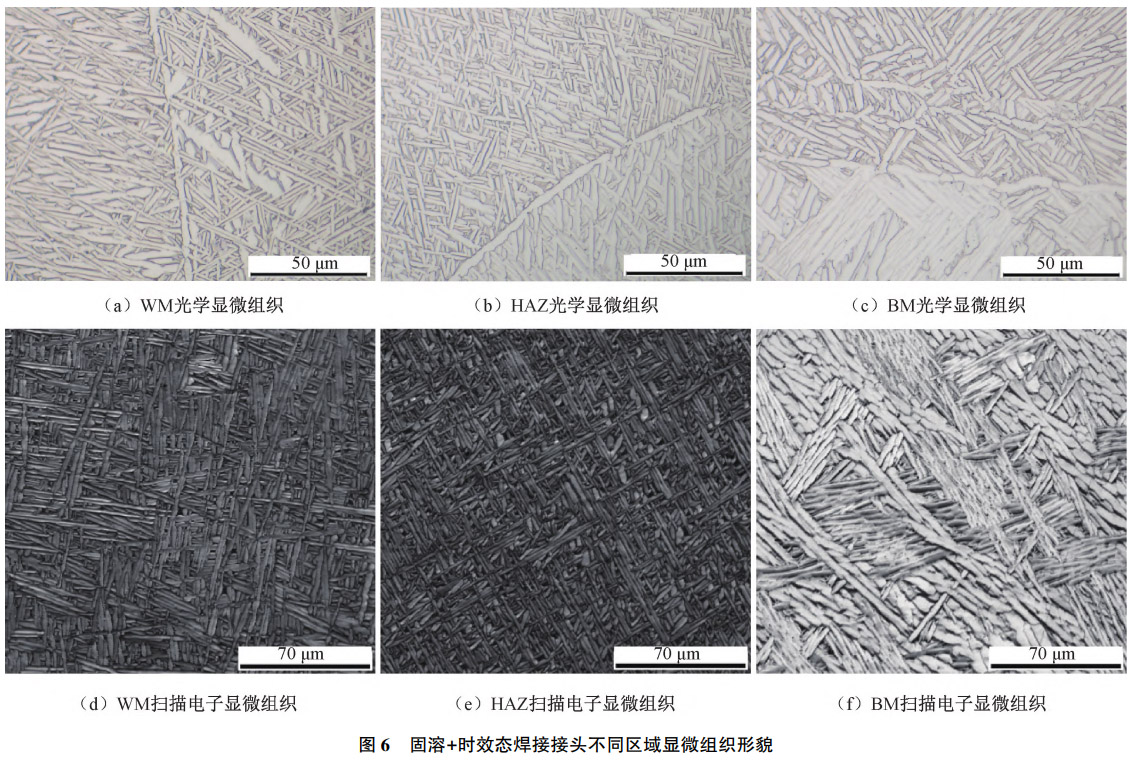
2.2ШШДІРэЖдКИНгНгЭЗзщжЏЕФгАЯь
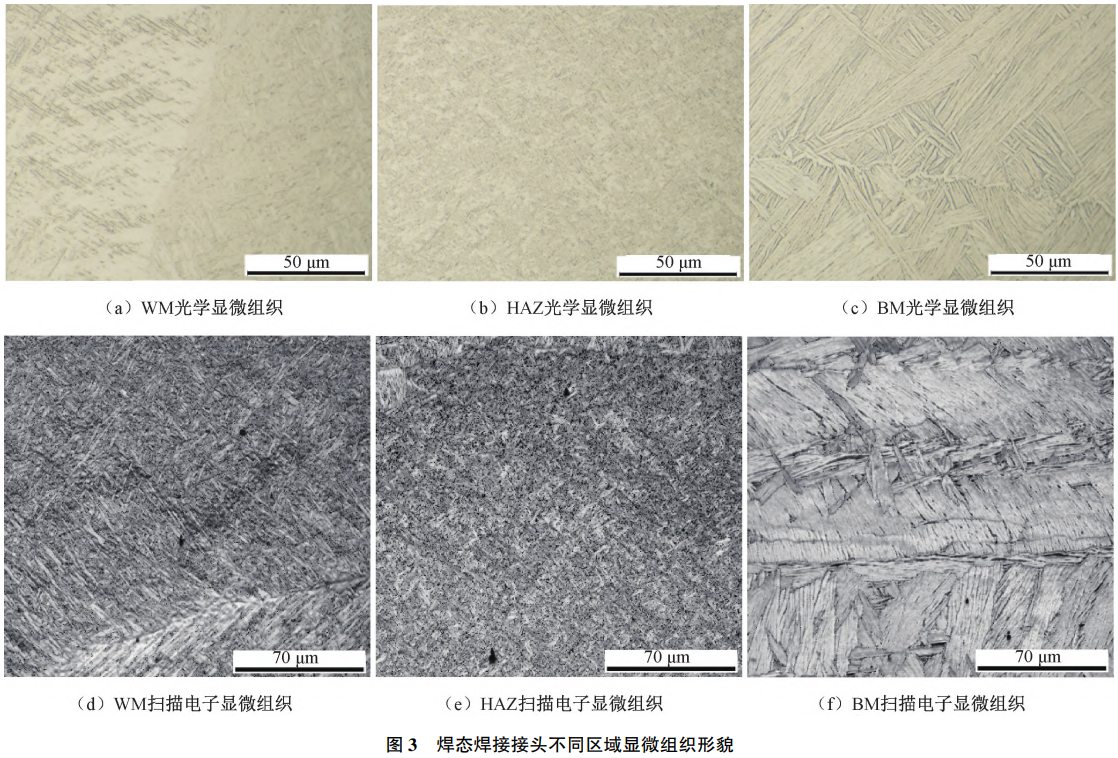
Ti6411аТаЭЕЭГЩБОюбКЯН№КИНгНгЭЗВЛЭЌЧјгђЕФЙтбЇЯдЮЂзщжЏКЭЩЈУшЕчзгЯдЮЂзщжЏШчЭМ3ЫљЪОЁЃTi6411ФИВФзщжЏЮЊеызДαЯрКЭβЯрзЊБфзщжЏЃЌећЬхЗжВМЯрЖдОљдШЃЌГЪЯжЙцдђЕФНЛжЏзДЁЃеМфЯЖTIGКИЪБЃЌКИЗьжааФРфШДЫйЖШНЯПьЃЌИпЮТЯТЕФβЯрРДВЛМАГфЗжЗжНтЮЊЦНКтЕФα+βзщжЏЃЌзЊБфЮЊДжДѓЕФеызДТэЪЯЬх(гВДрЯр)ЃЌЪЧКИНгНгЭЗадФмЕФБЁШѕЧјЁЃКИЗьгЩгкМгШШЮТЖШИпЃЌЭЃСєЪБМфГЄЃЌаЮГЩДжДѓЕФжљзДОЇЁЃШШгАЯьЧјзщжЏаЮЬЌНщгкФИВФгыКИЗьжааФжЎМфЃЌгЩгкМгШШЮТЖШЮДДяЕНШлЛЏЮТЖШЃЌЮДГіЯжКИЗьжааФФЧбљУїЯдЕФжљзДОЇЃЌШШгАЯьЧјзщжЏжаПЩМћВПЗжЯИаЁЕФαЯрЮіГіЃЌЯрНЯгкФИВФЃЌЦфαЯраЮЬЌИќЮЊЯИаЁЧвЗжВМИќУжЩЂ[8]ЁЃ
550Ёцx2hЭЫЛ№ШШДІРэКѓЃЌКИНгНгЭЗВЛЭЌЧјгђЕФЙтбЇЯдЮЂзщжЏКЭЩЈУшЕчзгЯдЮЂзщжЏШчЭМ4ЫљЪОЁЃФИВФдЪМзщжЏЮЊеызДзщжЏаЮЬЌЃЌжаЕЭЮТЭЫЛ№НіФмв§ЗЂОжВПЯрБфЃЌЮоЗЈГЙЕзИФБфећЬхНсЙЙЃЌЙЪЛљБОБЃСєдЪМеызДзщжЏЬиеїЃЌЕЋЭЫЛ№Й§ГЬжаЃЌдзгЛёЕУвЛЖЈЕФЛюЖЏФмСІЃЌЗЂЩњСЫвЛЖЈГЬЖШЕФРЉЩЂЃЌЪЙЕУЯрНчУцДІЕФОЇИёЛћБфЕУЕНвЛЖЈГЬЖШЕФЛКНтЁЃКИЗьжааФДжДѓЕФеызДзщжЏж№НЅБфЖЬЁЂБфЯИЃЌВПЗжеызДзщжЏЕФаЮЬЌПЊЪМБфЕУВЛЙцдђЃЌГЪЯжГіРрЫЦЖрБпаЮЕФЧїЪЦЃЌЕЋгЩгкЭЫЛ№ДІРэФмСПНЯЕЭЃЌВЛзувдЭъШЋЯћГ§жљзДОЇЬиеїЁЃШШгАЯьЧјеызДзщжЏЕФЗНЯђадБфЕУВЛУїЯдЃЌГЪЯжГівЛжжИќМгУжЩЂЕФЗжВМзДЬЌ[9]ЁЃ

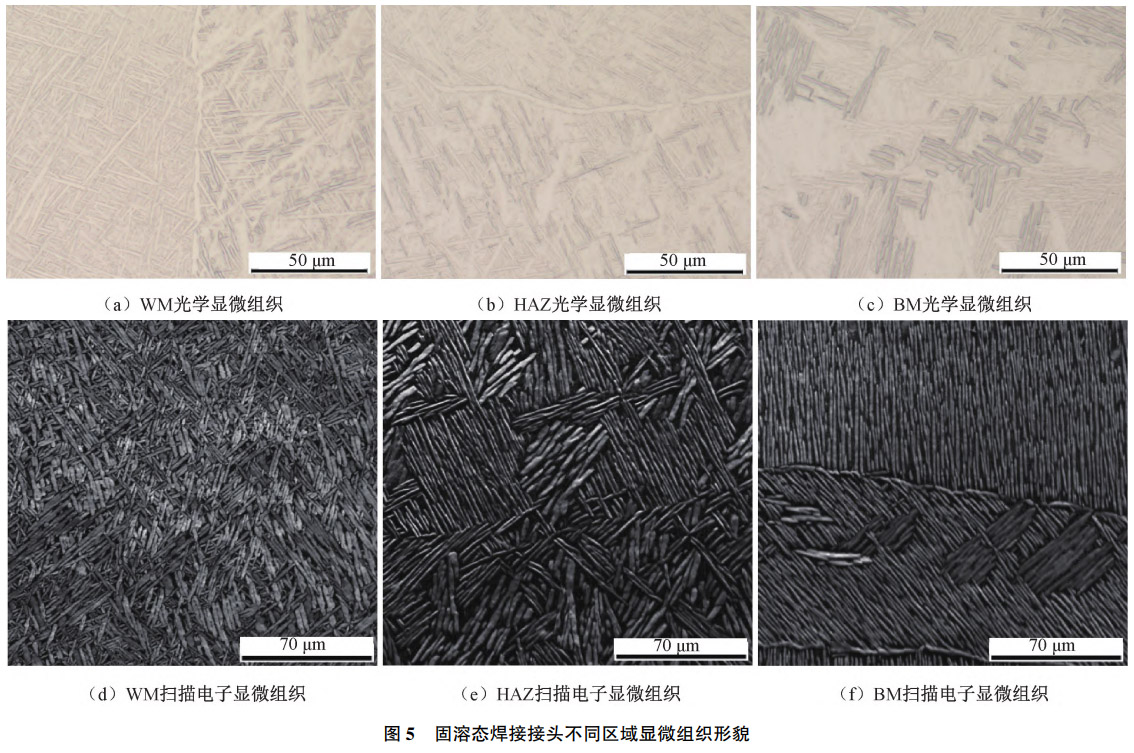
900Ёцx2hЙЬШмШШДІРэКѓЃЌКИНгНгЭЗВЛЭЌЧјгђЕФЙтбЇЯдЮЂзщжЏКЭЩЈУшЕчзгЯдЮЂзщжЏШчЭМ5ЫљЪОЁЃФИВФдЪМеызДзщжЏжаαЯрДѓСПШмНтЃЌеызДНсЙЙЯджјБфЖЬЁЂЪ§СПМѕЩйЃЌОжВПГЪРрЕШжсаЮЬЌЃЌЫЎРфЕФИпЙ§РфЖШвжжЦαЯржиЮіЃЌзщжЏвдбЧЮШβЯрЮЊжїЃЌаЮГЩЙцдђХХСаЕФеызДНсЙЙЃЌГпДчНЯДѓЧвХХСаЙцдђЃЌОпгавЛЖЈЗНЯђадЃЌВПЗжЧјгђЦНааЖШИпЃЌОжВПвђЯрБфЬѕМўВювьЃЌГіЯжЦЌВу“ЗжВц”“НЛДэ”ЁЃ
ИпЮТЯТКИЗьЕФжљзДОЇФкα'ТэЪЯЬхЛиШмЃЌИпЙ§РфЖШвжжЦСЫαЯрГЄДѓЃЌЙЪаЮГЩЯИУмЧвШЁЯђЮЩТвЕФеызДαЯр;ЕЋПьРфЯожЦСЫОЇНчДІдзгГфЗжРЉЩЂЃЌЕМжТОЇНчαЯрСЌајЗжВМЃЌЕЋвзв§ЗЂгІСІМЏжаЃЌНгЭЗадФмЛсБфВюЁЃШШгАЯьЧјдЪМОЇСЃНЯаЁЃЌЙЬШмКѓβЯрОљдШЛЏГЬЖШИќИпЃЌПьРфКѓжБНгзЊБфЮЊОљдШеызДαЯрЃЌвђОЇСЃГпДчаЁЃЌОЇНчαЯрФбвдСЌајЮіГі[10]ЁЃ
900Ёцx2hЙЬШм+550Ёцx2hЪБаЇШШДІРэКѓЃЌКИНгНгЭЗВЛЭЌЧјгђЕФЙтбЇЯдЮЂзщжЏКЭЩЈУшЕчзгЯдЮЂзщжЏШчЭМ6ЫљЪОЁЃТЏРф+ЪБаЇзщКЯДйНјСЫФИВФαЯрГфЗждйНсОЇгыОљдШЛЏЃЌеызДαЯрГпДчЯИЛЏЃЌЮоУїЯдШЁЯђВювьЃЌГЪЯж“БржЏзД”НЛДэаЮЬЌЃЌзЊБфβЯрОљдШЗжВМгкαЯрМфЃЌећЬхзщжЏОљдШадЯджјгХгкЧА2жжЙЄвеЁЃКИЗьзщжЏЯШ900ЁцТЏРфЃЌβЯрЛКТ§зЊБфЮЊОљдШЕФеызДαЯрЃЌМѕЩйСЫПьРфЕМжТЕФОЇНчαСЌајад;дй550ЁцЪБаЇЃЌДйНјβЯрЗжНтВЂОљдШЮіГіЯИаЁαЯрЃЌЪЙОЇНчαЯрвђРЉЩЂГфЗжЖјУжЩЂЖЯајЃЌНЕЕЭДрадЁЃгыЙЬШмЬЌЯрБШЃЌеызДαЯрГпДчИќОљдШЃЌОЇНчαЯргЩСЌајБфЮЊЖЯајЗжВМЁЃТЏРфЪЙШШгАЯьЧјβЯрГфЗжзЊБфЮЊОљдШαЯрЃЌЪБаЇНјвЛВНДйНјβЯрЗжНтЃЌаТдіЕФзЊБфβЯрЬюГфгкαЯрМфЃЌЬсЩ§зщжЏжТУмадгыОљдШад[4]ЁЃ
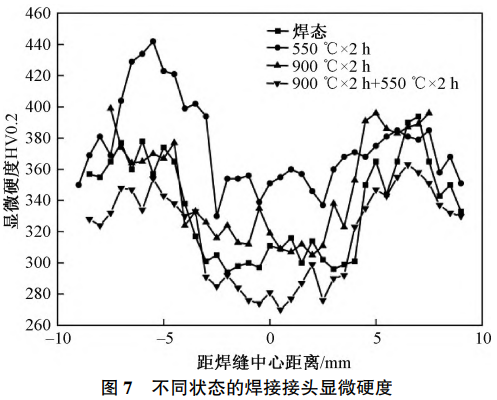
2.3ШШДІРэЖдКИНгНгЭЗЯдЮЂгВЖШЕФгАЯь
Ti6411аТаЭЕЭГЩБОюбКЯН№ВЛЭЌзДЬЌКИНгНгЭЗЕФЯдЮЂгВЖШЗжВМШчЭМ7ЫљЪОЁЃДгЭМ7жаПЩвдЗЂЯжЃЌКИЬЌЛђепЙЬШм+ЪБаЇЬЌЕФЯдЮЂгВЖШВЈЖЏИќаЁЃЌЭЫЛ№ЬЌКЭЙЬШмЬЌЕФЯдЮЂгВЖШВЈЖЏНЯДѓЃЌКИЗьЯдЮЂгВЖШОљЪЧКИНгНгЭЗЯдЮЂгВЖШЕФзюаЁЧјгђЁЃгыКИЬЌЯрБШЃЌЭЫЛ№ДІРэЪЙКИЗьеызДα'ТэЪЯЬхЗЂЩњВПЗжЗжНтЃЌаЮГЩЮШЖЈαЯрЃЌгВЖШаЁЗљЩЯЩ§;ЙЬШмДІРэЪЙαЯрДѓСПШмНтЃЌЫЎРфЕФИпЙ§РфЖШвжжЦαЯржиЮіЃЌЯдЮЂгВЖШЕУЕНЬсЩ§;ЪБаЇДІРэДйЪЙβЯрЗжНтЃЌзЊБфβЯрдіЖрВЂОљдШЗжВМгкαЯрМфЯЖЃЌНгЭЗЕФОљдШадДѓЗљЬсИпЃЌКИНгНгЭЗЕФЯдЮЂгВЖШгаЫљНЕЕЭЃЌЕЋгВЖШЬнЖШвВЯджјМѕаЁЃЌгІСІМЏжаЕФЗчЯеНЕЕЭЃЌгаРћгкЬсИпКИНгНгЭЗЕФећЬхПЩППад[11]ЁЃ
2.4ШШДІРэЖдКИНгНгЭЗСІбЇадФмЕФгАЯь
2.4.1РЩьадФм
Ti6411аТаЭЕЭГЩБОюбКЯН№ВЛЭЌзДЬЌЕФКИНгНгЭЗЕФРЩьадФмМћБэ5ЁЃКИЬЌЕФКИНгНгЭЗПЙРЧПЖШЦНОљжЕЮЊ921MPaЃЌЧќЗўЧПЖШЦНОљжЕЮЊ817MPaЃЌбгЩьТЪЦНОљжЕЮЊ7.5%ЃЌдвђЪЧКИЗьДцдкЕФДжДѓжљзДОЇКЭеызДα'ТэЪЯЬх(гВДрЯр)ЛсЯожЦЫмадБфаЮЃЌα'ТэЪЯЬхЕФИпЧПЖШЬиадЪЙКИЗьЧПЖШНЯИпЃЌЕЋШШгАЯьЧјОЇСЃГЄДѓЕМжТОжВПЧПЖШВЈЖЏЃЌећЬхЧПЖШДІгкНЯИпЫЎЦНЁЃЭЫЛ№ДІРэКѓЃЌКИЗьα'ТэЪЯЬхВПЗжзЊБфЮЊеызДαЯрЃЌαЯрЧПЖШТдЕЭгкα'ТэЪЯЬхЃЌЕЋШШгАЯьЧјαЯрДжЛЏЪЙОжВПЧПЖШВЙГЅЃЌећЬхЧПЖШгыКИЬЌНгНќЃЌПЙРЧПЖШЦНОљжЕЮЊ927MPaЃЌЧќЗўЧПЖШЦНОљжЕЮЊ834MPaЃЌбгЩьТЪЦНОљжЕЮЊ6.0%ЁЃ900ЁцЙЬШмДІРэЪЙβЯрОљдШЛЏЃЌЫЎРфПьЫйРфШДаЮГЩЯИУмеызДαЯрЃЌОЇНчαЯрСЌајЗжВМЫфдіМгДрадЃЌЕЋЯИУмеызДαЯрЕФЧПЛЏзїгУЪЙећЬхЧПЖШЮЌГжИпЮЛЃЌПЙРЧПЖШЦНОљжЕЮЊ922MPaЃЌЧќЗўЧПЖШЦНОљжЕЮЊ796MPaЃЌбгЩьТЪЦНОљжЕЮЊ5.5%ЁЃКѓајЪБаЇДІРэДйНјβЯрЗжНтВЂОљдШЮіГіЯИаЁαЯрЃЌЪЙОЇНчαЯрвђРЉЩЂГфЗжЖјУжЩЂЖЯајЃЌαЯрвВБфЕУДжДѓЃЌМѕШѕСЫЯИОЇЧПЛЏзїгУЃЌЪЙЕУЧПЖШНЕЕЭЃЌЕЋЪЧгЩгкзщжЏЕФОљдШадЯджјИФЩЦЃЌвђДЫаЕїБфаЮФмСІдіЧПЃЌЪЙЕУбгЩьТЪЕУЕНЯджјЬсЩ§ЃЌПЙРЧПЖШЦНОљжЕЮЊ830MPaЃЌЧќЗўЧПЖШЦНОљжЕЮЊ742MPaЃЌбгЩьТЪЦНОљжЕЮЊ8.9%[12]ЁЃ
Бэ5ВЛЭЌзДЬЌЕФКИНгНгЭЗРЩьадФм
| НгЭЗзДЬЌ | ПЙРЧПЖШ/MPa | ЧќЗўЧПЖШ/MPa | бгЩьТЪ(%) |
| КИЬЌ | 928,917,924,914 | 810,804,829,826 | 6.5,8.0,7.5,8.0 |
| ЭЫЛ№ЬЌ | 923,931,934,919 | 830,842,834,831 | 6.5,6.0,6.0,6.0 |
| ЙЬШмЬЌ | 935,942,900,913 | 800,817,770,795 | 5.0,5.0,5.5,6.5 |
| ЙЬШм+ЪБаЇЬЌ | 822,834,831,832 | 737,745,742,743 | 7.5,9.5,9.0,9.5 |
2.4.2ГхЛїадФм
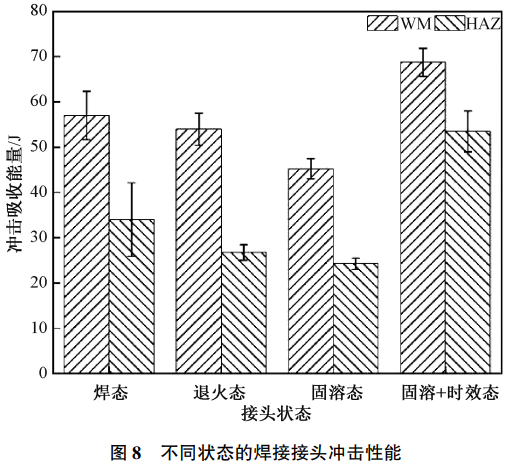
Ti6411аТаЭЕЭГЩБОюбКЯН№ВЛЭЌзДЬЌЕФКИНгНгЭЗКИЗьКЭШШгАЯьЧјГхЛїЮќЪеФмСПВтЪдЪ§ОнШчЭМ8ЫљЪОЁЃКИЬЌЯТЃЌКИЗьГхЛїЮќЪеФмСПЦНОљжЕЮЊ57JЃЌОпБИвЛЖЈПЙГхЛїФмСІЃЌЕЋШШгАЯьЧјНі34JЃЌШЭадНЯВюЁЃКИЬЌЕФКИЗьЫфгаα'ТэЪЯЬхЃЌЕЋжљзДОЇФкНЛДэдгТвЗжВМЕФеызДНсЙЙИќвзЮќЪеГхЛїФмСПЃЌЙЪГхЛїЮќЪеФмСПНЯИпЃЌЖјШШгАЯьЧјвђКИНгШШбЛЗЕМжТОЇСЃГЄДѓЃЌЧвДцдкЩйСПЯИаЁЕФДЮЩњЯрЃЌЕМжТГхЛїадФмЯрБШКИЗьЕФЯджјЯТНЕЁЃОЭЫЛ№ДІРэЃЌКИЗьГхЛїЮќЪеФмСПНЕжС54JЃЌШШгАЯьЧјНјвЛВНЕјжС27JЃЌЭЫЛ№ДІРэКѓКИНгНгЭЗЕФα'ТэЪЯЬхВПЗжзЊБфЮЊеызДαЯрЃЌеызДαЯрвђРЉЩЂТдгаДжЛЏЃЌЧвОЇНчαЯрОлМЏЃЌЮДИФЩЦећЬхзщжЏНсЙЙЗДЖјНЕЕЭСЫНгЭЗГхЛїадФмЁЃЙЬШмДІРэКѓЃЌКИЗьГхЛїЮќЪеФмСПМЬајЯТЛЌжС45JЃЌШШгАЯьЧјЕФЮЌГждк24JЃЌЙЬШмЫЎРфДІРэЕМжТКИЗьвжжЦαЯржиЮіЃЌеызДαЯрШЁЯђЮЩТвЧвОЇНчαЯрСЌајЗжВМЃЌЕМжТОжВПгІСІМЏжаЃЌЖдКИНгНгЭЗГхЛїадФмгаЯджјИКУцзїгУЁЃЖјВЩгУ900Ёцx2hЙЬШм+550Ёцx2hЪБаЇДІРэКѓЃЌКИЗьГхЛїЮќЪеФмСПДѓЗљдОЩ§жС69JЃЌШШгАЯьЧјЕФвВЬсЩ§ЕН54JЃЌЙЬШмЪБаЇДІРэЪЙКИЗьОЇНчαЯрЖЯајЗжВМЃЌеызДαЯрЯИЛЏЧвОљдШЗжВМЃЌЯджјдіЧПСЫКИНгНгЭЗЕФШЭадЃЌзлКЯГхЛїадФмзюгХ[13]ЁЃ
3ЁЂНсТл
БОЮФЭЈЙ§ЖдTi6411ЕЭГЩБОюбКЯН№35mmКёЕФTIGКИНгЭЗНјаа550Ёцx2hЭЫЛ№ЁЂ900Ёцx2hЙЬШмМА900Ёцx2hЙЬШм+550Ёцx2hЪБаЇ3жжШШДІРэЙЄвеЪдбщЃЌЯЕЭГЗжЮіСЫШШДІРэЖдЦфзщжЏгыадФмЕФгАЯьЃЌЕУГівдЯТНсТл:
(1)550Ёцx2hЭЫЛ№НіФмаЁЗљИФЩЦзщжЏЃЌЕЋвђЮТЖШЕЭЃЌЮоЗЈЯћГ§КИНгЕМжТЕФзщжЏВЛОљЁЃ900Ёцx2hЙЬШмЭЈЙ§ИпЮТЪЕЯжβЯрОљдШЛЏЃЌЕЋПьРфвжжЦαЯржиЮіЃЌеызДαЯрШЁЯђЮЩТвЧвОЇНчαЯрСЌајЗжВМЃЌЗДЖјдіМгДрадЗчЯеЁЃ900Ёцx2hТЏРф+550Ёцx2hПеРфЕФЙЬШм+ЪБаЇДІРэаЇЙћзюгХЃЌПЩЪЙКИЗьЁЂШШгАЯьЧјКЭФИВФЕФзщжЏОљдШадЯджјЬсЩ§ЃЌБэЯжЮЊеызДαЯрЯИЛЏЧвЗжВМОљдШЃЌОЇНчαЯрГЪЖЯајЗжВМЃЌзЊБфβЯрдіЖрЃЌгааЇИФЩЦСЫКИЬЌЕФДжДѓжљзДОЇКЭДрадα'ТэЪЯЬхзщжЏЃЌвдМАЕЅвЛЭЫЛ№ЛђЙЬШмДІРэЕМжТЕФзщжЏДжЛЏЁЂОЇНчαЯрСЌајЕШЮЪЬтЁЃ
(2)ЙЬШм+ЪБаЇДІРэФмНЕЕЭНгЭЗЕФгВЖШЬнЖШЃЌЪЙКИЗьЁЂШШгАЯьЧјгыФИВФЕФгВЖШЗжВМИќОљдШЃЌМѕЩйгІСІМЏжаЗчЯеЁЃЙЬШм+ЪБаЇДІРэЫфЪЙПЙРЧПЖШТдгаНЕЕЭ(ЦНОљжЕДя830MPa)ЃЌЕЋбгЩьТЪЦНОљжЕЯджјЬсИпжС8.9%ЃЌЫмадИФЩЦУїЯдЃЌадФмИќНгНќФИВФЕФзлКЯЫЎЦНЁЃЭЌЪБДѓЗљЬсЩ§СЫНгЭЗИїЧјгђЕФГхЛїШЭадЃЌКИЗьГхЛїЮќЪеФмСПДя69JЃЌШШгАЯьЧјГхЛїЮќЪеФмСПДя54JЃЌдЖгХгкЦфЫћЙЄвеЃЌПЙГхЛїФмСІЯджјдіЧПЁЃ
злКЯЖјбдЃЌ900Ёцx2hТЏРф+550Ёцx2hПеРфЕФШШДІРэЙЄвеПЩгааЇгХЛЏTi6411ЕЭГЩБОюбКЯН№TIGКИНгЭЗЕФзщжЏгыадФмЃЌЦфзлКЯСІбЇадФм(ПЙРЧПЖШЦНОљжЕ830MPaЁЂбгЩьТЪЦНОљжЕЮЊ9.0%ЁЂГхЛїЮќЪеФмСП69J)гХгкЦфЫћЙЄве,ЮЊИУКЯН№дкЙЄГЬСьгђЕФКИНггІгУЬсЙЉСЫПЩППЕФЙЄвеВЮПМЁЃ
ВЮПМЮФЯз:
[1]хєЙтБІЃЌЬЗгТЃЌГТКНЃЌЕШ.діВФжЦдь600ЁцИпЮТюбКЯН№баОПНјеЙ[J].КНПеВФСЯбЇБЈ,2024,44(1):15-30.
[2]ИпИЃбѓЃЌСЮжОЧЋЃЌРюЮФбЧ.юбМАюбКЯН№КИНгЗНЗЈгыбаОПЯжзД[J].КНПежЦдьММЪѕЃЌ2012(Z2):86-90.
[3]РюеёССЃЌРюбяЃЌРюаРЃЌЕШ.ШШДІРэЖдКИНгВЛЕШКёTC4юбКЯН№АхКИЗьЮЂЙлзщжЏадФмгАЯь[J].ФкУЩЙХПЦММДѓбЇбЇБЈЃЌ2017,36(1):31-35.
[4]СЮжОЧЋЃЌИпЦцЃЌъЬбєбєЃЌЕШ.ЙЬШмЪБаЇЖдTC4ELIюбКЯН№ЕчзгЪјКИНгНгЭЗзщжЏгыСІбЇадФмЕФгАЯь[J].КИЙмЃЌ2025ЃЌ48(3):44-49,54.
[5]зЃКзЃЌСѕбоУЗЃЌедЖАЃЌЕШ.КИКѓШШДІРэЖдTA15юбКЯН№жаКёАхКИНгНгЭЗЭфЧњадФмЕФгАЯь[J].Н№ЪєШШДІРэЃЌ2024ЃЌ49(2):179-182.
[6]ЖХгРЧкЃЌжьН№ЗЩЃЌеХМћЯщЃЌЕШ.аТаЭTi-3Al-2Mo-2Zr(TA24)КЯН№КИНгМАШШДІРэЙЄвебаОП[J].ИжЬњЗАюбЃЌ2019ЃЌ40(5):37-43.
[7] Akhonin S V, Belous V Y, Selin R V, et al. Influence of TIG welding thermal cycle on temperature distribution and phase transformation in low-cost titanium alloy[J]. IOP Conference Series: Earth and Environmental ScienceЃЌ2021ЃЌ688(1):012012-012020.
[8]РюЖЌНмЃЌЭђЯўЛлЃЌРюЯўКьЃЌЕШ.TC17юбКЯН№дкTIGКИНгЗНЗЈЯТЕФКИНгадбаОП[J].КНПежЦдьММЪѕЃЌ2015(11):70-73.
[9]СЮжОЧЋЃЌЫяНЈИеЃЌЪЏКьНмЃЌЕШ.ОжВПШШДІРэЖдTi6321юбКЯН№КИНгНгЭЗзщжЏКЭадФмЕФгАЯьбаОП[J].ВФСЯПЊЗЂгыгІгУЃЌ2025ЃЌ40(5):55-62.
[10]аьгБъЦЃЌЭѕйЛЃЌбюНмЃЌЕШ.КИЫПГЩЗжКЭКИКѓШШДІРэЖдаТаЭα+βюбКЯН№КИНгНгЭЗзщжЏКЭгВЖШЕФгАЯьбаОП[J].ВФСЯПЊЗЂгыгІгУЃЌ2024ЃЌ39(4):18-27.
[11] Dewangan S. Effect of heat treatment into tensile strength, hardness and microstructural attributes of TIG welded Ti-6Al-4V titanium alloy[J]. Australian Journal of Mechanical Engineering, 2024(1):22.
[12]КЮвнЗВЃЌГТЖЋИпЃЌеХСњЃЌЕШ.TC4юбКЯН№MIGКИНгЭЗШШДІРэКѓзщжЏадФмбаОП[J].ИжЬњЗАюбЃЌ2021ЃЌ42(6):164-170.
[13]еХнМРіЃЌаСЩчЮАЃЌжмЮАЃЌЕШ.ШШДІРэЖдTi650юбКЯН№ЕчзгЪјКИНгзщжЏКЭСІбЇадФмЕФгАЯь[J].ЯЁгаН№ЪєВФСЯгыЙЄГЬЃЌ2021ЃЌ50(1):299-303.
ЃЈзЂЃЌдЮФБъЬтЃКШШДІРэЙЄвеЖдTi6411ЕЭГЩБОюбКЯН№КИНгНгЭЗзщжЏгыадФмЕФгАЯь_РЩгНРЄЃЉ
tagБъЧЉ:Ti6411ЕЭГЩБОюбКЯН№,TIGКИНгЭЗ