



·ўІјИХЖЪЈә2026-5-26 8:52:26
ЛжЧЕәҪҝХЎўәҪМмөИБмУт¶ФБгІҝјюЗҝ¶ИЎўјхЦШј°ДНИИРФДЬТӘЗуөДІ»¶ПМбёЯЈ¬ЖХНЁоСәПҪрТСОЮ·ЁВъЧгёЯОВ·юТЫТӘЗуЎЈёЯОВоСәПҪрҫЯУРёЯұИЗҝ¶ИЎўДНёҜКҙЎўПЯЕтХНПөКэРЎТФј°ФЪёЯОВәНөНОВМхјюПВУЕТмөД»ъРөРФДЬөИМШөгЈ¬Ti60әПҪрОӘОТ№ъЦР№ъҝЖС§ФәҪрКфСРҫҝЛщУлұҰоСјҜНЕУРПЮ№«ЛҫБӘәПЙијЖСР·ўөДҫЯУРЧФЦчЦӘК¶ІъИЁөД600ЎжёЯОВоСәПҪр,КЗККУГУЪ600ЎжөДёЯОВоСәПҪрөДөдРНҙъұн[2]ЎЈTi60әПҪрКЗTi-Al-Sn-Zr-Mo-Nb-Ta-SiПө¶аФӘёҙәПЗҝ»ҜөДҪьaРНёЯОВоСәПҪр[3]Ј¬ҫЯУРҪПәГөДИИОИ¶ЁРФДЬЎЈЖдβПаөДМе»э·ЦКэФЪ3%~10%,ұЈіЦaРНоСәПҪрөДёЯИдұдЗҝ¶ИәНёЯОВРФДЬөДН¬КұЈ¬јжҫЯa+βоСәПҪрөДёЯҫІЗҝ¶И[4]ЎЈЖдУЕТмёЯОВРФДЬЦчТӘАҙФҙУЪәПҪрФӘЛШөДМнјУЎЈМнјУAlФӘЛШ№МИЬЗҝ»ҜМбёЯЗҝ¶ИЈ¬SnФӘЛШ¶ФAlФӘЛШҪшРРІ№ідЗҝ»ҜЈ¬»әҪвAlФӘЛШЕЁ¶И№эёЯҙшАҙөДИИОИ¶ЁРФЛрК§ЎЈЦРРФФӘЛШZrУлTi»щМеОЮПЮ»ҘИЬЈ¬НЁ№эЦГ»»TiФӯЧУКөПЦ№МИЬЗҝ»Ҝ[5]Ј¬Н¬КұҝЙУРЦъУЪ№и»ҜОпөДіБөнОціцЈ¬МбЙэИдұдРФДЬЎЈМнјУЙЩБҝβОИ¶ЁФӘЛШMoМбёЯәПҪрөДИИјУ№ӨРФДЬЈ¬јхЙЩУРРтПаОціцәНәПҪрҙа»ҜЎЈМнјУNdФӘЛШУРЦъУЪҪөөН»щМеСхә¬БҝәНПё»ҜЧйЦҜЈ¬МбЙэәПҪрИИОИ¶ЁРФ[7]ЎЈОўБҝCФӘЛШ(≤0.1%,ЦКБҝ·ЦКэ)А©ҙуTi60оСәПҪрα+βБҪПаЗшөДОВ¶ИЗшјд[8],ұгУЪЧйЦҜөчҝШЎЈTi60әПҪрУРҪПәГөДЧЫәПРФДЬЈ¬ұ»№г·әУГУЪЦЖФмёЯНЖЦШұИәҪҝХ·ў¶Ҝ»ъС№Жш»ъЕМәНәҪҝХ·ў¶Ҝ»ъөДТ¶Ж¬өИ№ШјьІҝјюЎЈИ»¶шҙ«НіИИјУ№ӨКЦ¶ОЈ¬ОЮ·ЁТ»Ме»ҜЦЖФмёҙФУ№№јюЈ¬ПЮЦЖБЛәПҪрөДҪшТ»ІҪУҰУГЎЈ
јӨ№в·ЫД©ҙІИЫИЪјјКх(laser powder bed fusion,LPBF)КЗјӨ№вФцІДЦЖФмјјКхөДТ»ЦЦ,ҪбәПБЛЗ°СШІДБПЎўјӨ№вјУ№ӨјјКхЎўјЖЛг»ъДЈДвјјКхәНЖдЛыПИҪшјјКх,НЁ№эјӨ№вЧчУГКөПЦ¶Ф№в°ЯЦұҫ¶ЗшУтДЪ·ЫД©ІгөД·ЗЖҪәвҝмЛЩДэ№М№эіМЈ¬ІўНЁ№эЦрІгИЫИЪЎўДэ№МКөПЦИэО¬БгјюөДіЙРО[9-11]ЎЈІўЗТLPBFјјКхёДұдНЁ№эјӨ№в¶ФҪрКф·ЫД©өДИЫ»ҜЈ¬КөПЦБЛ¶ФҪрКф·ЫД©ОЮДЈҫЯөДҝмЛЩ“ҫ»іЙРО”Ј¬КЗҪвҫцЦЖұёёҙФУҪб№№ІҝјюөДУРР§КЦ¶О[12]ЎЈТт¶шЈ¬ІЙУГLPBFјјКхіЙРОTi60әПҪр¶ФУЪәҪҝХБмУтёЯРФДЬёҙФУ№№јюТ»Ме»ҜіЙРОҫЯУРҫЮҙуСРҫҝЗұБҰәНУҰУГјЫЦөЎЈ
ДҝЗ°Ј¬№ШУЪTi60әПҪрөДЦчТӘСРҫҝДЪИЭОӘІ»Н¬ИИјУ№Ө»·ҫі¶ФTi60әПҪрЧйЦҜТФј°ИдұдЎўЖЈАНөИБҰС§РФДЬөДУ°ПмЎЈН¬Кұ№ШУЪјӨ№вФцІДЦЖФмTi60әПҪрЦчТӘјҜЦРФЪјӨ№вБўМеіЙРОTi60әПҪрІ»Н¬№ӨТХІОКэ¶ФПФОўЧйЦҜөДУ°ПмәНБҰС§РФДЬөДёчПоТмРФөИЈ¬¶ш№ШУЪLPBFЦЖұёTi60әПҪрөДСРҫҝ»№ҙҰУЪіхЖЪМҪЛчҪЧ¶ОЈ¬СРҫҝК®·ЦШС·ҰЎЈіВҫІөИ[13]ФЪјӨ№вБўМеіЙРОTi60№эіМЦР,·ўПЦІ»Н¬өДјӨ№в№ҰВК¶ФTi60әПҪрөДПФОўЧйЦҜУРҪПҙуөДУ°ПмЈ¬ҙујӨ№в№ҰВК»бРОіЙОәКПЧйЦҜЈ¬РЎјӨ№в№ҰВКФтРОіЙНшАәЧйЦҜЈ¬ОәКПЧйЦҜөДіЦҫГРФДЬПФЦшөНУЪНшАәЧйЦҜ,ЖдұнПЦОӘҙаРФСШҫ§¶ПБС,¶шНшАәЧйЦҜұнПЦОӘИНРФ¶ПБСЎЈН¬КұТұҪрИұПЭТІ»бУ°ПмЖдБҰС§РФДЬЎЈБхТв[14]СРҫҝБЛTi60әПҪрҝЧ¶ҙЎўОҙИЫөИИұПЭөДРОіЙ»ъАн,ө«ИФИұ·Ұ№ӨТХІОКэ¶ФПФОўЧйЦҜөДУ°Пм№жВЙЎЈҙЛНвTi60әПҪрЦРSiФӘЛШөДЧчУГДҝЗ°ҙжФЪҪПҙуХщВЫ[15-17],УРСРҫҝХЯИПОӘ№МИЬМ¬өД№иФӘЛШәНОціцөД№и»ҜОпҫщДЬ№»¶ӨФъО»ҙнЈ¬УРАыУЪоСәПҪрИдұдЗҝ¶ИөДМбёЯЈ¬ТІУРСРҫҝХЯИПОӘ№и»ҜОпөДОціцәНіӨҙуТЧФміЙҫЦІҝУҰБҰјҜЦР,»бҪөөНоСәПҪрөДИдұдҝ№БҰЎЈБхСеәмөИ[18]Ҫ«јӨ№вРЮёҙөДTi60әПҪрҪшРР(500°C/4h/FC)ИҘУҰБҰНЛ»рҙҰАнәу,·ўПЦјӨ№вРЮёҙЗшα/βҪзГжОціціЯҙз100~300nmөД(Ti,Zr)6Si3№и»ҜОп,ДёІДҪрКфЗшОціціЯҙз1~2nmөДa2ПаЎЈХФББөИ[19]СРҫҝБЛ№МИЬМ¬өДSiЎў№и»ҜОпТФј°a2Па¶ФTi60оСәПҪрёЯОВіЦҫГРФДЬәНИдұдРФДЬөДУ°ПмЎЈСРҫҝ·ўПЦ[20-21],РЎіЯҙз№и»ҜОпөДОціцҝЙТФМбёЯКФСщөДИдұдРФДЬЈ¬¶шҙуіЯҙз№и»ҜОпІ»АыУЪёЯОВіЦҫГРФДЬ;a2ПаөДОціц¶ФІДБПёЯОВИдұдәНёЯОВіЦҫГРФДЬҫщУРәГҙҰЎЈТтҙЛУРұШТӘСРҫҝLPBFіЙРО№эіМЦРІ»Н¬№ӨТХІОКэПВTi60әПҪрөДіЙРОМШРФәН№ӨТХ-ЧйЦҜ¶ФУҰ№ШПөЈ¬Ҫш¶шёьәГөШөчҝШЖдРФДЬЎЈ
ұҫСРҫҝІЙУГ¶аТтЛШКөСйЙијЖLPBF№эіМЦРІ»Н¬№ӨТХІОКэөДTi60әПҪрКФСщЈ¬СРҫҝ»щҙЎ№ӨТХІОКэ¶ФTi60әПҪріЙРОРФәНЦВГЬ¶Иұд»Ҝ№жВЙІОКэ¶ФTi60әПҪрЧйЦҜұд»ҜәНПФОўУІ¶ИРОіЙ“№ӨТХ-ЧйЦҜ-УІ¶И”¶ФУҰ№ШПөЈ¬»сөГЧојСіЙРОҙ°ҝЪЎЈЧоәуЈ¬ІвКФЧојС№ӨТХҙ°ҝЪПВTi60әПҪрөДКТОВәНёЯОВБҰС§РФДЬЈ¬Іў·ЦОцЖдК§Р§»ъАнЈ¬ОӘәуРшСРҫҝLPBFіЙРОTi60әПҪрМṩһ¶ЁЦёөјәНҪијшЎЈ
1ЎўКөСйІДБПУл·Ҫ·Ё
КөСйІЙУГөДTi60әПҪр·ЫД©НЁ№эөИАлЧУРэЧӘөзј«Он»Ҝ№ӨТХ(plasma rotating electrode process,PREP)ЦЖұёЈ¬ИзНј1ЛщКҫЎЈёГ№ӨТХЦЖөГөД·ЫД©ЗтРО¶ИёЯЎўҝХРДВКөНЎўҙҝ¶ИёЯЈ¬ҝЕБЈіЯҙз·¶О§ФЪ15~53μmұд»ҜЈ¬·ЫД©өДЦұҫ¶·ыәПёЯЛ№·ЦІјЈ¬Жд»ҜС§іЙ·ЦИзұн1ЛщКҫЎЈ
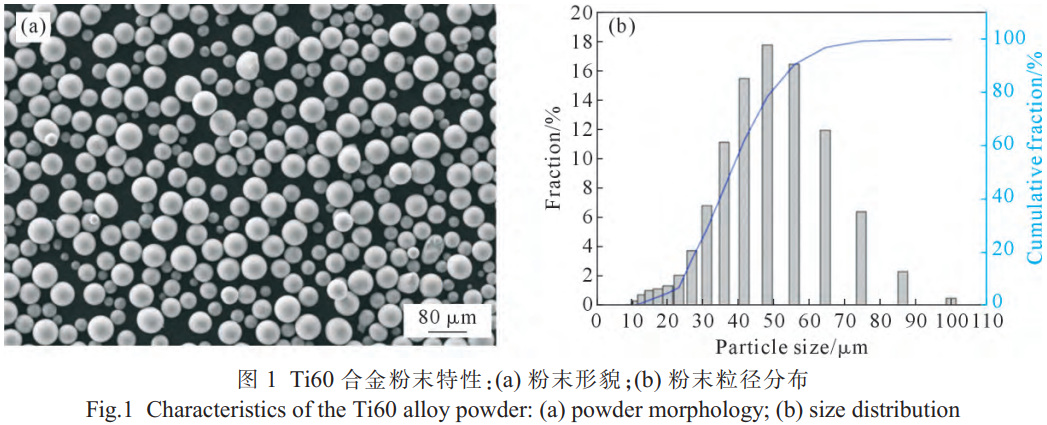
ұн1 Ti60әПҪр·ЫД©»ҜС§іЙ·Ц
Tab. 1 Chemical composition of the Ti60 alloy powder
(mass fraction /%)
| Element | Al | Sn | Zr | Mo | Si | Ta Ta | Nb | C | C |
| Content | 5.2 ∼ 6.2 | 3.0 ∼ 4.5 | 2.5 4.0 | 0.2 ∼ 1.0 | 0.2 ∼ 0.6 | 0.2 ∼ 1.5 | 0.2 ∼ 0.7 | 0.02 ∼ 0.08 | 0.02Ў«0.08 |
КөСйІЙУГІ¬БҰМШҪрКфФцІДЦЖФмЙиұёBLT-S210ҪшРРКөСйКФСщЦЖұёЎЈёГЙиұёЕдұёБЛІЁіӨОӘ1060nm№в°ЯЦұҫ¶ОӘ60μmөД№вПЛјӨ№вЖчЈ¬јӨ№в№ҰВКәНЙЁГиЛЩ¶ИөДЙППЮ·ЦұрОӘ500WәН7000mm/sЎЈК№УГ105mmx105mmx200mmөДҙҝоС»щ°еЧчОӘКөСй»щІДЎЈОӘПыіэ·ЫД©ЦРөДІРБфЛ®·ЦЈ¬МбёЯЖМ·Ы№эіМЦР·ЫД©өДБч¶ҜРФЈ¬Ҫ«·ЫД©ФЪ180ЎжХжҝХёЙФпПдЦРёЙФп3hЈ¬Ҫ«»щІДҙтДҘІўУГұыНӘПҙөУЎЈLPBFКөСйЗ°Ј¬Ҫ«ҙҝоС»щ°еФӨИИЦБ 200 ∘C,ТФјхРЎҙтУЎ№эіМЦРөДОВ¶ИМЭ¶И,ҪөөНИИУҰБҰЎЈФЪ LPBFөД№ӨТХЙијЖЦР,НЁіЈК№УГМе»эДЬБҝГЬ¶И(volumetric energy density, VED)ЧчОӘјӨ№вДЬБҝКдИлөД¶ИБҝ,ЖдјЖЛ㹫КҪИзПВ [22]:

КҪЦР, PОӘјӨ№в№ҰВК; vОӘЙЁГиЛЩ¶И; hОӘЙЁГијдҫа; tОӘ·ЫД©ІгәсЎЈЖдЦР¶ФоСәПҪрКФСщіЙРОЦКБҝУ°ПмЧоҙуөДКЗјӨ№в№ҰВКәНЙЁГиЛЩ¶И [23],ТтҙЛұҫКөСйНЁ№эЙијЖјӨ№в№ҰВКәНЙЁГиЛЩ¶Иұд»ҜІўұЈіЦЖдУа№ӨТХІОКэІ»ұд,ТФ»сөГёЯЦВГЬ¶ИЎўёЯіЙРОЦКБҝөД Ti60әПҪрКФСщЎЈКөСйЦРК№УГөД№ӨТХІОКэБРУЪұн 2ЦРЎЈҫЯМеКэЦөОӘ:јӨ№в№ҰВК 150Ўў200Ўў250Ўў300 W,ЙЁГиЛЩ¶И 600Ўў800Ўў1000Ўў1200mm/s,ЙЁГијдҫаОӘ 0.09mm,ІгәсОӘ0.03 mm,ІўЗТКФСщТФІгјдРэЧӘҪЗ 67 ∘өДЙЁГиІЯВФіЙРОЎЈ
ұн2 LBPFіЙРО Ti60әПҪрөДЦчТӘ№ӨТХІОКэ
Tab. 2 Main processing parameters of the Ti60 alloy processed via LPBF
| LPBF processing parameters | Value |
| Laser power, P/W | 150,200,250,300 |
| Scanning speed, v/ (mm ⋅ s −1) | 600, 800, 1000, 1200 |
| Hatching spacing, h/mm | 0.09 |
| Powder layer thickness, t/mm | 0.03 |
ІЙУГіЖБҝҫ«¶ИОӘ0.0001gөДИь¶аАыЛ№BS2245өзЧУМмЖҪҪшРРГЬ¶ИІвКФЈ¬ёГІвКФ»щУЪ°ў»щГЧөВЕЕЛ®·ЁЈ¬К№УГҙЦЙ°ЦҪҙтДҘөфұнГжСх»ҜЖӨУлПЯЗРёоәЫјЈЈ¬ұЈіЦКФСщіЙ·ЦТ»ЦВУлұнГжХыҪаЈ¬ёщҫЭ°ў»щГЧөВЕЕЛ®·ЁФӯАнІвКФІ»Н¬ІОКэіЙРОКФСщөДГЬ¶ИЈ¬ФЩУлАнВЫГЬ¶ИПаұИЈ¬»сөГПа¶ФЦВГЬ¶ИЎЈІЙУГTM4000ЙЁГиөзҫөЕДЙг·ЫД©РОГІәН¶ПҝЪРОГІөИЎЈК№УГөз»р»ЁПЯЗРёо»ъјУ№ӨУГУЪПФОўЧйЦҜ·ЦОцөДБў·ҪКФСщәНУГУЪБҰС§РФДЬІвКФөДАӯЙмКФСщ,ІўУГ KrollКФјБ (HF : HNO 3 : H 2 O = 1 : 3 : 50)ёҜКҙЎЈСРДҘәНЕЧ№вәу,К№УГ№вС§ПФОўҫө(OM, Keyence VH-2000)әНЕдұёөзЧУұіЙўЙдСЬЙд(EB-SD)јмІвЖчөДЙЁГиөзЧУПФОўҫө(SEM, Zeiss Gemini 500)¶ФКФСщҪшРРұнГжРОГІПФОў№ЫІмЎЈК№УГ Image-Pro PlusИнјю¶ФІ»Н¬№ӨТХІОКэМхјюПВВнКПМеЧйЦҜөДҙуРЎРОГІәНМе»э·ЦКэөИҪшРРНіјЖ·ЦОцЎЈ
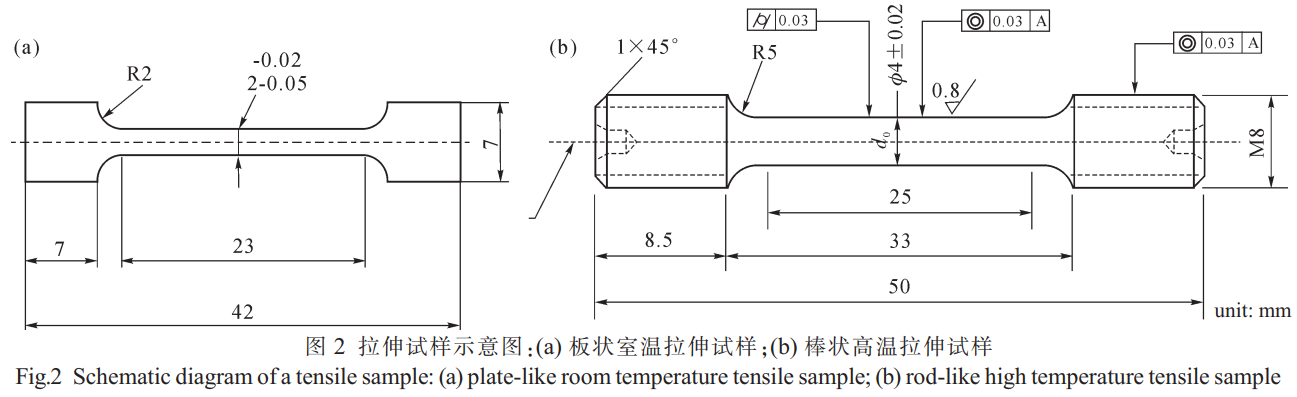
ФЪLECOПФОўУІ¶ИјЖЙПІвКФО¬КПУІ¶И,ёГІвКФСЎФс 300 gөДјУФШФШәЙәН 15 sөДјУФШКұјд,ГҝёцКФСщСШіБ»э·ҪПтІвБҝ 10ёцөг,ГҝёцөгЦ®јдПаёф 0.5mm,ИҘөфЧоҙуЦөәНЧоРЎЦөәуИЎЖҪҫщЧчОӘёГКФСщЧоЦХөДПФОўУІ¶ИЦөЎЈҪ«ФӯКФСщҫӯ№эПЯЗРёоЎўЕЧ№вҙҰАнәу,ЦЖіЙ°еЧҙКТОВАӯЙмКФСщәН°фЧҙёЯОВАӯЙмКФСщ,АӯЙмКФСщіЯҙзИзНј 2ЛщКҫ,АӯЙмЦб·ҪПтҙ№ЦұУЪіБ»э·ҪПтЎЈ In-stron-3382КФСй»ъТФ 1 mm/minөДәг¶ЁК®ЧЦН·О»ТЖЛЩВКҪшРРКТОВАӯЙмКФСй,КФСй»ъЙэОВөҪ 600 ∘CәуұЈОВ 10 min,ТФ 1 mm/minәг¶ЁО»ТЖЛЩВКҪшРРёЯОВАӯЙмКФСйЎЈАӯЙмКөСйәу»сөГКТОВЎўёЯОВПВөДҝ№АӯЗҝ¶ИЎўЗь·юЗҝ¶ИЎўСУЙмВКөИКэҫЭ,·Цұр»жЦЖКТОВәНёЯОВПВөДУҰБҰ-УҰұдЗъПЯЎЈЧоәуІЙУГЙЁГиөзЧУПФОўҫөјјКх¶ФАӯЙмКФСщөД¶ПБСГжұнХч,·ЦОц¶ПБС»ъАнЎЈ
2ЎўКөСйҪб№ыј°МЦВЫ
2.1 Ti60әПҪрјӨ№в·ЫД©ҙІИЫИЪіЙРОөД№ӨТХУЕ»Ҝ
2.1.1№ӨТХІОКэ¶ФЦВГЬ¶ИөДУ°Пм
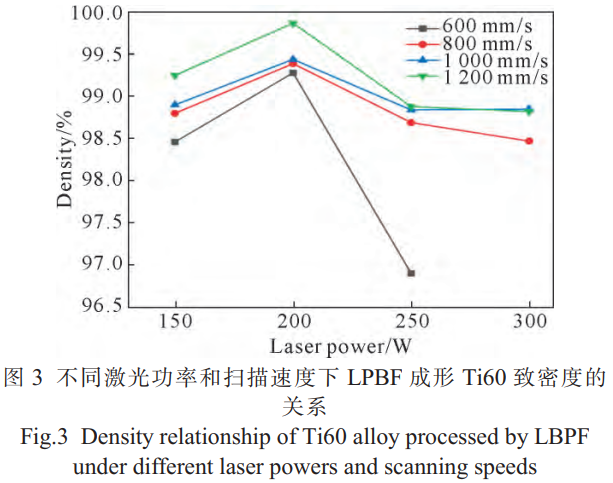
LPBFіЙРОTi60әПҪрөДЦВГЬ¶ИҪб№ыИзНј3ЛщКҫЈ¬ФЪІ»Н¬ЙЁГиЛЩ¶ИПВЈ¬ЦВГЬ¶ИҫщЛжјӨ№в№ҰВКіцПЦПИФцјУәуПВҪөөДПЦПуЈ¬Н¬КұІ»Н¬өДЙЁГиЛЩ¶ИҫщФЪјӨ№в№ҰВК200WҙҰҙпөҪЦВГЬ¶ИөДЧоёЯЦөЎЈФЪјӨ№в№ҰВК200WЎўЙЁГиЛЩ¶И1200mm/sөДЧйәППВ,ЦВГЬ¶ИДЬҙпөҪЧоҙуЦө99.87%ЎЈ¶шФЪәг¶ЁјӨ№в№ҰВКМхјюПВ,ЦВГЬ¶ИФЪЙЁГиЛЩ¶И600~1200mm/s·¶О§ДЪұд»ҜҪПРЎЎЈ
І»Н¬№ӨТХІОКэөДTi60әПҪр№вҫөҪб№ыИзНј4ЛщКҫ,өұЙЁГиЛЩ¶ИІ»ұдКұ,әПҪрЦРҝЧП¶КэБҝЛжЧЕјӨ№в№ҰВКөДЙэёЯ¶шФцјУ,¶шөұјӨ№в№ҰВКәг¶ЁКұ,ҝЧП¶КэБҝЛжЙЁГиЛЩ¶ИөДФцҙу¶шГчПФјхЙЩЎЈЖдЦРјӨ№в№ҰВК300WЈ¬ЙЁГиЛЩ¶И600mm/s№ӨТХІОКэЧйәПУЙУЪДЬБҝГЬ¶И№эёЯ,К№іЙРО№эіМЦРКФСщЦЬО§ЗМұЯСПЦШ,Тт¶шёГ№ӨТХІОКэЧйәПІ»ККУГУЪLPBFіЙРОTi60әПҪрЎЈ
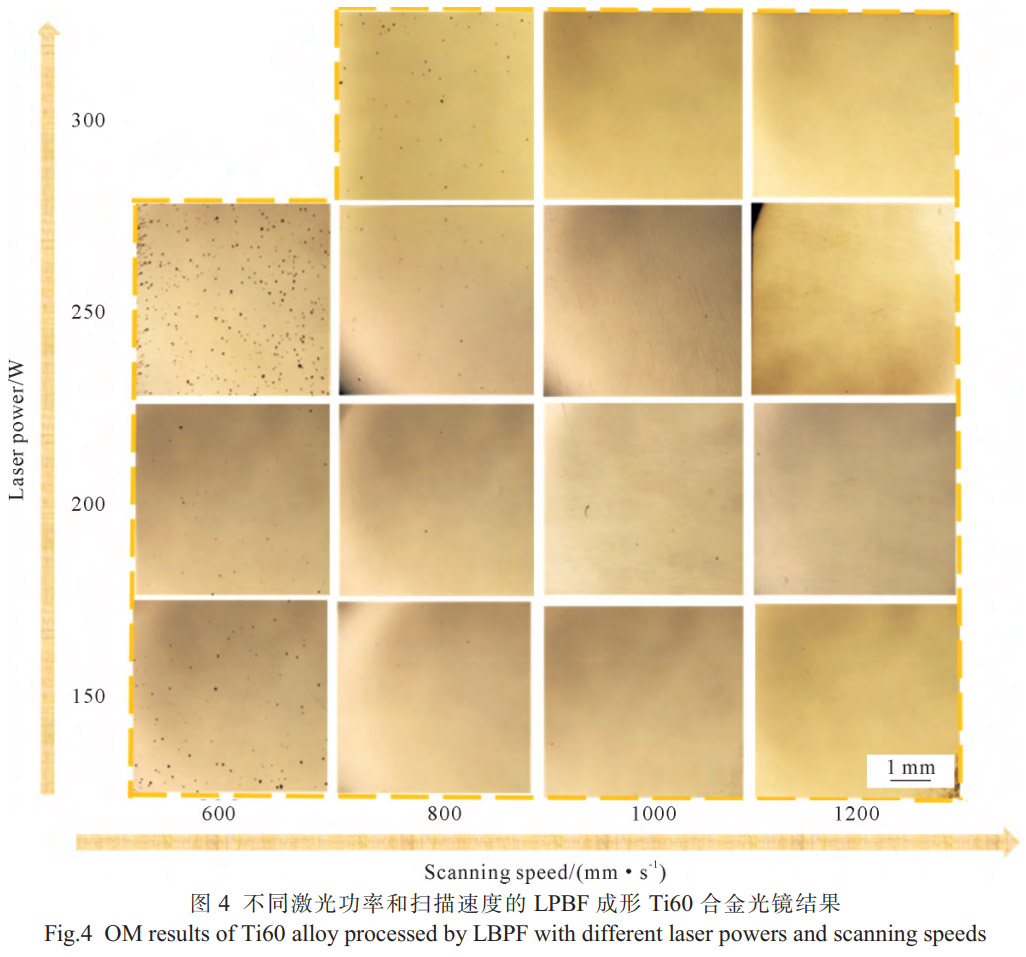
ҙУНј4ЦРҝЙТФ·ўПЦ,LPBFіЙРОTi60әПҪр№эіМЦРіцПЦөДИұПЭЦчТӘКЗТ»Р©ПёОўөДіКФІРОЗТҪП№жФтөДҝЧП¶,ХвКЗУЙУЪФЪјӨ№віЙРОTi60·ЫД©З°,РиТӘПтіЙРОКТЦРНЁИл¶иРФЖшМе(НЁіЈОӘлІЖш)ұЬГвёЯОВИЪ»ҜөДҪрКф·ЫД©УлСхЖш·ҙУҰ¶шҪөөНіЙРОЦКБҝЈ¬¶шТәМ¬ҪрКфАдИҙ№эіМЦРУЙУЪДэ№МЛЩ¶ИМ«ҝмЈ¬Дэ№М№эіМЦРлІЖшОЮ·ЁНкИ«ЕЕіцЈ¬ЧоЦХРОіЙЖшҝЧЎЈФЪёГ№эіМЦРЈ¬јӨ№вУлҪрКф·ЫД©өДПа»ҘЧчУГКұјд·ЗіЈ¶МЈ¬РОіЙөДИЫіШіЯҙзәЬРЎ,АдИҙЛЩ¶ИҝЙёЯҙп106~108K/sЎЈМоідөҪ·ЫД©ҝХјдЦРөДлІЖшТзіцЛЩВКФ¶өНУЪДэ№МЛЩВКЈ¬өјЦВлІЖшұ»ЦНБфФЪКФСщЦРЈ¬ФцјУБЛДЪІҝөДҝЧП¶ВКЈ¬ҪөөНКФСщөДЦВГЬ¶ИЎЈЛжЧЕјӨ№в№ҰВКФцјУ»тЙЁГиЛЩ¶ИјхРЎЈ¬ИЫіШАдИҙЛЩ¶ИФцјУЈ¬ФцјУБЛЖшМеБфФЪКФСщДЪІҝөДёЕВКЈ¬ҙУ¶шФцјУКФСщДЪІҝөДЖшҝЧКэБҝЈ¬ЧоЦХөјЦВЦВГЬ¶ИПВҪөЎЈ
УЪLPBF¶АМШөДИЫіШМШРФЈ¬ИЫіШДЪҪрКфТәМеДэ№МЛЩ¶И·ЗіЈҝмЈ¬ИЫіШДэ№М№эіМЦРәПҪрФӘЛШ№МИЬөҪβПаЦРЈ¬ФЪёЯАдИҙЛЩВК(10°~10°K/s)әНҙуОВ¶ИМЭ¶И(10°K/m)ЧчУГПВөДАдИҙ№эіМЦРәПҪрФӘЛШөДА©ЙўЧиБҰұдҙуЈ¬А©Йў№эіМДСТФҪшРРЎЈөұОВ¶ИҪөөҪВнКПМеЧӘұдОВ¶ИКұЈ¬№МИЬФЪTi60әПҪрЦРBCCҪб№№βПаЦРөДәПҪрФӘЛШҙЛКұТСҫӯОЮ·ЁНЁ№эА©ЙўПаұдҝмЛЩОціцЈ¬Ц»ДЬНЁ№э·ЗА©ЙўРНЗРұдЧӘұдОӘСЗОИМ¬HCPХлЧҙ α ′ВнКПМеПаЎЈФЪХвёц№эіМЦР,βПаөДіЙ·ЦЕЁ¶И»щұҫұЈіЦІ»ұд,ө«КЗβПаөДҫ§МеҪб№№·ўЙъБЛҝмЛЩөДұд»ҜЈ¬ҙУМеРДБў·ҪҪб№№ЧӘұдОӘГЬЕЕБщ·ҪҪб№№Ј¬РОіЙБЛ№эұҘәНөД№МИЬМеЎЈБнНвЈ¬УЙУЪИЫіШАдИҙЛЩ¶И·ЗіЈҝмЈ¬ТЦЦЖБЛҫ§ҪзaПаөДОціцЈ¬ТтҙЛФӯКјβҫ§ҪзК®·ЦДЈәэЎЈ
јӨ№вДЬБҝГЬ¶И¶ФіЙРОЦКБҝУ°ПмЦчТӘұнПЦОӘДэ№М№эіМЦРЗт»ҜР§УҰөД·ўЙъЈ¬ХвЦЦЗт»ҜР§УҰ¶ФіЙРОЦКБҝЖрЧЕЦБ№ШЦШТӘөДЧчУГ[24]ЎЈөұјӨ№вДЬБҝГЬ¶ИМ«өНЈ¬Т»°гКЗөНјӨ№в№ҰВКәНёЯЙЁГиЛЩ¶ИөДІОКэЧйәППВ,КФСщЙП·ҪөД·ЫД©Іг»б·ўЙъІҝ·ЦИЫ»ҜЈ¬ИЫіШәЬҝЙДЬФЪ·ЫД©ҙІЙПРОіЙЈ¬И»әуЧӘ»ҜОӘТәөОЈ¬РОіЙҪПҙуөДұнГжХЕБҰЈ¬ИЫіШИуКӘРФІоЈ¬Хв»бөјЦВСПЦШөДЗт»ҜР§УҰЈ¬ҙУ¶шФцјУБЛКФСщДЪІҝөДҝЧП¶ВКәНұнГжҙЦІЪ¶ИЎЈ¶шНЁ№эФцјУјӨ№вКшөД№ҰВКЈ¬ИЫіШДЬҪшТ»ІҪСУЙмөҪТСҫӯДэ№МөДКФСщЦРЈ¬ИЫМеёьУРҝЙДЬФЪКФСщұнГжЙПА©ЙўЈ¬ФтЗт»ҜР§УҰҝЙТФКЬөҪПЮЦЖЈ¬Ҫш¶ш»сөГҪПөНөДҝЧП¶ВКәНұнГжҙЦІЪ¶ИЎЈН¬КұЈ¬Из№ыДЬБҝГЬ¶И№эёЯЈ¬НЁіЈОӘёЯјӨ№в№ҰВКәНөНЙЁГиЛЩ¶ИөДЧйәПЈ¬ДЗГҙ»бК№ИЫіШІЁ¶ҜјУҫзЈ¬өНрӨ¶ИөД№эИИТәМеҝЙДЬ»бҙУИЫіШЦР·ЙҪҰіцАҙЈ¬јУҫзЗт»ҜР§УҰәНИИУҰБҰЈ¬ФЪКФСщДЪІъЙъіЧҝЧЈ¬ҙУ¶шФцјУКФСщДЪІҝҝЧП¶ВКЎЈ
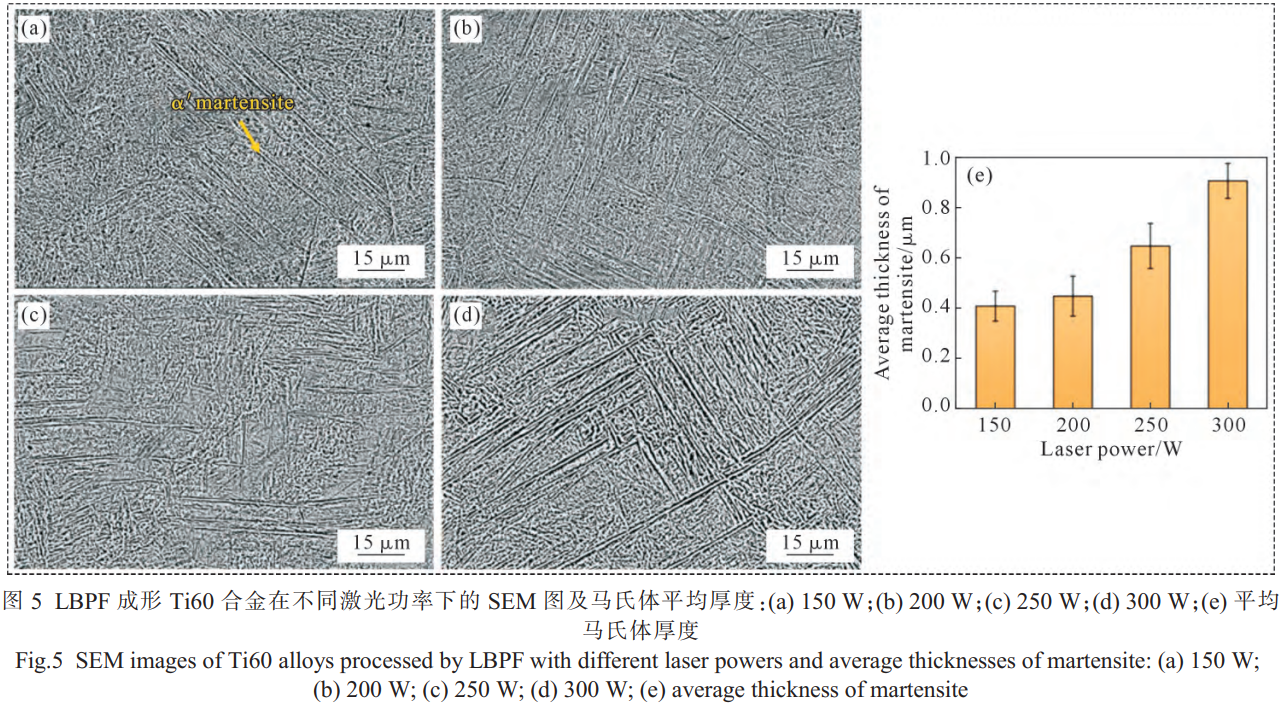
Нј5ОӘІ»Н¬јӨ№в№ҰВКПВҝйЧҙКФСщөДSEMЧйЦҜХХЖ¬Ј¬ұЈіЦЙЁГиЛЩ¶ИОӘ1200mm/sЈ¬ЙЁГијдҫа0.09mmІ»ұдЈ¬јӨ№в№ҰВКУЙ150WФцјУЦБ300WЎЈУЙНј5ҝЙЦӘЈ¬ФЪјӨ№в№ҰВКОӘ150әН200WКФСщЦРЈ¬Ti60әПҪрЧйЦҜДЪІҝ·ЦІјҙуБҝІ»Н¬іӨ¶ИәНәс¶ИөДПёХлЧҙВнКПМеЎЈФЪјӨ№в№ҰВКОӘ150WКұЈ¬ВнКПМеіЯҙзПа¶ФПёіӨЈ¬ЖҪҫщәс¶ИҙуФјОӘ0.41μmЎЈөұјӨ№в№ҰВКОӘ200WКұЈ¬ВнКПМеЖҪҫщәс¶ИОӘ0.45μmЈ¬Ул150WјӨ№в№ҰВКМхјюПВөДЖҪҫщәс¶ИК®·ЦҪУҪьЎЈөұјӨ№в№ҰВКҪшТ»ІҪМбёЯәуЈ¬Дэ№МәуРОіЙөДХлЧҙ α ′ВнКПМеөДХыМеіЯҙзТІЛжЦ®ұдөГПа¶ФҙЦҙуЈ¬250әН300WКФСщЦРХвР©ХлЧҙВнКПМеөДәс¶ИұдөГёьҙуЈ¬ҫЯУРҪПРЎөДіӨәсұИЎЈФЪ250WІОКэПВ,ВнКПМеЖҪҫщәс¶ИОӘ0.65μm,ФЪ300WІОКэПВЈ¬ВнКПМеөДЖҪҫщәс¶ИҝЙҙп0.91μmЎЈ
2.1.2№ӨТХІОКэ¶ФПФОўЧйЦҜөДУ°Пм
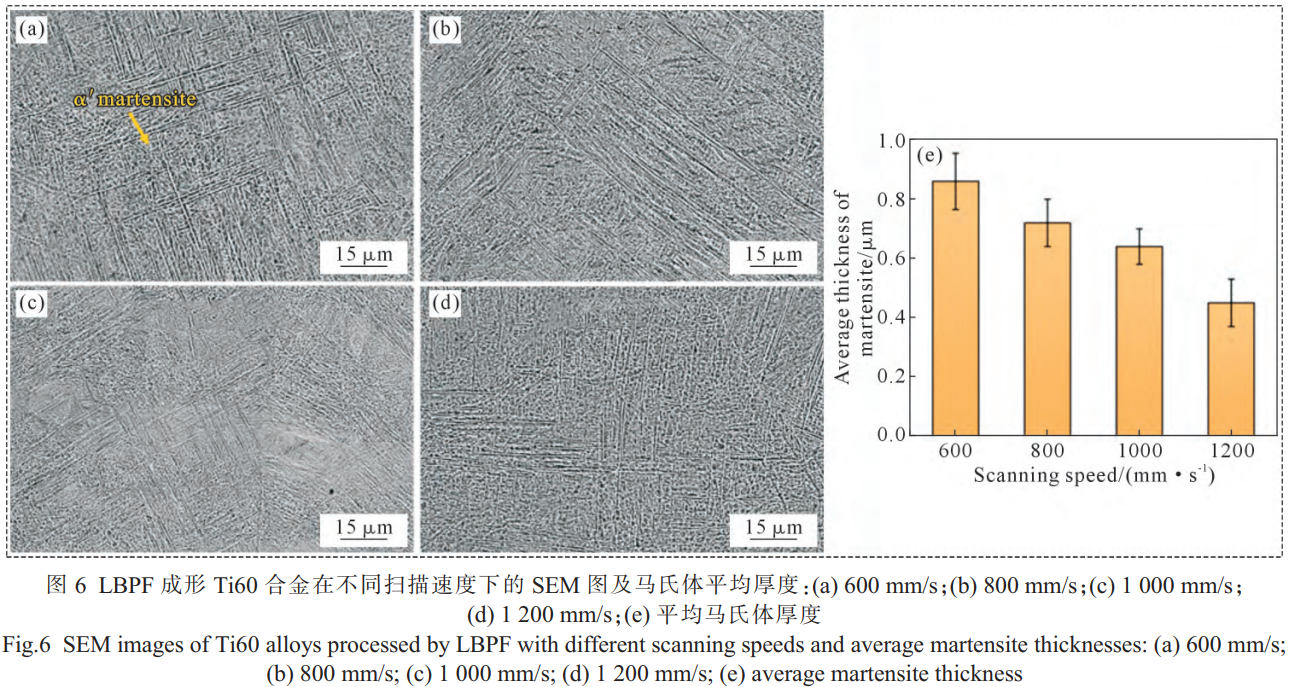
УЙНј5әН6ҝЙТФҝҙіцЈ¬АыУГLPBFіЙРОјјКхЈ¬ФЪІ»Н¬№ӨТХІОКэПВіЙРОөДTi60әПҪр,ЖдЧйЦҜЦчТӘОӘПёХлЧҙa'ВнКПМе,ХвЦЦВнКПМеҫЯУРәЬёЯөДіӨәсұИЎЈОӘСРҫҝјӨ№вЙЁГиЛЩ¶И¶ФLPBFіЙРОTi60әПҪрКФСщПФОўРОГІөДУ°Пм№жВЙЈ¬ҝШЦЖјӨ№в№ҰВКОӘ200WЈ¬өАјдҫаОӘ0.09mmІ»ұдЈ¬ЙЁГиЛЩ¶И·ЦұрОӘ600Ўў800Ўў1000әН1200mm/sЈ¬І»Н¬ЙЁГиЛЩ¶ИіЙРОөДTi60ЧйЦҜИзНј6ЛщКҫЎЈҙУНјЦРҝЙТФҝҙіцЈ¬І»Н¬ЙЁГиЛЩ¶ИПВЧйЦҜҫщОӘХлЧҙ α ′ВнКПМеЈ¬ЗТЛжЙЁГиЛЩ¶ИөДФцјУЈ¬ХлЧҙ α ′ВнКПМеәс¶ИұдөГёьјУПёРЎЎЈЙЁГиЛЩ¶И600Ўў800Ўў1000әН1200mm/sПВВнКПМеЖҪҫщәс¶ИТАҙООӘ0.86Ўў0.72Ўў0.64әН0.45μmЎЈНЁ№эМеДЬБҝГЬ¶И№«КҪҝЙЦӘЈ¬МбёЯЙЁГиЛЩ¶ИҝЙТФјхЙЩХыМеДЬБҝКдИлЈ¬МбёЯДэ№МЛЩВКЈ¬Ҫш¶шПё»ҜВнКПМеЧйЦҜЎЈө«№эёЯөДЙЁГиЛЩ¶И»бТэЖрДЬБҝКдИлІ»Чг¶шОЮ·ЁИЫ»Ҝ·ЫІгЈ¬РОіЙЗ·ИЪәПЎўБСОЖөИИұПЭЈ¬ұҫКөСйОҙ·ўПЦЗ·ИЪәПөИПЦПуЎЈ
2.1.3№ӨТХІОКэ¶ФПФОўУІ¶ИөДУ°Пм
УІ¶ИКЗІДБПөҜРФәНЛЬРФөДЦШТӘІОБҝЈ¬НЁіЈУлЗь·юЗҝ¶ИіЙХэПа№ШЎЈұҫОДКЧПИСЎФсІвКФПФОўО¬КПУІ¶ИАҙұнХчTi60әПҪрФЪІ»Н¬№ӨТХІОКэПВөДБҰС§РФДЬЎЈНј7ОӘІ»Н¬јӨ№в№ҰВКәНЙЁГиЛЩ¶ИЧйәППВНЁ№эLPBFіЙРОTi60әПҪрөДПФОўУІ¶Иұд»ҜНјЎЈҪб№ыұнГчЈ¬ПФОўУІ¶ИЦөҫщФЪ399HVТФЙПЈ¬ЗТПФОўУІ¶ИЧоҙуЦөОӘ422HVЎЈ
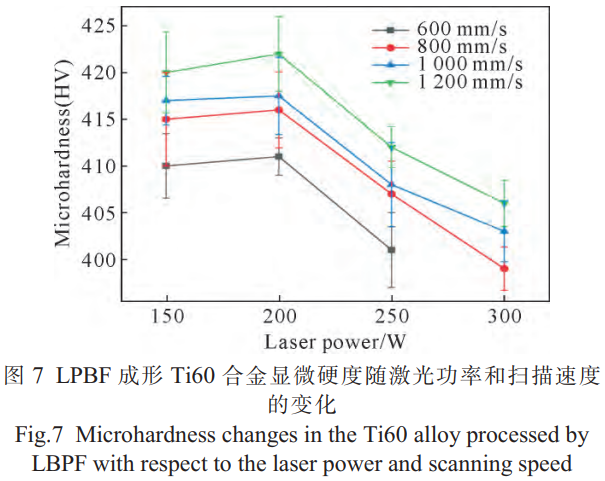
УЙНј7ҝЙЦӘЈ¬ФЪЙЁГиЛЩ¶И600Ўў800Ўў1000әН1200mm/sМхјюПВ,јӨ№в№ҰВКҙУ150WЙэёЯЦБ300WКұЈ¬ПФОўУІ¶ИіцПЦПИФцјУәуПВҪөөДЗчКЖЎЈФЪјӨ№в№ҰВК150~200Wұд»Ҝ·¶О§ДЪЈ¬УІ¶ИЛжјӨ№в№ҰВКіКПЦөҘөчФцјУөДЗчКЖЈ¬јӨ№в№ҰВКФҪҙуЈ¬ПФОўУІ¶ИТІФҪҙуЎЈ¶шјӨ№в№ҰВКФЪ200~300Wұд»Ҝ·¶О§ДЪЈ¬УІ¶ИЛжјӨ№в№ҰВКФцҙу¶шЦрҪҘјхРЎЎЈФЪІ»Н¬ЙЁГиЛЩ¶ИПВЈ¬ПФОўУІ¶И¶јФЪјӨ№в№ҰВК200WҙҰҙпөҪУІ¶ИөДЧоҙуЦөЈ¬ФЪ600Ўў800Ўў1000әН1200mm/sҙҰПФОўУІ¶ИЦө·ЦұрОӘ411Ўў416Ўў417әН422HV,ЖдЦРФЪјӨ№в№ҰВК200WәНЙЁГиЛЩ¶И1200mm/sЧйәППВЈ¬ПФОўУІ¶ИҙпөҪЧоҙуЦө422HVЎЈХвТ»Ҫб№ыУл“№ӨТХІОКэ-ЦВГЬ¶И”№ШПөұЈіЦТ»ЦВЈ¬ЦВГЬ¶ИТІФЪјӨ№в№ҰВК200WәНЙЁГиЛЩ¶И1200mm/sҙҰҙпөҪЧоҙуЦө99.87%ЎЈН¬КұЈ¬өұЙЁГиЛЩ¶ИҙУ600mm/sЦрҪҘФцјУЦБ1200mm/sКұЈ¬УІ¶ИЛжЙЁГиЛЩ¶ИөДФцјУ¶шФцјУЎЈФміЙХвЦЦПЦПуөДФӯТтКЗјӨ№в№ҰВКФцјУКұЈ¬јӨ№вДЬБҝГЬ¶ИұдҙуЈ¬јӨ№в¶ФИЫіШөДИИКдИлұдҙуЈ¬ОВ¶ИЙэёЯЈ¬ИЫіШұдҝнұдЙоЈ¬РОіЙөДa'ПаұдөГҙЦҙуЈ¬Зҝ¶ИұдІо[25]ЎЈФЪёЯ№ҰВК(250әН300W)МхјюПВ,\alpha'ПаёьҙЦҙу,УІ¶Иұд»ҜёьГчПФ,ұнГчa'ПаҙуРЎ¶ФУІ¶ИөДУ°ПмУРәЬҙуЧчУГЎЈЛжЙЁГиЛЩ¶ИөДұд»ҜЈ¬іЙРОКФСщДЪІҝ α ′ПаөДҙуРЎ·ўЙъұд»ҜЈ¬УІ¶ИЦчТӘКЬa'ПаіЯҙзәНРОМ¬өДУ°ПмЎЈөұЙЁГиЛЩ¶ИФцјУКұЈ¬јӨ№в¶Ф·ЫД©өДЧчУГКұјдұд¶МЈ¬МеДЬБҝГЬ¶ИјхРЎЈ¬ИЫіШОВ¶ИҪөөНЈ¬ИЫҝнИЫЙојхРЎ, α ′ПаұдөГПёРЎЈ¬Зҝ¶ИёьҙуЎЈТтҙЛөұЙЁГиЛЩ¶ИҙУ600mm/sФцјУЦБ1200mm/sКұ,α'ПаіӨәсұИұдөГёьРЎ,ЖдіӨәсұИЖҪҫщЦөОӘ4.15,УІ¶ИЛжЦ®ЙэёЯЎЈ
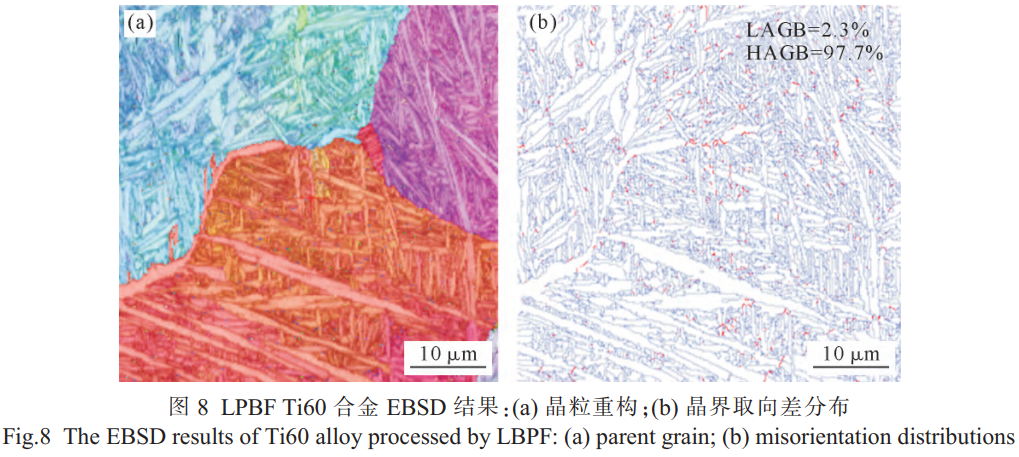
ҫЎ№ЬјӨ№в№ҰВК150WКұВнКПМеЖҪҫщәс¶ИЧоРЎЈ¬ө«ёГ№ӨТХІОКэМхјюПВЦВГЬ¶ИВФөНУЪјӨ№в№ҰВК200WКұөДЦВГЬ¶ИЈ¬Тт¶шПФОўУІ¶ИЦөТІВФөНУЪ200WМхјюПВөДПФОўУІ¶ИЦөЎЈЧЫәПҝјВЗЦВГЬ¶ИЎўПФОўЧйЦҜТФј°ПФОўУІ¶ИЦ®јдөД¶ФУҰ№ШПөЈ¬СЎИЎЧоёЯЦВГЬ¶ИәНЧоҙуПФОўУІ¶ИҪб№ыПВөД№ӨТХІОКэЈ¬ҪшРРEBSDұнХчІўЦЖұёКТОВј°ёЯОВАӯЙмКФСщ:јӨ№в№ҰВК200W,ЙЁГиЛЩ¶И1200mm/s,ЙЁГијдҫа0.09mm,Ігәс0.03mmЎЈ
АыУГEBSDјјКх»сИЎЧоУЕ№ӨТХІОКэМхјюПВөДЧйЦҜРОГІәНіЯҙзЎўИЎПт·ЦІјЎўј«НјөИРЕПўЈ¬ИзНј8ЛщКҫЎЈНј8aTi60әПҪрҫ§БЈЦШ№№әуөДДёПаЎЈНј8bХ№КҫБЛЦШ№№З°Ti60әПҪрҫ§ҪзИЎПтІоөД·ЦІјЈ¬ЖдЦРәмЙ«ұнКҫРЎҪЗ¶Иҫ§Ҫз(low-angle grain boundaries,LAGB,2°≤θ≤10°),А¶ЧПЙ«ұнКҫҙуҪЗ¶Иҫ§Ҫз(high-angle grain boundaries,HAGB, θ ⩾ 10 ∘)ЎЈLAGBөДХјұИОӘ2.3%Ј¬¶шHAGBөДХјұИОӘ97.7%ЎЈ
2.2јӨ№в·ЫД©ҙІИЫИЪіЙРОTi60әПҪрөДБҰС§РФДЬ
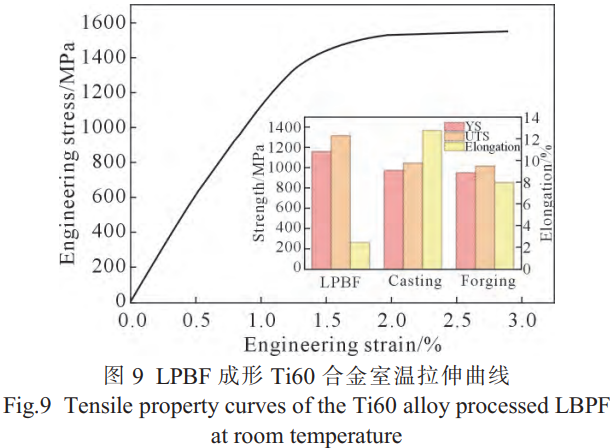
СЎИЎЧоУЕ№ӨТХІОКэәу¶ФLPBFіЙРОөДTi60әПҪр·ЦұрҪшРРКТОВАӯЙмәН600ЎжөДёЯОВАӯЙмЈ¬ұн3БРіцTi60әПҪрЦэМ¬әН¶НМ¬[3]өДКТОВј°ёЯОВАӯЙмРФДЬЈ¬УГУЪLPBFіЙРОTi60әПҪрУлЖдЛыИИјУ№Ө·Ҫ·ЁіЙРОәуАӯЙмРФДЬөД¶ФұИЎЈҙУНј9ЦРҝЙТФҝҙіцЈ¬КТОВАӯЙмУҰБҰ-УҰұдЗъПЯҪПОӘ№в»¬Ј¬LPBFіЙРОTi60әПҪрКФСщөДКТОВЗь·юЗҝ¶ИОӘ1164MPaЈ¬ҝ№АӯЗҝ¶ИОӘ1321MPaЈ¬Зҝ¶ИҫщФ¶ёЯУЪЦэМ¬/¶НМ¬КФСщЈ¬¶шЙміӨВКҪцУР2.5%Ј¬Ф¶өНУЪЦэМ¬/¶НМ¬КФСщөДЙміӨВКЎЈ
ұн3LPBFіЙРОTi60әПҪрКФСщәНЦэМ¬КФСщУл¶НМ¬КФСщКТОВәНёЯОВАӯЙмРФДЬ
Tab.3 Tensile strength of the Ti60 samples processed by LBPF and the as-cast sample and forging samples at room temperature and 600°C high temperature
| Method | Tensile strength at room temperature | Tensile strength at 600 ∘C | ||||
| σ 02 /MPa | σ b /MPa | δ/% | σ 0.2 /MPa | σ b /MPa | δ/% | |
| LPBF | 1164 | 1321 | 2.5 | 532 | 889 | 16.0 |
| Casting[3] | 978 | 1050 | 12.8 | 536 | 656 | 21.2 |
| Forging[3] | 955 | 1020 | 8.0 | 568 | 670 | 19.0 |
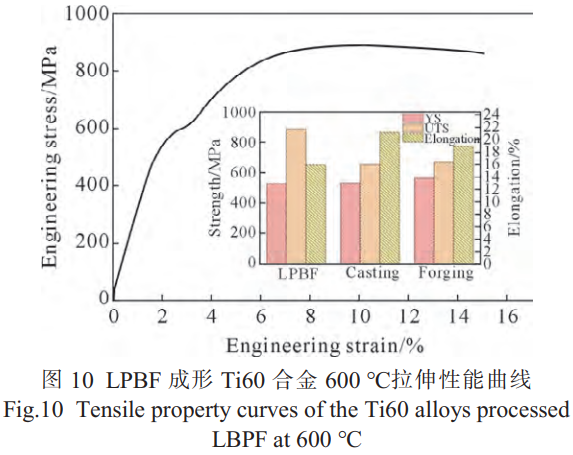
Нј10ОӘLPBFіЙРОTi60әПҪр600ЎжАӯЙмРФДЬЗъПЯЈ¬УЙНјҝЙЦӘЈ¬ёЯОВАӯЙмУҰБҰ-УҰұдЗъПЯФЪЗь·юЗ°К®·ЦЖҪ»¬Ј¬ЛөГчёЯОВАӯЙм№эіМК®·ЦОИ¶ЁЎЈLPBFіЙРОTi60әПҪрКФСщөДёЯОВЗь·юЗҝ¶ИОӘ532MPaЈ¬ҝ№АӯЗҝ¶ИОӘ889MPaЈ¬Чоҙуҝ№АӯЗҝ¶ИФ¶ёЯУЪЦэМ¬/¶НМ¬КФСщ,¶шЙміӨВКОӘ16%,ВФөНУЪЦэМ¬/¶НМ¬КФСщөДЙміӨВКЎЈКТОВЛЬРФІоөДФӯТтКЗУЙУЪLPBFіЙРО№эіМЦРёЯАдИҙЛЩ¶ИәНёЯОВ¶ИМЭ¶ИК№Ti60әПҪрЦРβПа·ўЙъ·ЗА©ЙўРНЗРұдЧӘұд,РОіЙПёіӨЧҙөД α ′ВнКПМеЎЈХвЦЦ α ′ВнКПМеКфУЪГЬЕЕБщ·ҪҪб№№,УлГжРДБў·ҪҪб№№ПаұИ,ГЬЕЕБщ·Ҫ»¬ТЖПөЙЩЈ¬ПЮЦЖБЛІДБПФЪУҰБҰЧчУГПВөДЛЬРФұдРОДЬБҰЎЈChenөИ[26]ИПОӘLPBFіЙРОәуВнКПМе°еМхДЪІҝІъЙъБЛёЯГЬ¶ИөДҫ§ёсИұПЭ,°ьАЁО»ҙнЎў¶Сөю№КХПәНВПҫ§ЎЈУлІгЧҙ α + βПаұИ,ХвЦЦВнКПМеНщНщұ»ИПОӘКЗУІҙаПаЈ¬Оў№ЫҪб№№Зҝ¶ИёЯЈ¬ө«СУХ№РФПа¶ФҪПөНЎЈGalarragaөИ [25]·ўПЦ α ′ВнКПМеТІҫЯУРЗҝ»ҜЧчУГ,ҙУ¶шМбёЯЗь·юЗҝ¶Иө«ЛжЧЕ α ′БҝөДФцјУ,әПҪрөДСУХ№РФјұҫзПВҪөЎЈ
ІДБПөДБҰС§РФДЬЦчТӘИЎҫцУЪІДБПДЪІҝөДПФОўЧйЦҜ,ҪбәПЙПКц№ӨТХІОКэ¶ФЦВГЬ¶ИәНЧйЦҜөДУ°Пм,ҫӯ№э·ЦОцСРҫҝИПОӘЧоУЕ№ӨТХІОКэПВНЁ№эLPBFіЙРОTi60әПҪрҫЯУРУЕТмЗҝ¶ИөДФӯТтЦчТӘУРТФПВ2ёц·ҪГжЎЈ
(1)LPBFіЙРОөД Ti60әПҪріЙРОЦКБҝәГЎЈФЪЧоУЕ№ӨТХІОКэПВЦЖұёөДКФСщДЪІҝјёәхОЮИұПЭЈ¬ЦВГЬ¶ИЧоёЯҙпөҪ99.87%,ҙу·щјхРЎЖшҝЧөИИұПЭ¶ФБҰС§РФДЬөДУ°ПмЎЈН¬Кұ,УЙУЪLPBFіЙРО Ti60әПҪрФЪіБ»э·ҪПтПФОўЧйЦҜОӘНвСУЙъіӨөД βЦщЧҙҫ§әНБ¬РшөДҫ§Ҫз αПа,ұҫКөСйЦРАӯЙмИЎСщ·ҪПтОӘҙ№ЦұУЪіБ»э·ҪПт,ТтҙЛАӯЙмҪб№ыіКПЦіцёЯЗҝ¶ИәНөНЛЬРФөДМШөгЎЈ
(2)ёщҫЭҪрКфЗҝ»ҜөДҫӯөдАнВЫ [27],әПҪрөДЗь·юЗҝ¶И°ьАЁ№МУРЗь·юЗҝ¶И σ 0 Ўў№МИЬЗҝ»Ҝ Δσ ss ЎўОціцЗҝ»Ҝ Δσ os ЎўПёҫ§Зҝ»Ҝ Δσ gs әНО»ҙнЗҝ»Ҝ Δσ dis ,ИзКҪ(2)ЛщКҫ:

σ 0 КЗәПҪрөДұҫХчУҰБҰ,УЙОДПЧ[28]өГЦӘ, αоСөДұҫХчЗҝ¶ИОӘ 250 MPaЎЈУЙУЪLPBFөДёЯАдИҙЛЩВКК№әПҪрДЪО»ҙнГЬ¶ИФцјУ [29],ёЯГЬ¶ИО»ҙнФЪФЛ¶Ҝ№эіМЦРФЪ βҫ§ҪзҙҰКХөҪЧи°ӯ¶шІъЙъҫ§ҪзО»ҙнЗҝ»ҜЎЈХвКЗҙЩіЙLPBFіЙРО Ti60әПҪрёЯЗҝ¶ИөДТ»ёц№ШјьТтЛШЎЈ
ҫ§Ҫз№ұПЧЗҝ¶И Δσ gs НЁіЈУЙ Hall-Petch№«КҪјЖЛг,ИзКҪ 3ЛщКҫ,КҪЦР kОӘҫ§Ҫз¶ФЗҝ¶ИУ°ПміМ¶ИөДіЈКэ,Улҫ§ҪзҪб№№УР№Ш;dОӘҫ§БЈЖҪҫщЦұҫ¶ЎЈLPBFіЙРОTi60әПҪрөДҫ§БЈіЯҙзК®·ЦПёРЎ,ЧоУЕ№ӨТХІОКэПВҫ§БЈЖҪҫщіЯҙзҙуРЎОӘ7.6μmЎЈФЪПаН¬Ме»эДЪЈ¬ҫ§БЈіЯҙзФҪРЎЈ¬ҫ§БЈКэДҝФҪ¶аЈ¬ҫ§ҪзЛщХјМе»эТІФҪ¶аЈ¬»¬ТЖЦБҫ§ҪзЗ°өДО»ҙнұ»ҫ§ҪзЧи°ӯЈ¬ЛЬРФұдРОҪ«·ЦЙўФЪёь¶аөДҫ§БЈДЪҪшРРЈ¬ҙУ¶шПФЦшМбЙэІДБПЗҝ¶ИЎЈ

№МИЬЗҝ»Ҝ Δσ ss КЗҪ«әПККөДәПҪрФӘЛШ№МИЬУЪ»щМеҪрКфЦРФміЙТ»¶ЁіМ¶ИөДҫ§ёс»ыұдЈ¬ҙУ¶шМбёЯәПҪрЗҝ¶ИЎЈАэИзЙЩБҝМнјУ№МИЬөДAlФӘЛШҝЙТФМбёЯTi60әПҪрЦРФӯЧУјдҪбәПБҰЈ¬Ҫш¶шМбёЯәПҪрЗҝ¶ИЎЈН¬СщЈ¬SnЎўZrФӘЛШН¬СщТІНЁ№э№МИЬЗҝ»ҜөД·ҪКҪМбёЯәПҪрЗҝ¶ИЎЈ
ОціцЗҝ»Ҝ Δσ os ЦчТӘКЗУЙУЪО»ҙнФЪә¬УРПёРЎОціцПаөДІДБПДЪІҝТЖ¶ҜЦРУцөҪЧи°ӯЈ¬ФцЗҝЛЬРФұдРОөДөЦҝ№БҰЈ¬ҙУ¶шМбЙэІДБПөДЗҝ¶ИЎЈПа№ШСРҫҝЦӨГч[20,30]Ј¬ФЪ500~670ЎжОВ¶ИјдИИҙҰАнәу,Ti60әПҪрДЪОціцҙуБҝДЙГЧј¶ҝЕБЈПаЈ¬ХвР©ҝЕБЈПаЦчТӘКЗ№и»ҜОпәНУл»щМе№ІёсөДУРРтПа α 2 Па,ХвР©ГЦЙўөДПёРЎОціцПаДЬЧи°ӯҫ§ҪзёҪҪьО»ҙнЈ¬Ҫш¶шМбЙэІДБПЗҝ¶ИЎЈҝЕБЈПа¶ФTi60әПҪрБҰС§РФДЬөДУ°ПмУРҙэҪшТ»ІҪСРҫҝЎЈ
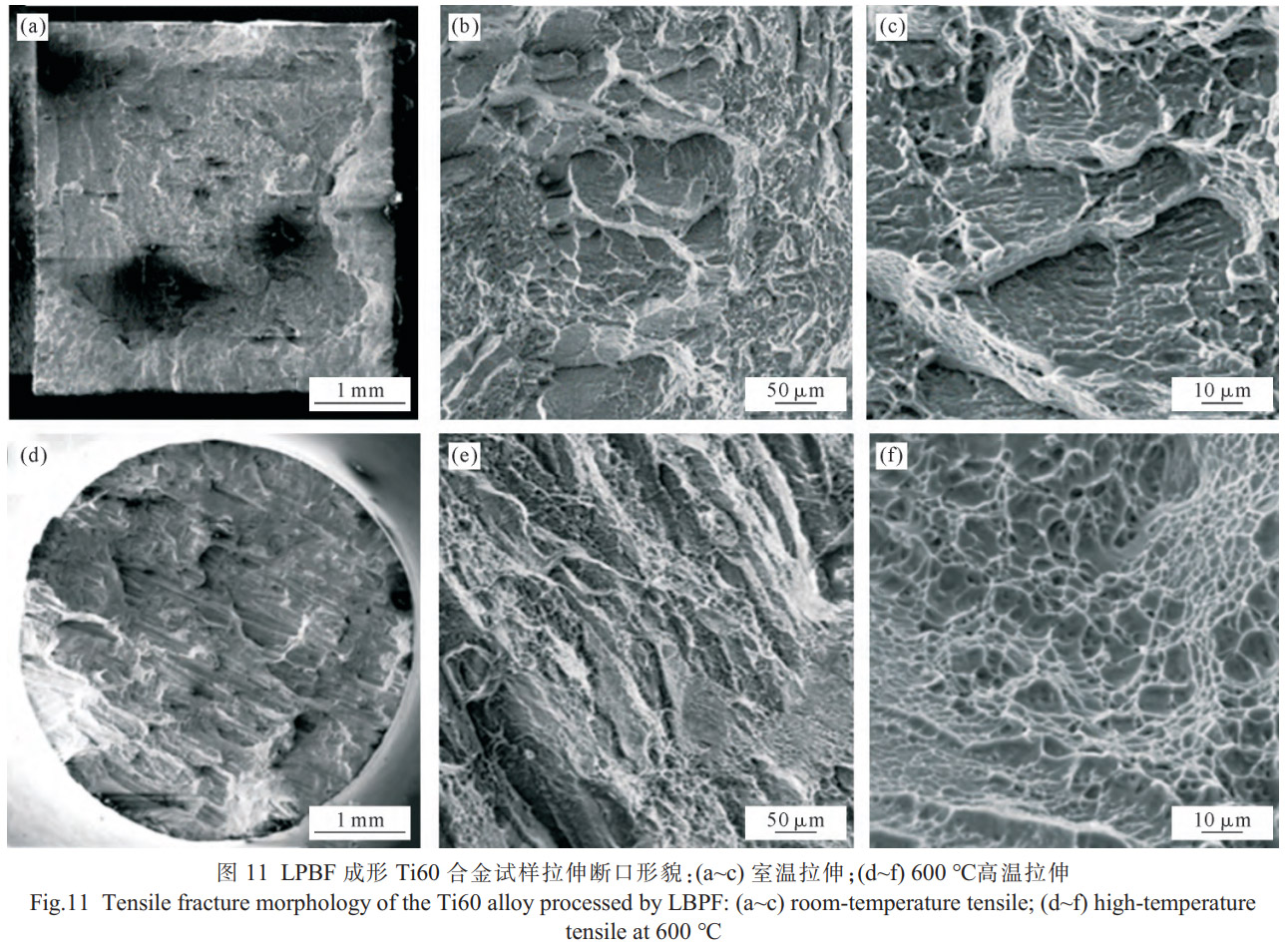
ОӘҪшТ»ІҪСРҫҝTi60КФСщАӯЙмөД¶ПБС»ъАн,·ЦОцКТОВј°ёЯОВАӯЙмКФСщөД¶ПҝЪРОГІ,ИзНј 11ЛщКҫЎЈУЙНј11a~cҝЙЦӘ,КТОВАӯЙм¶ПҝЪҪПОӘЖҪЖл,ДЪІҝҙжФЪГчПФөДҪвАнЖҪМЁәНҪвАнГж,КфУЪСШҫ§¶ПБС,ҪвАнЖҪМЁөДіцПЦұнГчәПҪрЛЬРФөНЈ¬ЙміӨВКІоЈ¬УлКТОВАӯЙмЙміӨВКөНПа·ыәПЎЈН¬Кұ¶ПБСЗ°ЛЬРФұдРОҪПРЎ,Г»УРГчПФХчХЧН»И»¶ПБСЈ¬ұнПЦОӘҙаРФ¶ПБСЎЈУЙНј11d~fҝЙЦӘЈ¬ёЯОВАӯЙм¶ПҝЪҙжФЪҙуБҝөДИНОС,Н¬КұІҝ·ЦИНОСіЯҙзҪПҙу,ҫЯУРҪПәГөДЙміӨВКЈ¬КФСщұнПЦОӘИНРФ¶ПБСЎЈ
3ЎўҪбВЫ
(1)LPBFіЙРО Ti60әПҪрөДЦВГЬ¶ИәНПФОўУІ¶И¶јұнПЦіцЛжјӨ№в№ҰВКПИФцҙуәујхРЎЈ¬ЛжЙЁГиЛЩ¶ИөДФцјУ¶шФцјУөДЗчКЖЎЈФЪјӨ№в№ҰВК200WКұ,ЦВГЬ¶ИҫщҙпөҪ99%ТФЙП,ЖдЦРФЪ1200mm/sЙЁГиЛЩ¶ИМхјюПВ,ЦВГЬ¶ИҙпөҪЧоҙуЦө99.87%,ПФОўУІ¶ИТІФЪёГјӨ№в№ҰВКәНЙЁГиЛЩ¶ИІОКэПВөГөҪЧоҙуЦө422HVЎЈ
(2)LPBFіЙРО Ti60әПҪрөДПФОўЧйЦҜЦчТӘОӘХлЧҙ α ′ВнКПМе,ХвЦЦЧйЦҜКЗУЙУЪLPBF№эіМЦРёЯАдИҙЛЩ¶ИәНёЯОВ¶ИМЭ¶ИК№ βПа·ўЙъ·ЗА©ЙўРНЗРұдЧӘұд¶шРОіЙ,Н¬КұХлЧҙ α ′ВнКПМеөДЖҪҫщәс¶ИұнПЦіцЛжјӨ№в№ҰВКөДФцҙу¶шФцҙуЎўЛжЙЁГиЛЩ¶ИөДФцҙу¶шјхРЎөДЗчКЖЎЈ
(3)ЧЫәПҝјВЗЦВГЬ¶ИЎўПФОўУІ¶ИөДЧојСҪб№ы,УЕСЎ№ӨТХІОКэ,ІЙУГLPBFјјКхіЙ№ҰЦЖұёіцОЮИұПЭTi60әПҪрЎЈКТОВМхјюПВ,АӯЙмЗь·юЗҝ¶ИОӘ 1164 MPaЎўҝ№АӯЗҝ¶ИОӘ1321MPa,ЙміӨВКОӘ2.5%,¶ПҝЪРОГІұнПЦОӘөдРНөДҙаРФ¶ПБСМШХчЎЈ600ЎжёЯОВМхјюПВ,Зь·юЗҝ¶ИОӘ532MPaЎўҝ№АӯЗҝ¶ИОӘ889MPa,ЙміӨВКОӘ16%Ј¬¶ПҝЪРОГІұнПЦОӘИНРФ¶ПБСЎЈ
ІОҝјОДПЧЈә
[1]БхУЁУЁ,іВЧУУВ,ҪрН·ДР,ІсАц»Ә.600ЎжёЯОВоСәПҪр·ўХ№ПЦЧҙУлХ№Ны[J].ІДБПөјұЁ,2018,32(11):1863-1869,1883.
LIU Y Y,CHEN Z Y,JIN T N,CHAI L H.Present situation and prospect of 600°C high-temperature Titanium alloys[J]. Materials
Reports,2018,32(11):1863-1869,1883.
[2]МпУАОд,ЦмАЦАЦ,АоО°¶«,БхПІІЁ.ёЯОВоСәПҪрөДУҰУГј°·ўХ№[J]ИИјУ№Ө№ӨТХ,2020,49(8):17-20.
TIAN Y W, ZHU L L, LI W D, LIU X B. Application and de-velopment of high temperature titanium alloys[J]. Hot Working Technology,2020,49(8):17-20.
[3]ОәКЩУ№,КҜОАГс,Нх¶Ұҙә,НхЗеҪӯ,іВЦҫУВ,БхҪЁИЩ.600°CКұёЯОВоСәПҪр(Ti60)өДЧйЦҜУлБҰС§РФДЬ[J].ЦР№ъУРЙ«ҪрКфС§ұЁ,2010,20(S1): s801-s806.
WEI S Y, SHI W M, WANG D C, WANG Q J, CHEN Z Y, LIU J R. Microstructure and mechanical properties of high temperature titanium alloy Ti60 at 600 ∘C[J]. The Chinese Journal of Nonfer-rous Metals, 2010, 20(S1): s801-s806.
[4]НхЗеҪӯ,БхҪЁИЩ,СоИс.ёЯОВоСәПҪрөДПЦЧҙУлЗ°ҫ°[J].әҪҝХІДБПС§ұЁ,2014,34(4):1-26.
WANG Q J, LIU J R, YANG R. High temperature titanium alloys:Status and perspective[J]. Journal of Aeronautical Materials, 2014,34(4):1-26.
[5]ёЯРЫРЫ.Ti60оСәПҪрЛ«М¬ЧйЦҜөчҝШ№эіМЦРПФОўЧйЦҜСЭұд№жВЙСРҫҝ[D].Оч°І:Очұұ№ӨТөҙуС§,2018.
GAO X X. Study of microstructure evolution of Ti60 titanium alloy during controlling of bimodal structure[D]. Xi'an: Northwest-ern Polytechnical University,2018.
[6]Лп·е.Ti60оСәПҪрПаұд¶ҜБҰС§ј°ЧйЦҜСЭұдСРҫҝ[D].Оч°І:Очұұ№ӨТөҙуС§,2015.
SUN F. Investigation of phase transformation kinetics and mi-crostructure evolution in Ti60 alloy[D]. Xi'an: Northwestern Poly-technical University,2015.
[7] LI W Y, CHEN Z Y, LIU J R, WANG Q J, SUI G X. Effect of tex-ture on anisotropy at 600°C in a near-α titanium alloy Ti60 plate[J]. Materials Science and Engineering: A, 2017, 688: 322-329.
[8]әВГПТ»Ј¬ІМҪЁГчЈ¬¶ЕҫкЈ¬АоХйОх.CФӘЛШ¶Ф600ЎжёЯОВоСәПҪрИИҙҰАнОВ¶Иҙ°ҝЪөДУ°Пм[J].ІДБП№ӨіМ,2003(7):20-22.
HAO M Y, CAI J M, DU J, LI Z X. The effect of element C on heat-treatment processing temperature window of 600°C high temperature titanium alloy[J]. Journal of Materials Engineering,2003(7):20-22.
[9] DEBROY T, WEI H L, ZUBACK J S, MUKHERJEE T, ELMER J W, MILEWSKI J O, BEESE A M, WILSON-HEID A, DE A.ZHANG W. Additive manufacturing of metallic components- Pro-cess, structure and properties[J]. Progress in Materials and Science,2018,92:112-224.
[10] NGO T D,KASHANI A,IMBALZANO G, NGUYEN K T Q, HUI D. Additive manufacturing(3D printing): A review of materials,methods, applications and challenges[J]. Composites Part B: Engi-neering,2018,143:172-196.
[11]БЦцО,»ЖОА¶«.ёЯРФДЬҪрКф№№јюөДјӨ№вФцІДЦЖФм[J].ЦР№ъҝЖС§:РЕПўҝЖС§,2015,45(9):1111-1126.
LIN X, HUANG W D. Laser additive manufacturing of high-per-formance metal components[J]. Science in China(Information Sci-ences),2015,45(9):1111-1126.
[12] FENG Z, WANG G, HAO Z W, WANG Y X, TAN H, FAN W,DANG M J,ZHANG S Y,CHEN Y G,PENG Y J,ZHANG T C,SHI S Q, WEI L,ZHANG F Y, LIN X, HUANG W D. Influence of scale effect on surface morphology in laser powder bed fusion technology[J]. Virtual and Physical Prototyping, 2024, 19(1):e2336157.
[13] CHEN J,ZHANG R,ZHANG Q,YANG J Q,HUANG W D.Rela-tionship among microstructure, defects and performance of Ti60 titanium alloy fabricated by laser solid forming[J]. Rare Metal Ma-terials and Engineering,2014,43(3):548-552.
[14]БхТв.ИИҙҰАн¶ФјӨ№вСЎЗшИЫ»ҜіЙРОёЯОВоСәПҪрЧйЦҜУлБҰС§РФДЬөДУ°Пм№жВЙСРҫҝ[D].ЙтСф:ЙтСфАн№ӨҙуС§,2023.
LIU Y. Influence of heat treatment on microstructure and mechani-cal properties of high temperature titanium alloy formed by laser selective melting[D]. Shenyang: Shenyang Ligong University,2023.
[15]ХЕЙРЦЮ,НхЗеҪӯ,БхУрТъ,СоИс.Ti-60әПҪрЛ«М¬ЧйЦҜКұР§№эіМЦРМј»ҜОпөДИЬҪвРРОӘ[J].ҪрКфС§ұЁ,2005(9):969-973.
ZHANG S Z, WANG Q J, LIU Y Y, YANG Rui. Dissolution be-havior of carbide in Ti-60 titanium alloys with bimodal mi-crostructure during ageing[J]. Acta Metallurgica Sinica, 2005(9):969-973.
[16] MESHRAM S D, MOHANDAS T. A comparative evaluation of friction and electron beam welds of near-α titanium alloy[J]. Mate-rials& Design, 2010, 31(4): 2245-2252.
[17] SINGH N, SINGH V. Effect of temperature on tensile properties of near-α alloy Timetal 834[J]. Materials Science and Engineering:A,2008,485(1-2):130-139.
[18] LIU Y H,CHEN J,ZHANG Q,XUE L,LIN X,HUANG W D.Mi-crostructure characteristics of laser forming repaired Ti60 alloy[J].Chinese Optics Letters,2011,9(7):4.
[19]ХФББ,БхҪЁИЩ,НхЗеҪӯ,СоИс.ОціцПа¶ФTi60оСәПҪрИдұдәНіЦҫГРФДЬөДУ°Пм[J].ІДБПСРҫҝС§ұЁ,2009,23(1):1-5.
ZHAO L, LIU J R, WANG Q J, YANG R. Effect of precipitates on the high temperature creep and creep rupture properties of Ti60 al-loy[J]. Chinese Journal of Materials Research, 2009, 23(1): 1-5.
[20] WANG X, JAHAZI M, YUE S. Investigation of αplatelet bound-aries in a near-α titanium alloy[J]. Materials Science and Engineer-ing: A,2008,492(1-2):450-454.
[21] ES-SOUNI M. Creep behaviour and creep microstructures of
a high-temperature titanium alloy Ti-5.8Al-4.0Sn-3.5Zr-0.7Nb-0.35Si-0.06C(Timetal 834)- Part 1.Primary and steady-state creep[J].Materials and Characterization,2001,46(5):365-379.
[22]DING H H,ZHANG J,LIU J Y,WANG J H,NIU L H,CHEN Y F.Effect of volume energy density on microstructure and mechanical properties of TC4 alloy by selective laser melting[J]. Journal of Al-loys and Compounds,2023,968:171769.
[23] SUN D S, GU D D, LIN K J, MA J, CHEN W H, HUANG J, SUN X F, CHU M Q. Selective laser melting of titanium parts: Influence of laser process parameters on macro- and microstructures and ten-sile property[J]. Powder Technology,2019,342:371-379.
[24] WANG M, LIN X, HUANG W. Laser additive manufacture of tita-nium alloys[J]. Materials Technology,2016,31(2):90-97.
[25] GALARRAGA H, WARREN R J, LADOS D A, DEHOFF R R,KIRKA M M, NANDWANA P. Effects of heat treatments on mi-crostructure and properties of Ti-6Al-4V ELI alloy fabricated by electron beam melting(EBM)[J]. Materials Science and Engineer-ing: A,2017,685:417-428.
[26] CHEN J J,FABIJANIC D,ZHANG T,LUIE W,BRANDT M,XU W. Deciphering the transformation pathway in laser powder-bed fusion additive manufacturing of Ti-6Al-4V alloy[J]. Additive Man-ufacturing, 2022, 58: 103041.
[27] ZHANG S Y, LIN X, WANG L L, WANG L L, YU X B, HU Y L,YANG H O, LEI L M, HUANG W D. Strengthening mechanisms in selective laser-melted Inconel718 superalloy[J]. Materials Sci-ence and Engineering: A,2021,812:141145.
[28]CORDERO Z C, KNIGHT B E, SCHUH C A. Six decades of the Hall-Petch effect-A survey of grain-size strengthening studies on pure metals[J]. International Materials Reviews,2016,61(8):495-512.
[29] ZHANG C,ZHU J K,ZHENG H,LI H, LIU S,CHENG G J.A re-view on microstructures and properties of high entropy alloys man-ufactured by selective laser melting[J]. International Journal of Ex treme Manufucturing,2020,2(3):032003.
[30] ZHANG X D, WIEZOREK J M K, BAESLACK W A, EVANS D J, FRASER H L. Precipitation of ordered α 2 phase in Ti-6-22-22 alloy[J]. Acta Materialia, 1998, 46(13): 4485-4495.
ЈЁЧўЈ¬ФӯОДұкМвЈәјӨ№в·ЫД©ҙІИЫИЪіЙРОTi60әПҪрөД№ӨТХУЕ»ҜәНЧйЦҜРФДЬСРҫҝЈ©
tagұкЗ©:оСәПҪр,ёЯОВәПҪр,Ti60,Ti60ёЯОВоСәПҪр