



·ўІјИХЖЪЈә2026-5-16 9:45:46
оСҫЯУРГЬ¶ИРЎЎўұИЗҝ¶ИёЯЎўДНёЯОВЎўДНәЈЛ®ёҜКҙЎўОЮҙЕРФәНіЙРОРФәГөИМШөгЈ¬К№өГЖдФЪҫь№ӨЎўТҪБЖЎўәҪМмөИЦЪ¶аБмУтҫЯУРК®·Ц№г·әөДУҰУГЎЈФЪҙҝоСөД»щҙЎЙПЈ¬ФцјУІҝ·ЦәПҪрФӘЛШҝЙЦЖөГоСәПҪрЈ¬әПҪрФӘЛШЖрөҪБЛЗҝ»ҜРФДЬәНёДЙЖЧйЦҜөДЧчУГЈ¬І»ҪцёДЙЖБЛҙҝоСөНЗҝ¶ИөД¶М°еЈ¬»№ФцЗҝБЛоСІДөДЧЁПоРФДЬЈ¬ТтҙЛоСәПҪрұ»УюОӘ“УоәҪҪрКф”әН“әЈСуҪрКф”[1]ЎЈTA5оСәПҪрКЗТ»ЦЦИ«αРНоСәПҪрЈ¬ЖдіЙ·ЦОӘTi-4Al-0.005BЈ¬ПаұИҙҝоСЈ¬TA5өДДНКҙРФУләёҪУРФёьОӘіцЙ«Ј¬ұ»№г·әУҰУГУЪёч№ъөДҪўҙ¬БмУтЎЈФЪОТ№ъөДҪўҙ¬УГоСј°оСәПҪрМеПөЦРЈ¬Ҫ«TA5¶ЁТеОӘЦРЗҝоСәПҪрЈ¬КЗУгАЧ·ўЙдЧ°ЦГЎўҝтјЬҪб№№јюәНҙ¬І°»ъРөІҝјюөД№ШјьІДБП[2-3]ЎЈ
РРТөДЪ¶ФTA5оСәПҪрөДЧйЦҜУлРФДЬҪшРРБЛПа№ШСРҫҝЎЈБОЗҝөИ[4]СРҫҝБЛИИФюОВ¶И¶ФTA5-AоСәПҪр°еІДЧйЦҜј°АӯЙмРФДЬөДУ°ПмЈ¬Ҫб№ыұнГч:ФЪЖдЛыМхјюПаН¬өДЗйҝцПВЈ¬ЛжЧЕИИФюОВ¶ИЙэёЯЈ¬ҙжҙўУЪҫ§БЈДЪІҝөДДЬБҝёьҙуЎЈФЪәуРшАдИҙ№эіМЦРЈ¬ЖЖЛйөДПёРЎҫ§БЈёьИЭТЧјМРшіӨҙуЈ¬ҙУ¶шөјЦВ°еІДҫ§БЈіЯҙзФцҙуЈ¬әПҪрЗҝ¶ИҪөөНЈ¬ЛЬРФФцјУЎЈҝөҙПөИ[5]СРҫҝБЛіЙРОј°НЛ»рОВ¶И¶ФTA5°фІДПФОўЧйЦҜәНБҰС§РФДЬөДУ°ПмЈ¬Ҫб№ыұнГч:TA5әПҪрЦРҙжФЪөДОўБҝFeФӘЛШФЪαПаЦР№МИЬ¶ИәЬРЎЎЈ°йЛжЖ¬ЧҙaПаөДЙъіӨЈ¬FeФӘЛШ»бОціцЈ¬ҙУ¶шРОіЙСШМШ¶Ё·ҪПтОціцөДөгЧҙβПаЎЈФЪПаұдОВ¶ИЦ®ЙПИИјУ№ӨіЙРОөД°фІДЈ¬ЧйЦҜҙжФЪГчПФөДҫ§ҪзОціцОпЗТҫ§ДЪ·ЦІјУРСШМШ¶Ё·ҪПтОціцөДөгЧҙОціцОп;ПаұдОВ¶ИЦ®ПВИИјУ№ӨіЙРОөД°фІДЈ¬ЧйЦҜТФҫ§ДЪөгЧҙОціцОпОӘЦчЈ¬°йЛжЙЩБҝҫ§ҪзОціцОпЈ¬ЗТЛжЧЕНЛ»рОВ¶ИөДЙэёЯЈ¬ФЩҪбҫ§Ме»э·ЦКэЙэёЯЈ¬ҫ§БЈіЯҙзФцҙуЎЈ
ДҝЗ°Ј¬Па№ШTA5оСәПҪрөДСРҫҝЦРЈ¬¶ФУЪ°фІДЙъІъТФј°ИИјУ№ӨОВ¶ИөДСРҫҝҪП¶аЈ¬№ШУЪ°еІДЙъІъТФј°ИИФюјУ№ӨВКәНИИҙҰАн№ӨТХөДСРҫҝПа¶ФҪПЙЩЎЈұҫОДСРҫҝИИҙҰАн№ӨТХЎўИИФюјУ№ӨВКУлTA5оСәПҪрЧйЦҜРФДЬјдөД№ШПөЈ¬ТФЖЪ¶ФTA5әПҪр°еІДЙъІъМṩІОҝјЎЈ
Т»ЎўКФСй·Ҫ·Ё
КФСйІЙУГЦРВБЙтСфУРЙ«ҪрКфјУ№ӨУРПЮ№«ЛҫЙъІъөДХжҝХЧФәДВҜИЫБ¶өДЦэ¶§Ј¬ФЪЦэ¶§іӨ¶И·ҪПтөДЙПІҝ(ҫаГ°ҝЪ200mm)ЎўЦРІҝ(Цэ¶§1/2О»ЦГ)ЎўПВІҝ(ҫаАлөЧІҝ200mmО»ЦГ)3Іҝ·Ц·ЦұрҪшРРИЎСщЈ¬јмІвЖд»ҜС§іЙ·ЦЈ¬Цэ¶§өД»ҜС§іЙ·Ц(јыұн1)·ыәПұкЧјGB/T3620.1-2007Ў¶оСј°оСәПҪрЕЖәЕәН»ҜС§іЙ·ЦЎ·ТӘЗуЎЈУГҪрПа·ЁІв¶ЁёГәПҪрөДПаұдөгОВ¶ИОӘ988~993ЎжЎЈЦэ¶§ФЪβПаЗшҪшРР¶НФмҝӘЕчЈ¬ҫӯ¶а»рҙО¶НФмәуЈ¬ІЙУГПіҙІјУ№ӨіціЯҙзОӘ220mmx1580mmx 2600mmөД°еЕчЎЈ°еЕчҫӯ1780mmҫнФю»ъҪшРРБҪ»рҙОФюЦЖ:өЪТ»»рҙОЈ¬ФЪПаұдөгОВ¶ИТФПВјУИИЈ¬ФюЦЖіЙ40mmx1580mmx14300mmөДЦРјдЕчЈ¬Ҫ«ҙЛЦРјдЕчҪшРРіӨ¶И4өИ·ЦјфЗРЈ¬ІўҪшРРұнГжЕЧНиЛбПҙәНРЮДҘҙҰАн;өЪ¶ю»рҙОЈ¬СЎ2ҝй40mm1585mm3575mmЦРјдЕчЈ¬ФЪПаұдөгОВ¶ИТФПВјУИИЈ¬·ЦұрҪшРРЧЬјУ№ӨВКОӘ50%әН80%өДФюЦЖЈ¬»сөГ20mm1585mm 7150 mm(°еІД A)әН 8 mm1585 mm17875 mm(°еІДB)өДTA5оСәПҪр°еІДЎЈ°ҙ№ъјТұкЧјGB/T 3621-2022ТӘЗуЈ¬ФЪ°еІД AәН BЙП·ЦұрИЎСщЈ¬ИЎСщ·ҪПтҙ№ЦұУЪФюЦЖ·ҪПт(T·ҪПт)Ј¬Ҫ«2ёщКФСщ¶ЁТеОӘТ»ЧйЈ¬2ёцәс¶И№жёсөД°еІД·ЦұрёчИЎ7ЧйКФСщЎЈН¬КұёчұЈБф1ЧйФӯКјКФСщЈ¬Ҫ«іэФӯКјКФСщНвөДЖдУаКФСщФЪПдКҪөзЧиВҜДЪЈ¬·ЦұрҪшРР600Ўў650Ўў680Ўў720Ўў750әН800ЎжНЛ»р2hәуҝХАдЈ¬АдИҙЦБКТОВәуЈ¬ІЙУГНтДЬАӯЙмКФСй»ъәНҪрПаПФОўҫөЈ¬јмІвФӯКјКФСщөДИИФюАдМ¬әНҫӯІ»Н¬ОВ¶ИИИҙҰАнәуКФСщөДБҰС§РФДЬәНҪрПаЧйЦҜЎЈ
ұн1 TA5Цэ¶§өД»ҜС§іЙ·Ц(ЦКБҝ·ЦКэ)%
| ІҝО» | O | N | H | C | Fe | Al | B |
| ЙПІҝ | 0.09 | 0.0048 | 0.0009 | 0.0069 | 0.24 | 4.39 | 0.0039 |
| ЦРІҝ | 0.10 | 0.0049 | 0.0008 | 0.0073 | 0.25 | 4.38 | 0.0034 |
| ПВІҝ | 0.09 | 0.0049 | 0.0009 | 0.0068 | 0.25 | 4.38 | 0.0038 |
¶юЎўКФСйҪб№ыУл·ЦОц
1ЎўНЛ»рОВ¶И¶ФІДБПЧйЦҜәНРФДЬөДУ°Пм
¶ФРФДЬөДУ°Пм
әс¶ИОӘ8.0mmКФСщөДИИФюУІМ¬ТФј°ҫӯІ»Н¬ОВ¶ИИИҙҰАнәуөДБҰС§РФДЬИзұн2ЛщКҫЎЈөұұЈОВКұјдәНАдИҙ·ҪКҪПаН¬КұЈ¬ҙжФЪИзПВПЦПу:
(1)НЛ»рОВ¶ИФЪ650Ўжј°ТФПВКұЈ¬ІДБПөДЗҝ¶ИәНСУЙмРФДЬУлФӯКјЧҙМ¬»щұҫТ»ЦВЈ¬ОЮПФЦшұд»ҜЎЈҙЛКұІДБПөДЗҝ¶ИВъЧг№ъұкЈ¬ө«СУЙмВКөНУЪGB/T3621-2022Ј¬ЧЬМеРФДЬІ»ВъЧг№ъұкТӘЗуЎЈөұНЛ»рОВ¶ИОӘ680~800ЎжКұ,ІДБПөДЗҝ¶ИПФЦшПВҪө,ЛЬРФПФЦшМбЙэ,ІДБПөДЧЬМеРФДЬВъЧг№ъұкТӘЗуЎЈ
(2)НЛ»рОВ¶ИУлІДБПөДЗҝ¶ИЎўЛЬРФҙжФЪПа№ШРФЈ¬ө«Іў·ЗНкИ«ПЯРФ№ШПөЎЈөұНЛ»рОВ¶ИҙпөҪ720ЎжКұЈ¬ІДБПөДЗҝ¶ИҪөЦБЖҪОИЧҙМ¬Ј¬ҙЛәуЛжНЛ»рОВ¶ИөДЙэёЯЈ¬Зҝ¶И»щұҫО¬іЦІ»ұд;өұНЛ»рОВ¶ИҙпөҪ800ЎжКұЈ¬ІДБПөДСУЙмРФДЬҪП720әН750ЎжҙжФЪПФЦшҪөөНЎЈ
ұн 2 8.0 mmәс TA5°еІДФЪІ»Н¬НЛ»рОВ¶ИПВөДРФДЬ
| НЛ»рОВ¶И | ҝ№АӯЗҝ¶И, | Зь·юЗҝ¶И, | СУЙмВК, |
| ИИФюУІМ¬ | 837 | 792 | 10.5 |
| 600 | 826 | 772 | 11.0 |
| 650 | 808 | 753 | 11.5 |
| 680 | 739 | 660 | 13.5 |
| 720 | 700 | 613 | 17 |
| 750 | 691 | 611 | 18 |
| 800 | 707 | 617 | 15.5 |
| ұкЧјТӘЗу* |
Чў:ұнЦРКэҫЭОӘЖҪҫщЦө,*ІОҝјGB/T 3621-2022ұкЧјТӘЗуЎЈ
¶ФЧйЦҜөДУ°Пм
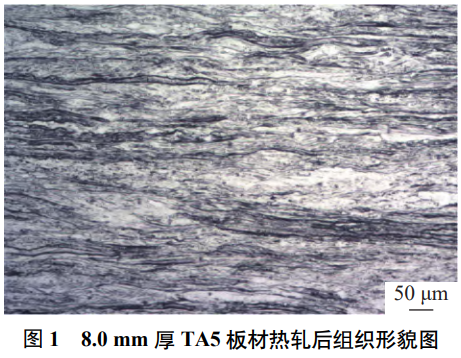
8.0 mmәс°еІДКЗУЙ 40 mmәсЦРјдЕчҫӯ јУИИәуФюЦЖ¶шіЙ,ЖдИИФюУІМ¬ЧйЦҜИзНј 1ЛщКҫ,ФЪёГЧҙМ¬ПВ, ҫ§БЈөГөҪід·ЦАӯіӨЖЖЛй,ҫ§БЈ·ҪПтРФГчПФ,іКПЦіцГчПФөДјУ№ӨБчПЯЎЈ
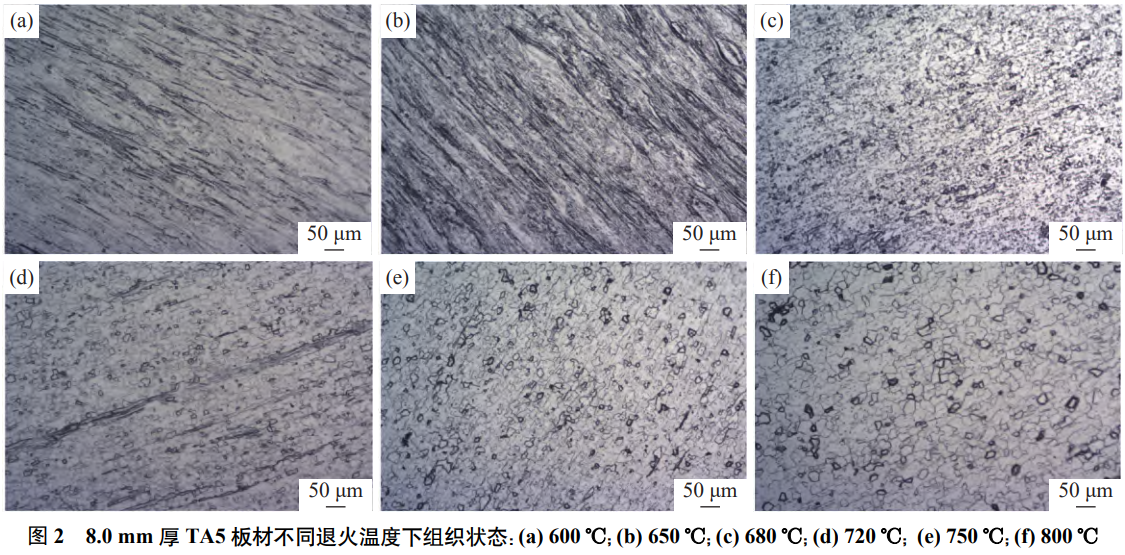
°еІДҫӯІ»Н¬ОВ¶ИИИҙҰАнәу,»сөГ°еІДөДЧйЦҜИзНј 2ЛщКҫЎЈ¶ФұИНј 2(a)әН 2(b)ҝЙТФ·ўПЦ,өұНЛ»рОВ¶ИОӘ Кұ,ІДБПДЪІҝЧйЦҜіКАӯіӨөДМхЧҙ Па,ОҙіцПЦЗтЧҙҫ§БЈ,ҫ§БЈ·ҪПтұнПЦіцГчПФөДФсУЕИЎПт,УлФӯКјЧҙМ¬ЧйЦҜРОГІ»щұҫТ»ЦВ,ТтҙЛФЪёГОВ¶ИЗшјдДЪ,ІДБПөДРФДЬОҙ·ўЙъПФЦшұд»ҜЎЈФЪ 680~ ,ЛжЧЕОВ¶ИөДЙэёЯ,ФЩҪбҫ§№эіМЗэ¶ҜБҰФцЗҝ,іхЙъ Паә¬БҝҝӘКјФцјУ,ФӯЧУА©ЙўЛЩ¶ИјУҝм,өјЦВФЩҪбҫ§Ме»э·ЦКэЙПЙэ,ҫ§БЈіЯҙзФцҙу,ІўЦрҪҘЗт»ҜіӨҙу;өұНЛ»рОВ¶ИҙпөҪ Кұ,ЧйЦҜҪшТ»ІҪҫщФИЗт»Ҝ,ҝӘКјіцПЦөИЦбЧҙөДФЩҪбҫ§Ҫб№№ЎЈЛжЧЕҫ§БЈөДіӨҙу,өҘО»Ме»эДЪөДҫ§ҪзјхЙЩ,¶ФУЪО»ҙнөД¶ӨФъЧчУГјхИх,өјЦВІДБПөДЛЬРФПВҪө;Н¬Кұ,УЙУЪҫ§БЈөДіЯҙзҫщФИ»Ҝ,ЧоЦХөјЦВЛЬРФУРЛщМбЙэЎЈөұНЛ»рОВ¶ИЙПЙэЦБ Кұ,ёГОВ¶Иі¬№эФЩҪбҫ§өДЧојСОВ¶ИЎЈёщҫЭФӯЧУА©ЙўПөКэ№«КҪ(ИзКҪ(1)ЛщКҫ)ҝЙЦӘ,ОВ¶ИФҪёЯ,ФӯЧУА©ЙўПөКэФҪҙу,ҫ§ҪзФҪИЭТЧЗЁТЖЎЈЙЩКэҫ§БЈН»·ўРФөШСёЛЩҙЦ»Ҝ,өјЦВҫ§БЈјдөДіЯҙзІоТмПФЦшФцҙуЎЈФЪАӯЙмКФСщКұ,іЯҙзҪПҙуөДҫ§БЈИЭТЧРОіЙУҰБҰјҜЦР,ФЪҫ§ҪзО»ЦГИЭТЧҝӘБС,ҙУ¶шөјЦВ°еІДөДЛЬРФҪөөНЎЈЧЫЙПЛщКҫ,ТэЖр TA5оСәПҪрРФДЬұд»ҜөДёщұҫФӯТт,КЗЧйЦҜЧҙМ¬·ўЙъұд»ҜЎЈ

КҪЦР: DОӘФӯЧУА©ЙўПөКэ, ОӘА©ЙўіЈКэ, ОӘФӯЧУА©ЙўөДјӨ»оДЬ, kОӘІЈ¶ыЧИВьіЈКэ, TОӘОВ¶ИЎЈ
2ЎўИИФюјУ№ӨВК¶ФІДБПЧйЦҜРФДЬөДУ°Пм
ІЙУГәс¶ИОӘ 40 mmөДЦРјдЕчЈ¬ҫӯВҜҫнФю»ъ·ЦұрҪшРРјУ№ӨВКОӘ50%әН80%өДФюЦЖЈ¬»сөГәс¶ИОӘ20.0әН8.0mmөД°еІДЈ¬ФюЦЖ№ӨТХИзұн3ЛщКҫЎЈІЙУГПаН¬өДјУИИОВ¶ИәНФюЦЖөАҙОҪшРРЙъІъ;КЬјУ№ӨВКУ°ПмЈ¬ФЪөҘО»Ме»эЧҙМ¬ПВЈ¬ФюЦЖЦБН¬өИҝн¶ИЈ¬ІъЖ·әс¶ИФҪРЎЈ¬ұнГж»эФҪҙуЈ¬ФюЦЖ№эіМЦРөДҪөОВФҪПФЦш;ТтҙЛЈ¬20mmәс°еІДөДЦХФюОВ¶ИұИ8mmәс°еІДёЯ50ЎжЎЈ
ұн3 І»Н¬әс¶ИTA5°еІДФюЦЖ№ӨТХ
| АҙБПәс¶И/ mm | іЙЖ·әс¶И/ mm | ЧЬјУ№Ө ВК/% | јУИИОВ ¶И/Ўж | ФюЦЖ өАҙО | ЦХФюОВ ¶И/°C |
| 40 | 20 | 50 | 930 | 5 | 780 |
| 40 | 8 | 80 | 930 | 5 | 730 |
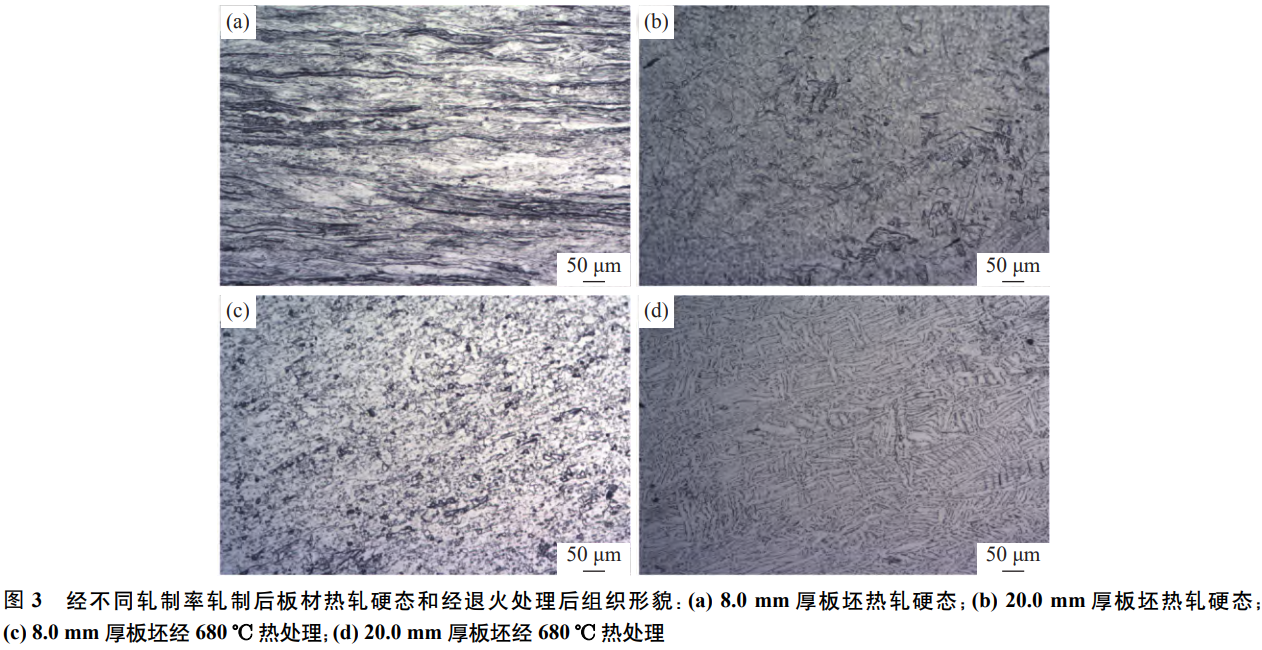
¶Ф2ХЕ°еІДН¬КұҪшРРУІМ¬ИЎСщЈ¬Іў¶Фҫӯ№э680ЎжИИҙҰАнөДКФСщҪшРРБҰС§ІвКФЈ¬»сөГөДБҰС§РФДЬәНЧйЦҜЧҙМ¬Изұн4әННј3ЛщКҫЎЈҝЙТФ·ўПЦ:(1)ФЪИИФюУІМ¬ПВЈ¬8.0mmәс°еІДөДЗҝ¶ИёЯУЪ20.0mmәс°еІДөДЗҝ¶ИЈ¬ө«СУЙмВКөНУЪ20.0mmәс°еІД:(2)ҫӯ№э680ЎжИИҙҰАнәуЈ¬8.0mmәс°еІДөДСУЙмРФДЬҫщУЕУЪ20.0mmәс°еІДЎЈ
ұн4 І»Н¬әс¶ИTA5°еІДБҰС§РФДЬ
| әс¶И/ mm | №ӨТХМхјю | ҝ№АӯЗҝ¶И, Rm/MPa | Зь·юЗҝ¶И, Rp/MPa | СУЙмВК, A/% |
| 8.0 | ИИФюУІМ¬ | 837 | 792 | 10.5 |
| ҫӯ680ЎжИИҙҰАн | 739 | 660 | 13.5 | |
| 20.0 | ИИФюУІМ¬ | 805 | 766 | 12 |
| ҫӯ680ЎжИИҙҰАн | 735 | 663 | 12 |
Чў:ұнЦРКэҫЭОӘЖҪҫщЦөЎЈ
ИзНј3(a)ЛщКҫЈ¬8.0mmәс°еІДөДЧйЦҜДЪЈ¬αҫ§БЈөГөҪід·ЦАӯіӨЖЖЛйЈ¬ҫ§БЈ·ҪПтРФГчПФЈ¬іКПЦГчПФөДјУ№ӨБчПЯЎЈ20.0mmәс°еІДөДЧйЦҜДЪЈ¬ҫ§БЈОҙөГөҪід·ЦЖЖЛйЈ¬іКҙуРЎІ»Т»өДҫ§БЈЧҙМ¬(ИзНј3(b)ЛщКҫ)ЎЈФміЙҙЛЦЦЗйҝцөДФӯТтЈ¬Т»·ҪГжКЗИИФюјУ№ӨВКІ»ЧгЈ¬ЦВК№ФӯКјaҫ§БЈОҙөГөҪід·ЦЖЖЛй:БнТ»·ҪГжКЗЦХФюОВ¶ИПа¶ФҪПёЯЈ¬°еІДФЪАдИҙЦР·ўЙъБЛ¶ҜМ¬ФЩҪбҫ§Ј¬ФюЦЖЖЖЛйөДРЎҫ§БЈФЩҙОіӨҙуЈ¬өјЦВјУ№ӨУІ»ҜјхИхЎЈТтҙЛЈ¬ФЪФӯКјЧҙМ¬ПВЈ¬8.0mmәс°еІДөДЗҝ¶ИёЯУЪ20.0mmәс°еІДЎЈ
ҫӯ№э680ЎжИИҙҰАнәуЈ¬8.0mmәс°еІДөДҫ§БЈОӘЗтЧҙөИЦбҫ§,20.0mmәс°еІДөДҫ§БЈКЗМхЧҙҫ§БЈ(јыНј3(c)әН3(d))ЎЈПаұИЦ®ПВЈ¬8.0mmәс°еІДөДҫ§БЈіЯҙзёьОӘҫщФИЈ¬ТтҙЛЖдЛЬРФёьУЕЎЈ
ҙЛЗйҝцұнГчЈ¬іэБЛИИҙҰАн№ӨТХНвЈ¬ИИФюјУ№ӨВК¶ФTA5°еІДөДБҰС§РФДЬТІҙжФЪУ°ПмЈ¬ИИФюјУ№ӨВКФҪёЯЈ¬ҫ§БЈЖЖЛйФҪід·Ц;ФЪПаН¬ОВ¶ИПВЈ¬ФЩҪбҫ§өДЗэ¶ҜБҰФҪЗҝЈ¬ФЩҪбҫ§№эіМФҪИЭТЧҝӘ¶ҜЈ¬ФҪИЭТЧРОіЙөИЦбҫ§Ј¬ҙУ¶шёДЙЖІДБПөДСУЙмРФДЬЎЈ
ҪбКшУп
(1)ИИҙҰАн№ӨТХәНИИФюјУ№ӨВКөДұд»Ҝ,ҫщ¶ФTA5°еІДөДБҰС§РФДЬІъЙъУ°ПмЈ¬ИИҙҰАн№ӨТХёьЗгПтУЪёДЙЖІДБПөДЗҝ¶ИЈ¬ИИФюјУ№ӨВКёьЖ«ПтУЪёДЙЖІДБПөДЛЬРФЎЈ
(2)ФЪИИФюЧЬјУ№ӨВКОӘ80%өДЧҙМ¬ПВЈ¬НЛ»рОВ¶ИФЪ680~750Ўж·¶О§ДЪКұ,ІДБПҫӯНЛ»рәуҝЙ»сөГПёРЎҫщФИөДөИЦбҫ§БЈЎЈФЪҙЛ№ӨТХМхјюПВЈ¬ІДБПөДЧйЦҜЧҙМ¬ЧојСЈ¬ЧЫәПРФДЬЧоУЕЎЈ
(3)ёЯОВНЛ»р»бөјЦВTA5ҫ§БЈөДТміЈіӨҙуЈ¬ҙУ¶шТэЖрЛЬРФПФЦшПВҪөЈ¬СЎФсФЩҪбҫ§НЛ»рОВ¶ИКұЈ¬УҰҫЎБҝұЬГвёЯУЪ750ЎжЎЈ
ІОҝјОДПЧ
[1]РБЙзО°Ј¬БхПтәкЈ¬ХЕЛјФ¶Ј¬өИ.оСәПҪрөНіЙұҫ»ҜјјКхөДСРҫҝУл·ўХ№.ПЎУРҪрКфІДБПУл№ӨіМЈ¬2023Ј¬52(11):3
[2]әЈГфДИ,»Ж·«,НхУАГ·.ЗіОцоСј°оСәПҪрФЪәЈСуЧ°ұёЙПөДУҰУГ.ҪрКфКАҪз,2021(5):16
[3]ДПйЕ,ІМҪЁ»Ә,СоҪЎ,өИ.оСј°оСәПҪрёҜКҙРРОӘСРҫҝҪшХ№.оС№ӨТөҪшХ№,2023,40(5):40
[4]БОЗҝ,Р»ОДБъ,ЗъәгАЪ,өИ.ИИФюОВ¶И¶ФTA5-AоСәПҪр°еІДЧйЦҜј°АӯЙмРФДЬөДУ°Пм.ИИјУ№Ө№ӨТХ,2012,41(16):50
[5]ҝөҙП,АоҪшФӘ,ИОіЫЗҝ,өИ.іЙРОј°НЛ»рОВ¶И¶ФTA5оСәПҪрПФОўЧйЦҜәНБҰС§РФДЬөДУ°Пм.әюДПУРЙ«ҪрКф,2021,37(1):50
ЈЁЧўЈ¬ФӯОДұкМвЈә80%ФюЦЖ+680Ў«750ЎжНЛ»рОВ¶ИЈәИИФюTA5оСәПҪр°еІДЧоУЕЧйЦҜәНРФДЬ_ЗъјТ¶«Ј©
tagұкЗ©:оСәПҪр,TA5оСәПҪр,әЈСуҪўҙ¬