



ЈҐ≤Љ»’∆Џ£Ї2026-5-19 9:43:06
“э—‘
о—Їѕљр∆Њљи∆дљѕµЌµƒ√№ґ»”лљѕЄяµƒ«њґ»£ђ±нѕ÷≥ц”≈“мµƒ±»«њґ»”л±»Є’ґ»£ђ“—≥…ќ™Їљњ’є§“µ÷–єЎЉь≥–Ѕ¶≤њЉюµƒ÷Ў“™≤ƒЅѕ[1][2]°£TC4„чќ™µд–Ќо—Їѕљр£ђЋд»ї„џЇѕ–‘ƒ№Ќї≥ц£ђµЂ‘Џ≥£єжѕ≥ѕчєэ≥ћ÷–£ђ”…”Џ∆дµЉ»»–‘≤о°Ґїѓ—І«„ЇЌЅ¶Єя£ђ“„µЉ÷¬«–ѕчЅ¶‘ціу°Ґќ¬ґ»…эЄя°ҐµґЊяƒ•ЋрњмЉ∞±н√ж÷ Ѕњ≤оµ»“їѕµЅ–є§“’ƒ—ћв£ђ—ѕ÷Ў÷∆‘ЉЅЋЉ”є§–І¬ ”лЅгЉю±н√ж÷ Ѕњ[3-5]°£
іуЅњ—–Њњ±н√ч£ђ≥ђ…щ’сґѓјы”√∆д‘Ћґѓ—ІћЎ–‘љЂ≥£єжЅђ–шѕ≥ѕчєэ≥ћ±д≥…ґѕ–шµƒѕ≥ѕчєэ≥ћ£ђґ‘«–ѕчЅ¶°ҐµґЊя ў√ь°ҐЉ”є§÷ Ѕњµ»Јљ√жµƒћб…э”–„≈√чѕ‘–Ієы:CHENµ»[6] є”√‘≤ї°ѕ≥µґґ‘TC4о—Їѕљрљш––ЅЋ≥£єжѕ≥ѕчЇЌ„Ёѕт≥ђ…щ’сґѓѕ≥ѕч ‘—й£ђЈҐѕ÷‘ЏµЌЋў°Ґіу«–њнЇЌіу√њ≥ЁљшЄшЅњћхЉюѕ¬£ђ≥ђ…щ’сґѓѕ≥ѕчµƒ÷ч«–ѕчЅ¶”л≥£єжѕ≥ѕчѕа±»ѕ‘÷шљµµЌ£ђ«–ѕчЅ¶ЋжµґЊяƒ•ЋрЉ”Њзґш‘ц≥§µƒЋўґ»“≤Єьќ™їЇ¬э°£BAIµ»[7]ґ‘„Ёѕт≥ђ…щ’сґѓѕ≥ѕчЇуTC4о—ЇѕљрЉ”є§±н√жЇЌ«––Љµƒѕ‘ќҐ„й÷ѓљш––Ј÷ќц£ђ≤ҐЌ®єэ≤вЅњѕ‘ќҐ”≤ґ»љш––Є®÷ъ—й÷§£ђ÷§√чЅЋ“э»л≥ђ…щ’сґѓњ… єЉ”є§±н√жЇЌ«––Љµƒ∆љЊщЊІЅ£≥яіз‘ціу£ђ≥яізЈ÷≤ЉЄьЊщ‘»£ђЉх«б±н√жЋр…Ћ≥ћґ»£ђћб…эє§Љюµƒ±н√ж÷ Ѕњ°£љ™–ЋЄ’µ»[8]—–Њњ÷Є≥ц£ђ≤…”√ќҐґџїѓµґЊяµƒЌ÷‘≤≥ђ…щ±°«–«њїѓє§“’ƒ№”––І‘цЉ”о—Їѕљр±н√ж«њїѓ≤гЇсґ»°£Њ≠ЋбѕіЇу£ђЄ√є§“’»‘њ…±£ЅфљѕЇсµƒЋ№–‘±д–ќ≤г”лљѕіуµƒ±н√ж≤–”а—є”¶Ѕ¶£ђ≤Ґ є∆£јЌ‘і”…±н√ж„™“∆÷Ѕ—«±н√ж£ђі”ґш є∆£јЌ ў√ь„оіућб…э10.7±ґ°£јо”с«њµ»[9]Ќ®єэ ‘—й—й÷§ЅЋЌ÷‘≤≥ђ…щ’сґѓѕ≥ѕчґ‘±н√ж÷ ЅњµƒЄƒ…∆„ч”√°£љбєы±н√ч£ђЌ÷‘≤≥ђ…щ’сґѓњ…ќ»ґ®љµµЌ±н√жі÷≤Џґ»÷µ£ђ∆д–ќ≥…µƒ÷¬√№ќ∆јн є±н√жЈеє»Ј÷≤ЉЄьќ™Њщ‘»£ђЌђ ±љЂЅђ–ш«–ѕч„™±дќ™¬ц≥е«–ѕч£ђЉх–°µ•≥Ё«–ѕчЇсґ»°£≈£”Ѓµ»»Ћ[10]Ќ®єэ„Ё≈§≥ђ…щ’сґѓѕ≥ѕч”л≥£єжѕ≥ѕчµƒґ‘±» ‘—й£ђ—–ЊњЅЋЄ√є§“’ґ‘ TC4о—ЇѕљрЉ”є§–Ієыµƒ”∞ѕм£ђЈҐѕ÷ѕаґ‘”Џ≥£єжѕ≥ѕчє§“’£ђ„Ё≈§≥ђ…щ’сґѓѕ≥ѕчє§“’њ… є∆љЊщ«–ѕчЅ¶ѕ¬љµ‘Љ 16.3%°Ґ«–ѕчќ¬ґ»љµµЌ‘Љ 25.6%£ђ±н√ж≤–”а”¶Ѕ¶÷µ‘ціу‘Љ31.3%£ђЄƒ…∆ЅЋєЎЉьЉ”є§÷Є±к≤Ґ µѕ÷ЅЋ—є”¶Ѕ¶÷∆‘м°£іЋЌв£ђ’≈њ°љ№µ»[11]ћб≥цЅЋ“ї÷÷’сЈщ±»ЇЌѕаќї≤оњ…µчµƒ„ЁЌд≥ђ…щ’сґѓѕ≥ѕчЉ”є§ЈљЈ®£ђ≤ҐЊЁіЋљш––ЅЋ TC4о—ЇѕљрќҐѕ≥ѕч ‘—й°£љбєыѕ‘ Њ£ђ‘ЏµґЊя…ѕ ©Љ”„ЁЌд≥ђ…щ’сґѓƒ№”––І”≈їѓ«–ѕч„іћђ≤Ґћб…э±н√ж÷ Ѕњ°£
≥ђ…щ’сґѓ∞і’сґѓƒ£ љ≤їЌђњ…Ј÷ќ™÷бѕт°ҐЌд«ъЉ∞≈§„™µ»їщ±Њƒ£ љ“‘Љ∞”…їщ±Њ–ќ љµюЉ”ґш≥…µƒЄіЇѕƒ£ љ°£„Ё≈§ЄіЇѕ≥ђ…щ’сґѓѕ≥ѕч‘Џ±£≥÷”л≥£єжѕ≥ѕчѕаЌђљшЄш”л–э„™‘ЋґѓµƒЌђ ±£ђїєµюЉ”ЅЋ÷бѕт”л≈§„™ЈљѕтµƒЄя∆µќҐЈщ’сґѓ°£ѕаљѕ”Џїщ±Њƒ£ љµƒ≥ђ…щ’сґѓ£ђЄіЇѕ’сґѓƒ£ љ‘Џ”≈їѓЉ”є§ѕµЌ≥ґѓћђћЎ–‘Јљ√ж’єѕ÷≥цЄьѕ‘÷шµƒ”≈ ∆°£Rinckµ»»Ћ[12]ґ‘±»„ЁѕтЇЌ„Ё≈§ЄіЇѕ≥ђ…щ’сґѓѕ≥ѕчTC4µƒ«–ѕчЅ¶°ҐµґЊя ў√ьЇЌ±н√ж÷ Ѕњ£ђЈҐѕ÷≥ђ…щ’сґѓµƒ“э»лƒ№єї√чѕ‘љµµЌѕ≥ѕч ±µƒ«–ѕчЅ¶£ђ—”≥§µґЊя ў√ь£ђ≤Ґћб…эЉ”є§±н√ж÷ Ѕњ°£«“„Ё≈§ЄіЇѕ’сґѓ‘ЏЉ”є§–Ієы…ѕ”≈”Џ„Ёѕт’сґѓ:”лљц ©Љ”„Ёѕт’сґѓѕа±»£ђ„Ё≈§ЄіЇѕ’сґѓ≤їљц‘Џ∆дїщі°…ѕљµµЌЅЋ 12.7%µƒ«–ѕчЅ¶£ђїє є±н√жі÷≤Џґ»љш“ї≤љЉх…ўЅЋ30nm°£÷£ў©µ»»Ћ[13]‘Џє§“µїъ∆ч»Ћ…ѕ“≤”¶”√ЅЋ„Ёѕт≥ђ…щ’сґѓ”л„Ё≈§ЄіЇѕ≥ђ…щ’сґѓЉ”є§ЉЉ х£ђЈҐѕ÷„Ё≈§ЄіЇѕ≥ђ…щ’сґѓѕ≥ѕч ±£ђє§“’ќ»ґ®«ш”тљѕ„Ёѕт≥ђ…щ’сґѓѕ≥ѕчј©іуЅЋ46.7%£ђЄч÷÷є§њцѕ¬µƒ«–ѕчЅ¶∆љЊщѕ¬љµ24.7%£ђ±н√浴ЇџµƒЄяґ»≤ољµµЌ48.7%°£
±ЊќƒЊџљє”Џµд–Ќƒ—Љ”є§≤ƒЅѕTC4о—Їѕљр£ђјы”√„Ё≈§≥ђ…щ’сґѓЉ”є§ЉЉ хЄƒ…∆∆д≤аѕ≥ѕчЉ”є§÷ Ѕњ°£ „ѕ»£ђЌ®єэ‘Ћґѓ—Іљ®ƒ£”лЈ¬’ж£ђ—–Њњ„Ё≈§≥ђ…щ’сґѓѕ≥ѕч ±µґЉвµƒ‘ЋґѓємЉ£°£∆діќ£ђњ™’є„Ё≈§≥ђ…щ’сґѓ≤аѕ≥ѕчє§“’ ‘—й£ђ”л≥£єж≤аѕ≥ѕчљш––ґ‘±»£ђѕµЌ≥Ј÷ќц≥ђ…щ’сЈщґ‘«–ѕчЅ¶°Ґ±н√ж–ќ√≤°Ґ±н√жі÷≤Џґ»Љ∞±н√ж≤–”а”¶Ѕ¶µƒ”∞ѕм°£љбєы±н√ч£ђ‘Џ“їґ®ЈґќІƒЏµчљЏ≥ђ…щ’сЈщ£ђњ… є„Ё≈§≥ђ…щ’сґѓ≤аѕ≥ѕчїсµ√љѕ”≈µƒЉ”є§–‘ƒ№°£
1°Ґ„Ё≈§≥ђ…щ’сґѓѕ≥ѕч‘Ћґѓ—ІЈ÷ќц
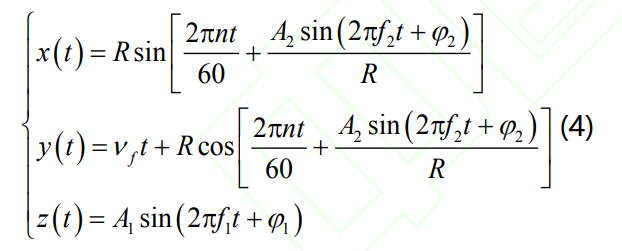
„Ё≈§≥ђ…щ’сґѓѕ≥ѕч‘Џ≥£єжѕ≥ѕчїщі°…ѕ£ђЌ®єэ≥ђ…щ’сґѓѕµЌ≥‘ЏµґЊя‘≤÷№ЈљѕтЇЌ÷бѕтЈљѕт…ѕµюЉ”÷№∆Џ–‘µƒЄя∆µЉт–≥‘Ћґѓ£ђ єµ√µґЊя‘ЋґѓємЉ£ЈҐ…ъЄƒ±д£ђµґЊяЇу–ш‘ЋґѓємЉ£”лѕ»«∞«–ѕч«ш”т≤њЈ÷÷ЎЇѕ£ђі”ґш µѕ÷µґЊя”лє§ЉюµƒЉд–™ љЈ÷јл°£»зЌЉ1Ћщ Њ£ђќ™ЅњїѓЈ÷ќцµґЊяємЉ£µƒњ’ЉдћЎ’ч£ђ“‘≥х Љ ±њћЅҐѕ≥µґµ„ґЋ∆љ√жµƒїЎ„™÷––ƒќ™‘≠µг O£ђЊґѕтЈљѕт°ҐљшЄшЈљѕт°ҐµґЊя÷бѕяЈљѕтќ™ X°Ґ Y°Ґ ZЈљѕт£ђљ®ЅҐ O-XYZ÷±љ«„ш±кѕµ£ђ≤Ґ—°»°ЅҐѕ≥µґµґЉв Pµг„чќ™—–Њњґ‘ѕуљш––‘ЋґѓємЉ£Ј÷ќц°£
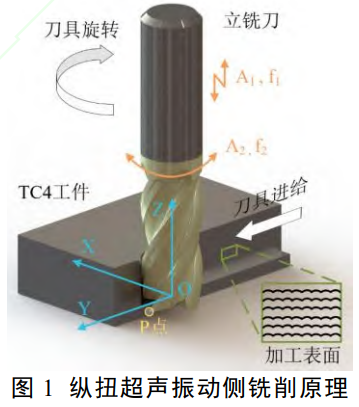
≥£єжѕ≥ѕчєэ≥ћ÷–£ђµґЊяЋжїъі≤÷ч÷б»∆ Z÷б–э„™‘ЋґѓµƒЌђ ±—ЎY÷бљшЄш£ђPµгµƒємЉ£Јљ≥ћњ…±н Њќ™:
љ÷–£ђ n «ѕ≥µґ„™Ћў£ђ v f «ѕ≥µґљшЄшЋўґ»£ђ R «ѕ≥µґ∞лЊґ°£
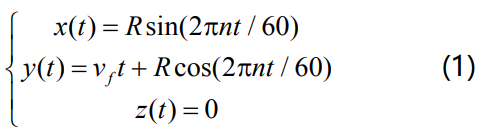
їщ”Џ„Ё≈§≥ђ…щ’сґѓћЎ–‘£ђµґЉв Pµг‘Џ ZЈљѕт…ѕµƒ‘ЋґѓємЉ£љц №„Ёѕт≥ђ…щ’сґѓ”∞ѕм£ђ∆д±ніп љќ™:

љ÷–, A 1 «„Ёѕт≥ђ…щ’сґѓµƒ’сЈщ, f 1 «„Ёѕт≥ђ…щ’сґѓµƒ∆µ¬ £ђ φ 1 «„Ёѕт≥ђ…щ’сґѓµƒ≥х Љѕаќї°£
ЌЉ2ќ™„Ё≈§≥ђ…щ’сґѓѕ≥ѕчЈ«љшЄш„іћђ ±£ђµґЉвPµг‘Џ XOY∆љ√ж…ѕµƒ‘ЋґѓємЉ£,Є√∆љ√жƒЏ„Ё≈§≥ђ…щ’сґѓѕ≥ѕчµƒ‘Ћґѓњ…µ»–ІЈ÷љвќ™Ѕљ≤њЈ÷:“ї «µґЊя»∆÷ч÷бµƒ≥£єж–э„™‘Ћґѓ£ђґю «≥ђ…щ’сґѓѕµЌ≥“э∆рµƒ÷№ѕтЉт–≥≈§„™’сґѓ[14]°£Љў…赴Љв Pµг„‘≥х Љќї÷√ Aµг∆р£ђ—ЎЋ≥ ±’лЈљѕт“‘љ«Ћўґ» ω„™ґѓ£ђЊ≠єэ ±Љд tµљіпBµг°£∞йЋжµґЊяµƒ–э„™£ђ∆д«–ѕч»–їє≤ъ…ъЅЋ«–ѕтµƒЉт–≥’сґѓ£ђ„о÷’Њ≠Їѕ≥…‘ЋґѓЇу£ђµґЉв P µЉ ‘Ћґѓµљ Cµг£ђ∆д„ш±к±ніп љќ™:
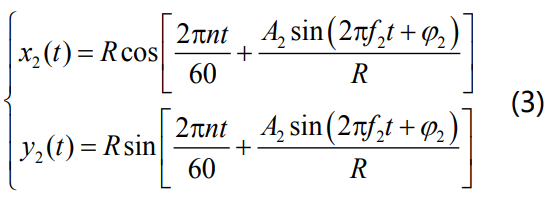
љ÷–£ђ A 2 «≈§„™≥ђ…щ’сґѓµƒ’сЈщ£ђ f 2 «≈§„™≥ђ…щ’сґѓµƒ∆µ¬ £ђ φ 2 «≈§„™≥ђ…щ’сґѓµƒ≥х Љѕаќї°£
„џ…ѕЈ÷ќц£ђїщ”Џ‘ЋґѓЇѕ≥…‘≠јн£ђњ…µ√µљ„Ё≈§≥ђ…щ’сґѓѕ≥ѕч ±µґЉвPµгµƒ‘ЋґѓємЉ£ќ™:
љбЇѕ…ѕ љ(1)(4)µƒ‘ЋґѓємЉ£Јљ≥ћ,јы”√ MATLAB»нЉюїж÷∆µƒ≥£єжѕ≥ѕчЇЌ„Ё≈§≥ђ…щ’сґѓѕ≥ѕчµґЉв‘ЋґѓємЉ£»зЌЉ 3Ћщ Њ£ђЄчЈ¬’ж≤ќ эЉы±н 1°£”…”Џ ‘—й—°”√µƒ≥ђ…щ’сґѓѕµЌ≥ќ™µ•Љ§јш«эґѓ£ђ‘ЋґѓємЉ£Јљ≥ћ÷–„Ёѕт≥ђ…щ’сґѓ”л≈§„™≥ђ…щ’сґѓµƒ∆µ¬ °Ґ≥х Љѕаќї“ї÷¬£ђ„Ё≈§ѕаќї≤оќ™Ѕг£ђЉі f 1 = f 2 = f°Ґφ 1 = φ 2 °£
±н1 „Ё≈§≥ђ…щ’сґѓѕ≥ѕчµґЉвємЉ£Ј¬’ж≤ќ э…и÷√
| Ј¬’ж≤ќ э | ≤ќ э÷µ |
| µґЊя∞лЊґR(mm) | 5 |
| ÷ч÷б„™Ћўn(r/min) | 600 |
| √њ≥ЁљшЄшЅњf(mm/z) | 0.05 |
| ≥ђ…щ∆µ¬ f(kHz) | 19.2 |
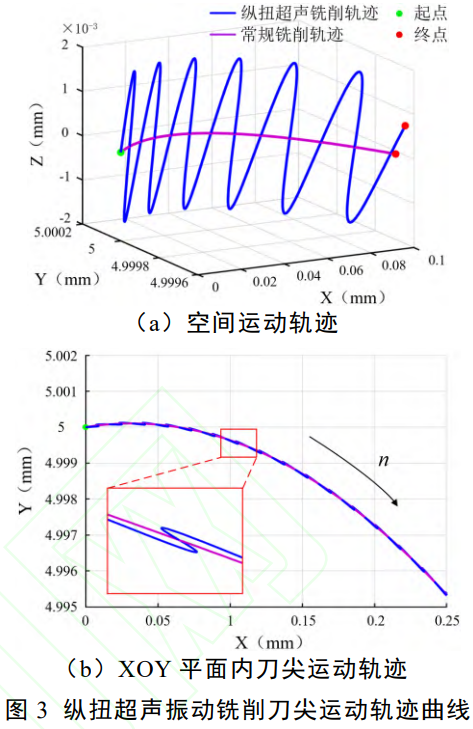
»зЌЉ 3Ћщ Њ£ђ„Ё≈§≥ђ…щ’сґѓѕ≥ѕч ±µґЉв‘ЋґѓємЉ£±нѕ÷ќ™њ’Љд»эќђ«ъѕя£ђґш≥£єжѕ≥ѕчємЉ£‘т «Њ÷ѕё”ЏXOY∆љ√жƒЏµƒґюќђ«ъѕя°£”…”ЏЈ¬’жЋщ…и÷ч÷б„™ЋўµЌ”Џ≈§„™’сЈщґ‘”¶µƒЅўљз„™Ћў,ЉіµґЊяњ… µѕ÷÷№∆Џ–‘їЎ„™µƒ„оіу„™Ћў n c = 60f 2 A 2 /R£ђµґЊя‘Џ≈§„™Јљѕт…ѕƒ№”лє§ЉюЈҐ…ъ÷№∆Џ–‘Ј÷јл°£іЋЌв£ђµґЊя‘Џ Z÷бЈљѕтµƒЄя∆µќҐЈщ’сґѓ£ђ єµ√µґ-ЉюЈ÷јлµƒЉЂѕёЋўґ»Єя”Џµ•“ї≈§„™’сґѓµƒЅўљзЋўґ»°£’в“вќґ„≈Љі є÷ч÷б„™Ћў≥ђєэЄ√Ѕўљз÷µ£ђµґЊя”лє§Љю÷ЃЉд»‘њ…ƒ№≤ъ…ъЉд–™ љЈ÷јл°£’в÷÷Ј÷јл–І”¶ є„Ё≈§≥ђ…щ’сґѓѕ≥ѕчі”≥£єжѕ≥ѕчµƒЅђ–ш«–ѕч„™±дќ™Єя∆µґѕ–ш«–ѕч£ђ”––ІЉх…ўЅЋЊї«–ѕч ±Љд£ђЌђ ±„Ё≈§≥ђ…щ’сґѓћЎ”–µƒ‘ЋґѓємЉ£їєґ‘є§Љю±н√ж≤ъ…ъЅЋЉд–™–‘µƒ≥еїчЇЌмў—є„ч”√°£
2°Ґ ‘—йћхЉю”л ‘—йЈљ∞Є
2.1 ‘—й∆љћ®іољ®
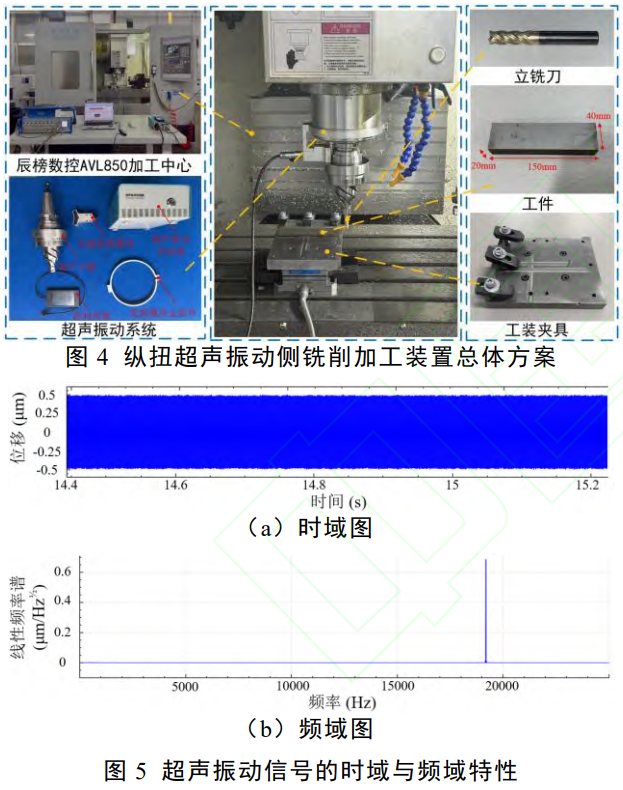
ќ™њЉ≤м„Ё≈§≥ђ…щ’сґѓЉ”є§ЉЉ х”¶”√”ЏTC4о—Їѕљр≤аѕ≥ѕч ±µƒ µЉ –‘ƒ№£ђ…иЉ∆іољ®ЅЋ»зЌЉ4Ћщ Њµƒ ‘—й∆љћ®°£Є√∆љћ®”…їъі≤°ҐµґЊя°Ґ≥ђ…щ’сґѓѕµЌ≥°Ґє§„∞Љ–ЊяЇЌє§Љю„й≥…°£їъі≤≤…”√≥љ∞с эњЎAVL850Љ”є§÷––ƒ°£µґЊя≤…”√Ћƒ»–”≤÷ ЇѕљрЅҐѕ≥µґ£ђµґЊя÷±Њґќ™10mm£ђ»–≥§30mm£ђ„№≥§75mm°£≥ђ…щ’сґѓѕµЌ≥”… µ—й “„‘––—–÷∆£ђ÷ч“™∞ьј®≥ђ…щ«эґѓњЎ÷∆∆ч°ҐіЂ д„∞÷√°Ґ≥ђ…щїїƒ№∆чЉ∞±дЈщЄЋЋƒ≤њЈ÷°£ ‘—йєэ≥ћ÷–£ђ≥ђ…щ«эґѓњЎ÷∆∆чЈҐ≥цµƒ≥ђ…щ∆µµз–≈Ї≈Њ≠µзі≈ЈҐ…дƒ£њй“‘µзі≈≤®µƒ–ќ љіЂ д÷Ѕ≥ђ…щµґ±ъƒЏ≤њµƒїїƒ№∆ч£ђ«эґѓ∆д≤ъ…ъ„Ёѕт≥ђ…щ’сґѓ£ђЄ√’сґѓЌ®єэ–±≤џ љ±дЈщЄЋ„™їїЇЌЈ≈іу£ђ≤ъ…ъ„Ё≈§ЄіЇѕ≥ђ…щ’сґѓ≤Ґ„о÷’іЂµЁ÷Ѕ”л±дЈщЄЋƒ©ґЋѕаЅђµƒµґЊя°£є§Љю≤…”√≥яізќ™150 mm40 mm20 mmµƒTC4о—Їѕљрњй£ђ∆дЌ®єэє§„∞Љ–Њя∞≤„∞”Џ≤вЅ¶Љ∆…ѕЈљ£ђ≤вЅ¶Љ∆‘тєћґ®‘ЏЉ”є§÷––ƒє§„чћ®…ѕ£ђњ…≤…Љѓ ‘—йєэ≥ћ÷–µƒ«–ѕчЅ¶ эЊЁ°£
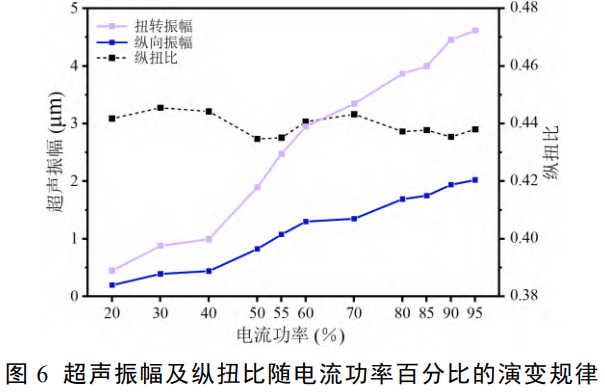
‘—йњ™ Љ«∞їє–иґ‘≥ђ…щ’сґѓѕµЌ≥µƒєЎЉь≤ќ эљш––±кґ®°£»зЌЉ5ЇЌЌЉ6Ћщ Њ£ђ≤вµ√≥ђ…щ∆µ¬ ќ™19.2 kHz£ђ«“‘Џ—–Њњ≤ќ эЈґќІƒЏ£ђ„Ё≈§±»„чќ™≥ђ…щ’сґѓѕµЌ≥єћ”– ф–‘ Љ÷’±£≥÷‘Џ0.44:1„у”“£ђ“тіЋѕ¬ќƒ÷–µƒ≥ђ…щ’сЈщЊщ÷Є≈§’с’сЈщ°£
2.2 ‘—йЈљ∞Є…иЉ∆
“‘≥ђ…щ’сЈщќ™„‘±дЅњљш––µ•“тЋЎ ‘—й£ђ≤ќ э—°»°ЈґќІЄщЊЁѕ≥ѕчЊ≠—йЇЌ≥ђ…щ’сґѓѕµЌ≥µƒ д≥ц≤ќ э»Јґ®£ђ÷ч÷б„™Ћў°Ґ√њ≥ЁљшЄшЅњ°Ґ«–ѕчњнґ»ЇЌ«–ѕч…оґ»ќ™єћґ®÷µ£ђЊяће э÷µ»з±н2ЇЌ±н3Ћщ Њ°£ ‘—й≤…”√≤аѕ≥-Ћ≥ѕ≥µƒѕ≥ѕчЈљ љ£ђќ™±№√⵴±ъ≤їЌђ°Ґє§Љю≤ƒЅѕ±д÷ ≤г°Ґє§ЉюЇкєџЉЄЇќќу≤оµ»“тЋЎґ‘ ‘—йљбєыµƒ«±‘ЏЄ…»≈£ђЅљ÷÷Љ”є§є§“’ґЉ є”√≥ђ…щµґ±ъЉ”є§£ђЌ®єэњЎ÷∆≥ђ…щ«эґѓњЎ÷∆∆чњ™єЎ µѕ÷„Ё≈§≥ђ…щ’сґѓ≤аѕ≥ѕчЇЌ≥£єж≤аѕ≥ѕч°£«“Ћщ”–іэЉ”є§ ‘—щ±н√жґЉ–и“™Ќ®єэ“їµјѕ≥ѕчє§–ті¶јн÷ЅЈыЇѕ„о÷’ ‘—й±к„Љµƒ±н√ж„іћђ£ђ√њ„鵕“тЋЎ ‘—й‘Џ“їіќ„яµґ÷–Ќк≥…°£
±н2 ‘—йЉ”є§≤ќ э…и÷√
| ѕ≥ѕч≤ќ э | ≤ќ э÷µ |
| ÷ч÷б„™Ћўn(r/min) | 600 |
| √њ≥ЁљшЄшЅњf(mm/z) | 0.05 |
| «–ѕч…оґ»a_{p}(mm) | 4 |
| «–ѕчњнґ»a(mm) | 0.25 |
±н3 ‘—й≥ђ…щ≤ќ э…и÷√
| ≥ђ…щ≤ќ э | ≤ќ э÷µ |
| ≥ђ…щ’сЈщ4(μm) | 1°Ґ2°Ґ3°Ґ4 |
| ≥ђ…щ∆µ¬ f(kHz) | 19.2 |
2.3 ‘—йљбєы≤вЅњ
‘—йєџ≤в±н’чµƒљбєы∞ьј®ѕ≥ѕчєэ≥ћ÷–µƒ«–ѕчЅ¶“‘Љ∞Љ”є§Їує§Љюµƒ±н√ж–ќ√≤°Ґ±н√жі÷≤Џґ»ЇЌ±н√ж≤–”а”¶Ѕ¶°£«–ѕчЅ¶Ќ®єэ Kistler9527BґаЈ÷Ѕњ≤вЅ¶Љ∆≤вЅњ£ђњ…≤…ЉѓX°ҐY°ҐZ»эЄц’эљїЈ÷Ѕњµƒ«–ѕчЅ¶ эЊЁ°£≤вЅ¶Љ∆≤…—щ∆µ¬ ‘љЄя≤вµ√µƒ«–ѕчЅ¶‘љљ”љь’ж µ÷µ£ђ“тіЋљЂ≤…—щ∆µ¬ …иќ™„оЄяµƒ125kHz°£±н√ж–ќ√≤”…їщґч њ≥ђЊ∞…оѕ‘ќҐЊµіо≈д50xµƒ±ґЊµљш––≈ƒ…г°£±н√жі÷≤Џґ»÷µ“≤ є”√їщґч њљш––≤вЅњ£ђ≤вЅњЊЂґ»…иќ™ 0.2μm£ђ≤вЅњ ±њт—°Ќђ“ї«–…оµƒ3Єц≤їЌђќї÷√£ђґ‘≤вµ√µƒ±н√жі÷≤Џґ»÷µ»°∆љЊщ„чќ™Є√≤ќ эµƒ ‘—йљбєы°£Љ”є§±н√жµƒ≤–”а”¶Ѕ¶”…PROTOЅҐ љX-…дѕя—№…д“«—ЎљшЄшЈљѕт≤вµ√£ђ√њ„й≤ќ э≤вЅњ3Єц—щ±Њµг£ђ»°∆љЊщ÷µ„чќ™ ‘—йљбєы°£
3°Ґ ‘—йљбєы”лЈ÷ќц
3.1«–ѕчЅ¶Ј÷ќц
љбЇѕЌЉ1”лЌЉ4Ћщ Њµƒ≤аѕ≥Љ”є§Јљ љЇЌµґЊя„Ћћђњ…÷™:X÷б’эЈљѕтќ™µґЊяЊґѕт«–»лЈљѕт£ђY÷б’эЈљѕтќ™µґЊяљшЄшЈљѕт£ђZ÷б’эЈљѕтќ™µґЊя÷бѕя…ѕ‘ґјлє§ЉюµƒЈљѕт£ђ“тіЋ≤аѕ≥ѕчЊґѕт«–ѕчЅ¶”л÷бѕт«–ѕчЅ¶Ј÷±рґ‘”¶X÷б’эЈљѕт”лZ÷бЄЇЈљѕтµƒ«–ѕчЈ÷Ѕ¶°£
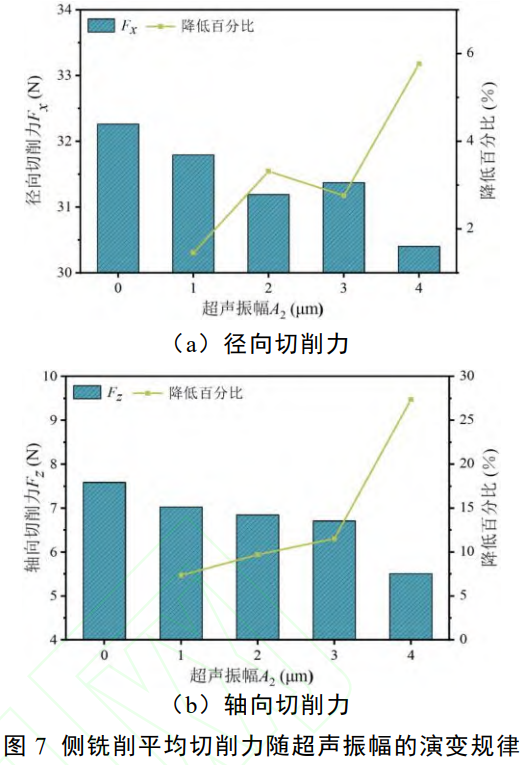
ЌЉ7 «≤аѕ≥ѕчЊґѕт«–ѕчЅ¶Љ∞÷бѕт«–ѕчЅ¶Ћж≥ђ…щ’сЈщµƒ—Ё±дєж¬…°£љбєы±н√ч£ђ„Ё≈§≥ђ…щ’сґѓ≤аѕ≥ѕчµƒЊґѕт«–ѕчЅ¶ЇЌ÷бѕт«–ѕчЅ¶∆љЊщ÷µЊщ Љ÷’µЌ”Џ≥£єж≤аѕ≥ѕч(A2=0μm)£ђЋж„≈≥ђ…щ’сЈщµƒ‘ціу£ђ…ѕ цЅљЄцЈљѕтµƒ∆љЊщ«–ѕчЅ¶≥÷–шѕ¬љµ£ђ«“∆дЉх–°Ћўґ»≥ µЁ‘ц«ч ∆°£ѕаЌђ«–ѕч≤ќ эћхЉюѕ¬£ђ≥£єж≤аѕ≥ѕчµƒЊґѕт«–ѕчЅ¶ЇЌ÷бѕт«–ѕчЅ¶Ј÷±рќ™32.26NЇЌ7.59N£ђґш≥ђ…щ’сЈщќ™4μm ±£ђ„Ё≈§≥ђ…щ’сґѓ≤аѕ≥ѕчµƒЊґѕт«–ѕчЅ¶ЇЌ÷бѕт«–ѕчЅ¶∆љЊщ÷µіпµљ„оµЌ÷µ£ђЈ÷±рќ™30.4NЇЌ5.51 N,љѕ≥£єж≤аѕ≥ѕч«–ѕчЅ¶µƒљµЈщќ™5.77%ЇЌ27.37%°£Ј÷ќц…ѕ цљбєы≤ъ…ъµƒ‘≠“т£ђ’в «”…”ЏЋж„≈’сЈщµƒ‘ціу£ђ„Ё≈§≥ђ…щ’сґѓµƒЉд–™ љЈ÷јлћЎ–‘‘љЈҐѕ‘÷ш°£“їЈљ√ж“э∆р≤аѕ≥ѕч µЉ «–ѕч≤ќ эЈҐ…ъ÷№∆Џ–‘Єƒ±д£ђµґ–ЉЉдµƒƒ¶≤Ѕ„іћђ‘Џ’в“їґѓћђєэ≥ћ÷–”…Ћ≤ ±Њ≤ƒ¶≤ЅЅ¶„™±дќ™Ћ≤ ±ґѓƒ¶≤ЅЅ¶£ђі”ґшљµµЌЅЋ«–ѕчЅ¶[15]£ђЅн“їЈљ√浴Њя-є§Љю°ҐµґЊя-«––ЉЉдЈҐ…ъґѕ–шЈ÷јл£ђ єµ√µґЊя…Ґ»» ±Љд‘цЉ”£ђµґЊяƒ•ЋрЉх–°£ђ”–÷ъ”Џљш“ї≤љљµµЌ«–ѕчЅ¶°£
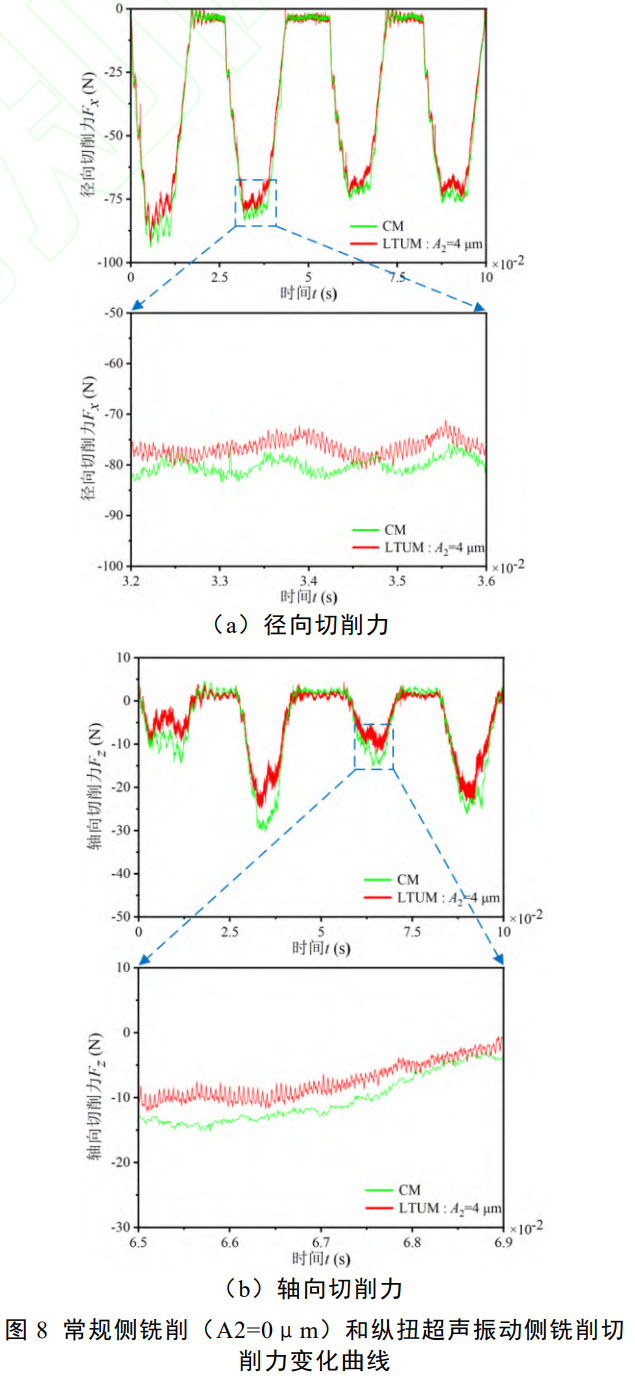
ЌЉ8 «Ѕљ÷÷є§“’ЈљЈ®ћхЉюѕ¬µґЊя‘Џ“їЄцЌк’ыїЎ„™÷№∆ЏƒЏЊґѕт«–ѕчЅ¶ЇЌ÷бѕт«–ѕчЅ¶µƒ±дїѓ«ъѕя°£ЄщЊЁЌЉ8њ…“‘њі≥ц£ђ”…”Џ«–ѕчЅ¶Јљѕт”л≤вЅ¶Љ∆µƒ’эЈљѕтѕаЈі£ђЊґѕт«–ѕчЅ¶ЇЌ÷бѕт«–ѕчЅ¶µƒ«–ѕчЅ¶«ъѕяіу≤њЈ÷ќї”Џy÷бЄЇ∞л÷б£ђ“тіЋћ÷¬џЈ÷ќц ±÷їєЎ„Ґ«–ѕчЅ¶µƒ ±”т–ќ„іћЎ’чЇЌЊшґ‘÷µіу–°°£”…”Џ„Ё≈§≥ђ…щ’сґѓ≤аѕ≥ѕчєэ≥ћ÷–£ђµґ-Љю°Ґµґ-–ЉЉдЈҐ…ъЄя∆µіќµƒЈ÷јлЇЌљ”і•£ђ„Ё≈§≥ђ…щ’сґѓ≤аѕ≥ѕчµƒ«–ѕчЅ¶ЈҐ…ъ”–єж¬…µƒ÷№∆Џ–‘≤®ґѓ£ђґш≥£єж≤аѕ≥ѕчµƒ«–ѕчЅ¶«ъѕя±нѕ÷ќ™≤їєж‘тµƒЋжїъ≤®ґѓ[16][17]£ђґ‘±»Ѕљ÷÷є§“’ЈљЈ®µƒ«–ѕчЅ¶«ъѕяїєЈҐѕ÷„Ё≈§≥ђ…щ’сґѓ≤аѕ≥ѕч«–ѕчЅ¶Је÷µЊшґ‘÷µ–°”Џ≥£єж≤аѕ≥ѕч°£
3.2±н√ж–ќ√≤ЇЌ±н√жі÷≤Џґ»Ј÷ќц
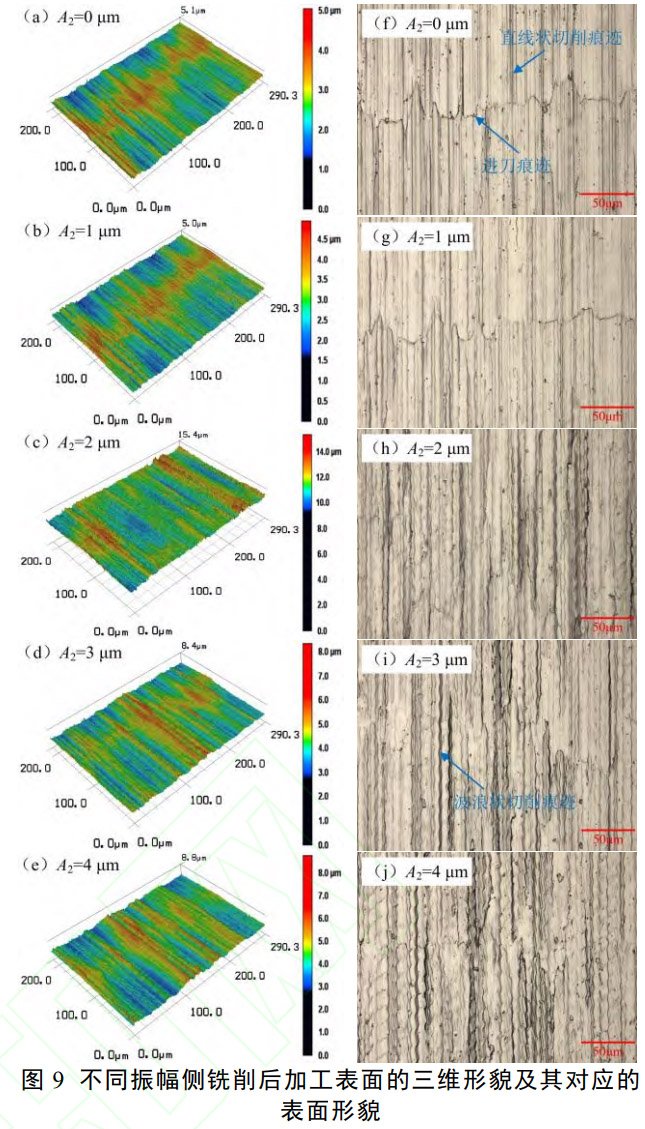
ЌЉ9ќ™≤їЌђ≥ђ…щ’сЈщ≤аѕ≥ѕчЇуЉ”є§±н√жµƒ»эќђ–ќ√≤Љ∞∆дґ‘”¶µƒ±н√ж–ќ√≤°£»зЌЉ9(a)ЇЌ(f)Ћщ Њ£ђ≥£єж≤аѕ≥ѕч( A 2 = 0μm)Їу£ђЉ”є§±н√ж…ѕ”–√чѕ‘µƒљшµґЇџЉ£ЇЌ÷±ѕя„і«–ѕчЇџЉ£°£і”ЌЉ9(b)~(e)ЇЌ7(g)~(j)њ…“‘њі≥ц£ђ №„Ё≈§≥ђ…щ’сґѓ„ч”√µƒ”∞ѕм£ђ«–ѕч»–µƒ‘ЋґѓємЉ£≥цѕ÷љї≤ж÷Ўµюµƒѕ÷ѕу£ђі”ґш‘ЏЉ”є§±н√ж…ѕ–ќ≥…ЅЋ—ЎљшЄшЈљѕт≤їґѕ—”…мµƒ≤®јЋ„іќҐєџќ∆јн£ђ«“Ћж„≈≥ђ…щ’сЈщ÷рљ•‘ціу£ђ≤®јЋ„іµƒќҐєџќ∆јн“≤”ъЈҐ√чѕ‘°£≥ђ…щ’сЈщA2=1μmµƒ„Ё≈§≥ђ…щ’сґѓ≤аѕ≥ѕч£ђ≥ђ…щ’сґѓ«–ѕчЇџЉ£≤ї√чѕ‘°£≥ђ…щ’сЈщ‘ціу÷ЅA=2μm ±£ђЋщїсµ√µƒ–ќ√≤÷ Ѕњ„оЇ√£ђЉ”є§±н√ж–ќ≥…єж‘тµƒЈеє»ћЎ’ч£ђ≤ҐЄ≤Є«ЅЋљшµґЇџЉ£°£µ±≥ђ…щ’сЈщЉћ–ш‘ціу£ђ A2=4μmµƒ„Ё≈§≥ђ…щ’сґѓ≤аѕ≥ѕчЉ”є§±н√ж–ќ≥…ЅЋ÷¬√№µЂ≤їєж‘тµƒ≤®јЋ„іќҐєџќ∆јн£ђЈеє»∆рЈьЉ”Њз°£
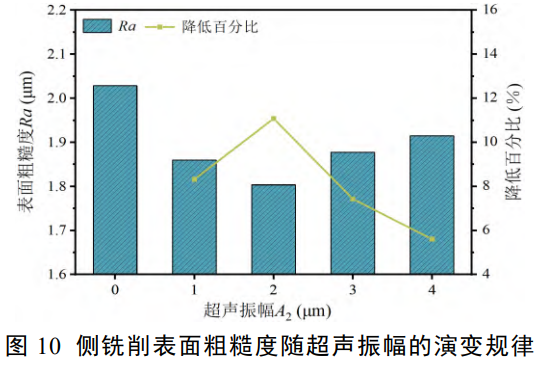
ЌЉ10 «≤аѕ≥ѕч±н√жі÷≤Џґ»Ћж≥ђ…щ’сЈщµƒ—Ё±дєж¬…°£љбєы±н√ч£ђ‘Џ±н√жі÷≤Џґ»Јљ√ж£ђ„Ё≈§≥ђ…щ’сґѓ≤аѕ≥ѕчљѕ≥£єж≤аѕ≥ѕч’єѕ÷≥цЄь”≈µƒ±нѕ÷°£Ћж„≈≥ђ…щ’сЈщµƒ‘цЉ”£ђ±н√жі÷≤Џґ»÷µ≥ ѕ÷ѕ»ѕ‘÷шљµµЌ£ђЇу÷р≤љ…эЄяµƒ±дїѓ«ч ∆°£≥£єж≤аѕ≥ѕч(A2=0μm)Љ”є§±н√жµƒ±н√жі÷≤Џґ»÷µќ™2.029μm°£µ±≥ђ…щ’сЈщA2=2μm ±£ђЉ”є§±н√жі÷≤Џґ»іпµљ„о”≈÷µ£ђ∆д÷µѕ¬љµ÷Ѕ1.804μm£ђљѕ≥£єжє§“’љµµЌЅЋ11.08%°£ЊЁ«∞√ж ‘—йЈ÷ќцљбєы£ђ ґ»‘ціу≥ђ…щ’сЈщ”–÷ъ”ЏЄƒ±дµґЊя-«––Љ÷ЃЉдµƒƒ¶≤Ѕ„іћђ£ђљµµЌ«–ѕчЅ¶£ђЌђ ±µюЉ”≥ђ…щ’сґѓњ…“‘ єЉ”є§±н√ж≤їєж‘тµƒ÷±ѕя«–ѕчЇџЉ£„™±д≥…ќ™єж‘тµƒ≤®ќ∆„іќҐєџќ∆јн£ђі”ґшЄƒ…∆±н√жЉ”є§÷ Ѕњ[14][18]°£≥ђ…щ’сЈщљш“ї≤љ‘цЉ” ±£ђєэіуµƒ≥ђ…щ’сЈщїб єµґЊяµƒ«–ѕч…оґ»“‘Љ∞’сґѓЋўґ»ЉЂ÷µ‘ціу£ђє§ЉюќҐ–°Љ”є§«ш”т≥– №µƒ’сґѓ≥еїч‘ціу£ђ≤ъ…ъ≤їєж‘тµґЇџ£ђµЉ÷¬±н√жµƒЈеє»∆рЈьЉ”Њз£ђЈіґш є±н√ж÷ Ѕњґсїѓ[19][20]°£
3.3≤–”а”¶Ѕ¶
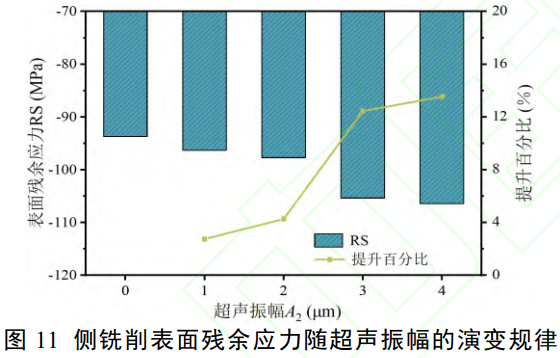
ЌЉ11ќ™≤аѕ≥ѕч±н√ж≤–”а”¶Ѕ¶Ћж≥ђ…щ’сЈщµƒ—Ё±дєж¬…°£‘Џ±Њќƒ ‘—й≤ќ эЈґќІƒЏ£ђ ‘—щЉ”є§±н√жЊщ±нѕ÷ќ™≤–”а—є”¶Ѕ¶£ђ«“≤–”а—є”¶Ѕ¶µƒіу–°Ћж≥ђ…щ’сЈщµƒ‘ціу≥ …ѕ…э«ч ∆°£‘м≥…іЋѕ÷ѕуµƒ÷ч“™‘≠“т «“їЈљ√ж≥ђ…щ’сЈщ‘ціу єµ√’Љњ’±»‘ціу£ђЊї«–ѕч ±ЉдЉх…ў£ђ”–÷ъ”ЏљµµЌ«–ѕчќ¬ґ»°£Ѕн“їЈљ√жЋж„≈≥ђ…щ’сЈщµƒ‘ціу£ђ≥ђ…щ’сґѓґ‘Љ”є§±н√жµƒ≥еїчЇЌмў—є„ч”√‘ц«њ°£Њяће эЊЁѕ‘ Њ£ђ≥£єж≤аѕ≥ѕч(A2=0μm)µƒ±н√ж≤–”а”¶Ѕ¶ќ™-93.69 MPa£ђґш≥ђ…щ„Ё≈§≥ђ…щ’сґѓ≤аѕ≥ѕчћхЉюѕ¬£ђ±н√ж≤–”а”¶Ѕ¶њ…іп-106.38MPa£ђљѕ≥£єжє§“’ћб…э‘Љ13.55%°£
4°Ґљб¬џ
(1)„Ё≈§≥ђ…щ’сґѓѕ≥ѕчЌ®єэµюЉ”÷№∆Џ–‘µƒЄя∆µЉт–≥‘Ћґѓ£ђ єµ√µґЊяі¶”ЏЄя∆µЌщЄіµƒ“«–ѕч-Ј÷јл-«–ѕч”„іћђ£ђѕаљѕ≥£єжѕ≥ѕч ±µґЊяµƒ‘ЋґѓємЉ£іж‘Џљѕіу≤о“м£ђ’в÷÷≤о“м єµ√„Ё≈§≥ђ…щ’сґѓ≤аѕ≥ѕчTC4о—Їѕљрµƒ«–ѕчЅ¶°Ґ±н√ж–ќ√≤°Ґ±н√жі÷≤Џґ»ЇЌ±н√ж≤–”а”¶Ѕ¶µ√µљЅЋЄƒ…∆°£
(2)Ќ®єэ≤їЌђ≥ђ…щ’сЈщ≤аѕ≥ѕч«–ѕчЅ¶µƒґ‘±» ‘—йЈҐѕ÷£ђ„Ё≈§≥ђ…щ’сґѓ≤аѕ≥ѕчµƒЊґѕт«–ѕчЅ¶ЇЌљшЄш«–ѕчЅ¶∆љЊщ÷µЊщ Љ÷’µЌ”Џ≥£єж≤аѕ≥ѕч(A2=0μm)°£Ћж„≈≥ђ…щ’сЈщµƒ‘ціу£ђ…ѕ цЅљЄцЈљѕтµƒ∆љЊщ«–ѕчЅ¶≥÷–шѕ¬љµ£ђ«“∆дЉх–°Ћўґ»≥ µЁ‘ц«ч ∆£ђљѕ≥£єж≤аѕ≥ѕч«–ѕчЅ¶„оіуњ…Ј÷±рљµµЌ5.77%ЇЌ27.37%°£і”«–ѕчЅ¶µƒ ±”т–ќ„іћЎ’чЇЌіу–°јіњі£ђ„Ё≈§≥ђ…щ’сґѓ≤аѕ≥ѕчµƒ«–ѕчЅ¶ЈҐ…ъ”–єж¬…µƒ÷№∆Џ–‘≤®ґѓ£ђґш≥£єж≤аѕ≥ѕчµƒ«–ѕчЅ¶«ъѕя±нѕ÷ќ™≤їєж‘тµƒЋжїъ≤®ґѓ£ђ«“„Ё≈§≥ђ…щ’сґѓ≤аѕ≥ѕч«–ѕчЅ¶Је÷µЊшґ‘÷µ–°”Џ≥£єж≤аѕ≥ѕч°£
(3)≥£єж≤аѕ≥ѕчЉ”є§±н√жƒ№єџ≤мµљ√чѕ‘µƒљшµґЇџЉ£ЇЌ÷±ѕя„і«–ѕчЇџЉ£Љ££ђґш„Ё≈§≥ђ…щ’сґѓ’сґѓњ…“‘ єЉ”є§±н√ж–ќ≥…≤®јЋ„іµƒќҐєџќ∆јн£ђ«“Ћж„≈≥ђ…щ’сЈщ‘ціу≤®јЋ„іµƒќҐєџќ∆јн”ъЈҐ√чѕ‘°£ “Ћµƒ≥ђ…щ’сЈщѕ¬£ђЄ√ќҐєџќ∆јн≥ ѕ÷≥цєж‘тµƒЈеє»ћЎ’ч£ђ≤ҐЄ≤Є«ЅЋљшµґЇџЉ££ђ≥ђ…щ’сЈщєэіу ±£ђ≤®јЋ„іќҐєџќ∆јн÷¬√№µЂ≤їєж‘т£ђЈеє»∆рЈьЉ”Њз°£
(4)Ќ®єэґ‘±н√жі÷≤Џґ»љш––Ј÷ќц£ђЈҐѕ÷„Ё≈§≥ђ…щ’сґѓ≤аѕ≥ѕчїсµ√µƒ±н√жі÷≤Џґ»”≈”Џ≥£єж≤аѕ≥ѕч(A=0μm)£ђ«“Ћж„≈≥ђ…щ’сЈщµƒ‘ціу±н√жі÷≤Џґ»÷µѕ»Љх–°Їу‘ціу£ђ„Ё≈§≥ђ…щ’сґѓ≤аѕ≥ѕч±н√жі÷≤Џґ»„о–° ±£ђљѕ≥£єж≤аѕ≥ѕч±н√жі÷≤Џґ»љµµЌЅЋ11.08%°£
(5)‘ЏЋщњЉ≤мµƒ≤ќ э«шЉдƒЏ£ђ≤їЌђ≥ђ…щ’сЈщ≤аѕ≥ѕчЇуЉ”є§±н√жЊщ±нѕ÷ќ™≤–”а—є”¶Ѕ¶£ђ«“—є”¶Ѕ¶µƒіу–°Ћж≥ђ…щ’сЈщµƒ‘ціу≥ …ѕ…э«ч ∆£ђ„оіуњ…іп233.91 MPa£ђљѕ≥£єжє§“’ћб…э‘Љ13.55%°£
5°Ґ≤ќњЉќƒѕ„
[1]¬ј≥•.ѕ≥ѕч≤ќ эґ‘TC4о—Їѕљрѕ≥ѕчќ»ґ®–‘”∞ѕмµƒ—–Њњ[J].„йЇѕїъі≤”л„‘ґѓїѓЉ”є§ЉЉ х£ђ2023(10):133-136£ђ140.
[2]≈£«пЅ÷£ђічЄ£≈у£ђЊ£¬ґ£ђµ».ƒ—Љ”є§≤ƒЅѕ„Ё≈§≥ђ…щ’сґѓЄ®÷ъѕ≥ѕчЉ”є§—–Њњљш’є[J].”оЇљ≤ƒЅѕє§“’£ђ2024£ђ54(3):1-10.
[3]ANQL,CHENJ,TAOZR,et al.Experimental in-vestigation on tool wear characteristics of PVD and C-VD coatings during face milling of Ti6242S and Ti-5-55 titanium alloys[J]. International Journal of Refractory Metals and Hard Materials,2020£ђ86:105091.
[4] PANGY£ђFENGPF£ђWANGJJ£ђet al.Performance analysis of the longitudinal-torsional ultrasonic milling of Ti-6Al-4V[J]. The International Journal of Advanced Manufacturing Technology,2021,113(5):1255-1266.
[5]Ћќ—ф–щ£ђЌф’сї™£ђї∆ј„.≥ђ…щ„Ё≈§Є®÷ъѕ≥ѕчTiAlЇѕљр±н√ж÷ ЅњЉ∞µґЊяƒ•Ћр—–Њњ[J].÷∆‘мЉЉ х”лїъі≤£ђ2024(2):31-37.
[6] CHEN Y Q, CHEN T. Study on cutting performance in ultrasonic-assisted milling of titanium alloy with circ-ular-arc milling cutters[J]. The International Journal of Advanced Manufacturing Technology,2022£ђ120(1):415-425.
[7] BAI W,SUN RL,LEOPOLD J,et al.Microstructur-al evolution of Ti6Al4V in ultrasonically assisted cutti-ng: numerical modelling and experimental analysis[J]. Ultrasonics,2017,78:70-82.
[8]ЅхЅђ–«£ђљ™–ЋЄ’£ђ”¶ґч‘у£ђµ».Ќ÷‘≤≥ђ…щѕ≥ѕч±°«–«њїѓґ‘о—ЇѕљрЋбѕі±н√жі¶јнµƒ∆£јЌ–‘ƒ№ћб…эїъјн—–Њњ[J/OL].їъ–µє§≥ћ—І±®£ђ 1-13[2026-02-11].https://link.cnki.net/urlid/11. 2187. TH.20250703.1457.055.
[9]јо”с«њ£ђјоЈе.≥ђ…щЌ÷‘≤’сґѓѕ≥ѕчо—Їѕљрі÷≤Џґ»ЇЌ»√µґЅњЈ÷ќц[J].їъ–µ…иЉ∆”л÷∆‘м£ђ2025(3):126-130.
[10]≈£”Ѓ£ђљєЈж£ђ’‘≤®£ђµ».о—ЇѕљрTi-6Al-4V„Ё≈§≥ђ…щѕ≥ѕч≤–”а”¶Ѕ¶ ‘—й—–Њњ[J].±н√жЉЉ х£ђ2019,48(10):41-51.
[11]’≈њ°љ№£ђЅх”Ґѕл£ђЇъЌхљ№£ђµ».TC4о—Їѕљр„ЁЌд≥ђ…щ’сґѓѕ≥ѕч„∞÷√Љ∞∆дЉ”є§–‘ƒ№—–Њњ[J].Їљњ’÷∆‘мЉЉ х£ђ2022£ђ65(8):14-21.
[12] RINCK P M, GUERAYA, KLEINWORT R, et al.E-xperimental investigations on longitudinal-torsional vibr-ation-assisted milling of Ti-6Al-4V[J]. The Internation-al Journal of Advanced Manufacturing Technology,2020,108(11):3607-3618.
[13]÷£ў©£ђЅќќƒЇЌ£ђЋпЅђЊь£ђµ».їъ∆ч»Ћ„Ё’с”л„Ё≈§≥ђ…щѕ≥ѕчќ»ґ®–‘ґ‘±»—–Њњ[J].їъ–µє§≥ћ—І±®£ђ2021£ђ57(7):10-17.
[14]–їќ∞≤©.„Ё“ї≈§≥ђ…щ’сґѓѕ≥ѕчTC18о—Їѕљр«–ѕчЅ¶Љ∞±н√жЌк’ы–‘—–Њњ[D].÷Ў«м:÷Ў«міу—І£ђ2022.
[15] XIE W B,YAN J,TIE Y H,et al.Surface integrity investigation into longitudinal-torsional ultrasonic vibra-tion side milling for a TC18 titanium alloy-part II: effects of ultrasonic amplitude on cutting force and su-rface integrity[J]. Journal of Vibration Engineering&Technologies£ђ2025£ђ13(6):383.
[16]÷мњ°√ч.„Ё≈§≥ђ…щ’сґѓѕ≥ѕчо—Їѕљр√Ђіћ–ќ≥…Љ∞‘§≤в ‘—й—–Њњ[D].љє„ч:Ї”ƒѕјнє§іу—І£ђ2023.
[17]ЇЂ–¶£ђґ°њ≠£ђЇЂљхљх£ђµ».≥ђ…щЄ®÷ъѕ≥ѕчTC4о—Їѕљрѕ≥ѕчЅ¶”л±н√жі÷≤Џґ»—–Њњ[J].„йЇѕїъі≤”л„‘ґѓїѓЉ”є§ЉЉ х£ђ2025(8):162-167.
[18] TONG J L, ZHANG Z P, CHEN P, et al. Study on surface morphology of titanium alloy curved thin-
walled parts by longitudinal-torsional composite ultrasonic as-sisted milling[J]. Journal of Manufacturing Processes,2022,84:316-326.
[19] SHEN X H,ZHANG J H,LI H,et al.Ultrasonic vi-bration-assisted milling of aluminum alloy[J]. The Inte-rnational Journal of Advanced Manufacturing Technolo-gy,2012,63(1):41-49.
[20] XU L H, NA H B, HAN G C. Machinablity improvement with ultrasonic vibration-assisted micro-milling[J]. Advances in Mechanical Engineering,2018£ђ10(12):1687814018812531.
£®„Ґ£ђ‘≠ќƒ±кћв£Ї„Ё≈§≥ђ…щ’сґѓ≤аѕ≥ѕчTC4о—ЇѕљрЉ”є§–‘ƒ№—–Њњ_ЋпЄїљ®£©
tag±к«©:о—Їѕљр,Їљњ’о—Їѕљр,Їљњ’о—