



·ўІјИХЖЪЈә2026-5-25 8:26:52
TA15КЗёЯВБөұБҝөДҪьαоСәПҪр,УлTC4оСәПҪрПаұИ,ҫЯУРёьёЯөДКТОВј°ёЯОВЗҝ¶ИЎў¶ПБСИНРФЎўЖЈАНј«ПЮЎўҝ№УҰБҰәНҝ№ёҜКҙДЬБҰТФј°әёҪУРФДЬ[1-3],УләҪМм·ў¶Ҝ»ъёЯОВЎўөНОВЎўЗҝХрј°ёҜКҙөИ·юТЫ»·ҫіҫщҫЯУРБјәГөДККЕдРФ,ұ»№г·әУҰУГУЪәҪМм·ў¶Ҝ»ъҪб№№јюЙијЖБмУт[4]ЎЈИ»¶ш,TA15оСәПҪрЧФЙнөДИИИЭПөКэј°ИИөјВКҪПөН[5],¶НФм№эіМЦРұнГжУлДЈҫЯҪУҙҘЗшУтҪөОВҝм,ДЪІҝұдРОЗшУтОВЙэР§УҰГчПФ,ТЧІъЙъДЪНвОВ¶ИІоТм,ҙУ¶шТэЖрЧйЦҜөДІоТмРФ[6-7],Хв¶ФДЈ¶Н№ӨТХіЙРО·Ҫ°ёЎўҪУҙҘМхјюј°¶НФм№эіМҝШЦЖМбіцБЛҪПОӘСПҝБөДТӘЗу,іЈ№ж¶НФм·Ҫ°ёДСТФКөПЦҪПёЯіМ¶ИөДЧйЦҜҫщФИРФҝШЦЖТӘЗу[8-9]ЎЈДіРНәЕәҪМм·ў¶Ҝ»ъ»ъјЬЙПTA15оСәПҪрҙ«БҰјюөДҪб№№ёҙФУ,¶ФЖдБҰС§РФДЬәНЧйЦҜҫщФИРФТӘЗуёЯ,ұҫОДХл¶ФёГ¶НјюөДЧйЦҜҫщФИРФОКМвХ№ҝӘСРҫҝ,»щУЪDeform-3DКэЦө·ВХжИнјю,¶ФДЈ¶НіЙРО№эіМЎўОВ¶ИіЎЎўөИР§УҰұдіЎҪшРР·ЦОц,ёщҫЭ·ЦОцҪб№ы¶ФДЈ¶НіЙРОҪУҙҘМхјюј°Иу»¬ҪшРРУЕ»Ҝ,ҫӯ№эРЎЕъБҝЙъІъСйЦӨ,ёчПоБҰС§РФДЬУЕТм,УРР§МбёЯБЛ¶НјюЧйЦҜҫщФИРФЎЈ
1Ўў№ӨТХ·Ҫ°ёЙијЖ
1.1ІъЖ·Ҫб№№
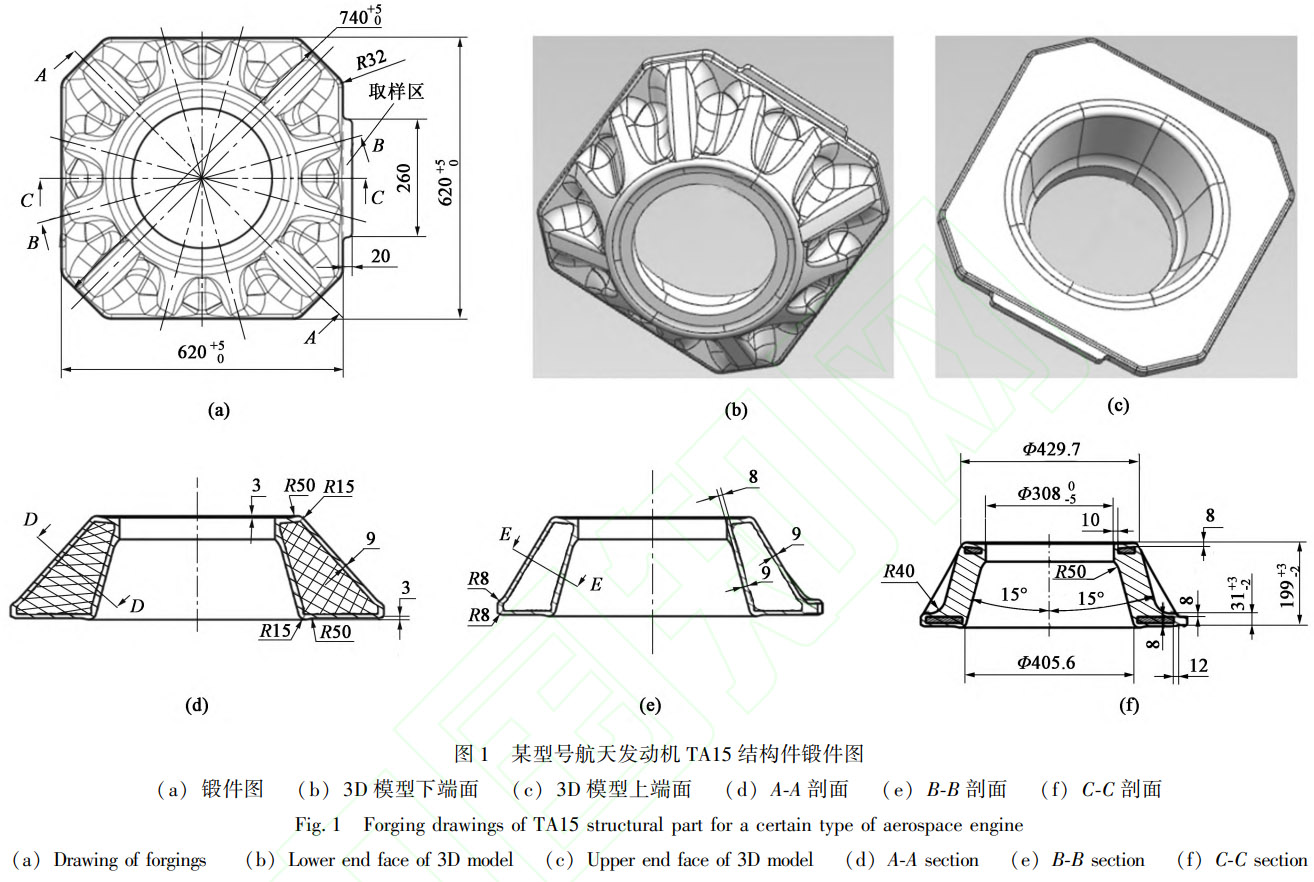
ДіРНәЕәҪМм·ў¶Ҝ»ъTA15оСәПҪрҙ«БҰҪб№№јю(ТФПВјтіЖ“TA15Ҫб№№јю”)өД¶НјюНјИзНј1ЛщКҫ,¶НјюЦКБҝОӘ118kg,РОЧҙОӘФІЦЬ¶ФіЖҪб№№,Ҫб№№ёҙФУ,УЙ12ёцҙ«БҰҪоәНЙППВ2ёціРБҰ¶ЛГжЧйіЙ,РЎ¶ЛЗРҝЧЦұҫ¶ОӘΦ308mmЈ¬ҙу¶ЛВЦАӘОӘХэ·ҪРОЈ¬ұЯіӨОӘ620mmЎЈ
1.2ФӯІДБПј°ЖдРФДЬ
СЎУГФӯІДБПОӘОчІҝоСТө№©УҰөДTA15(Ti-6.5Al-2Zr-1Mo-1V)оСәПҪр°фІДЈ¬°фІДИИҙҰАнЧҙМ¬ОӘНЛ»рМ¬Ј¬№жёсОӘΦ350 mmx355 mmЈ¬ФӯІДБПЦКБҝОӘ152kgЈ¬»ҜС§іЙ·ЦИзұн1ЛщКҫЎЈ
ұн1 TA15оСәПҪр»ҜС§іЙ·Ц(%Ј¬ЦКБҝ·ЦКэ)
| C Si Al | Al | Fe ЎЈ | Mo | V | Zr | 0 | N | H | Ti |
| 0.0290.0175.89 | 5.89 | 0.0351.59 | 1.59 | 1.60 | 1.53 | 0.12 | 0.0046 | 0.002 | УаБҝ |
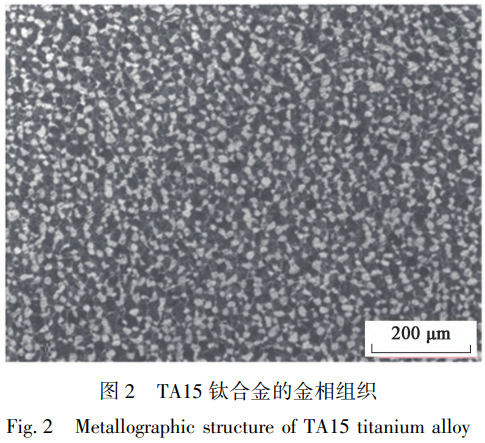
ІЙУГПЯЗРёоФЪФӯІДБП»щМеЙПЗРИЎұкЧјҪрПаКФСщЈ¬ҫӯҙтДҘЕЧ№вәуҪшРРёҜКҙ№ЫІмЈ¬ҪрПаЧйЦҜИзНј2ЛщКҫЈ¬ҝЙТФ·ўПЦЈ¬ұҫОДСЎУГөДTA15оСәПҪрФӯІДБПөДФӯКјЧйЦҜОӘөИЦбЧйЦҜЈ¬УЙФј57%өДіхЙъөИЦбaПаЎўІҝ·ЦҙОЙъЖ¬ІгЧҙaПај°Іҝ·ЦβПаЧйіЙЎЈ
ФӯІДБП°фІДөДБҰС§РФДЬКэҫЭИзұн2ЛщКҫЈ¬ИЎСщ·ҪКҪОӘФӯІДБПұҫМеИЎСщЈ¬КФСщИИҙҰАнЧҙМ¬ОӘНЛ»рМ¬ЎЈ
ұн2 TA15оСәПҪрөДБҰС§РФДЬ
| КФСщ ұаәЕ | КФСщЧҙМ¬ | ҝ№АӯЗҝ¶И Rm/MPa | Зь·юЗҝ¶И ReL/MPa | ЙміӨВК A/% | ¶ПГжКХЛх ВКZ/% |
| 1 | НЛ»р | 908 | 832 | 12.2 | 45.2 |
| 2 | НЛ»р | 905 | 834 | 12.8 | 42.5 |
1.3№ӨТХІОКэЙијЖ
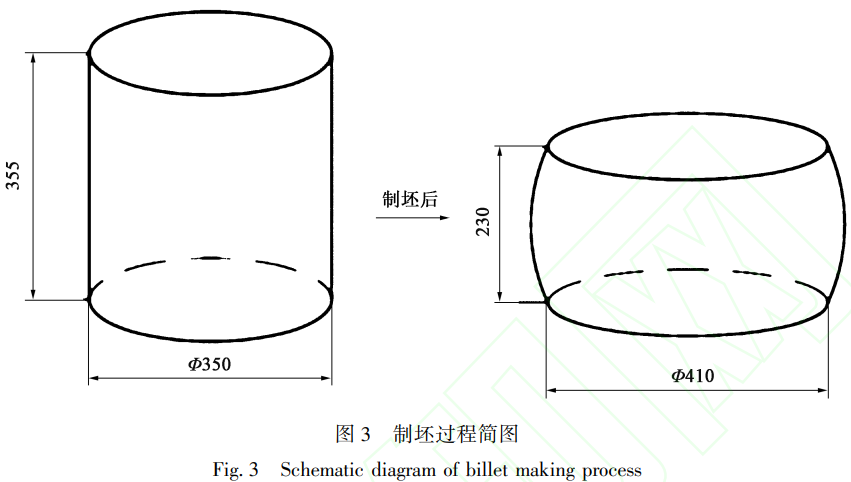
TA15Ҫб№№јюДЈ¶НіЙРО№эіМ°ьАЁ:ЦЖЕчЎўДЈ¶НЎўЗРҝЧ3ёц№ӨРтЎЈЦЖЕч№ӨРтіЙРО№эіМјтНјИзНј3ЛщКҫЈ¬Ҫ«Φ350mmx355mmЕчБПпжҙЦЦБёЯ¶ИH=230mmЈ¬Т»»ріЙРОЈ¬јУИИОВ¶ИОӘПаұдөгТФПВ20~40Ўж;јУИИұЈОВКұјд≥280 minЈ¬іЙРОЙиұёОӘ100 MNУНС№»ъЎЈДЈ¶Н№ӨРтіЙРО№эіМКЗҪ«ЦЖЕчәуөДЕчБП·ЕөҪДЈҫЯЦРіЙРОөҪЧоЦХіЯҙзЈ¬іЙРО№эіМЙППВөжКҜГЮЈ¬Т»»ріЙРО;јУИИОВ¶ИОӘПаұдөгТФПВ10~30Ўж;јУИИұЈОВКұјд≥185 min;іЙРОЙиұёОӘ100MNУНС№»ъЎЈЗРҝЧ№ӨРтКЗК№УГЛ®ө¶ЙиұёЗРіэДЈ¶НјюЦРјдЦұҫ¶ОӘ308mmөДБ¬ЖӨЎЈ
ЦЖЕчәНЗРҝЧ№ӨРтөД№ӨТХјтөҘҙҝКмЈ¬»щұҫІ»»бІъЙъОКМвЈ¬ОЮРи·ВХжј°ПкПё·ЦОцЎЈұҫОДЦчТӘХл¶ФДЈ¶НіЙРО№эіМҪшРР·ВХж·ЦОцј°УЕ»ҜЎЈ
2Ўў·ВХж·ЦОц
»щУЪDefom-3DУРПЮФӘДЈДвИнјюҪшРРБЛTA15Ҫб№№јюДЈ¶НіЙРОөДҪЁДЈУл·ВХжЈ¬ҙУіЙРО№эіМЎўОВ¶ИіЎј°өИР§УҰұдіЎәуҙҰАніЎ¶Ф№ӨТХ·Ҫ°ёЦРҙжФЪөДОКМвҪшРР·ЦОцЈ¬ТАҫЭ·ЦОцҪб№ыЦЖ¶ЁПа№ШёДҪшҙлК©ЎЈ
2.1јёәОДЈРНҙҙҪЁ
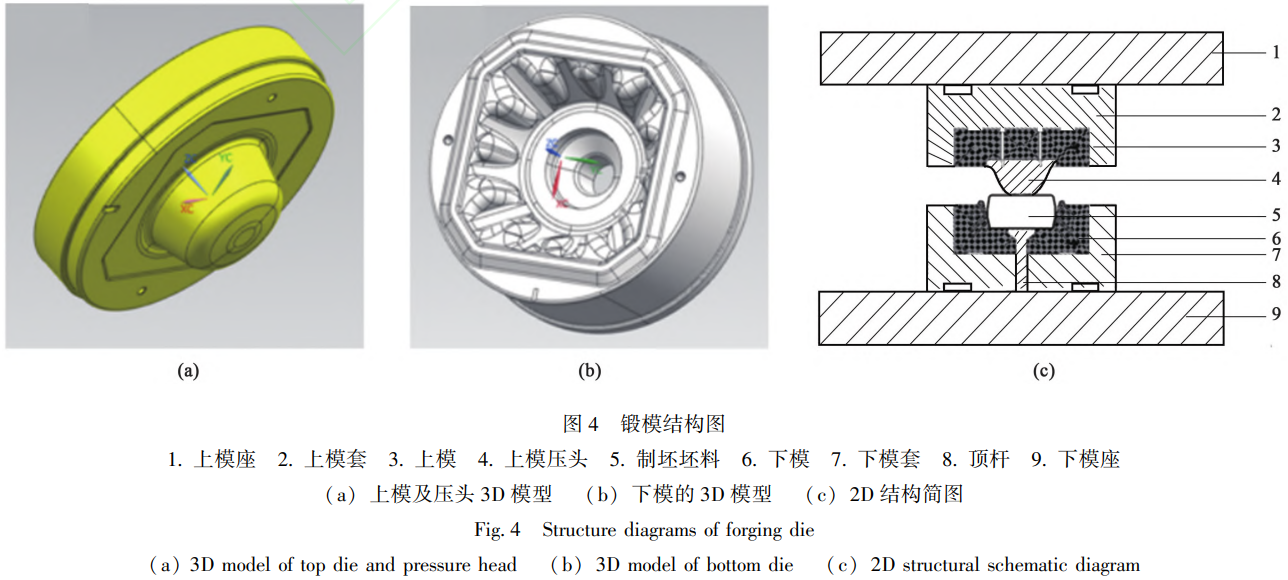
ТАҫЭ¶НјюҪб№№НјҪшРРБЛДЈҫЯЙијЖЈ¬іЙРОДЈҫЯУЙДЈЧщЎўДЈМЧЎўЙППВДЈј°ЙПДЈС№Н·өИІҝјюЧйіЙЈ¬ДЈ¶НҪб№№НјИзНј4ЛщКҫЎЈОӘұгУЪІЩЧчЈ¬¶НјюРЎ¶ЛіЙРО·ЕФЪПВДЈЈ¬ҙу¶ЛіЙРО·ЕФЪЙПДЈЈ¬°фІДпжҙЦЦЖЕчНкіЙәуЈ¬Ҫ«ФІұэЧҙЕчБПјУИИНкіЙәу·ЕИлФӨИИәуөДДЈ¶НДЈҫЯҪшРРіЙРОЈ¬ЙПДЈЎўЙПДЈС№Н·әНПВДЈЧйіЙұХДЈРНЗ»Ј¬ұХәПјдП¶ОӘ31mmЎЈ
2.2іЙРО№эіМ·ЦОц
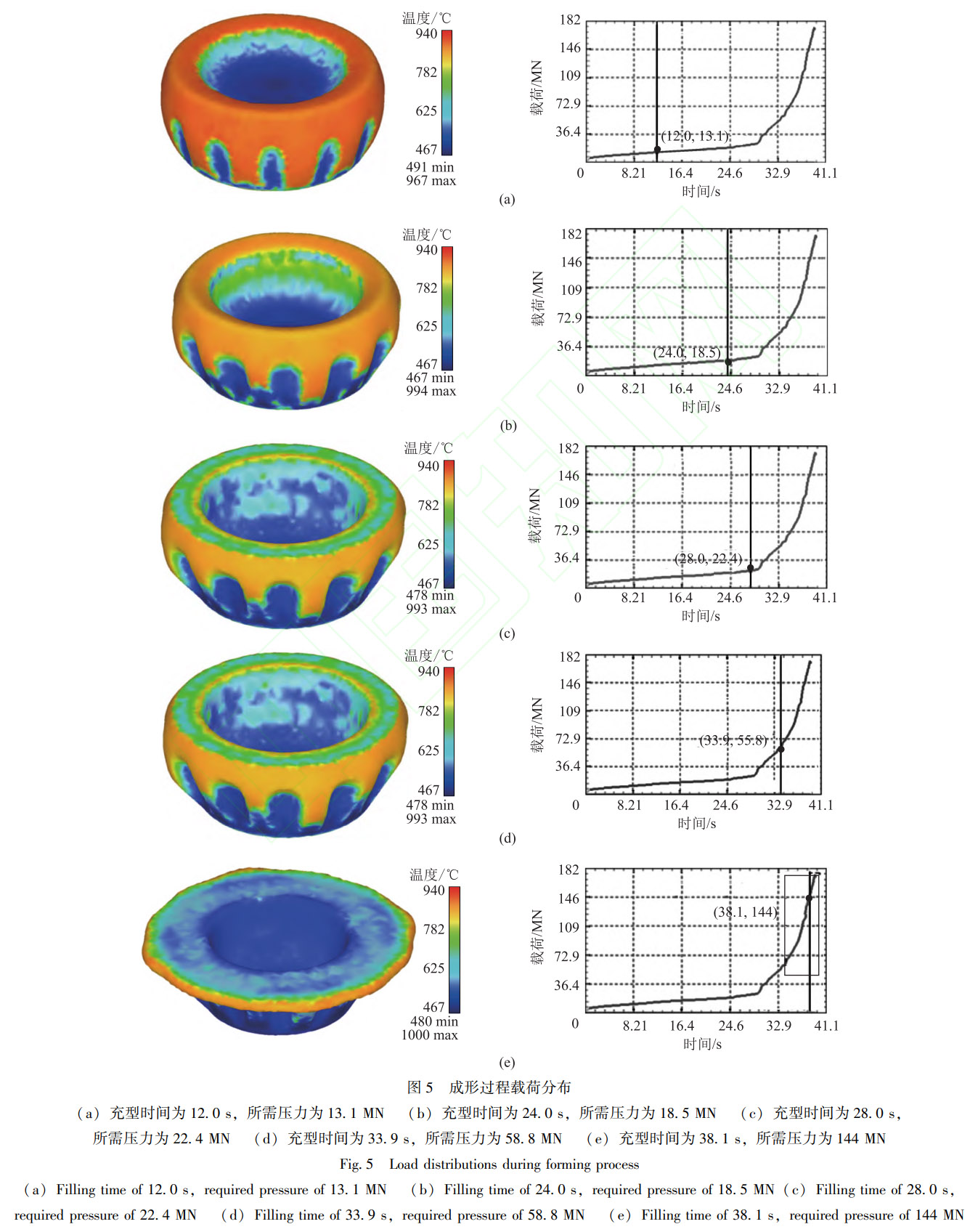
ДЈ¶НіЙРО№эіМИзНј5ЛщКҫЈ¬ҫЯМеіЙРОІОКэОӘ:јУФШЛЩ¶ИОӘ5mm·s-1;ЙПДЈС№Н·ПВРРҫаАлОӘ196mm;ДЈ¶НЗ·С№ОӘ3mmЎЈУЙНј5ҝЙЦӘЈ¬іЙРО№эіМОҙіцПЦГчПФТміЈЈ¬¶НјюУлДЈҫЯҪУҙҘЗшУтөДОВ¶ИҝмЛЩҪөөНЈ¬ө«ҪцұнПЦОӘ¶НјюұнГжЈ¬ДЪІҝОВ¶ИИФҪПёЯЎЈФЪ38.1sКұіЙРОФШәЙіцПЦҝмЛЩЙПЙэПЦПу(Нј5e·ҪҝтЗшУт)Ј¬ХвТ»·ҪГжКЗТтОӘОВ¶ИПВҪөІДБПЧФЙнЗҝ¶ИЙПЙэЈ¬ҪрКфБч¶ҜРФәНЛЬРФҪөөНЈ¬БнТ»·ҪГжКЗТтОӘРНЗ»ідВъәуЈ¬ІъЖ·РЎ¶ЛГжұЪәсҪПұЎЈ¬ОВ¶ИҪөөНёьјУГчПФЈ¬ұдРОДС¶ИёьҙуЈ¬ёГЗшУтөДЖҪГжУҰұдЗчКЖФҪ·ўГчПФЈ¬Ҫш¶шіцПЦіЙРОФШәЙЦиФцПЦПуЎЈ
2.3ҪрКфідРН№эіМ·ЦОц
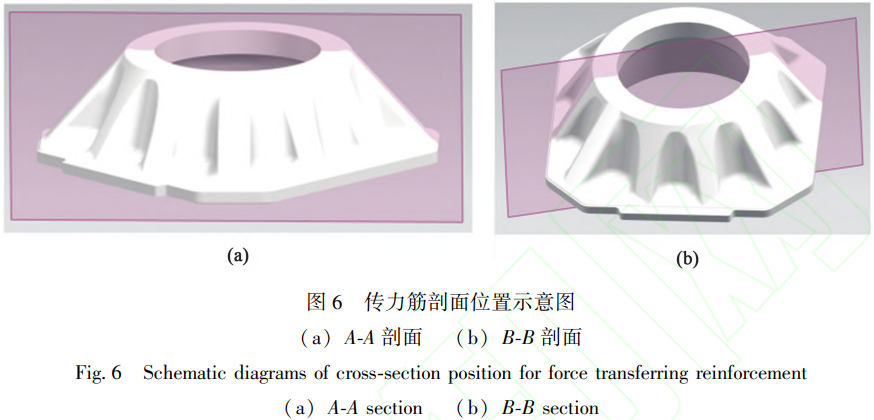
УЙ2.2ҪЪҝЙЦӘЈ¬ДЈ¶НідРН№эіМҪшРРЦБ33.9sКұЈ¬ідРНЛщРиС№БҰОӘ58.8MNЈ¬ФЪёГКұҝМЦ®әуЛжЧЕДЈ¶НідРН№эіМөДјМРшҪшРР,ідРНЛщРиС№БҰСёЛЩЙПЙэ,ідРНЦБ38.1sКұЈ¬ідРНЛщРиС№БҰТСҫӯҙпөҪ144MNЎЈОӘМҪҫҝідРНС№БҰЦиФц№эіМЦРҪрКфБч¶ҜідРНЗйҝцЈ¬¶Ф¶Нјю№ШјьІҝО»өДҪрКфБч¶ҜҪшРР·ЦОцЎЈёГ¶НјюОӘұИҪП№жФтөД¶ФіЖҪб№№,РЎ¶ЛОӘФІРО,ҙу¶ЛОӘ·ҪРО,ЙнІҝҙ«БҰҪоОӘН№ЖрІҝО»Ј¬КЗҪрКфБч¶ҜідРНҪПДСөДЗшУтЎЈТтҙЛЈ¬СЎИЎНј1ЛщКҫөДA-AЖКГжәНB-BЖКГжҙ«БҰҪоО»ЦГҪшРРідРН№эіМ¶ФұИ,ПкјыНј6ЎЈ
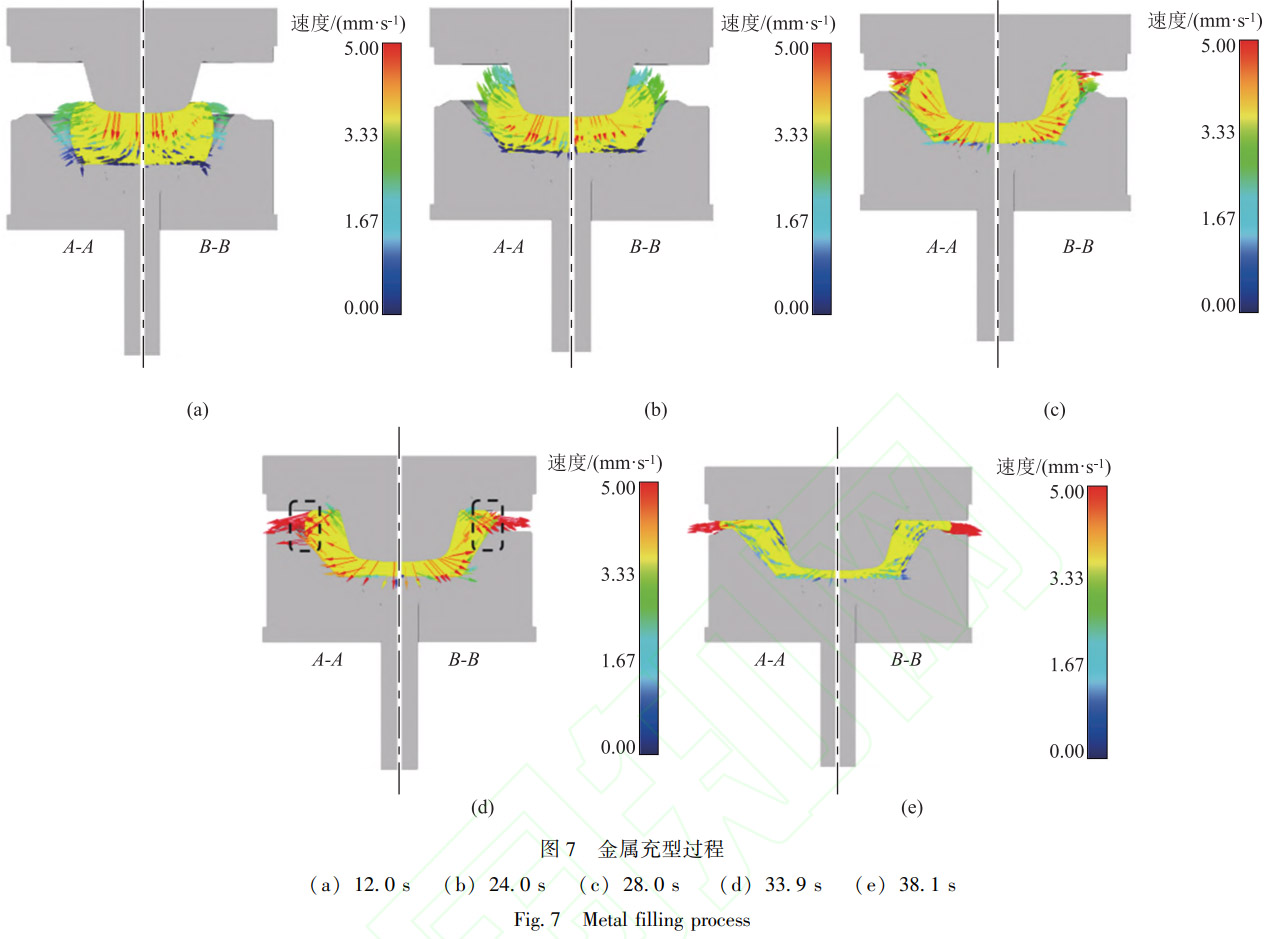
ДЈ¶НідРН№эіМКҫТвИзНј7ЛщКҫЎЈНЁ№э¶ФA-AЖКГжҙ«БҰҪо(өг»®ПЯЧуІа)әНB-BЖКГжҙ«БҰҪо(өг»®ПЯУТІа)ҪшРР¶ФұИ·ЦОцЈ¬ҝЙТФҝҙіцЈ¬ФЪідРНЛщРиС№БҰЦиФц(33.9s)З°Ј¬БҪёцІҝО»өДҙ«БҰҪоідРНЗйҝцІоұрІ»ҙуЈ¬ө«ідРН№эіМҪшРРЦБ33.9sКұТСҫӯіцПЦІоұрЎЈИзНј7d·ҪҝтО»ЦГЛщКҫЈ¬A-AЖКГжөДҙ«БҰҪоУЙУЪЖдМе»эёьҙуЈ¬Ал¶НјюЦРРДО»ЦГёьФ¶Ј¬ідМоЛщРиөДҪрКфёь¶аЈ¬ФЪПаН¬ұдРОМхјюПВЈ¬B-BЖКГжО»ЦГТС»щұҫНкіЙҙ«БҰҪоРНЗ»ідРНЈ¬¶шA-AЖКГжөДҙ«БҰҪоО»ЦГ»№ОҙідВъЎЈЛжЧЕідРН№эіМөДјМРшҪшРРЈ¬іЙРОС№БҰЦиФцЈ¬өұідРНЦБ38.1sКұЈ¬ХыёцРНЗ»НкіЙідРНЈ¬ө«A-AЖКГжО»ЦГөД·ЙұЯҙуРЎГчПФөНУЪB-BЖКГжО»ЦГЎЈТтҙЛЈ¬A-AЖКГжөДҙ«БҰҪоО»ЦГКЗ¶НјюҪрКфідРНДС¶ИЧоҙуөДІҝО»Ј¬РиТӘҪПҙуөДіЙРОС№БҰІЕДЬИ·ұЈідРННкХыЎЈ
2.4ОВ¶ИіЎ·ЦІј
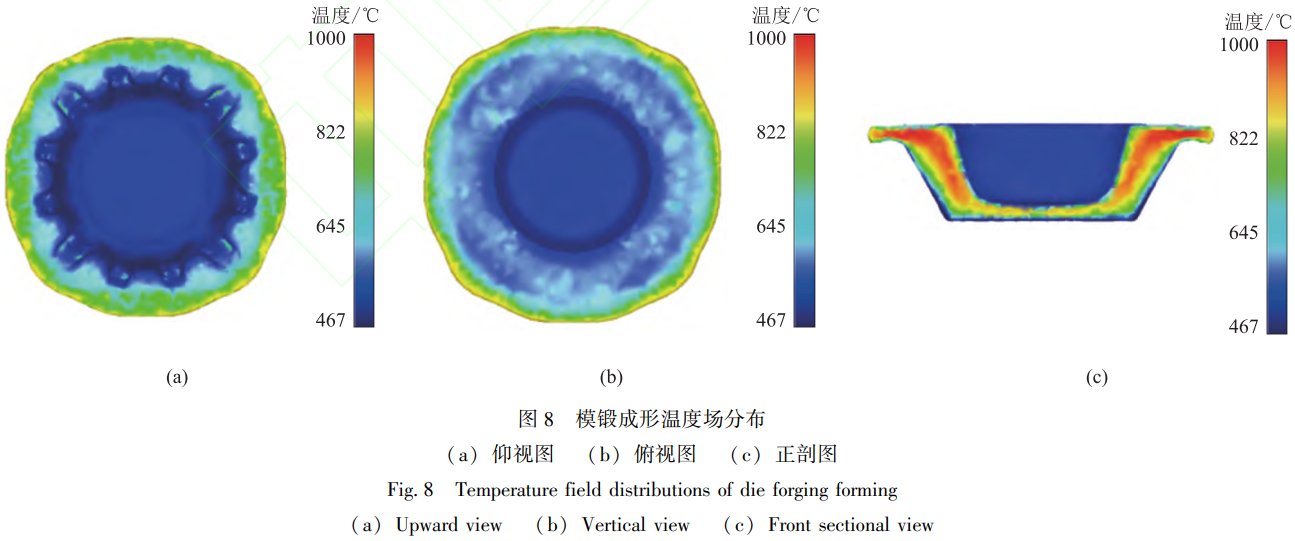
Нј8ОӘДЈ¶НјюіЙРОЧоәуҪЧ¶ООВ¶И·ЦІјЗйҝцЎЈУЙУЪЕчБПұнГжУлДЈҫЯ(ДЈҫЯФӨИИОВ¶И450Ўж)ҪУҙҘЈ¬ұнГжҙ«ИИР§ВКҪПёЯЈ¬¶НјюНвұнГжОВ¶ИҪПөНЈ¬ө«·ЙұЯұЯФөҙҰОВ¶ИёЯУЪ822ЎжЎЈХвКЗУЙУЪ·ЙұЯј·іцДЈҫЯЗЕІҝәуЈ¬І»ФЩУлДЈҫЯЦұҪУҪУҙҘЈ¬ЕчБПЧФЙнҙ«ИИөјЦВОВЙэЎЈ¶НјюУЙНвПтДЪіКПЦҫщФИөДОВ¶И№э¶ЙМЭ¶ИЈ¬РДІҝОВ¶ИЖХұйёЯУЪ822ЎжЈ¬ТтҙЛЈ¬·ВХжОВ¶ИіЎВъЧг¶НФмОВ¶ИТӘЗуЎЈө«КЗЈ¬ҝЙТФҝҙіцПВДЈРНЗ»УлЕчБПөДҪУҙҘұнГж»эҪПҙуЈ¬ЗТіКЗъГжҪб№№Ј¬ИИБҝЙўК§·ЗіЈГчПФЈ¬¶НјюНвұнГжХыМеіКПЦЙоЙ«·ЦІјЈ¬ОВ¶ИҪПөНЈ¬ұдРОҝ№БҰҪПҙуЈ¬ҙУОВ¶ИіЎ№ЫІмЈ¬ёГЗшУтФЪДЈ¶НіЙРОЧоәуҪЧ¶ОКфУЪДСұдРОЗшЎЈ
2.5өИР§УҰұдіЎ·ЦІј
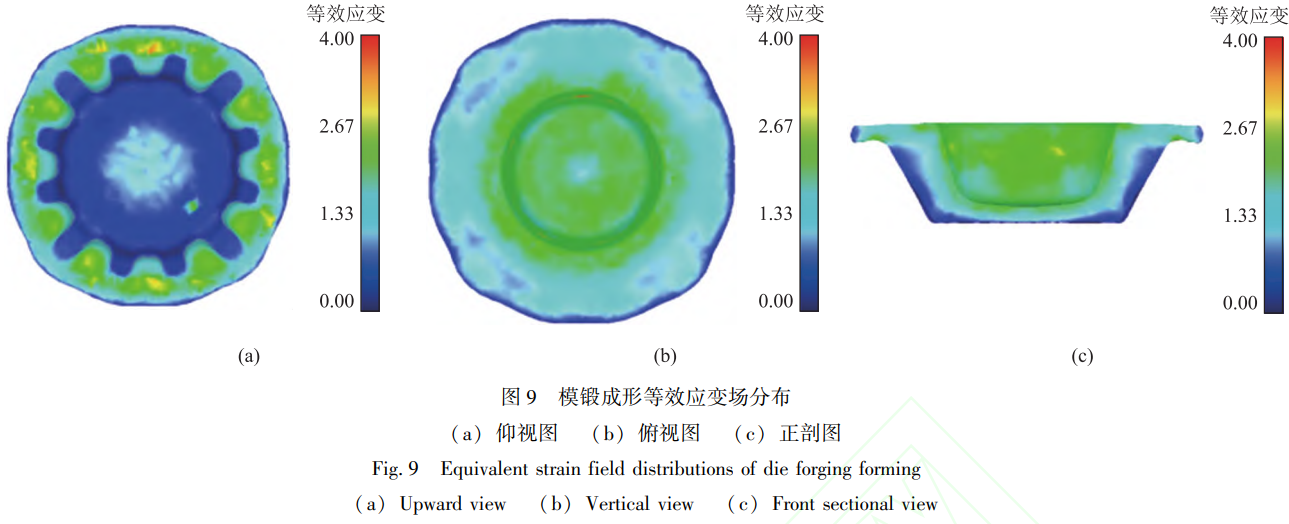
Нј9ОӘДЈ¶НјюіЙРОЧоәуҪЧ¶ОөИР§УҰұд·ЦІјЗйҝцЎЈ¶Нјюҙу¶ЛТФПВҪоІҝідРНЧоПИҪшРРЈ¬ЗТЧоҝмідРННкұПЎЈФЪЧоәуіЙРОҪЧ¶ОЈ¬ҪоІҝідРНТСҫӯНкіЙЈ¬ұдРОіМ¶ИәЬөНЈ¬ТтҙЛөИР§УҰұдεҪПРЎ;¶ш¶НјюЦРјдДЪЗ»Іҝ·ЦОӘЦчТӘұдРОЗшУтЈ¬өИР§УҰұдεҪПҙуЈ¬УЙҪоІҝПтДЪЗ»іКПЦіцҫщФИ№э¶ЙЗчКЖЎЈҪбәПОВ¶ИіЎ·ЦІјЈ¬ҪоІҝұнГжөИР§УҰұдөНөДФӯТтЦчТӘОӘ:(1)ёГЗшУтОВ¶ИҪПөНЈ¬ұдРОҝ№БҰҪПҙу;(2)ёГЗшУтұдРОЧоПИҪшРРЈ¬НкіЙідРНәуҫНІ»ФЩ·ўЙъұдРОЎЈ
2.6УРПЮФӘ·ВХжҪб№ы·ЦОц
¶НјюідРНЧоәуҪЧ¶ОҙжФЪГчПФөДФШәЙЦиФцПЦПуЎЈҪбәПОВ¶ИіЎәНөИР§УҰұдіЎ·ЦІјҪб№ы·ЦОц,ФЪідРНЧоЦХҪЧ¶ОЈ¬іэA-AЖКГжҙ«БҰҪоНвЈ¬ЖдЛыҪоІҝНвұнГжТС»щұҫНкіЙідРНЈ¬ЗТУЙУЪҪУҙҘГж»эҪПҙуЈ¬ЙўИИР§ВКҪПёЯЈ¬ёГЗшУтОВ¶ИёьөНЈ¬ХвБҪ·ҪГжФӯТтҫщөјЦВБЛФЪідРНЧоЦХҪЧ¶ОұдРОДС¶ИөДЙПЙэЎЈ
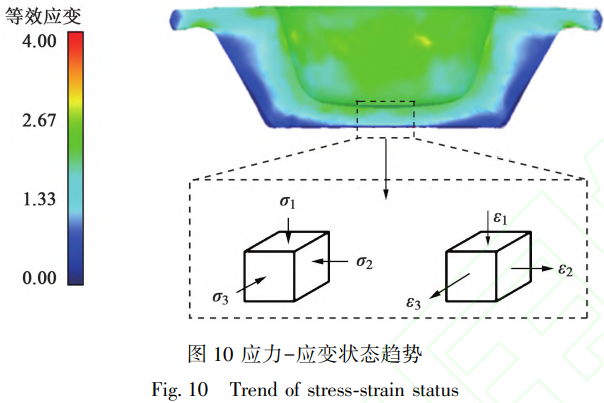
БнНвЈ¬РЎ¶Л¶ЛГжұдРОКјЦХУлЙППВДЈҪУҙҘЈ¬ёГЗшУтөДОВ¶ИЛрК§ЧоҙуЈ¬ФЪідРНЧоәуҪЧ¶ОЈ¬ёГЗшУтұЪәсУЦОӘЧоұЎЗшУтЈ¬ЖдУҰұдЗчКЖЦрҪҘПтЖҪГжУҰұдЧҙМ¬ЧӘұдЈ¬УҰБҰ-УҰұдЧҙМ¬ЗчКЖИзНј10ЛщКҫЎЈЖдЦРЈ¬σlәНε1ОӘЦчұдРО·ҪПтөДС№УҰБҰәНС№УҰұдЈ¬σ2Ўўσ3әНε2Ўўε3·ЦұрОӘҙ№ЦұУЪЦчұдРО·ҪПтөДБҪПтС№УҰБҰәНБҪПтАӯУҰұдЎЈУЙУЪәс¶ИІ»ФЩ·ўЙъұд»ҜЈ¬ε1ЗчҪьУЪ0Ј¬УЙМе»эІ»ұдЧјФтε1+ε2+ε3=0ҝЙЦӘЈ¬ЦчУҰұд·ҪПтІ»ұдРОКұЈ¬ҙ№ЦұУЪёГ·ҪПтөДБҪПтАӯУҰұдε2Ўўε3ТІЗчҪьУЪ0ЎЈТтҙЛЈ¬ФЪёГЧҙМ¬ЗчКЖПВЈ¬ЦчУҰБҰ·ҪПтσ1І»ФЩ·ўЙъұдРО,ε1ОЮұд»ҜЈ¬әк№ЫМШХчОӘФШәЙФцјУЈ¬әс¶ИұдРОБҝІ»ұдЈ¬ТтҙЛЈ¬ёГЗчКЖФЪіЙРОЧоәуҪЧ¶ОФҪГчПФЈ¬іЙРОДС¶ИФҪҙуЎЈ
2.7·ВХжҪб№ыСйЦӨ
Хл¶ФЙПКц·ВХжҪб№ыҪшРРБЛ№ӨТХКФСйјюДЈ¶НСйЦӨЙъІъ,ДЈ¶НКФСйөДҫЯМеІОКэОӘ:јУИИОВ¶ИОӘПаұдөгТФПВ20ЎжЈ¬јУИИұЈОВКұјд≥185 min;ЙиұёОӘ100 MNС№БҰ»ъЎЈ
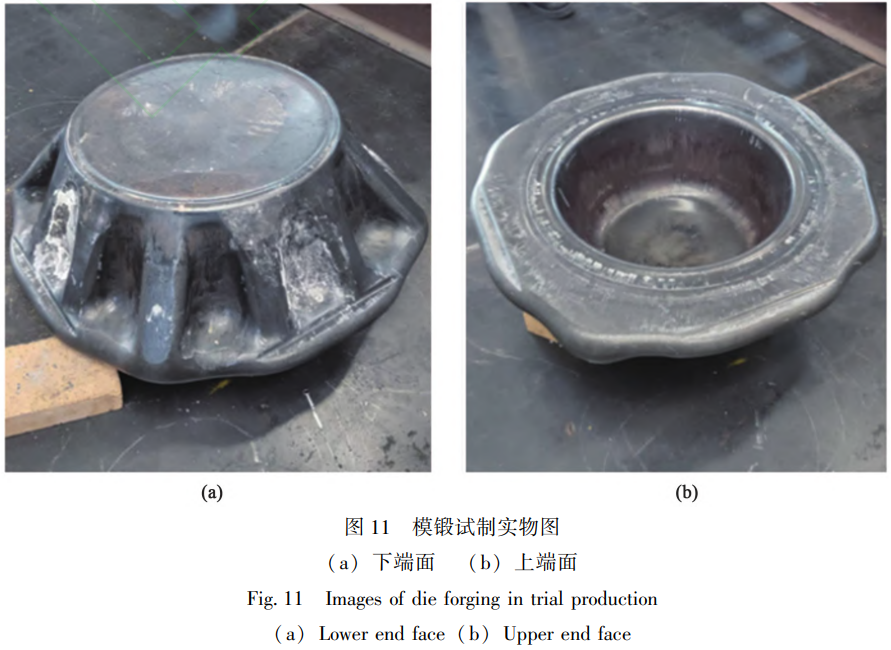
ДЈ¶НКФЦЖҪб№ыИзНј11ЛщКҫЈ¬·ВХжҪб№ыПФКҫДЈ¶НіЙРОЧоәуҪЧ¶ОЈ¬РЎ¶Л¶ЛГжОВ¶ИҪөөНГчПФЈ¬ЖҪГжУҰұдЗчКЖК®·ЦГчПФЈ¬A-AЖКГжҙ«БҰҪоО»ЦГідРНДС¶ИҙуЎЈКөјКДЈ¶НКФЦЖ№эіМөДЧоәуҪЧ¶О,ёГЗшУтөД¶НјюОВ¶ИТСҫӯҪөЦБTA15іЙРООВ¶ИТФПВЈ¬Йиұё¶ЦО»ТСҙпөҪЙППЮЈ¬A-AЖКГжҙ«БҰҪоО»ЦГҪрКфОҙідВъЈ¬ОЮ·ЁВъЧгЧоіхөД№ӨТХЙијЖТӘЗуЈ¬СйЦӨБЛ·ВХжҪб№ыЎЈТтҙЛЈ¬РиТӘ¶ФДЈ¶НіЙРО·Ҫ°ёј°№эіМҝШЦЖҪшРРёДҪшЎЈ
3Ўў№ӨТХ·Ҫ°ёУЕ»Ҝ
3.1№ӨТХ·Ҫ°ё·ЦОц
»щУЪөЪ2ХВөД·ВХж·ЦОцәНКФСйҪб№ыЈ¬·ўПЦФӯУРөДДЈ¶НіЙРО·Ҫ°ёДСТФВъЧгТ»»рјУИИіЙРОөД№ӨТХЙијЖТӘЗуЎЈҙ«Ні·Ҫ·ЁНЁіЈНЁ№эФцјУ»рҙО»тМбёЯДЈ¶НЙиұёөДС№БҰАҙҪвҫцХвТ»ОКМвЎЈИ»¶шЈ¬ФцјУ»рҙО»бөјЦВөҘ»рҙОөДұдРОБҝјхЙЩЈ¬ҙУ¶шҪөөНІДБПөДБҰС§РФДЬЎЈБнТ»·ҪГжЈ¬МбёЯДЈ¶НЙиұёөДС№БҰЛдИ»ҝЙТФФцјУіЙРОДЬБҰЈ¬ө«іЙұҫҪПёЯЈ¬ЗТФЪёЯФШәЙЧчУГПВІДБПҝЙДЬ·ўЙъК§Р§ЎЈёьЦШТӘөДКЗЈ¬ХвБҪЦЦ·Ҫ·ЁҫщОЮ·ЁУРР§ҪвҫцДЈ¶НіЙРО№эіМЦРДЪНвОВІоҙуөДОКМвЎЈјшУЪҙЛЈ¬ұҫОДМбіцБЛТ»ЦЦРВөДЕчБПәНДЈҫЯҪУҙҘМхјюј°Иу»¬ЙијЖөДУЕ»Ҝ·Ҫ°ёЈ¬Іў¶ФЖдҪшРРБЛСйЦӨЎЈ
ФЪФӯУРөДДЈ¶НіЙРО№эіМЦРЈ¬ЕчБПУлДЈҫЯөДҪУҙҘМхјюКЗНЁ№эФЪРНЗ»ЕзНҝКҜД«ИйЈ¬ТФј°ФЪДЈ¶Н№эіМЦРЙПЎўПВ¶ЛГжјУёЗКҜГЮөД·ҪКҪЈ¬ЦјФЪҪөөНЕчБПУлДЈҫЯЦ®јдөДҙ«ИИПөКэЈ¬јх»әЕчБПОВ¶ИөДҪөөНЛЩ¶ИЎЈИ»¶шЈ¬·ВХжәНКФСйҪб№ыұнГчЈ¬ХвТ»·Ҫ°ёОҙДЬКөПЦФӨЖЪөДДЈ¶НТ»»ріЙРОДҝұкЎЈМШұрКЗФЪіЙРОөДЧоәуҪЧ¶ОЈ¬РЎ¶Л¶ЛГжөДОВ¶ИҪөөНЦБTA15оСәПҪрөДіЙРООВ¶ИТФПВЈ¬өјЦВЖҪГжУҰұдЗчКЖјУҫзЈ¬КөјКЗ·С№БҝҙпөҪ25mmЈ¬Ф¶і¬№ӨТХЙијЖТӘЗуөД3mmЈ¬ұнГчёГ·Ҫ°ёФЪөұЗ°УҰУГЦРҙжФЪПФЦшөДОВ¶ИҝШЦЖОКМвЎЈ
ұҫОДҪшТ»ІҪМҪМЦБЛКҜГЮ°ь№ьЕчБПөДИн°ьМЧДЈ¶Н·Ҫ°ёЈ¬ёГ·Ҫ°ёНЁіЈУГУЪёЯОВәПҪрөИМШЦЦәПҪрІДБПөДДЈ¶НіЙРОЎЈНЁ№эКҜГЮ°ь№ьЈ¬ҝЙТФёьәГөШұЈіЦЕчБПОВ¶ИЈ¬И·ұЈҪрКфФЪ¶НФмОВ¶ИЗшјдДЪұЈіЦБјәГөДБч¶ҜРФЎЈҫЎ№ЬИзҙЛЈ¬Ҫ«ёГ·Ҫ·ЁУҰУГУЪұҫІъЖ·КұТАИ»ҙжФЪЗұФЪ·зПХЎЈјшУЪұҫІъЖ·ФЪДЈ¶НіЙРО№эіМЦРөДұдРОБҝҪПҙуЈ¬јУЦ®оСәПҪрөДИИИЭПөКэәНИИҙ«өјВКҪПөН,өұЙиұёК©јУҪПҙуДЬБҝКұЈ¬ЕчБПДЪІҝөДОВЙэР§УҰҝЙДЬұдөГУИОӘГчПФЎЈИфұдРО№эіМі¬№эІДБПөДПаұдОВ¶И,ҝЙДЬ»бУХ·ў°еМхЧҙ»тОәКПЧйЦҜөДРОіЙ,ҙУ¶шФцјУІъЖ·ұЁ·ПөД·зПХЎЈТтҙЛЈ¬ҙУАнВЫЙПҪІЈ¬ёГ·Ҫ°ё¶ФУЪұҫІъЖ·ІўІ»ҫЯұёҝЙЦҙРРРФЎЈ
3.2ҪУҙҘМхјюј°Иу»¬УЕ»Ҝ
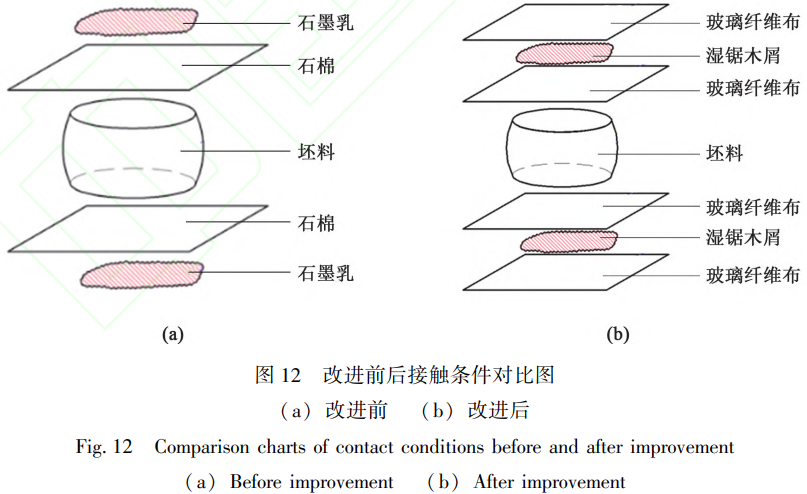
ҪьДкАҙЈ¬ІЈБ§ПЛО¬ІјТтЖдЧҝФҪөДДНёЯОВРФДЬ¶шұ»УҰУГУЪМШЦЦәПҪрөДИИ¶Н№эіМЦР,УРР§·ў»УБЛёфИИәНИу»¬өДЛ«ЦШЧчУГЎЈХл¶ФЗ°Кц·ЦОцЈ¬¶ФәуРшКФЦЖЦРөДҪУҙҘ·ҪКҪҪшРРБЛөчХыЈ¬ёДҪшЗ°әуөДұнГжҪУҙҘ·ҪКҪПкјыНј12bЎЈІЙУГҙЛ·Ҫ°ёөДДҝөДФЪУЪІЈБ§ПЛО¬ІјұҫЙнҫЯУРёфИИәНИу»¬өДМШРФЎЈИ»¶ш,өұҪцК№УГөҘІгІЈБ§ПЛО¬ІјКұЈ¬ДЈҫЯУлЕчБПөДҪУҙҘ·ҪКҪКөјКЙПКЗТ»ЦЦАаЛЖ№М-Тә(ІЈБ§ПЛО¬ІјФЪёЯОВПВИн»ҜЎў·ЦҪв)-№МөДҪУҙҘ·ҪКҪЈ¬ЛдИ»ёДЙЖБЛИу»¬Р§№ыЈ¬ө«ҙ«ИИР§ВКИҙёЯУЪФӯ·Ҫ°ёЈ¬өјЦВОВ¶ИҝШЦЖОЮ·ЁВъЧгТӘЗуЈ¬ЧоЦХРЎ¶Л¶ЛГжөДЖҪГжУҰұдЗчКЖТАИ»ГчПФЎЈТтҙЛЈ¬СЎФсБЛЛ«ІгІЈБ§ПЛО¬Іј°ь№ьКӘҫвДҫРјЧчОӘРВөДҪУҙҘҪйЦКЎЈ
ХвЦЦСЎФсКЗ»щУЪФӯ·Ҫ°ёЦРКҜГЮөДК№УГҪөөНБЛИу»¬Р§№ыЈ¬ЗТЕчБПУлДЈҫЯөДҪУҙҘ·ҪКҪОӘ№ММе-ТәМе-№ММеөДҪУҙҘҙ«ИИ·ҪКҪЈ¬ҙ«ИИР§ВКёЯ¶шИу»¬Р§ВКөНЎЈРВөДИ󻬷Ҫ°ёЦРЈ¬КӘҫвДҫРјФЪБҪІгІЈБ§ПЛО¬ІјөД°ь№ьПВЈ¬ФЪёЯОВ»·ҫіЦРЖы»Ҝ(Л®өД·РөгОӘ100Ўж)Ј¬ФЪС№БҰөДЧчУГПВФЪГЬұХРНЗ»ЦРРОіЙҪйУЪТә-ЖшЦ®јдөДИу»¬ҪйЦКЎЈФЪХвЦЦҪйЦКөДЧчУГПВЈ¬ЕчБПУлДЈҫЯөДҪУҙҘ·ҪКҪЧӘұдОӘ№ММе-ТәЖш»мәПОп-№ММеөДҪУҙҘ·ҪКҪЈ¬УРР§ҪөөНБЛҪУҙҘҙ«ИИР§ВК,МбёЯБЛИу»¬Р§ВК,јхЙЩБЛЕчБПөДұдРОҝ№БҰЈ¬ҙУ¶шМбЙэБЛЕчБПөДХыМеідРНР§ВК,ҪөөНБЛДЪНвОВ¶ИІоТмЎЈ
4Ўў№ӨіМУҰУГј°СйЦӨ
4.1УЕ»Ҝ·Ҫ°ёУҰУГ
ОӘСйЦӨУЕ»Ҝ№ӨТХөДҝЙРРРФЈ¬¶ФУЕ»Ҝ№ӨТХҪшРР¶НФмКФСйЈ¬ҫЯМеКФЦЖІОКэ:јУИИОВ¶ИОӘПаұдөгТФПВ20ЎжЈ¬јУИИұЈОВКұјд≥185minЈ¬ЙиұёОӘ100 MNС№БҰ»ъЈ¬СЎФсБЛЛ«ІгІЈБ§ПЛО¬Іј°ь№ьКӘҫвДҫРјЧчОӘҪУҙҘҪйЦКЈ¬ДЈ¶НКұПВЖМЙПёЗЎЈКФЦЖ¶НјюКөОпИзНј13ЛщКҫЈ¬ҪУҙҘМхјюј°И󻬷ҪКҪУЕ»Ҝә󣬶ͼюідРНБјәГЈ¬ұнГжЦКБҝҪПјСЈ¬¶НјюіцДЈәуТАИ»ҫЯУРҪПёЯөДЦХ¶НОВ¶ИЎЈТтОӘ·Ҫ°ёУЕ»ҜәуөДҪУҙҘҙ«ИИҪйЦКҙжФЪЖшМеЈ¬ЖшМ¬ҪйЦКІ»ҪцДҰІБТтКэРЎЈ¬¶шЗТёфИИР§№ыәГЈ¬јИМбЙэБЛҪУҙҘҪзГжөДҪрКфБч¶ҜРФЈ¬Н¬СщТІёДЙЖБЛОВ¶ИҪөөНТэЖрөДұдРОҝ№БҰФцјУОКМвЈ¬ҙУБҪёц·ҪГжҪвҫцБЛРЎ¶Л¶ЛГжіЙРОЧоЦХҪЧ¶ОЖҪГжУҰұдЗчКЖФцјУөДДСМвЎЈ
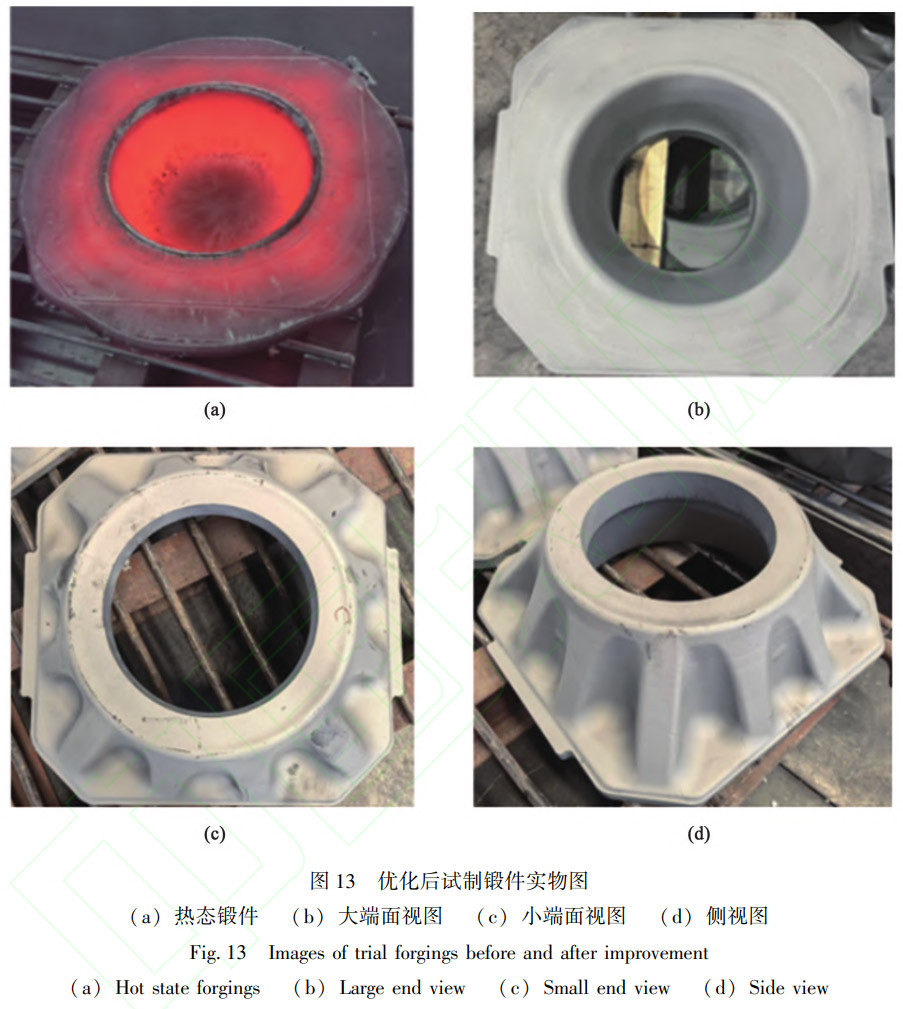
ДҝЗ°Ј¬ёГ№ӨТХТСХэКҪУГУЪәҪМм·ў¶Ҝ»ъ»ъјЬҙ«БҰҪб№№јюөДЙъІъЈ¬НЁ№эПЦіЎБЛҪвЈ¬ёГІъЖ·№ІЙъІъ130УајюЈ¬№эіМОЮТміЈЈ¬ІъЖ·ЦКБҝОИ¶ЁЎЈ
4.2БҰС§РФДЬ·ЦОц
ТАҫЭРВ№ӨТХ·Ҫ°ёДЈ¶НіЙРОәуЈ¬ій1јю¶ФІъЖ·ҪшРРЖЖ»өЈ¬·ЦұрФЪҪоІҝЎўЙП¶ЛГжј°ПВ¶ЛГжҪшРРБЛБҰС§РФДЬј°ЧйЦҜРФДЬјмІв(ГҝёцЗшУтёчИЎ4ёцРФДЬКФСщ),ҫЯМеИЎСщ·ҪКҪј°ИЎСщО»ЦГИзНј14ЛщКҫЎЈ
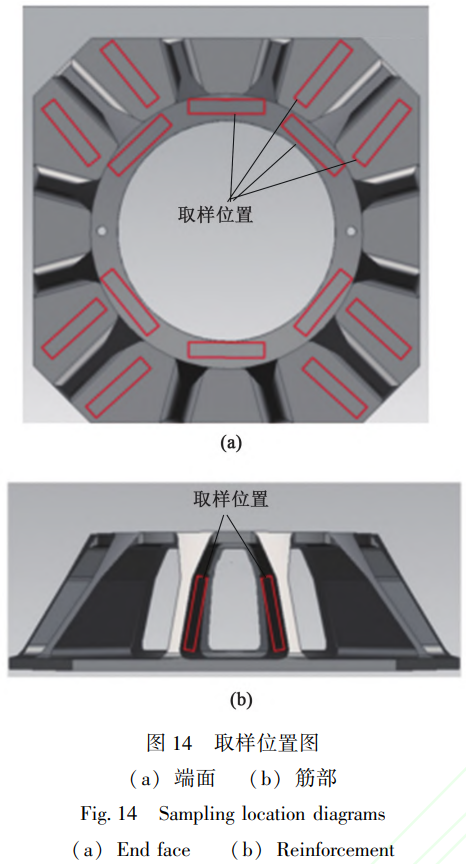
ЙПКцО»ЦГөДБҰС§РФДЬКэҫЭИзұн3ЛщКҫЈ¬ГҝёцО»ЦГИЎ4ёцСщІў·ЦұрұаәЕЎЈУЙұн3ҝЙЦӘЈ¬УЕ»Ҝ·Ҫ°ёёчёцБҰС§РФДЬЦёұкҫщҫЯУРБјәГөДОИ¶ЁРФЈ¬¶НјюІ»Н¬О»ЦГОЮГчПФөДРФДЬЙўІоЈ¬ҫщФИРФБјәГЈ¬ПаұИФӯІДБПЈ¬ЖдЗҝ¶ИәНИНРФ·ҪГжҫщөГөҪБЛІ»Н¬іМ¶ИөДМбЙэЈ¬ҝ№АӯЗҝ¶ИМбЙэБЛ10%Ј¬Зь·юЗҝ¶ИМбЙэБЛ13%Ј¬ЙміӨВКМбЙэБЛ25.6%Ј¬¶ПГжКХЛхВКМбЙэБЛ10.1%ЎЈ
ұн3 TA15оСәПҪр¶НјюөДБҰС§РФДЬ
| КФСщұаәЕ | КФСщ ЧҙМ¬ | ҝ№АӯЗҝ¶И Rm/MPa | Зь·юЗҝ¶И ReL/MPa | ЙміӨВК A/% | ВКZ/% | іе»чИНРФ ak/J |
| ЙП¶ЛГж-1 | НЛ»р | 1001 | 929 | 16.1 | 49.1 | 52 |
| ЙП¶ЛГж-2 | НЛ»р | 1004 | 960 | 15.0 | 46.0 | 52 |
| ЙП¶ЛГж-3 | НЛ»р | 990 | 946 | 14.8 | 50.8 | 52 |
| ЙП¶ЛГж-4 | НЛ»р | 1006 | 951 | 16.8 | 53.2 | 51 |
| ҪоІҝ-1 | НЛ»р | 996 | 935 | 15.0 | 46.6 | 58 |
| ҪоІҝ-2 | НЛ»р | 984 | 922 | 14.9 | 48.4 | 60 |
| ҪоІҝ-3 | НЛ»р | 986 | 921 | 14.7 | 48.3 | 52 |
| ҪоІҝ-4 | НЛ»р | 992 | 928 | 14.0 | 49.7 | 50 |
| ПВ¶ЛГж-1 | НЛ»р | 1022 | 978 | 15.4 | 43.9 | 55 |
| ПВ¶ЛГж-2 | НЛ»р | 1008 | 946 | 19.4 | 54.5 | 51 |
| ПВ¶ЛГж-3 | НЛ»р | 982 | 930 | 16.1 | 42.8 | 52 |
| ПВ¶ЛГж-4 | НЛ»р | 998 | 950 | 16.6 | 44.6 | 50 |
4.3ПФОўЧйЦҜ·ЦОц
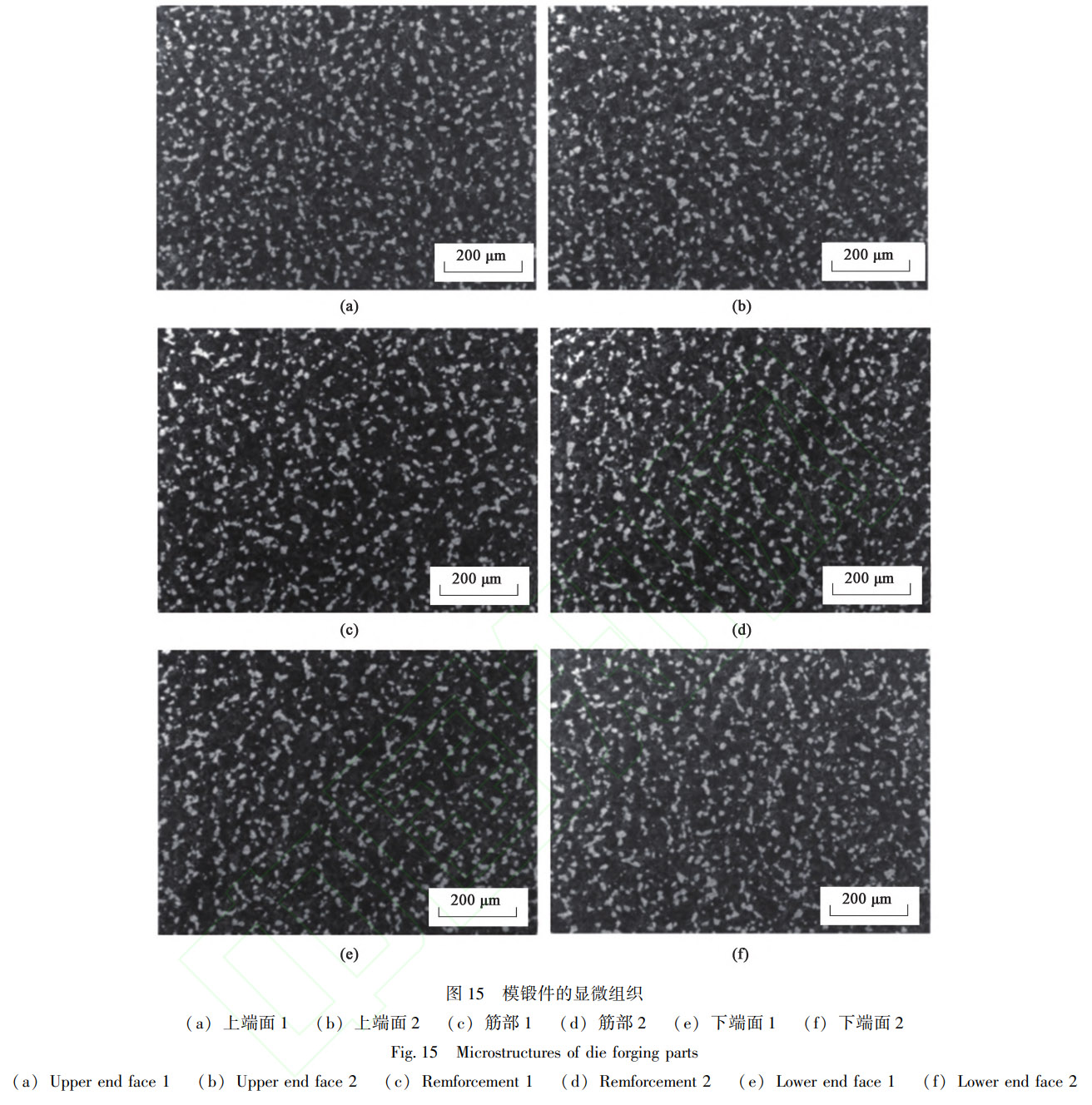
Нј15ОӘІ»Н¬ИЎСщО»ЦГөДҪрПаЧйЦҜХХЖ¬Ј¬ёчЗшУтҪрПаЧйЦҜҫщОҙ·ўПЦГчПФТміЈЈ¬ОЮБ¬РшЎўЖҪЦұөДҫ§ҪзαПаНшёсәНҙЦҙуөДҫ§ҪзαЧйЦҜ(·ыәПGJB2744A 2019ЦРҪьαАаоСәПҪр2~3ј¶ПФОўЧйЦҜЖАј¶ТӘЗу)ЎЈДЈ¶НјюҪрПаЧйЦҜУЙөИЦбαПа+βПа+ҙОЙъαПаЧйіЙ,ПаұИУЪФӯІДБП,өИЦбіхЙъαПаөДКэБҝјхЙЩ,βПа+ҙОЙъαПаөДКэБҝФцјУЎЈХвКЗТтОӘДЈ¶Н№ӨТХТ»»рНкіЙЈ¬ұдРОБҝҪПҙуЈ¬ДЪІҝДЬБҝҪПёЯЈ¬ёь¶аөДіхЙъαПа·ўЙъБЛПаұдЧӘ»Ҝ,¶шЧӘ»ҜәуөД·ЗОИМ¬βПаФЪЧйЦҜОИ¶Ё»ҜҙҰАнәуЈ¬ЧӘұдОӘβПа+ҙОЙъαПаЈ¬ёГЧйЦҜІ»ҪцҫЯұёβПаҪПёЯөДЗҝ¶ИЈ¬УЦУөУРαПаЧФЙнөДИНРФЎЈУЙ¶НјюёчёцЗшУтҪрПаЧйЦҜХХЖ¬ҝЙТФ·ўПЦ(Нј15)Ј¬ОЮВЫКЗЙППВ¶ЛГж»№КЗЦРјдөДҪоІҝЈ¬ҫщУЙҙуІҝ·ЦβПа+ҙОЙъaПај°ЙЩІҝ·ЦөИЦбaПаЧйіЙЈ¬ОЮГчПФөДЧйЦҜІоТмРФЈ¬ЧйЦҜТ»ЦВРФЎўОИ¶ЁРФБјәГЎЈ
5ЎўҪбВЫ
(1)НЁ№эУЕ»ҜЕчБПУлДЈҫЯөДҪУҙҘМхјюј°Иу»¬ҙлК©,іЙ№ҰҪөөНБЛҪУҙҘДҰІБТтКэәНҪУҙҘҙ«ИИР§ВКЎЈХвІ»ҪцИ·ұЈБЛДЈ¶НіЙРО№эіМЦРөДОВ¶ИТӘЗ󣬻№ҪөөНБЛТтЖҪГжУҰұдЗчКЖФцјУ¶шөјЦВөДіЙРОФШәЙЎЈТтҙЛЈ¬КөПЦБЛІъЖ·өДБјәГТ»»ріЙРОЧҙМ¬ЎЈ
(2)№ӨТХ·Ҫ°ёөДУЕ»ҜПФЦшёДЙЖБЛДЈ¶НјюөДБҰС§РФДЬЎЈУлФӯІДБППаұИ,ҝ№АӯЗҝ¶ИМбёЯБЛ10%,Зь·юЗҝ¶ИМбёЯБЛ13%Ј¬ЙміӨВКМбёЯБЛ25.6%Ј¬¶ПГжКХЛхВКМбёЯБЛ 10.1%ЎЈҙЛНв,ІъЖ·ФЪІ»Н¬ЗшУтХ№ПЦБЛҪПёЯөДБҰС§РФДЬОИ¶ЁРФЎЈ
(3)УЕ»ҜәуөД№ӨТХ·Ҫ°ёМбёЯБЛІъЖ·ПФОўЧйЦҜөДОИ¶ЁРФЎЈІъЖ·ЙППВ¶ЛГжј°ҪоІҝЦчТӘУЙЙЩБҝөИЦбαПаәНҙуІҝ·ЦβПа+ҙОЙъαПаЧйіЙЈ¬ЛщУРβПаөДФӯКјҫ§ҪзαПаТСНкИ«ЖЖЛйЈ¬І»ҙжФЪБ¬РшЎўЖҪЦұөДҫ§ҪзαПаЈ¬ХвұнГчДЈ¶НјюёчЗшУтҫЯУРБјәГөДЧйЦҜҫщФИРФЈ¬ІўЗТПаұдЧӘ»ҜВКМбЙэБЛҪь70%ЎЈ
(4)ұҫСРҫҝМбіцөД№ӨТХ·Ҫ°ёТСіЙ№ҰУҰУГУЪДіРНәЕәҪМм·ў¶Ҝ»ъ»ъјЬөДЕдМЧ№ӨіМЙъІъ,ЦӨГчБЛЖдФЪКөјКЙъІъЦРөДҝЙРРРФәНУРР§РФЎЈ
ІОҝјОДПЧЈә
[1]НхСуЈ¬УИ·кәЈЈ¬Цмҫ°ҙЁЈ¬өИ.TA15оСәПҪрИИұдРОРРОӘСРҫҝ[J].»ъРө№ӨіМІДБПЈ¬2006Ј¬30(11):63-65Ј¬98.
Wang Y, You F H, Zhu J C, et al. Study on hot deformation behavior of TA15 alloy[J]. Materials for Mechanical Engineer-ing,2006,30(11):63-65,98.
[2]АоРЛОЮЈ¬Йі°®С§Ј¬ХЕНъ·еЈ¬өИ.TA15әПҪрј°ЖдФЪ·Й»ъҪб№№ЦРөДУҰУГЗ°ҫ°[J].оС№ӨТөҪшХ№,2003,20(4-5):90-94.
Li X W, Sha A X, Zhang W F, et al. TA15 titanium alloy and its applying prospects on airframe[J]. Titanium Industry Pro-gress,2003,20(4-5):90-94.
[3]РЬФЛЙӯЈ¬НхЬзЬзЈ¬ПтО°Ј¬өИ.әҪҝХУГTA15оСәПҪрИИұдРОРРОӘСРҫҝ[J].ЛЬРФ№ӨіМС§ұЁ,2017,24(3):184-190.
Xiong Y S, Wang Q Q, Xiang W, et al. Hot deformation behav-ior of TA15 titanium alloy for aerospace[J]. Journal of Plasticity Engineering,2017,24(3):184-190.
[4]ХЕ№уМп.ёЯС№І№ИјТәСхГәУН·ў¶Ҝ»ъ[M].ұұҫ©:№ъ·А№ӨТөіц°жЙзЈ¬2005.
Zhang G T. High Pressure Afterburning Liquid Oxygen Kerosene Engine[M]. Beijing: National Defence Industry Press, 2005.
[5]°ьҪЁРЛ.TC4оСәПҪрөзБчёЁЦъОўіЙРОөзЦВЛЬРФР§УҰУл№ӨТХСРҫҝ[D].№ю¶ыұх:№ю¶ыұх№ӨТөҙуС§Ј¬2022.
Bao J X. Research on Current Assisted Electrospinning Effect and Process of TC4 Titanium Alloy in Micro-forming[D]. Harbin:Harbin Institute of Technology,2022.
[6]°ІТ«»Ф,ёЯІ©,ВнБъ,өИ.і¬ҙу№жёсTA15оСәПҪр°фІД¶НФм№ӨТХСРҫҝ[J].оС№ӨТөҪшХ№Ј¬2013Ј¬30(5):22-25.
An Y H, Gao B, Ma L, et al. Research on forging process of super large-sized TA15 titanium alloy bars[J]. Titanium Industry Progress,2013,30(5):22-25.
[7]Brun MЈ¬Anoshkin NЈ¬Shakhanova G. Physical processesand re-gimes of thermomechanical processing controlling development of regulated structure in the a+β titanium alloys[J]. Material Sci-ence and Engineering: AЈ¬1998Ј¬243(1/2):77-81.
[8]СоёХ.ҙуРНоСәПҪрәҪҝХҪб№№јю¶НФмДЈҫЯЙијЖУл№ӨТХСРҫҝ[J].ИИјУ№Ө№ӨТХЈ¬2015Ј¬44(13):137-143.
Yang G. Forging die design and technology research of large titani-um alloy aerospace structure parts[J]. Hot Working Technology,2015Ј¬44(13):137-143.
[9]ЧуКйЕфЈ¬ЛпЦҫі¬Ј¬СоәПЈ¬өИ.TA15оСәПҪрҙуРНёҙФУХыМе№№јюФӨ¶НіЙРООў№ЫЧйЦҜСЭ»ҜСРҫҝ[J].ПЎУРҪрКфІДБПУл№ӨіМЈ¬2012,41(3):413-419.
Zuo S P, Sun Z C, Yang H, et al. Research on microstructure evolution in preforming of large complex integral component of TA15 titanium alloy[J]. Rare Metal Materials and Engineering,2012,41(3):413-419.
[10]НхәЈРВЈ¬ЛпЕфЕфЈ¬НтЧФУА.TA15оСәПҪр¶НФм№эіМөДИэО¬УРПЮФӘДЈДв[J].ИИјУ№Ө№ӨТХЈ¬2019Ј¬48(7):181-187.
Wang H X, Sun P P, Wan Z Y. Three-dimensional finite ele-ment simulation of forging process of TA15 titanium alloy[J].Hot Working Technology,2019,48(7):181-187.
[11]К©ЛЙ.оСәПҪрұнГжУГёҙәПІЈБ§ІјөДЦЖұёј°РФДЬСРҫҝ[D].Одәә:»ӘЦРҝЖјјҙуС§Ј¬2017.
Shi S. Preparation and Properties of Composite Glass Cloth for Ti-tanium Alloy Surface[D]. Wuhan: Huazhong University of Sci-ence and TechnologyЈ¬2017.
[12]GJB 2744A-2019Ј¬әҪҝХУГоСәПҪрј°ЧФУЙ¶НјюәНДЈ¶Нјю№ж·¶[S].
GJB 2744A-2019, Specification for titanium and titanium alloy free forgings and die forgings for aerospace[S].
ЈЁЧўЈ¬ФӯОДұкМвЈәTA15оСәПҪрёҙФУҙ«БҰҪб№№јюДЈ¶НіЙРОИу»¬УЕ»Ҝ_ҪвСуЈ©
tagұкЗ©:TA15оСәПҪр,Т»»рДЈ¶Н,ҙ«БҰ№№јю