



ЧЬҪбПЦҪЧ¶О¶аІДБПМеПөёәС№јӨ№вәёҪУјјКхПЦҙжСРҫҝ¶М°еУл№ӨіМУҰУГВдөШЖҝҫұХл¶ФоСәПҪрұнГжИұПЭДСТФі№өЧПыіэГҫәПҪрј«өНЖшС№ПВәёҪУК§ОИДСИЫәПҪрҙаРФПаДСТФёщіэөИРРТөНҙөгЦёГчОҙАҙҙУ№ӨТХІОКэУЕ»ҜКэЦөДЈДв·ВХжФЪПЯЦЗДЬјаІвТұҪрФӘЛШёДРФј°ҫЦІҝёәС№ЧЁУГәёҪУЧ°ұёСР·ў¶аО¬¶И·ўХ№·ҪПтУлЦШөгСРҫҝЛјВ·
·ўІјИХЖЪЈә2026-5-1 16:33:47
1ЎўТэСФ
јӨ№вәёҪУЧчОӘТ»ЦЦПИҪшөДёЯДЬКшәёҪУ·Ҫ·ЁЈ¬ҫЯУРәёҪУР§ВКёЯЎўЙоҝнұИҙуЎўЧФ¶Ҝ»ҜіМ¶ИёЯөИУЕөг[1-3]Ј¬ұ»№г·әУҰУГУЪЦРәс°еЧФ¶Ҝ»ҜәёҪУ№ӨЧчЦРЈ¬ХвјИМбёЯБЛәёҪУР§ВКЈ¬УЦёДЙЖБЛәёҪУЦКБҝЎЈФЪјӨ№вәёҪУ№эіМЦРЈ¬ёЯДЬГЬ¶ИјӨ№вЧчУГУЪІДБПұнГж»бТэ·ўҫзБТөДХф·ўЎўөзАлРРОӘЈ¬РОіЙөИАлЧУМеУр»Ф[4-5]ЎЈёГөИАлЧУМе¶ФјӨ№вКшөДЙўЙдәНОьКХЧчУГ»бПФЦшҪөөНөҪҙп№ӨјюұнГжөДУРР§ДЬБҝЈ¬ҙУ¶шУ°ПміЧҝЧОИ¶ЁРФәНәё·міЙРОЦКБҝ[6-8]ЎЈУИЖдФЪЦРәс°еј°ёЯ·ҙЙдВКІДБПәёҪУЦРЈ¬өИАлЧУМеЖБұОР§УҰіЙОӘЦЖФјИЫЙоМбЙэәНәёҪУОИ¶ЁРФөД№ШјьТтЛШЦ®Т»[9-10]ЎЈТтҙЛЈ¬ИзәОУРР§ТЦЦЖөИАлЧУМеРРОӘІўМбЙэјӨ№вДЬБҝАыУГВКЈ¬іЙОӘјӨ№вәёҪУБмУтШҪРиҪвҫцөДЦШТӘОКМвЎЈ
ёәС№»·ҫіНЁіЈКЗЦёәёҪУКұ»·ҫіС№БҰөНУЪұкЧјҙуЖшС№(101.3kPa)өД»·ҫіЈ¬әӯёЗөНХжҝХЎўҫЦІҝёәС№ТФј°ёЯХжҝХөИ¶аЦЦ№ӨҝцЈ¬УлХжҝХјӨ№вәёҪУЛщЗҝөчөДХыМеёЯХжҝХ»·ҫіУРЛщЗшұрЎЈПа№ШСРҫҝИЛФұФшМбіц[11-12]Ј¬ФЪёәС№»·ҫіПВЈ¬өИАлЧУМеУр»ФөДББ¶ИәНМе»эПФЦшјхРЎЈ¬өјЦВУр»Ф¶ФјӨ№вөДОьКХУлЙўЙдЧчУГјхИхЈ¬ФцјУЧчУГУЪІДБПұнГжөДјӨ№вДЬБҝЈ¬ҙУ¶шМбёЯБЛәёҪУ№эіМөДДЬБҝАыУГВКЈ¬УРЦъУЪФцјУәё·мөДИЫЙоУлЙоҝнұИ;Н¬КұёәС№»·ҫіПВИЫіШУліЧҝЧұнПЦіцёьёЯөДОИ¶ЁРФЈ¬јхЙЩЖшҝЧЎў·ЙҪҰөИИұПЭөДІъЙъЈ¬ФЪТ»¶ЁіМ¶ИЙПёДЙЖБЛҪУН·өДіЙРОЦКБҝЎЈ»щУЪЙПКцУЕКЖЈ¬Па№ШИЛФұЦчТӘХл¶ФёЦЎўоСЎўВБЎўГҫј°ЖдәПҪрәНДСИЫәПҪрІ»Н¬ІДБПМеПөҝӘХ№БЛҙуБҝКөСйЈ¬·ўПЦәёҪУ№эіМЦРөДәё·міЙРОұд»Ҝ№жВЙЎўИЫіШБч¶Ҝ№жВЙЎўТұҪр·ҙУҰ»ъЦЖј°ҪУН·ЧйЦҜРФДЬҫщКЬөҪІДБПАаРНәЬҙуөДУ°ПмЎЈ
ТтҙЛЈ¬ұҫОДёщҫЭ№ъДЪНвС§ХЯәНұҫҝОМвЧйөДСРҫҝ№ӨЧчЈ¬О§ИЖЙПКцІДБПМеПөФЪёәС№јӨ№вәёҪУЦРөДСРҫҝПЦЧҙҪшРРЧЬҪбЈ¬№йДЙІ»Н¬ІДБПМеПөөДәёҪУРРОӘј°ЧчУГ»ъАнЈ¬Іў·Цұр¶ФІ»Н¬ІДБПөДОҙАҙ·ўХ№ЗчКЖҪшРРХ№НыЈ¬ЦјФЪОӘәуРшСРҫҝУл№ӨіМУҰУГМṩАнВЫЦ§іЦУлјјКхІОҝјЎЈ
2ЎўёЦөДёәС№јӨ№вәёҪУ
ЛжЧЕ№ӨТөјјКхөДіЦРшСЭҪшЈ¬әЛөзЎўКҜУН№ЬөАөИ№ШјьБмУт¶ФҙуәсёЦ°еәёҪУјјКхөДУҰУГРиЗуИХТжСПҝБЎЈТӘКөПЦИЫЙоөДУРР§МбЙэЈ¬НЁіЈТАНРёьёЯөДДЬБҝГЬ¶ИЈ¬ө«КЗТ»О¶өДМбёЯјӨ№в№ҰВК»бөјЦВҙуБҝөИАлЧУМеөДЙъіЙЈ¬ҙУ¶шөјЦВјӨ№вДЬБҝЛрК§УләёҪУИұПЭЎЈ¶шёәС№јӨ№вәёҪУЧоН»іцөДУЕКЖұгКЗМбёЯјӨ№вөДҙ©НёДЬБҰЈ¬КЗҪвҫцЙПКцОКМвөДУРР§КЦ¶ОЎЈФЪёәС№јӨ№вәёҪУөДСРҫҝөұЦРЈ¬ёЦІДБПұ»УЕПИСЎЧчёәС№јӨ№вәёҪУСРҫҝ¶ФПуЈ¬ЦчТӘКЗТтОӘЖд№ӨіМУҰУГ№гЎўСРҫҝЖрІҪФзЈ¬ЗТёІёЗІ»РвёЦЎўөНәПҪрёЯЗҝёЦЎўёЯЗҝёЦөИ¶аАаөдРНМеПөЎЈұҫОДЙжј°өД304І»РвёЦЎўQ345ЎўDP590өИІДБПЈ¬·Цұр¶ФУҰІ»Н¬өДәс°еёЦөдРН№ӨіМУҰУГіЎҫ°Ј¬ҫЯУРҪПЗҝҙъұнРФЎЈПВГж¶ФёЦІДБПөДёәС№јӨ№вәёҪУСРҫҝПЦЧҙҪшРРЧЬҪбУлМЦВЫЎЈ
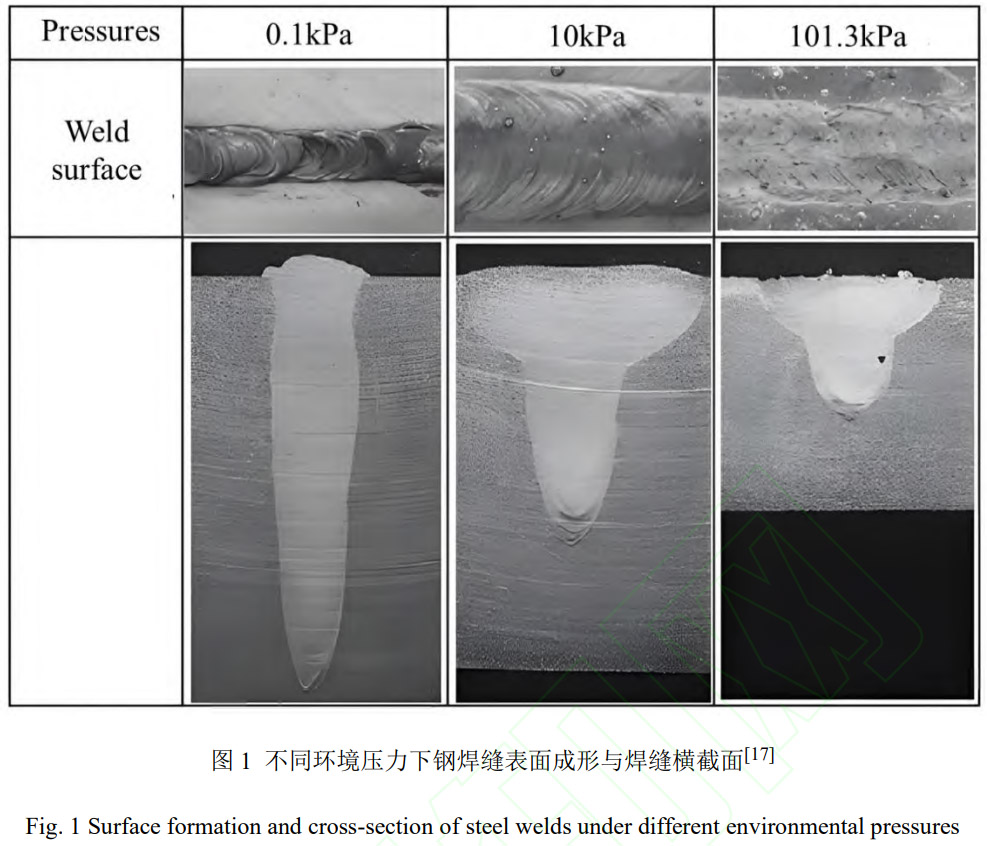
ДҝЗ°20kWјӨ№в№ҰВКөДөҘөАјӨ№вәёҪУКөПЦөДЧоҙуИЫЙоҪцҪцДЬҙпөҪ20mmЧуУТЈ¬ІўЗТЛжЧЕјӨ№в№ҰВКөДФцјУ»біцПЦЖшҝЧЎў·ЙҪҰЎўТ§ұЯөИәёҪУИұПЭ[13]ЎЈ¶шёәС№јӨ№вәёҪУ»бТЦЦЖҪрКфХфЖыСМУрәНөИАлЧУМеЈ¬јхЙЩјӨ№вДЬБҝөДЛҘјхЈ¬ҝЙПФЦшМбёЯИЫЙоЎЈТСУРСРҫҝұнГч[14]Ј¬ФЪёәС№»·ҫіПВЈ¬ёЦІДБПөҘөАјӨ№вәёҪУөДИЫЙоҝЙПФЦшМбЙэЈ¬ЧоҙуҝЙҙп80mmБҝј¶Ј¬ГчПФёЯУЪіЈС№МхјюПВөДәёҪУҪб№ы;KatayamaөИИЛФЪәёҪУ304І»РвёЦКұ[15]·ўПЦёЦІДБПөДИЫЙоәНЙоҝнұИЛжЧЕ»·ҫіС№БҰөДҪөөН¶шІ»¶ПЙэёЯЈ¬ИзНј1ЛщКҫЈ¬ЙПКц№жВЙФЪ¶аО»С§ХЯөДСРҫҝЦРТІөГөҪБЛУЎЦӨ[16-18]ЎЈіэҙЛЦ®НвЈ¬ёәС№јӨ№вәёҪУ»бКөПЦұнГжіЙРОөДУЕ»ҜЈ¬Н¬КұјхЙЩДЪІҝИұПЭөДІъЙъЎЈKatayamaөИИЛ»№·ўПЦЛжЧЕ»·ҫіС№БҰөДҪөөНЈ¬ұнГжіЙРОЦКБҝөГөҪМбЙэЈ¬·ЙҪҰУлНХ·еИұПЭөГөҪТЦЦЖЈ¬ёәС№»·ҫіПВәё·мұнГжёьјУЖҪ»¬Ј¬ИзНј1ЛщКҫ;НЁ№эёЯЛЩЙгПсЈ¬LuoөИИЛ[16]№ЫІмөҪёәС№»·ҫіПВҪрКфХфЖыТЎ°Ъ·щ¶ИјхРЎЈ¬ОИ¶ЁРФМбЙэЈ¬ИЫіШІЁ¶ҜёьјУЖҪОИЈ¬К№өГәё·мұнГжёьХӯёь№в»¬;С§ХЯАЧұуәНіВЦҫҙә¶ј¶Ф¶ЖРҝёЦ°еёәС№јӨ№вәёҪУМШРФҪшРРБЛСРҫҝЈ¬ЦӨКөБЛёәС№»·ҫіПВёЦІДБПәёҪУ№эіМЦРіЧҝЧөДіЯҙзУлОИ¶ЁРФөГөҪМбЙэЈ¬К№өГҪрКфХфЖшёьТЧҫӯ№эМУТЭНЁөАТЭіцЈ¬јхЙЩБЛ¶ФіЧҝЧәуұЪөДіе»чЈ¬ұЬГвБЛДЪІҝұ¬ЖЖәН·ЙҪҰЈ¬ҙУ¶шјхЙЩБЛәё·мЦРҝЧП¶ІъЙъ[19-20]ЎЈУЙЙПҝЙЦӘЈ¬ёәС№»·ҫіПВөИАлЧУМеКЬөҪТЦЦЖЈ¬К№өГёь¶ајӨ№вДЬБҝұ»ОьКХЈ¬ПФЦшМбёЯБЛИЫЙоЈ¬Н¬КұИЫіШІЁ¶ҜУліЧҝЧОИ¶ЁРФФЪёәС№»·ҫіПВКөПЦМбЙэЈ¬К№өГұнГжИұПЭУләёҪУИұПЭөГөҪјхЙЩЎЈіэҙЛТФНвЈ¬НЁ№эЧЬҪбОДПЧҝЙТФ·ўПЦЈ¬¶ФУЪәёҪУИұПЭөДТЦЦЖҙжФЪБЩҪзС№БҰЈ¬РиҪ«»·ҫіС№БҰҪөЦБ20kPaТФПВІЕДЬПФЦшТЦЦЖИұПЭЈ¬ХвФЪМЖРВ»ӘС§ХЯөИИЛөДСРҫҝЦРҫщҝЙТФөГөҪЧфЦӨ[21-22]ЎЈ
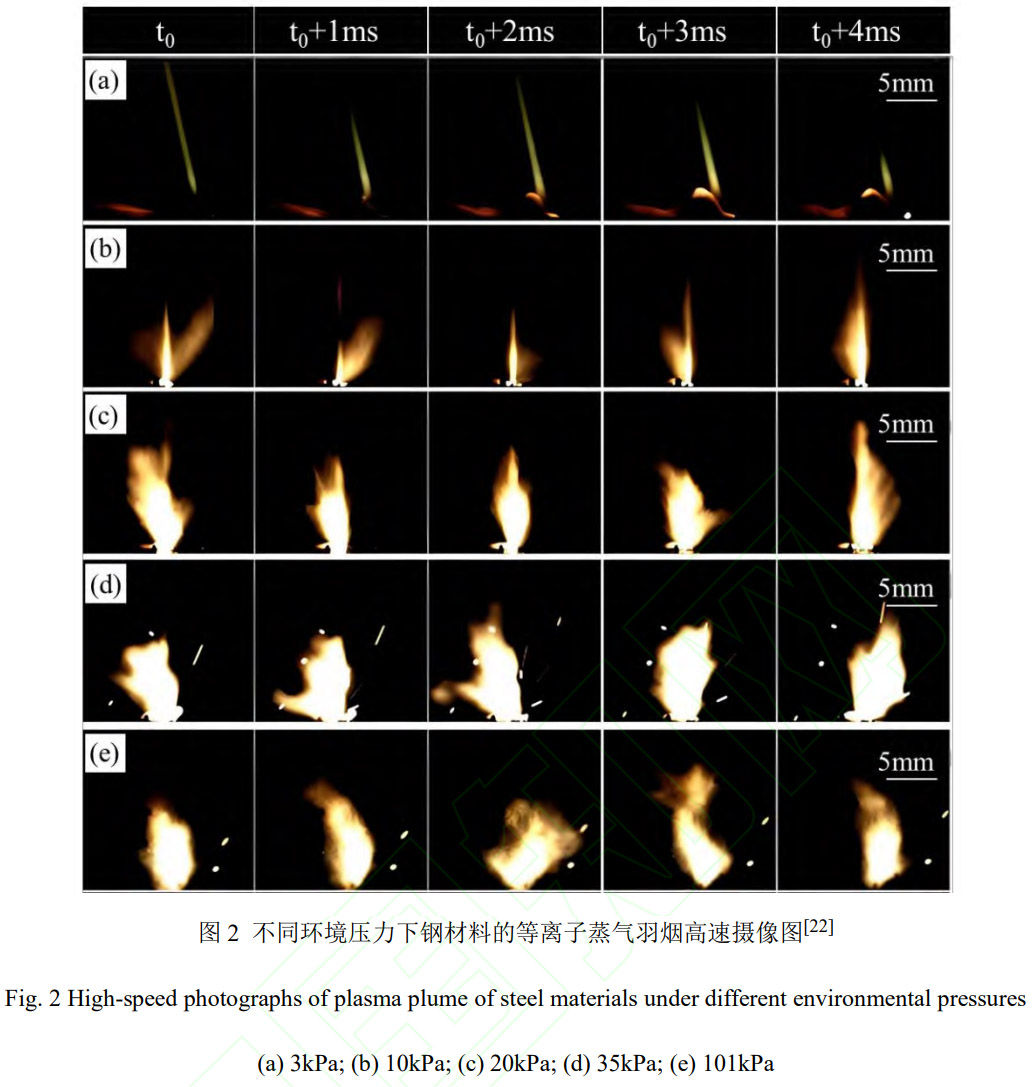
өИАлЧУМеөДЧҙМ¬Уләё·мөДіЙРОТФј°әёҪУ№эіМОИ¶ЁРФҪфГЬПа№ШЈ¬ТтҙЛРи¶ФёәС№»·ҫіПВөДөИАлЧУМеРРОӘУлДЬБҝҙ«Кд·ҪКҪҪшРРПөНіЧЬҪбУлМЦВЫЎЈіВЗХМОС§ХЯНЁ№эНјПсҙҰАнјјКхҪшРР·ЦОцЈ¬ЦёіцөұС№БҰФҪөНКұЈ¬әёҪУІъЙъөДөИАлЧУХфЖшУрСМФҪЙЩЈ¬ТЦЦЖР§№ыУъПФЦшЈ¬Н¬КұөИАлЧУМеУрСМФЪёәС№»·ҫіПВёьјУОИ¶ЁЈ¬¶ФИЫіШөДИЕ¶ҜёьЙЩ[22];І»Н¬»·ҫіС№БҰПВёЦІДБПөДөИАлЧУХфЖшУрСМИзНј2ЛщКҫЈ¬ЛжЧЕ»·ҫіС№БҰөДҪөөНЈ¬өИАлЧУМеХфЖшУрСМөДМе»эәНББ¶ИЦрҪҘҪөөНЈ¬ұнГчБЛёәС№»·ҫі¶ФЖдөДТЦЦЖЧчУГ;ҪӘГОС§ХЯАыУГ№вЖЧ·ЦОцөД·Ҫ·ЁЦӨГчБЛёәС№»·ҫіПВөИАлЧУМеөзЧУОВ¶ИәНөзЧУГЬ¶ИөДПВҪөЈ¬ДЬБҝҙ«КдРОКҪУЙ·ЖДщ¶ыОьКХәНДжИНЦВОьКХөДЧйәПРОКҪұд»ҜөҪТФ·ЖДщ¶ыОьКХОӘЦч[23]ЎЈМШұрөШЈ¬іВЗХМОС§ХЯ»№·ўПЦ»·ҫіС№БҰ¶ФөИАлЧУХфЖшУрСМЙоҝнұИөДУ°ПмҙжФЪБЩҪзЦөЈ¬ФјОӘ20kPaЈ¬УләёҪУИұПЭТЦЦЖөД»·ҫіС№БҰБЩҪзЦөПаН¬ЎЈТтҙЛЈ¬ёәС№»·ҫіПВЖшМе·ЦЧУГЬ¶ИөДҙу·щјхЙЩК№өГҪрКфХфЖы»тЖшМе·ЦЧУөДЕцЧІөзАлУлёҙәПЖҪәв№эіМКЬөҪУ°ПмЈ¬Ҫш¶шёДұдБЛөИАлЧУМеөДЧҙМ¬Ј¬Н¬КұҪрКф·РөгЛжЧЕ»·ҫіС№БҰПВҪөјұҫзҪөөНЈ¬өјЦВјӨ№вәёҪУөИАлЧУЧҙМ¬өДұд»ҜЈ¬РОіЙІ»Н¬өДДЬБҝҙ«КдРОКҪЎЈ
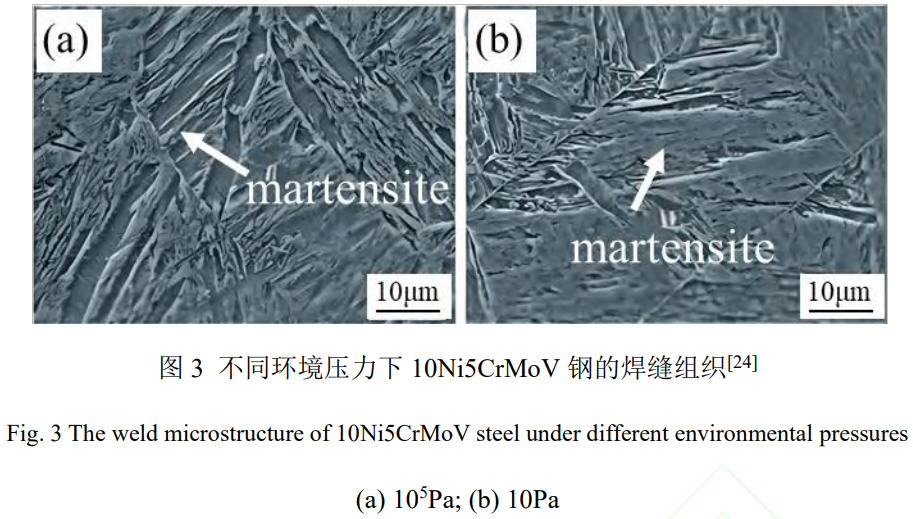
»щУЪ¶ФёЦөДәё·міЙРО№жВЙУлөИАлЧУМеұд»Ҝ»ъЦЖөДПөНі·ЦОцЈ¬ҪшТ»ІҪІыКНЖдОў№ЫЧйЦҜСЭұд№жВЙЈ¬КЗҪТКҫёЦёәС№јӨ№вәёҪУҪУН·РФДЬұҫФҙөДәЛРД»·ҪЪЎЈНхјМГчөИИЛ[24]НЁ№э¶ФёәС№јӨ№вәёҪУәу10Ni5CrMoVЧйЦҜөД№ЫІм·ўПЦЈ¬әё·мЧйЦҜҫщУЙ°еМхЧҙВнКПМе№№іЙЈ¬ИзНј3ЛщКҫ;АЧұуС§ХЯНЁ№э¶ФұИёәС№УліЈС№ПВ¶ЖРҝёЦ°еөДОў№ЫЧйЦҜ[19]Ј¬·ўПЦНвІҝ»·ҫі¶ФУЪОў№ЫЧйЦҜН¬СщГ»УРПФЦшУ°ПмЎЈХвКЗТтОӘјӨ№вәёҪУҝмЛЩјУИИәНҝмЛЩАдИҙөДәёҪУИИСӯ»·МШРФК№өГёЦІДБПИЫіШөДАдИҙЛЩВКҪПҙуЈ¬ТтҙЛЈ¬ОЮВЫКЗФЪҙуЖш»·ҫі»№КЗёәС№»·ҫіПВәёҪУЈ¬әё·мөДЧйЦҜұд»ҜІ»ҙуЈ¬ө«УЙУЪәёҪУИұПЭөГөҪБЛТЦЦЖЈ¬БҰС§РФДЬУРЛщМбЙэЎЈ
ЧЫЙПЛщКцЈ¬ёәС№јӨ№вәёҪУФЪёЦІДБПәёҪУЦРұнПЦіцПФЦшөД№ӨТХУЕКЖЎЈЛжЧЕ»·ҫіС№БҰөДҪөөНЈ¬өИАлЧУМеУр»ФКЬөҪУРР§ТЦЦЖЈ¬іЧҝЧОИ¶ЁРФәНИЫіШБч¶ҜРРОӘөГөҪёДЙЖЈ¬ҙУ¶шКөПЦәё·мИЫЙоәНұнГжіЙРОЦКБҝөДН¬ІҪМбЙэЎЈЦөөГЧўТвөДКЗЈ¬ҫЎ№ЬёәС№»·ҫі¶ФәёҪУИұПЭәНБҰС§РФДЬҫЯУР»эј«У°ПмЈ¬ө«Жд¶Фәё·мОў№ЫЧйЦҜөДУ°ПмПа¶ФУРПЮЈ¬іЈ№жМјёЦЎўәПҪрёЦІДБПәё·мЧйЦҜИФ¶аТФВнКПМеОӘЦчЎЈТтҙЛЈ¬ёәС№јӨ№вәёҪУ¶ФёЦІДБПРФДЬМбЙэөДЧчУГЦчТӘМеПЦФЪИұПЭҝШЦЖУләёҪУ№эіМОИ¶ЁРФ·ҪГжЎЈ
3ЎўоСј°ЖдәПҪрөДёәС№јӨ№вәёҪУ
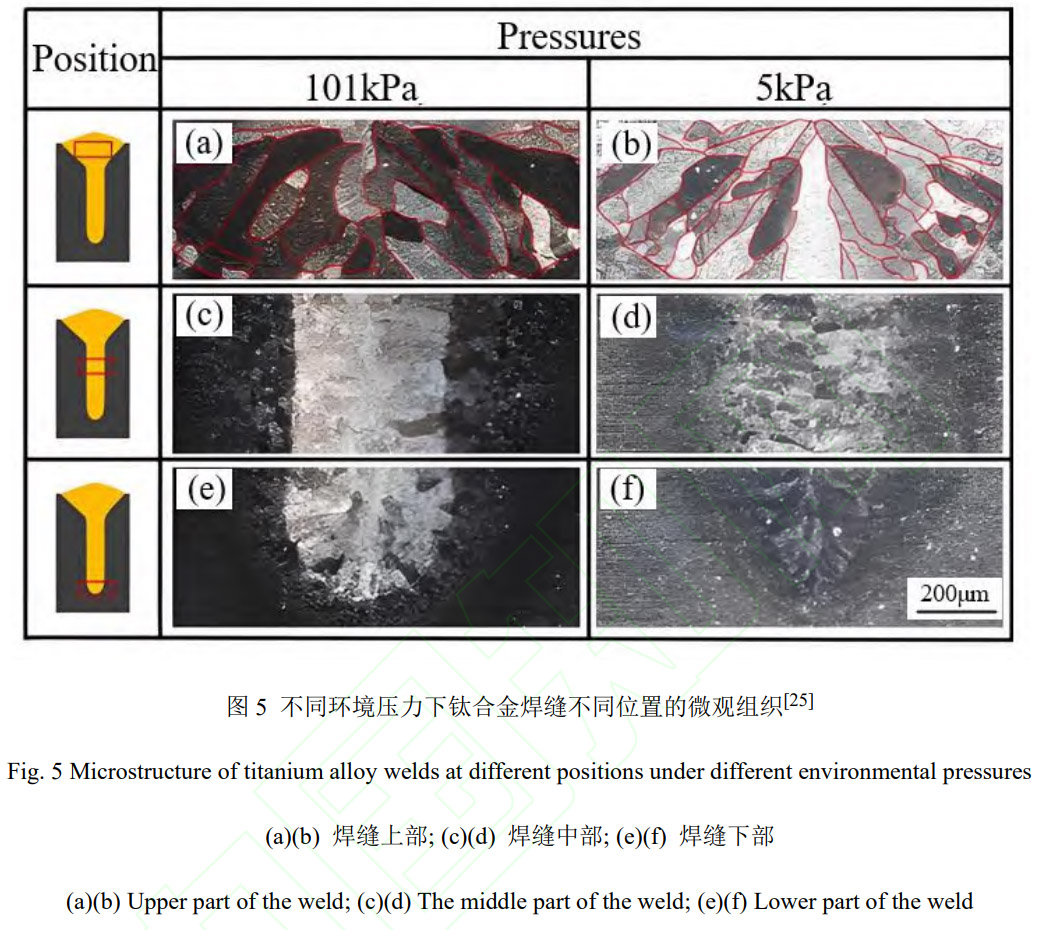
оСәПҪрЧчОӘТ»ЦЦёЯРФДЬІДБПЈ¬ҪьДкАҙ№ӨТөРиЗуБҝІ»¶ПМбёЯЈ¬ө«КЗУЙУЪЖдұҫЙнёЯ»оРФЈ¬УлСхҫЯУРҪПёЯөДЗЧәНБҰЈ¬өјЦВЖдФЪәёҪУ№эіМЦР°йЛжёҙФУөДОпАн»ҜС§·ҙУҰЈ¬өјЦВәёҪУҪУН·ҙа»ҜЈ¬ҪөөНБҰС§РФДЬ;Н¬КұТтЖдЧФЙнөНИИөјВКЈ¬ФЪјӨ№вәёҪУҝмИИҝмАдөДЧчУГПВЈ¬ОВ¶ИМЭ¶ИәЬҙуЈ¬ФміЙҫ§БЈҙЦҙуөДОКМвЎЈёәС№јӨ№вәёҪУҝЙТФҪөөНәёҪУ№эіМЦРөДЖшМеЕЁ¶ИЈ¬јхЙЩСхЖшә¬БҝЈ¬Н¬КұёәС№»·ҫіјУЛЩБЛИЫіШөДАдИҙЈ¬ТЦЦЖҫ§БЈөДіӨҙуЈ¬КЗҪвҫцоСәПҪрЙПКцәёҪУОКМвөДУРР§·Ҫ·ЁЎЈө«КЗоСәПҪрФЪёәС№јӨ№вәёҪУөД№эіМЦР»бХ№ПЦіцУлёЦІДБПІ»Н¬өДәёҪУРРОӘЈ¬ПЦУРСРҫҝЦчТӘСЎИЎ№ӨіМУҰУГЧо№гөДTC4оСәПҪрЦРәс°еЧчОӘөдРНІДБПЈ¬ДЬ№»ҪПәГұнХчоСәПҪрФЪәёҪУ№эіМЦРІъЙъөД№ІРФОКМвЈ¬ҫЯУРҪПәГөД№жёсҙъұнРФЎЈҪУПВАҙҪ«ПкПёІыКцоСәПҪрФЪәё·міЙРОЎўәёҪУИұПЭЎўЧйЦҜРФДЬөИ·ҪГжУлёЦІДБПөДТмН¬өгЎЈ
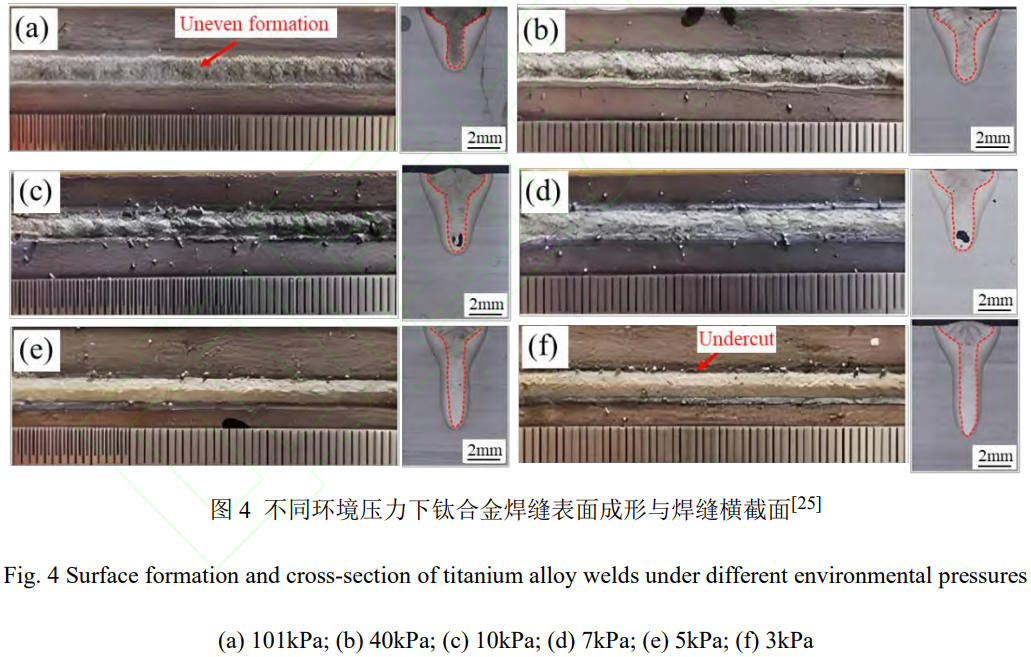
ёәС№јӨ№вәёҪУН¬Сщ»бёДЙЖоСәПҪрәё·міЙРОЈ¬ІўЗТНЁ№эОИ¶ЁіЧҝЧАҙТЦЦЖЖшҝЧИұПЭөДІъЙъЈ¬ө«»бХ№ПЦіцУлёЦІДБПІ»Н¬өДұд»Ҝ№жВЙЎЈұҫҝОМвЧй¶Ф10mmәсөДTC4оСәПҪрҪшРРБЛёәС№јӨ№вәёҪУКөСй[25]Ј¬Ҫб№ыұнГчәё·міЙРОІўІ»»б»·ҫіС№БҰөДҪөөН¶шіЦРшУЕ»ҜЈ¬¶шКЗҙжФЪ»·ҫігРЦөЈ¬ИзНј4ЛщКҫЈ¬»·ҫіС№БҰРЎУЪ5kPaКұЈ¬ұнГжіЙРОУлИЫЙојёәхГ»УРұд»Ҝ;ЙПКц№жВЙФЪС§ХЯНх»ҜҙПөДСРҫҝЦРТІДЬөГөҪУЎЦӨ[26]Ј¬ФЪ»·ҫіС№БҰРЎУЪ10³kPaәуЈ¬әё·міЙРОұд»ҜІ»ҙуЎЈН¬КұЈ¬ұҫҝОМвЧй·ўПЦёәС№»·ҫіІўІ»»бНкИ«ёДЙЖоСәПҪрәё·мұнГжіЙРОЈ¬ҫӯ№эёәС№јӨ№вәёҪУәуЈ¬ИФИ»ҙжФЪТ§ұЯЎў·ЙҪҰөИҫЦІҝИұПЭЈ¬ИзНј4(f)ЛщКҫЎЈ
әё·мөДРОГІМШХчУлөИАлЧУМеРРОӘЧҙМ¬ПўПўПа№ШЈ¬ОӘҪТКҫёГгРЦөПЦПуөДұҫЦКіЙТтЈ¬¶ФоСәПҪрёәС№јӨ№вәёҪУ№эіМЦРөДөИАлЧУМеРРОӘҪшРРЧЬҪбЎЈоСәПҪрәёҪУ№эіМЦРІъЙъөДөИАлЧУМе»бЛжЧЕ»·ҫіС№БҰөДҪөөН¶шІ»¶Пұ»ТЦЦЖЈ¬LiөИИЛНЁ№эёЯЛЩЙгПс№ЫІмөҪЈ¬»·ҫіС№БҰҙУ10⁵ҪөөНөҪ10⁻¹өД№эіМЦРЈ¬өИАлЧУМеөДББ¶ИУліЯҙзҫщ»бІ»¶ПҪөөН[27]ЎЈХвУл»·ҫігРЦөөДПЦПуУРЛщГ¬¶ЬЎЈЙоИлОДПЧ·ЦОц·ўПЦЈ¬ёәС№»·ҫі¶ФөИАлЧУМеөДЖБұОР§УҰТЦЦЖөҪТ»¶ЁіМ¶ИәуЈ¬ДЬБҝсоәПөДМбЙэ»бЗчУЪұҘәНЈ¬өјЦВИЫЙоөДМбЙэ»бҙжФЪ»·ҫігРЦө[28]ЎЈёЦІДБПөД»·ҫігРЦөәЬөНЈ¬ЛщТФұнПЦіціЙРОЛжЧЕ»·ҫіС№БҰөДҪөөН¶шіЦРшУЕ»ҜЎЈ¶шоСҙуБҝХф·ў»бК№өГгРЦөөГөҪМбЙэЈ¬ТтҙЛЛжЧЕ»·ҫіС№БҰөДҪөөНЈ¬оСәПҪрИЫЙоІўІ»»біЦРшМбЙэЈ¬¶шКЗҙжФЪГчПФөДБЩҪзЦөЈ¬іКПЦіцУлёЦІДБПІ»Н¬өД№жВЙЎЈТІХэКЗоС·РөгҪөөНөјЦВХф·ўБҝФцјУЈ¬»бІъЙъёьҙуөД·ҙіеС№БҰЈ¬У°ПмәёҪУ№эіМөДОИ¶ЁРФЈ¬К№әё·мұнГжИФУР·ЙҪҰҙжФЪ;Н¬КұЈ¬ҙуЖшС№ПВИЫіШұнГжТәМ¬ҪрКфБчПтИЫіШәу·ҪөДЗчКЖІ»АыУЪЖдФЪәё·мұнГжҪшРРЖМХ№Ј¬әё·мұЯФөГ»УРідЧгөДТәМ¬ҪрКфҪшРРМоідЈ¬РОіЙТ§ұЯИұПЭЎЈ
ёәС№јӨ№вәёҪУЧчОӘТ»ЦЦҝЙТФУРР§ҪвҫцоСәПҪрҫ§БЈҙЦ»ҜОКМвөД·Ҫ·ЁЈ¬ГчОъЧйЦҜСЭұд»ъЦЖҝЙТФҪшТ»ІҪҪвКНёәС№»·ҫіөДөчҝШ№жВЙЎЈХл¶ФұҫҝОМвЧйСРҫҝХЯНЁ№э¶ФTC4оСәПҪрёәС№јӨ№вәёҪУәуөДәё·мҪшРР№ЫІм·ўПЦЈ¬әё·мЙППВІҝ·ЦҫщУЙҙЦҙуөДЦщЧҙҫ§ЧйіЙЈ¬ХвУлWangөИИЛөДСРҫҝҪб№ыТ»ЦВ[29-30]Ј¬ФЪТэИлёәС№»·ҫіәуЈ¬әё·мЙПІҝҙЦҙуөДЦщЧҙіхЙъβПаКөПЦПё»ҜЈ¬ИзНј5(d)ЛщКҫЈ¬ЙъіӨ·ҪПтёьЗчУЪТ»ЦВРФЈ¬ПВІҝіЯҙзҪПРЎөДЦщЧҙіхЙъβПаН¬СщКөПЦБЛПё»ҜЈ¬ИзНј5(f)ЛщКҫЎЈёәС№»·ҫіНЁ№эёДЙЖҙЦҙуЦэМ¬ЧйЦҜЈ¬ФцјУҫ§ҪзГж»эЈ¬¶ФБСОЖА©Х№ҫЯУРҪПҙуөДЧи°ӯЧчУГЈ¬ФЪПёҫ§Зҝ»ҜөДЧчУГПВК№өГБҰС§РФДЬөГөҪМбЙэЎЈТтҙЛЈ¬ёәС№»·ҫіөДҙжФЪ»бҪөөНоСәПҪрИЫіШУлНвІҝөДҙ«ИИР§ВКЈ¬Ҫш¶шҪөөНОВ¶ИМЭ¶ИЈ¬ТЦЦЖҙЦҙуЦщЧҙҫ§өДЙъіӨЈ¬К№өГоСәПҪрөДОў№ЫЧйЦҜІъЙъҪПҙуөДұд»ҜЈ¬ФЪПёҫ§Зҝ»ҜәНЖшҝЧТЦЦЖөДРӯН¬ЧчУГПВКөПЦБЛБҰС§РФДЬөДМбЙэЎЈ
ЧЫЙПЛщКцЈ¬ёәС№јӨ№вәёҪУФЪоСәПҪрәёҪУЦРХ№ПЦіцәЛРДУЕКЖЎЈЛжЧЕ»·ҫіС№БҰөДҪөөНЈ¬өИАлЧУМеөДЖБұОР§УҰөГөҪУРР§ТЦЦЖЈ¬ө«КЬөҪоСФӘЛШХф·ўБҝФцјУөДУ°ПмЈ¬ИЫЙоҙжФЪГчПФөДС№БҰгРЦөЈ¬ОЮ·ЁіЦРшФціӨЎЈЦөөГЧўТвөДКЗЈ¬ёәС№»·ҫіЛдДСТФНкИ«ПыіэТ§ұЯЎў·ЙҪҰөИҫЦІҝұнГжИұПЭЈ¬ө«ДЬёДЙЖоСәПҪрҫ§БЈҙЦ»ҜУлЖшҝЧИұПЭөИОКМвЈ¬ЧоЦХФЪПёҫ§Зҝ»ҜУлЖшҝЧҝШЦЖөДРӯН¬ЧчУГПВКөПЦәёҪУҪУН·БҰС§РФДЬөДПФЦшМбЙэЈ¬ТтҙЛЖдЧчУГјҜЦРУЪЧйЦҜөчҝШУлЖшҝЧИұПЭРӯН¬ёДЙЖЎЈ
4ЎўВБј°ЖдәПҪрөДёәС№јӨ№вәёҪУ
ВБәПҪрЧчОӘТ»ЦЦЗбБҝ»ҜІДБПЈ¬іЈУГУЪЖыіөіөМеЎўөзіШНвҝЗЎў№мөАҪ»НЁБмУтЎЈө«ЖдЧФЙнИЫөгҪПөНЈ¬ҙуЦВФЪ570Ўж-655ЎжЈ¬Н¬Кұ·ҙЙдВКҪПёЯЈ¬К№өГәё·мЦРТЧіцПЦСПЦШөДЖшҝЧИұПЭЈ¬СПЦШПЮЦЖБЛЖдУҰУГЎЈёәС№јӨ№вәёҪУҝЙТФәЬәГөШОИ¶ЁәёҪУ№эіМЈ¬Н¬КұёДұдИЫіШөДБч¶ҜЧҙМ¬Ј¬Ҫш¶шТЦЦЖЖшҝЧИұПЭЈ¬ТтҙЛЙоИлСРҫҝВБәПҪрёәС№јӨ№вәёҪУМШРФҫЯУРЦШТӘТвТеЈ¬ПаұИУЪЈ¬ёЦЎўоСІДБПЈ¬ВБәПҪрөДәёҪУРРОӘТІіКПЦіцТмН¬өгЈ¬Н¬КұЖшҝЧТЦЦЖ»ъАнөГөҪБЛЙоИлІыГчЈ¬ПЦУРСРҫҝЦчТӘСЎИЎ№ӨіМУҰУГ№г·әөД5083әН5A06өИөдРНөД5ПөВБәПҪрЈ¬Н¬КұёГАаІДБПТІКЗјӨ№вәёҪУЦРЖшҝЧГфёРРФҪПН»іцөДМеПөЦ®Т»Ј¬ҪУПВАҙҪ«Х№ҝӘПкПёРрКцЎЈ
ФЪВБәПҪрёәС№јӨ№вәёҪУЦРЈ¬ИЫЙоУлұнГжіЙРОЦКБҝ»бЛжЧЕ»·ҫіС№БҰөДҪөөН¶шІ»¶ПФцјУЈ¬УлёЦІДБПАаЛЖЎЈә«дмдм[31]НЁ№э¶Ф5083ВБәПҪрҪшРРёәС№јӨ№вәёҪУКөСй·ўПЦЈ¬ЛжЧЕ»·ҫіС№БҰөДҪөөНЈ¬әё·мИЫЙоІ»¶ПФцјУЈ¬ұнГжЦКБҝөГөҪМбЙэ;PengөИИЛ¶Ф5A06ВБәПҪрҪшРРёәС№јӨ№вәёҪУКөСйЈ¬К№өГәё·мИЫЙоҙУ2.38mmМбЙэЦБ7.89mm[32]ЎЈХвКЗУЙУЪёәС№»·ҫі»бТЦЦЖВБәПҪрөИАлЧУМеРОГІЈ¬К№өГёь¶аөДјӨ№вДЬБҝҙ«КдөҪТәМ¬ҪрКфЦРЎЈНхМмёл·ўПЦФЪёәС№»·ҫіПВЈ¬ВБәПҪрәёҪУ№эіМЦРІъЙъөДөИАлЧУМеөДіЯҙзУлББ¶ИҪөөН;GongөИИЛНЁ№э№вЖЧ·ЦОцөИ·Ҫ·Ё·ўПЦҪөөНөД»·ҫіС№БҰК№өИАлЧУМеУрБчөДөзЧУОВ¶ИЎўөзЧУГЬ¶ИЎўЖЧПЯЗҝ¶Иј°ДЙГЧҝЕБЈіЯҙжН¬ІҪјхРЎЈ¬ЧоЦХПчИхХЫЙдУлЛҘјхБҪҙуДЬБҝЛҘјхР§УҰЈ¬МбЙэБЛјӨ№вДЬБҝөДҙ«КдР§ВКЈ¬Н¬КұЛыГЗ»№ЦёіцЈ¬ВБәПҪрёәС№јӨ№вәёҪУөДДЬБҝЛҘјх»ъЦЖҙжФЪС№БҰТААөРФЈ¬ФЪ10~10⁵PaЗшјдЈ¬ДжйнЦВ·шЙдОьКХКЗЦчТӘДЬБҝЛрК§ФҙЈ¬РЎУЪ10³PaКұЈ¬ДжйнЦВУлЙўЙдҝЙәцВФЈ¬ҙжФЪЖдЛыЛҘјх»ъЦЖ[33]ЎЈ
ФЪВБөДёәС№јӨ№вәёҪУ№эіМЦРЈ¬ДЬБҝҙ«КдУлИЫіШБч¶ҜЧҙМ¬өДұд»Ҝ»бөјЦВОў№ЫЧйЦҜ·ўЙъСЭұдЈ¬УлёЦЎўоСәПҪрҙжФЪПФЦшІоТмЎЈPengөИИЛНЁ№эСРҫҝ·ўПЦ[32]Ј¬ёәС№МхјюПВЈ¬ВБәПҪрәё·м¶ҘІҝУлЦРІҝөДЦщЧҙҫ§И«ІҝЧӘұдОӘөИЦбҫ§Ј¬ҪцПВІҝУРЙЩБҝЦщЧҙҫ§ҙжФЪЈ¬ЧйЦҜҫщФИРФҙу·щМбЙэЎЈө«УЙУЪАдИҙЛЩВКәНБчМеФЛ¶ҜөД№ІН¬ЧчУГПВЈ¬ҫ§БЈіЯҙзіКПЦПИФцјУәујхРЎөД№жВЙЎЈЛыГЗ»№·ўПЦЈ¬ЛжЧЕ»·ҫіС№БҰөДҪөөНЈ¬ҫ§БЈіЯҙзҙУ49.7μmФцјУөҪ65.2μmЈ¬ФЩҪөөНЦБ56.9μmЎЈУЙҙЛҝЙјыЈ¬ёәС№»·ҫіПВёь¶ајӨ№вДЬБҝҙ«өЭЦБИЫіШЈ¬Н¬КұИЫіШАдИҙЛЩ¶ИҪөөНЈ¬ОӘөИЦбҫ§ЙъіӨҙҙФмБЛОИ¶Ё»·ҫіЈ¬К№өГЦщЧҙҫ§КэБҝјхРЎЎЈ¶шіхЖЪУЙУЪАдИҙЛЩВКҪөөНЈ¬ҫ§БЈУРідЧгЙъіӨКұјдЈ¬ө«ЛжЧЕС№БҰҪшТ»ІҪҪөөНЈ¬ИЫіШБч¶ҜЛЩВКҙпөҪЧоҙуЦөЈ¬ЖЖ»өБЛҫ§БЈөДФсУЕЙъіӨЈ¬ЧоЦХ»біКПЦіцҫ§БЈіЯҙзПИФцҙуәујхРЎөДұд»Ҝ№жВЙЎЈ
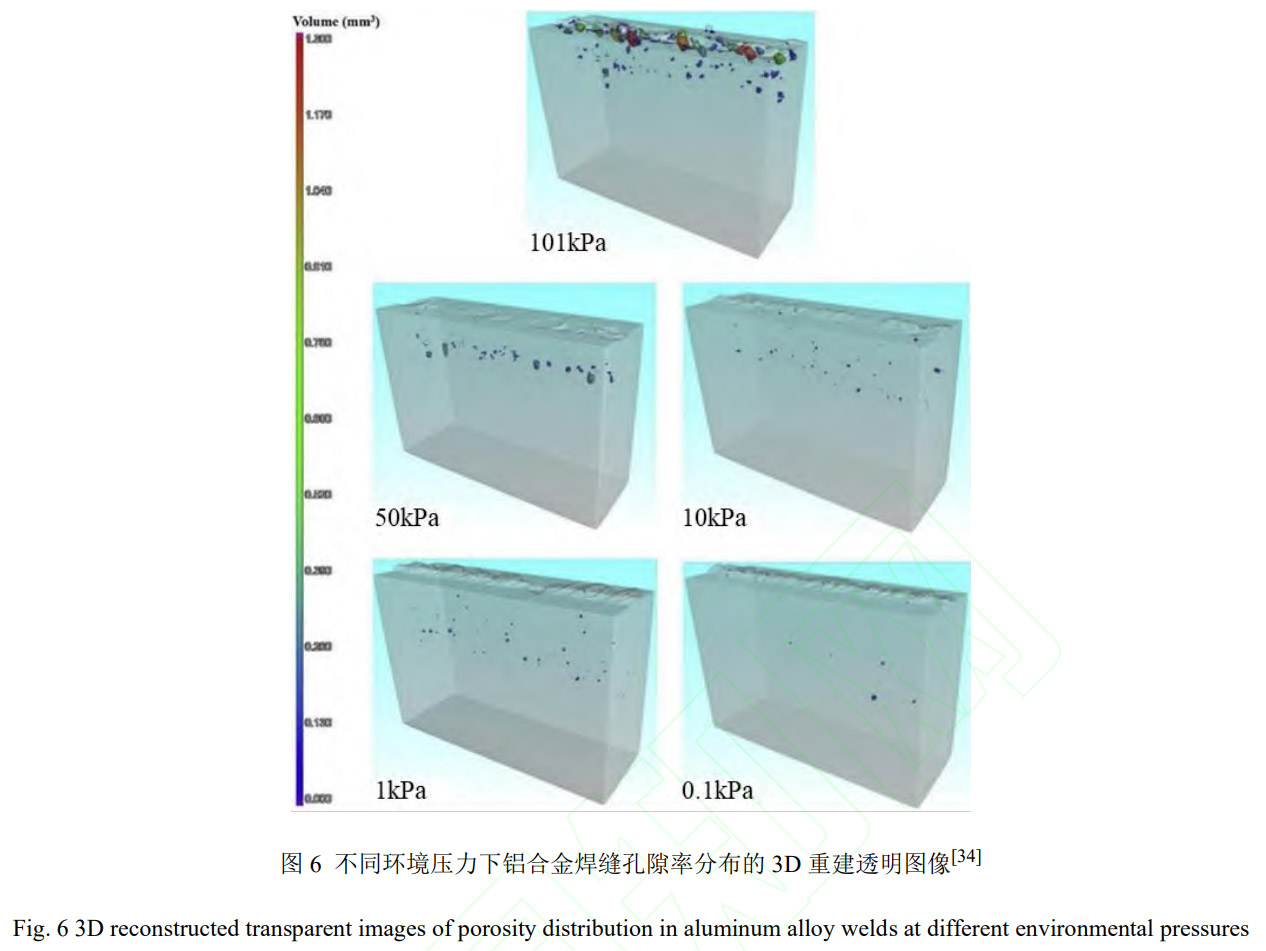
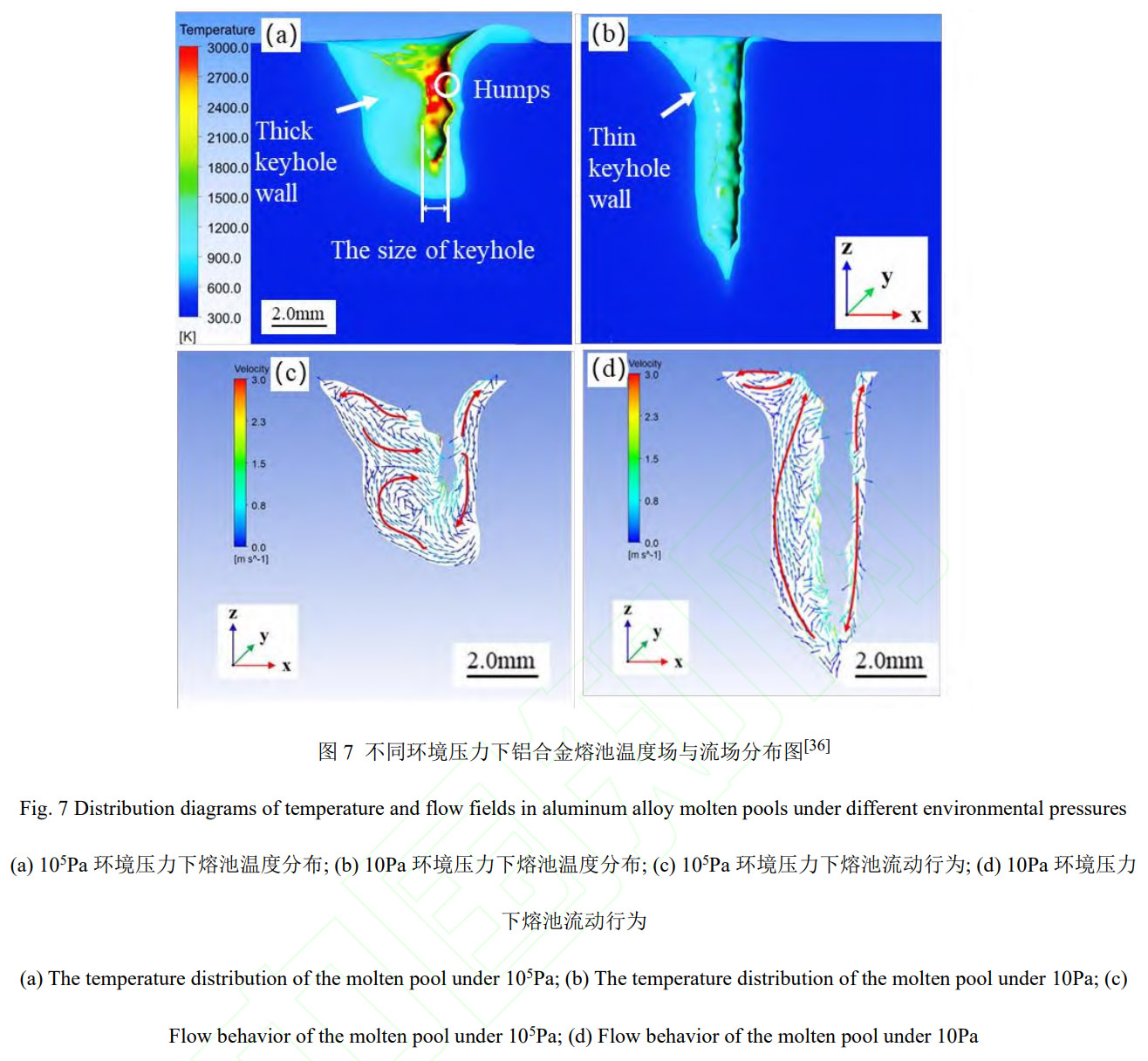
іэБЛ¶ФОў№ЫЧйЦҜСЭұдІъЙъУ°ПмЈ¬ДЬБҝҙ«КдУлИЫіШБч¶ҜЧҙМ¬өДұд»ҜТІ»б¶ФВБәПҪрәё·мЦРЖшҝЧИұПЭІъЙъТЦЦЖЧчУГЈ¬УРР§ҪвҫцВБәПҪрУҰУГ№эіМЦРГжБЩөДЧоҙуДСМвЎЈJiangөИИЛНЁ№э3DПФОўCTІвБҝөД·Ҫ·ЁЦӨКөБЛёәС№»·ҫі¶ФУЪЖшҝЧИұПЭөДТЦЦЖЧчУГ[34]Ј¬І»Н¬»·ҫіС№БҰПВВБәПҪрәё·мҝЧП¶ВК·ЦІјөД3DЦШҪЁНёГчНјПсИзНј6ЛщКҫЈ¬ЛжЧЕ»·ҫіС№БҰөДҪөөНЈ¬ЖшҝЧВКіКПЦПВҪөөДЗчКЖЎЈХл¶ФЖшҝЧХвТ»ЦШТӘОКМвЈ¬Рн¶аС§ХЯ¶ФёәС№»·ҫіПВВБәПҪрЖшҝЧөДТЦЦЖ»ъАнҪшРРБЛЙоИлНЪҫтЈ¬өұ»·ҫіС№БҰҪөөНКұЈ¬ИзНј7(c)(d)ЛщКҫЈ¬јхЙЩөДәуұЪОРБчәНН№ЖрТФј°ёьұЎөДіЧҝЧұЪФцЗҝБЛіЧҝЧөДОИ¶ЁРФ;УлҙЛН¬КұЈ¬јӨ№вДЬБҝСШРЎҝЧұЪЙППВ·ЦІјёьјУҫщФИЈ¬МбЙэөДјӨ№вДЬБҝГЬ¶ИУлХфЖы·ҙіеС№БҰ»бЖЖ»өіЧҝЧЦРІъЙъөДЗ°әуұЪҙоЗЕЈ¬ТЦЦЖБЛЖшЕЭөДІъЙъ;іЧҝЧәуұЪөДОРБчФЪРОіЙЖшЕЭЦ®әуЈ¬ёәС№ПВТәМеКъЦұПтЙПөДБч¶ҜРОКҪЎўЛх¶МөДМУТЭВ·ҫ¶әНИЫәППЯЗ°ТәМ¬ҪрКфҪПРЎөДХі¶ИИэХЯ№ІН¬ЧчУГПВК№өГЖшЕЭёьИЭТЧФЪИЫіШДэ№МЗ°МУТЭ[31,35,36]ЎЈ
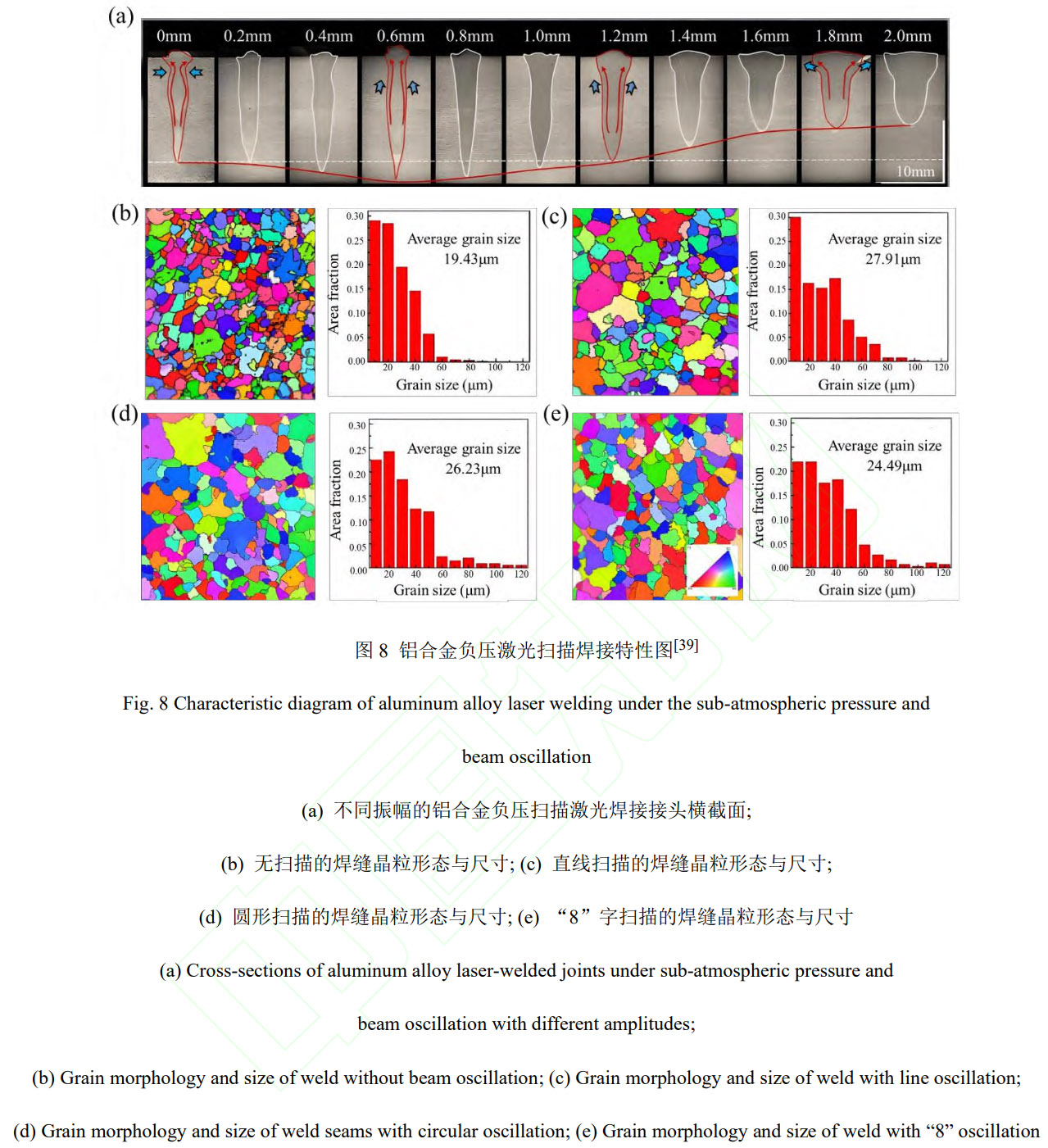
ёәС№»·ҫіІ»ҪцУЕ»ҜБЛВБәПҪрјӨ№вәёҪУөД»щҙЎ№ӨТХРФДЬЈ¬ёь¶ФЙЁГијӨ№вМШРФІъЙъУ°ПмЈ¬ЙоИл·ЦОцХвТ»У°Пм№жВЙКЗНкЙЖВБәПҪрёәС№јӨ№вәёҪУ№ӨТХМеПөөДЦШТӘ»·ҪЪЎЈФЪіЈС№»·ҫіПВЈ¬ЛжЧЕ°Ъ¶ҜјӨ№вөДХс·щФцјУЈ¬ИЫЙо»біЦРшҪөөН[37]Ј¬¶шФЪёәС№»·ҫіПВЈ¬ЛжЧЕХс·щөДФцјУЈ¬ИЫЙо»бҙжФЪПИЙПЙэәуПВҪөөДЗчКЖЈ¬ИзНј8(a)ЛщКҫ;ФЪіЈС№»·ҫіПВЈ¬ЙЁГијӨ№вөДТэИл»бК№өГәё·мҫ§БЈіЯҙзПё»Ҝ[38]Ј¬ө«ФЪёәС№»·ҫіПВ»бК№өГҫ§БЈҙЦ»ҜЈ¬ИзНј8(b-e)ЛщКҫЎЈJiangөИИЛҪТКҫБЛЙПКцПЦПуөДІъЙъ»ъАн[39]Ј¬УЙУЪОўРЎөДХсөҙҝЙТФК№јӨ№вФЪіЧҝЧұЪТФёьҙуөДҪЗ¶ИХЫЙдЈ¬ҙУ¶шФцјУҙ©НёЙо¶ИЈ¬өұХсөҙ·щ¶ИҪшТ»ІҪФцјУЈ¬ИИКдИлјхРЎөјЦВИЫЙојхРЎ;Н¬КұёәС№»·ҫіПВіхКјҫ§БЈіЯҙзәЬПёЈ¬ЙЁГијӨ№вөДҪБ°иЧчУГОЮ·Ё·ў»УЧчУГ,ө«УЙУЪЙЁГијӨ№вК№өГИЫіШөДОВ¶ИМЭ¶ИјхРЎ,өјЦВҫ§БЈіЯҙзФцјУ,ИзНј8(b-e)ЛщКҫЎЈ
ЧЫЙПЛщКцЈ¬ёәС№јӨ№вәёҪУОӘВБәПҪрәёҪУМṩБЛёЯР§өД№ӨТХҪвҫц·Ҫ°ёЈ¬УИЖдФЪЖшҝЧИұПЭТЦЦЖ·ҪГжұнПЦН»іцЈ¬ёәС№НЁ№эУЕ»ҜіЧҝЧОИ¶ЁРФЎўЛх¶МЖшЕЭМУТЭВ·ҫ¶өИ»ъЦЖЈ¬ҙУёщФҙЙПТЦЦЖБЛВБәПҪрЧоСПЦШөДЖшҝЧОКМвЎЈЛжЧЕ»·ҫіС№БҰөДҪөөНЈ¬өИАлЧУМеөДіЯҙзЎўББ¶Иј°ДЬБҝЛҘјхР§УҰПФЦшјхИхЈ¬јӨ№вДЬБҝҙ«КдР§ВКМбЙэЈ¬НЖ¶Ҝәё·мИЫЙоУлұнГжіЙРОЦКБҝН¬ІҪёДЙЖЎЈУлЖдЛыІДБПІ»Н¬Ј¬ВБәПҪрөДОў№ЫЧйЦҜСЭұдіКПЦ¶АМШ№жВЙ:АдИҙЛЩВКҪөөНУлИЫіШБч¶ҜЧҙМ¬ёДұд№ІН¬ЧчУГЈ¬К№әё·мЦщЧҙҫ§ҙуБҝЧӘұдОӘөИЦбҫ§Ј¬ЧйЦҜҫщФИРФМбЙэЈ¬¶шҫ§БЈіЯҙзФтіКПЦПИФцҙуәујхРЎөДМШХч;Н¬КұЈ¬ёәС№»·ҫі»№ёДұдБЛЙЁГијӨ№вәёҪУөДМШРФЈ¬¶ФИЫЙоУлҫ§БЈіЯҙзІъЙъІоТм»ҜУ°ПмЎЈТтҙЛЈ¬ёәС№»·ҫіПВВБәПҪрРФДЬМбЙэөД№ШјьФЪУЪИұПЭТЦЦЖУлЧйЦҜҫщФИ»ҜөДРӯН¬ЧчУГЎЈ
5ЎўГҫј°ЖдәПҪрөДёәС№јӨ№вәёҪУ
ГҫәПҪрТтГЬ¶ИөНЎўұИЗҝ¶ИёЯөИУЕКЖЈ¬ҪьДкАҙФЪҪ»НЁЧ°ұёЎў№ъ·А№ӨТөөИЗбБҝ»ҜіЎҫ°ТІөГөҪБЛЦШөгөДУҰУГЈ¬ө«ТтЖдөН·РөгЎўёЯХфЖыС№ЎўёЯ·ҙЙдВКөИМШөгЈ¬ФЪјӨ№вәёҪУ№эіМЦРТЧіцПЦЖшҝЧЎўИИБСОЖЎўәё·мСх»ҜөИәёҪУИұПЭЎЈНЁ№эТэИлёәС№»·ҫіЈ¬ДЬУРР§ёфҫшҝХЖшЈ¬ТЦЦЖСх»ҜОпөДЙъіЙЈ¬Н¬КұНЁ№эөчҝШУЕ»ҜИЫіШБч¶ҜЧҙМ¬Ј¬ТЦЦЖЖшҝЧІў»әҪвИИБСОЖГфёРРФЈ¬іЙОӘҪвҫцЙПКцОКМвөДЦШТӘКЦ¶ОЎЈУЙУЪГҫәПҪр¶АМШөДОпАн»ҜС§РФЦКЈ¬ЖдәёҪУМШРФТІІ»Н¬УЪЗ°КцИэЦЦІДБПЈ¬ТтҙЛУРұШТӘ¶ФЖдФЪёәС№јӨ№вәёҪУПВөДРРОӘҪшРРЧЬҪбЈ¬ГҫәПҪрІҝ·ЦСЎИЎAZ31әНAZ91DЧчОӘҙъұнІДБПЈ¬ДЬ№»МеПЦГҫәПҪр¶АМШРФЦК¶ФёәС№јӨ№вәёҪУРРОӘөДУ°ПмЈ¬ПЦУРСРҫҝЦчТӘјҜЦРУЪөдРН°еІДәёҪУіЎҫ°Ј¬әс¶И·¶О§Па¶ФУРПЮЈ¬ПВГжҪ«¶ФЖдХ№ҝӘПкПёРрКцЎЈ
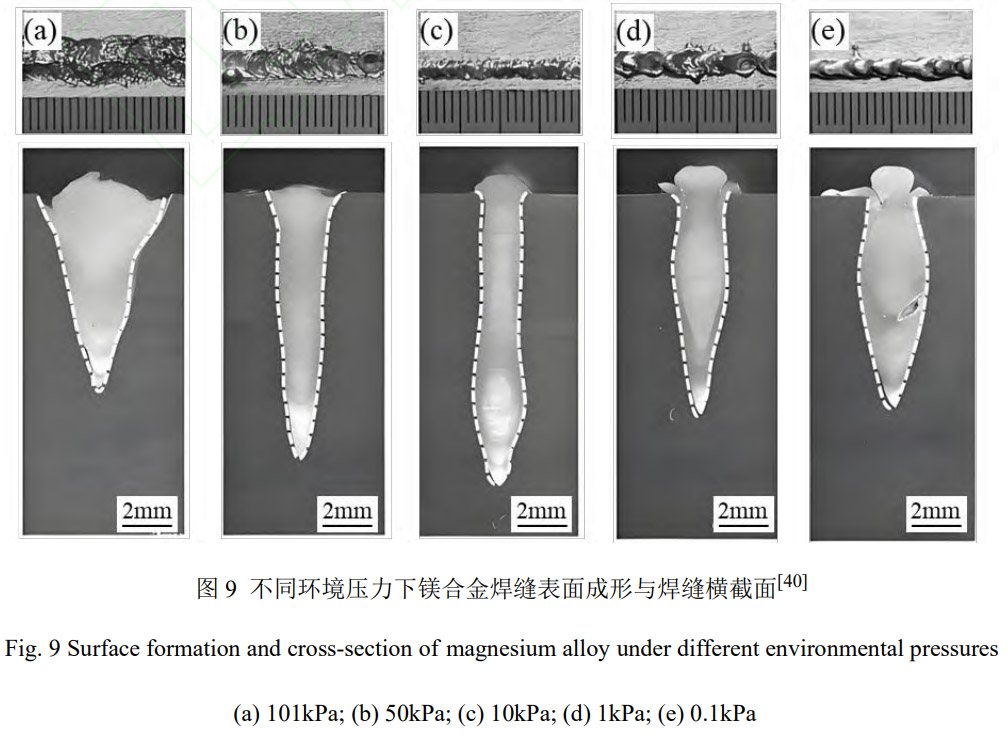
ёәС№јӨ№вәёҪУН¬СщҝЙТФёДЙЖГҫәПҪрөДәё·міЙРОЦКБҝУлЖшҝЧИұПЭЈ¬ө«УЙУЪЧФЙнөН·РөгЎўёЯХфЖыС№өИМШөгЈ¬Х№ПЦіц¶АМШөДұд»Ҝ№жВЙЎЈJiangөИИЛ¶ФAZ31ГҫәПҪрҪшРРёәС№јӨ№вәёҪУКөСй[40-41],·ўПЦЛжЧЕ»·ҫіС№БҰҙУ101kPaПВҪөөҪ10kPaЈ¬ИзНј9(a)-(c)ЛщКҫЈ¬ГҫәПҪрәё·мұдөГёьХӯЎўёьҫщФИЈ¬ИЫЙоЦрҪҘФцјУ;өұ»·ҫіС№БҰөНУЪ1kPaКұЈ¬ҫН»біцПЦИЫЙоПВҪөөДПЦПуЈ¬ИзНј9(c)-(e)ЛщКҫЈ¬10kPaОӘЧоУЕөД»·ҫіС№БҰЎЈNingөИИЛТІ¶ФAZ91DГҫәПҪрёәС№јӨ№вәёҪУҪшРРСРҫҝЈ¬ТІөГөҪБЛПаЛЖөД№жВЙЈ¬ЧоУЕС№БҰОӘ0.1kPa[42]ЎЈұҫҝОМвЧйСРҫҝ·ўПЦ[43]Ј¬әё·мЦРөДЖшҝЧВК»бЛжЧЕ»·ҫіС№БҰөДҪөөНПИҙУ6.02%ҪөөНЦБ0%ФЩФцјУЦБ1.12%ЎЈ№йДЙ¶шСФЈ¬ЛжЧЕ»·ҫіС№БҰөДҪөөНЈ¬ГҫәПҪрөДәё·міЙРОЦКБҝУлЖшҝЧТЦЦЖіМ¶И»біКПЦПИФцјУәујхРЎөДұд»Ҝ№жВЙЎЈ
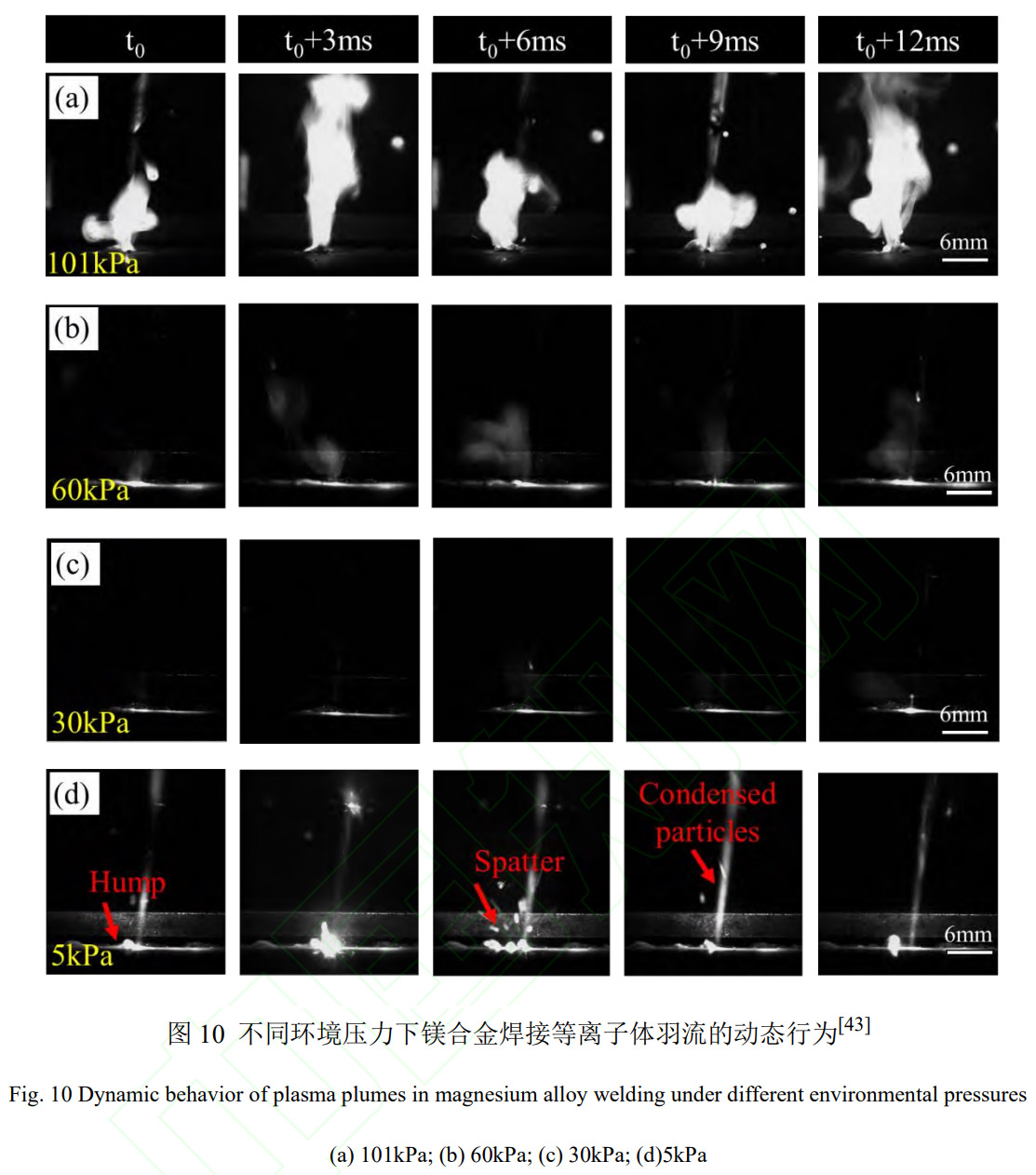
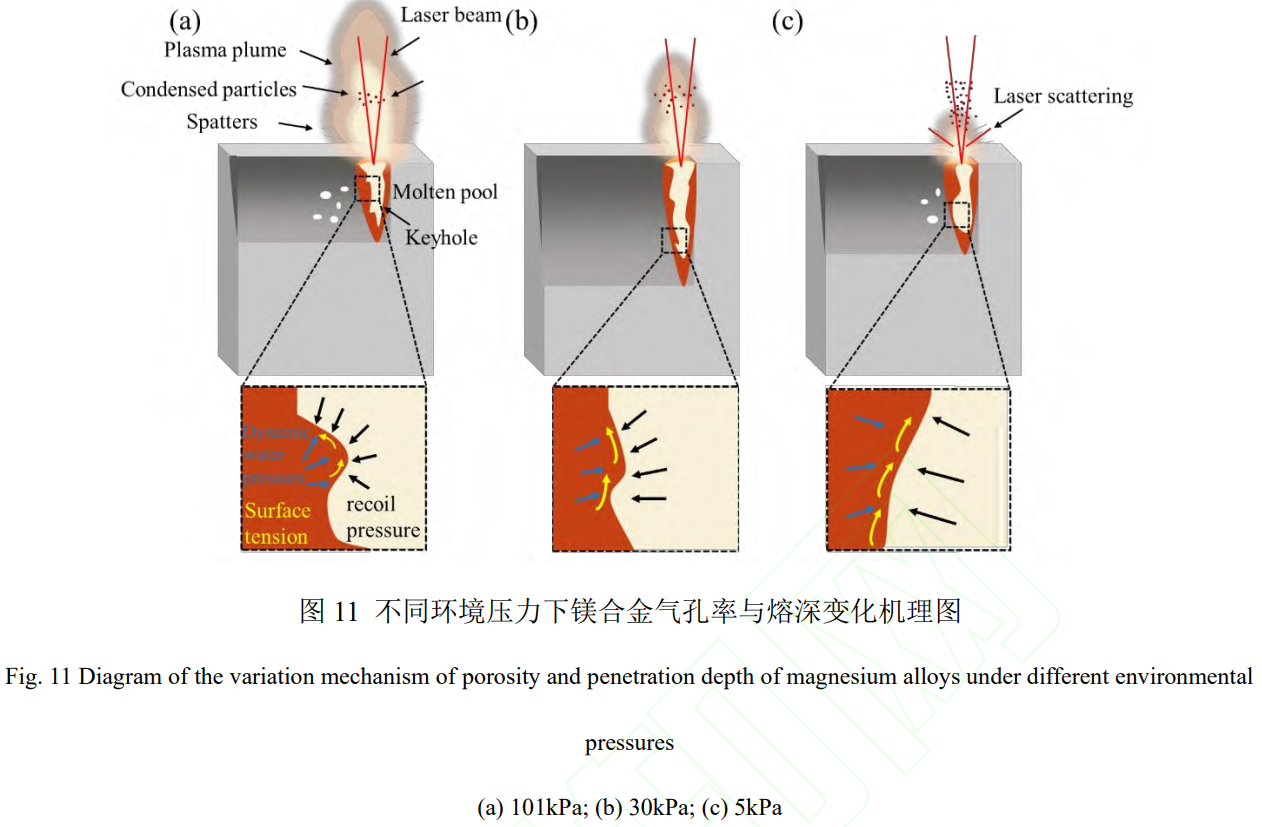
өИАлЧУМеөДЧҙМ¬СЭұдУләё·міЙРОР§№ыҫЯУРПФЦшөД№ШБӘРФЈ¬ТтҙЛПөНіЧЬҪбБЛГҫәПҪрёәС№јӨ№вәёҪУөИАлЧУМеРРОӘөД№жВЙУлМШөгЎЈұҫҝОМвЧйНЁ№эёЯЛЩЙгПс№ЫІмөИАлЧУМе¶ҜМ¬РРОӘ·ўПЦЈ¬ЛжЧЕ»·ҫіС№БҰҙУҙуЖшС№ҪөөНөҪЧоУЕ»·ҫіС№БҰЈ¬ИзНј10(a)-(c)ЛщКҫЈ¬өИАлЧУМеУрБчөДҙуРЎәНББ¶И¶јГчПФҪөөНөИАлЧУМеөДІЁ¶ҜТІКЬөҪТЦЦЖЈ¬ХвЦЦПЦПуҪөөНБЛөИАлЧУМеУрБч¶ФјӨ№вКшөДЖБұОЧчУГЈ¬ҙУ¶шМбёЯБЛәёҪУ№эіМөДОИ¶ЁРФЈ¬ёь¶аөДјӨ№в·шЙдөҪТәМ¬ҪрКфЦР;өұ»·ҫіС№БҰҪшТ»ІҪҪөөНКұЈ¬ИзНј10(d)ЛщКҫЈ¬ИЫіШұнГжіцПЦБЛГчПФөДІ»ОИ¶ЁРФЈ¬әё·мұнГжіцПЦГчПФөДНХ·еИұПЭЈ¬ИЫіШЦРҝЙјы·ЙҪҰЎЈҙЛНвЈ¬јӨ№вҙ«КдВ·ҫ¶ЦРіцПЦБЛҙуБҝДэҪбҝЕБЈЈ¬ІўХЫЙдБЛјӨ№вЈ¬өјЦВјӨ№вДЬБҝІ»ДЬНкИ«ұ»ТәМ¬ҪрКфЛщОьКХЈ¬ХвҪ«ҪшТ»ІҪөјЦВЛшҝЧ¶ФјӨ№вДЬБҝөДОьКХјхЙЩЎЈЖшҝЧИұПЭәНұнГжИұПЭНЁіЈУлИЫіШіЧҝЧ¶ҜМ¬РРОӘөДОИ¶ЁРФУР№ШЈ¬ФЪҪөөНЦБЧоУЕ»·ҫіС№БҰөД№эіМЦРЈ¬ХфЖы·ҙіеС№БҰәНұнГжХЕБҰФцјУЈ¬¶ҜЛ®С№БҰҪөөНЈ¬К№өГіЧҝЧёьЙоёьОИ¶ЁЈ¬Н¬КұіЧҝЧөДіЯҙзјёәхІ»ұдЈ¬ИЫіШөДіЯҙзјхРЎЈ¬өјЦВОИ¶ЁРФҪшТ»ІҪФцјУ;ГҫөДИЫ·РөгІо№эРЎЈ¬ҫзБТХф·ўК№·ҙіеС№БҰҪшТ»ІҪФцҙуЈ¬ұнГжХЕБҰОЮ·ЁО¬іЦіЧҝЧОИ¶ЁЈ¬өјЦВіЧҝЧЖө·ұІЁ¶ҜЈ¬ІъЙъҙуБҝҪөөНЈ¬К№өГіЧҝЧёьЙоёьОИ¶ЁЈ¬Н¬КұіЧҝЧөДіЯҙзјёәхІ»ұдЈ¬ИЫіШөДіЯҙзјхРЎЈ¬өјЦВОИ¶ЁРФҪшТ»ІҪФцјУ;ГҫөДИЫ»·ҫіС№БҰ¶ФИЫіШҙ«ИИҙ«ЦКРРОӘөДөчҝШЈ¬»бҪшТ»ІҪУ°ПмОў№ЫЧйЦҜөДСЭұд№эіМЎЈJiangөИИЛНЁ№эОў№ЫЧйЦҜ·ЦОц·ўПЦЈ¬ЛжЧЕ»·ҫіС№БҰөДҪөөНЈ¬ҫ§БЈіЯҙзҙУ33.1μmҪөөНЦБ20.3μm[44]ЎЈН¬КұЛжЧЕ»·ҫіС№БҰөДҪөөНЈ¬әё·мДЪөДСх»ҜјРФУОпёьЙЩёь·ЦЙўЈ¬К№өГәПҪрөДҪУН·РФДЬөГөҪМбЙэЎЈФЪГҫәПҪрёәС№јӨ№вәёҪУЦРЈ¬»·ҫіС№БҰөДҪөөНК№ТәМ¬ҪрКфЗшУтјхРЎЈ¬ёьҝмөДАдИҙЛЩ¶ИРОіЙБЛёь¶аРОәЛөгО»Ј¬ҙЩҪшБЛҫ§БЈөДПё»ҜЈ¬Н¬КұУЙУЪУРР§ёфҫшҝХЖшЈ¬ТЦЦЖБЛСх»ҜјРФУОпөДЙъіЙЈ¬ФЪ¶юХЯөДРӯН¬ЧчУГПВЈ¬КөПЦБЛБҰС§РФДЬөДМбЙэЎЈ
ЧЫЙПЛщКцЈ¬ёәС№јӨ№вәёҪУУРР§ЖЖҪвБЛГҫәПҪрәёҪУЦРЖшҝЧЎўИИБСОЖЎўәё·мСх»ҜөИ№ШјьДСМвЈ¬Х№ПЦіцККЕдЖдОпАн»ҜС§МШРФөД№ӨТХУЕКЖЎЈКЬГҫәПҪрөН·РөгЎўёЯХфЖыС№өДУ°ПмЈ¬»·ҫіС№БҰұд»Ҝ¶ФәёҪУРРОӘөДөчҝШіКПЦ¶АМШ№жВЙ:әё·мИЫЙоЎўұнГжіЙРОЦКБҝј°ЖшҝЧВКҫщЛжС№БҰҪөөНіКПЦПИМбЙэәуПВҪөөДЗчКЖЈ¬ҙжФЪЧоУЕ»·ҫіС№БҰгРЦөЈ¬өНУЪёГгРЦөәуЈ¬ИЫіШІ»ОИ¶ЁРФФцјУЈ¬ТЧіцПЦНХ·еЎў·ЙҪҰј°ДэҪбҝЕБЈөјЦВөДјӨ№вЙўЙдОКМвЎЈФЪОў№ЫЧйЦҜ·ҪГжЈ¬»·ҫіС№БҰҪөөНК№ТәМ¬ҪрКфЗшУтјхРЎЎўАдИҙЛЩВКјУҝмЈ¬РОіЙёь¶аРОәЛөгО»Ј¬НЖ¶Ҝҫ§БЈПФЦшПё»ҜЈ¬Н¬КұјхЙЩәё·мДЪСх»ҜјРФУОпөДКэБҝІўёДЙЖЖд·ЦЙўРФЎЈТтҙЛЈ¬ГҫәПҪрәёҪУҪУН·БҰС§РФДЬөДМбЙэЈ¬әЛРДФҙУЪҫ§БЈПё»ҜУлСх»ҜјРФУОпҝШЦЖөДРӯН¬ЧчУГЈ¬¶шЖд¶АМШөДәёҪУРРОӘ»ъЦЖИФРиНЁ№эКэЦөДЈДвҪшТ»ІҪҪТКҫЎЈ
6ЎўДСИЫәПҪрөДёәС№јӨ№вәёҪУ
ДСИЫәПҪрНЁіЈЦёИЫөгҙуУЪ2000ЎжөДәПҪрЈ¬ИзОЩЎўовЎўогЎўпҜЎўокј°ЖдәПҪрЈ¬ЖдУРНыіЙОӘУҰУГУЪәҪМм·ў¶Ҝ»ъЎўәЛДЬЎў№ъ·АЧ°ұёөИБмУтөДРВТ»ҙъІДБПЈ¬ө«ТтЖді¬ёЯИЫөгәНёЯ»ҜС§»оРФөИМШРФЈ¬ТЧөјЦВФЩәёҪУ№эіМЦРІъЙъҙаРФПаЙъіЙәНДСәёәПөИОКМв[45]Ј¬ёәС№јӨ№вәёҪУЛдИ»ДЬФЪТ»¶ЁіМ¶ИЙПТЦЦЖәёҪУИұПЭЈ¬ө«ОЮ·ЁҪвҫцҙаРФПаөДОКМвЈ¬әёҪУЦКБҝІ»ҝЙ№ЫЈ¬СРҫҝДС¶ИҪПҙуЈ¬өјЦВДҝЗ°№ШУЪДСИЫәПҪрёәС№јӨ№вәёҪУөДСРҫҝҪПЙЩЎЈТтҙЛёщҫЭПЦУРөДЙЩБҝСРҫҝәНұҫҝОМвЧйөДСРҫҝҪшХ№Ј¬СЎИЎпҜәПҪрЎўTa-10WәПҪрј°овәПҪрЈ¬ЖдЦРпҜәПҪрЦчТӘ¶ФУҰәЛ№ӨТөБмУтЈ¬Ta-10WҙъұнөдРНёЯОВДСИЫҪб№№ІДБПЈ¬¶шовәПҪрФтҙъұнёЯИЫөгҙаРФДСИЫҪрКфМеПөЈ¬ПЦУРСРҫҝЦчТӘјҜЦРУЪұЎ°еРЎіЯҙзөД°еІДәёҪУЈ¬ЗТҪцҙУ№ӨТХҪЗ¶Иіц·ўАҙёДЙЖЈ¬ТұҪрөчҝШКЦ¶ОСРҫҝҪПЙЩЈ¬ОҙАҙҝЙТФЦШөгҙУТұҪрҪЗ¶Иіц·ўИлКЦЎЈ
6.1пҜј°ЖдәПҪрөДёәС№јӨ№вәёҪУ
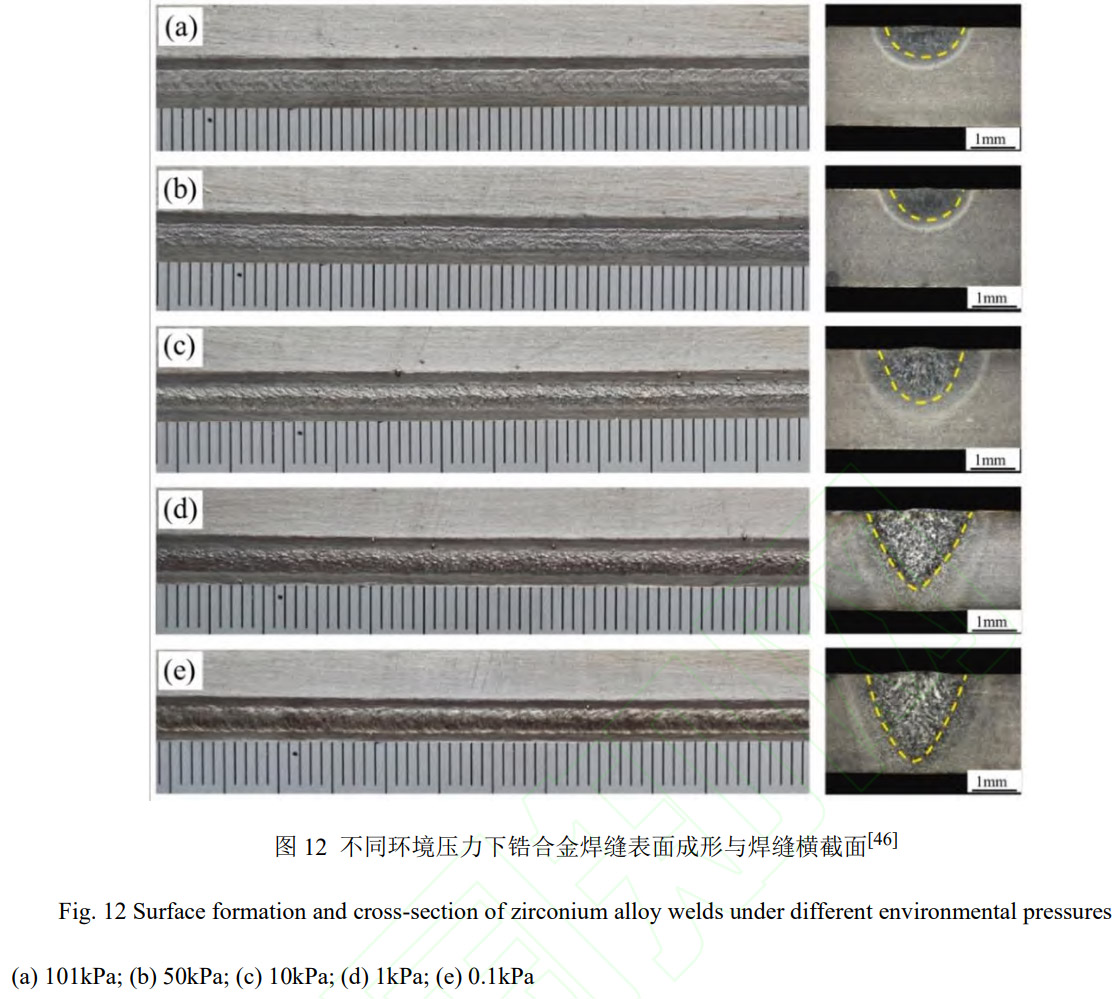
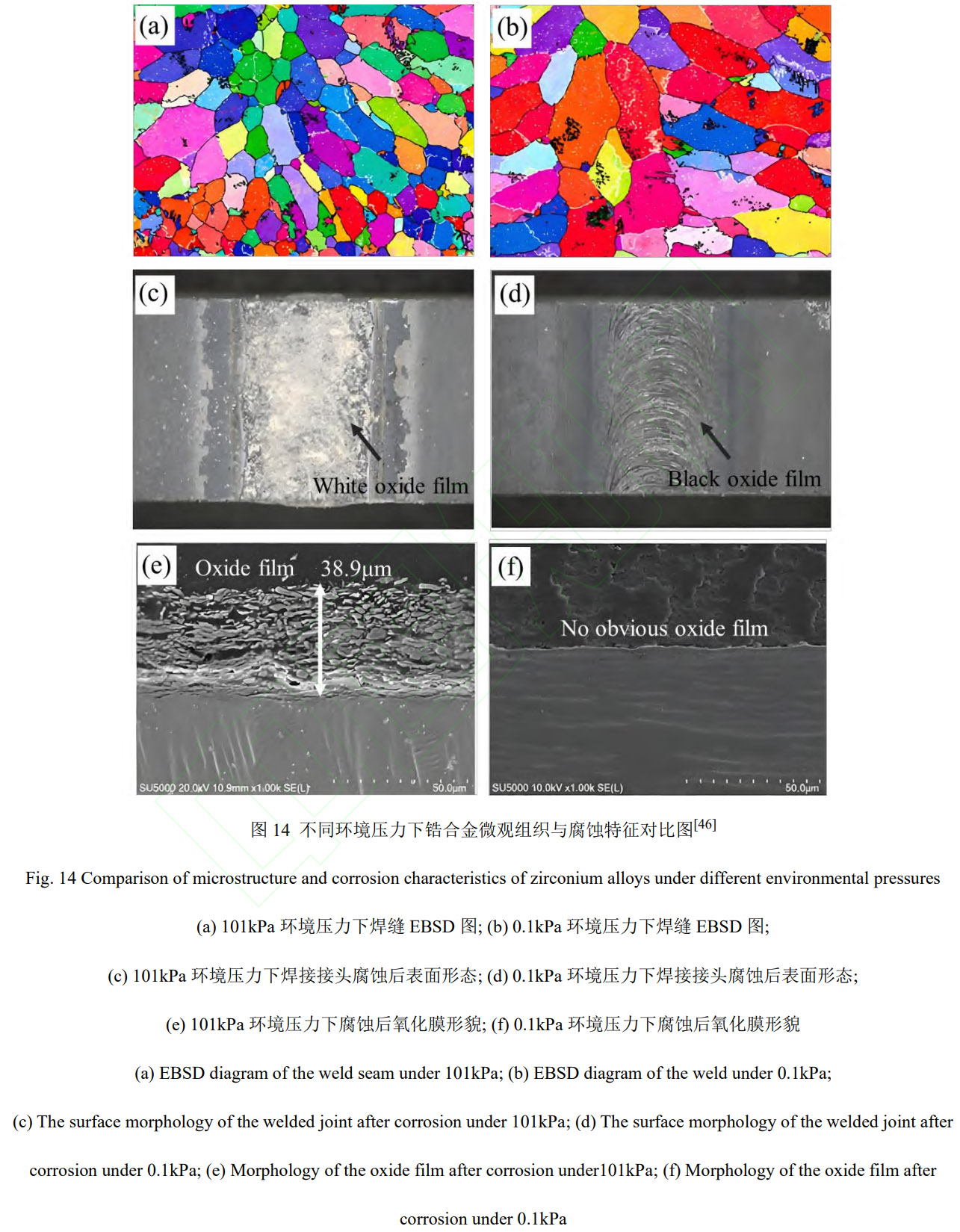
ФЪпҜәПҪрёәС№јӨ№вәёҪУЦРЈ¬ЛжЧЕ»·ҫіС№БҰөДҪөөНЈ¬пҜәПҪрәё·мРОГІөГөҪУЕ»ҜЈ¬ИЫЙоөДФцјУТІҙжФЪТ»¶ЁгРЦөЎЈWeiөИИЛ¶ФпҜәПҪрҪшРРБЛёәС№јӨ№вәёҪУКөСй[46]Ј¬І»Н¬»·ҫіС№БҰПВпҜәПҪрәё·мұнГжіЙРОУләё·мәбҪШГжИзНј12ЛщКҫЈ¬¶ФұИНј12(c)(d)ҝЙТФҝҙіцЈ¬ёәС№»·ҫіК№өГпҜәПҪрөДәёҪУДЈКҪУЙИИөјәёұдОӘЙоИЫәёЈ¬әёҪУИЫЙоөГөҪПФЦшФцјУЈ¬ө«өұ»·ҫіС№БҰҙуУЪ1kPaәуЈ¬ИЫЙоЗчУЪОИ¶ЁЈ¬ИзНј12(d)(e)ЛщКҫЎЈ
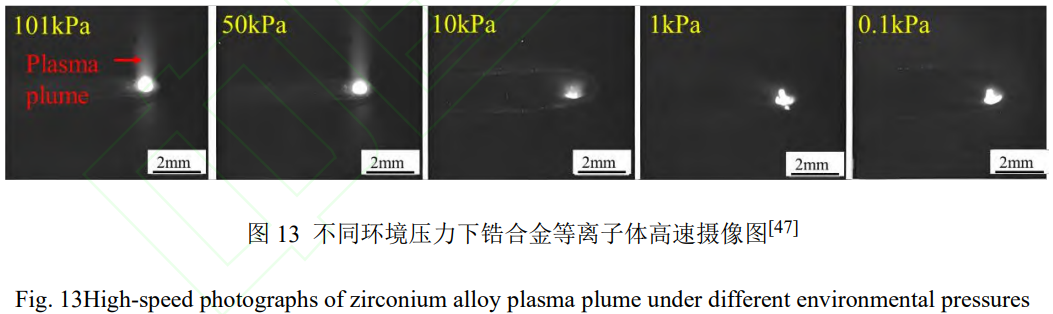
әё·міЙРОЦКБҝУлөИАлЧУМеөДОИ¶ЁРФГЬІ»ҝЙ·ЦЈ¬өИАлЧУМеУр»ФөДТЦЦЖіМ¶ИНЁ№эУ°ПмДЬБҝҙ«Кд№эіМҫц¶Ёәё·мөДіЙРОР§№ыЎЈпҜәПҪрёәС№јӨ№вәёҪУ№эіМЦРөИАлЧУМеІўІ»»бЛжЧЕ»·ҫіС№БҰөДҪөөН¶шұ»ЦрҪҘТЦЦЖЈ¬¶шКЗҙжФЪТ»¶ЁөДБЩҪзЦөЎЈWeiөИИЛ¶ФпҜәПҪрҪшРРёәС№јӨ№вәёҪУКөСй·ўПЦ[47]Ј¬өұ»·ҫіС№БҰҪөөНЦБ1kPaөД№эіМЦРЈ¬ИзНј13ЛщКҫЈ¬өИАлЧУМеөДББ¶ИУліЯҙзЦрҪҘјхРЎЈ¬өұ»·ҫіС№БҰҪшТ»ІҪҪөөНЈ¬өИАлЧУМеУрБчЗчУЪОИ¶ЁЎЈТтҙЛЈ¬ФЪ»·ҫіС№БҰөНУЪ1kPaәуЈ¬ИЫЙоұд»ҜІ»ҙуЎЈ
өИАлЧУМеөДЧҙМ¬өчҝШІ»ҪцЦұҪУУ°Пмәё·мәк№ЫіЙРОЈ¬ЖдНЁ№эёДұдјӨ№вДЬБҝҙ«КдР§ВКУлИЫіШИИСӯ»·МШРФЈ¬ёь»бҪшТ»ІҪУ°Пмәё·мј°ИИУ°ПмЗшөДОў№ЫЧйЦҜСЭұдВ·ҫ¶УлҪУН·РФДЬЎЈWeiөИИЛ·ўПЦәё·мҫ§БЈЖҪҫщіЯҙзҙУ54.9μmФцјУөҪ82.3μm,ёәС№»·ҫіПВөИЦбҫ§КэБҝҪПЙЩ,ИзНј14(a)(b)ЛщКҫЎЈУЙУЪпҜәПҪрөД·юТЫ»·ҫіТФёЯОВёЯС№Л®ОӘЦч,ТтҙЛРиТӘ¶ФЖдёҜКҙРФДЬөДёДұдҪшРРЧЬҪбУлМЦВЫЎЈЛжЧЕ»·ҫіС№БҰөДҪөөНЈ¬ИзНј14(e)(f)ЛщКҫЈ¬Сх»ҜОпәНұнГжСх»ҜДӨәс¶ИЦрҪҘјхРЎЈ¬Н¬КұИзНј14(c)(d)ЛщКҫЈ¬ұнГжҙУ·ЗұЈ»ӨРФөДҙаРФ°ЧЙ«Сх»ҜДӨЧӘұдОӘәЪЙ«өДёҪЧЕБҰБјәГөДСх»ҜДӨЈ¬К№өГёҜКҙРФДЬөГөҪМбЙэЎЈ№йДЙ¶шСФЈ¬ФЪөНёәС№МхјюПВЈ¬УЙУЪөИАлЧУМе¶ФјӨ№вөДЖБұОЧчУГјхИхЈ¬ФЪпҜәПҪрәёҪУ№эіМЦРІъЙъБЛёьёЯөДИИКдИлЈ¬өјЦВёЯОВПВНЈБфКұјдёьіӨЈ¬К№өГпҜәПҪрөДҫ§БЈұИФЪҙуЖшМхјюПВ№ЫІмөҪөДёьҙЦҙуЈ¬Н¬КұпҜәПҪрФЪёәС№»·ҫіПВ¶ФСхөДОьКХјхЙЩЈ¬Сх»ҜДӨәс¶ИјхРЎЈ¬УРР§МбЙэҪУН·өДДНёҜКҙРФДЬЎЈ
6.2огј°ЖдәПҪрөДёәС№јӨ№вәёҪУ
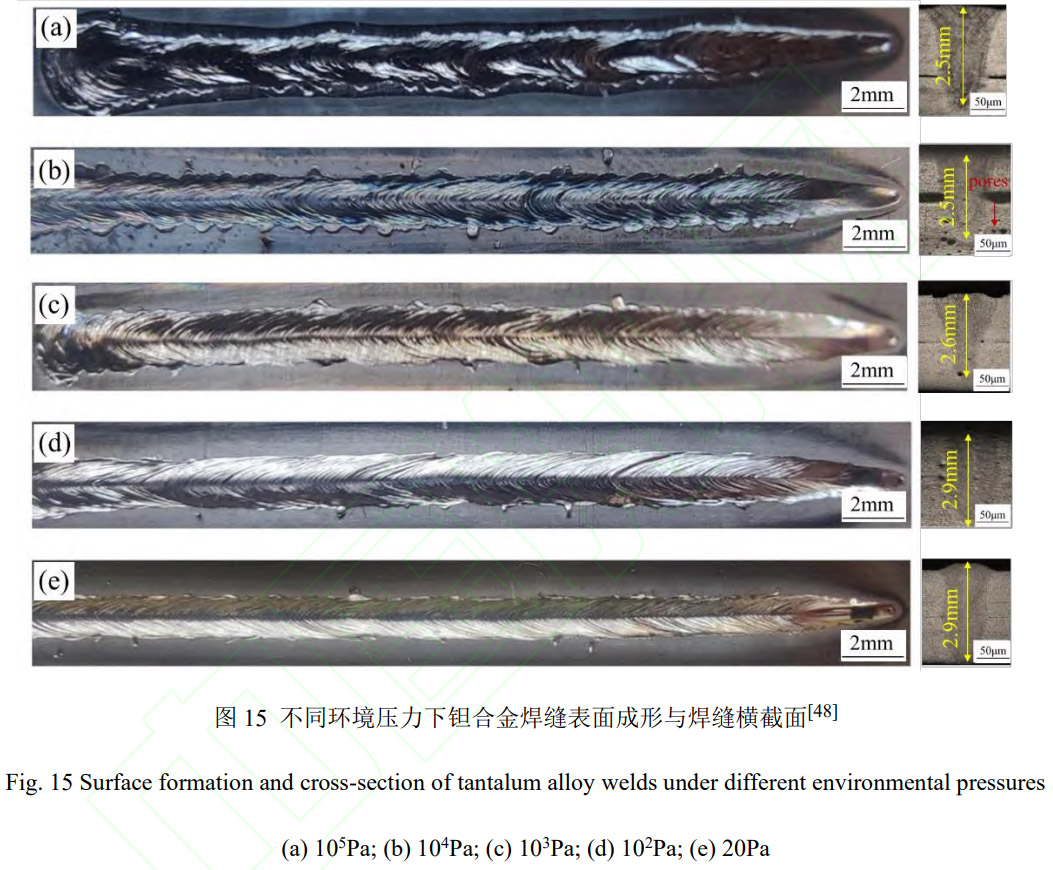
ёәС№јӨ№вәёҪУФЪогәПҪрәёҪУЦРН¬СщҙжФЪПФЦшөД№ӨТХёДЙЖР§№ыЈ¬ИЫЙоУлЖшҝЧИұПЭөГөҪПФЦшёДЙЖ[48]С§ХЯәОЖҪ·ўПЦЈ¬ЛжЧЕ»·ҫіС№БҰҪөөНЦБ10²PaЈ¬ИЫЙоФцјУҙУ2.5mmФцјУЦБ2.9mmЈ¬ЖшҝЧИұПЭөГөҪТЦЦЖЈ¬өұ»·ҫіС№БҰРЎУЪ10PaәуЈ¬ИЫЙоөДұд»ҜІ»ҙуЈ¬О¬іЦФЪ2.9mmЧуУТЎЈТтҙЛTa-10WәПҪрөДұнГжіЙРОУлЖшҝЧИұПЭЛжЧЕ»·ҫіС№БҰөДҪөөНТІ»бөГөҪІ»¶ПёДЙЖЈ¬ө«ЖдИЫЙоФцјУТІҙжФЪ»·ҫіС№БҰгРЦөЈ¬ФЪ10²PaЧуУТЎЈПЦУРСРҫҝ»№Иұ·Ұ¶ФёәС№»·ҫіПВогәПҪрөИАлЧУМеРОГІұд»ҜөД·ЦОцЈ¬ТтҙЛ¶ФЖд»·ҫігРЦөҙжФЪөДФӯТт»№ЙРОҙГчОъЎЈ
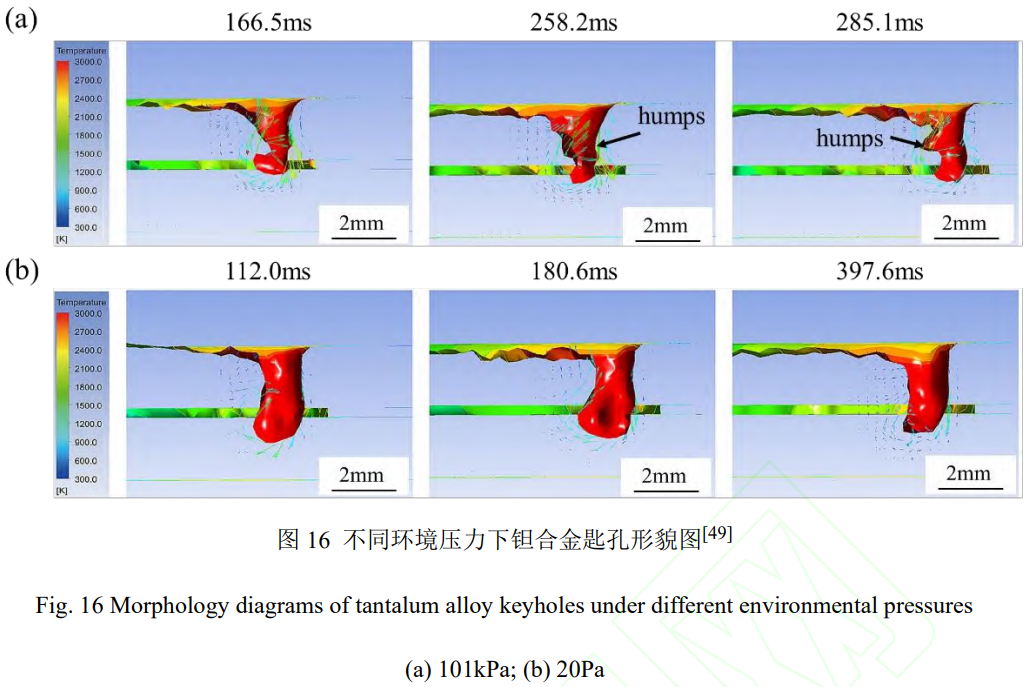
ЖшҝЧИұПЭөДІъЙъУліЧҝЧОИ¶ЁРФҙжФЪҪфГЬБӘПөЈ¬ТтҙЛРиТӘЙоИл·ЦОцогәПҪрөДәёҪУіЧҝЧЧҙМ¬ЎЈGongөИИЛНЁ№эКэЦөДЈДвөД·ҪКҪЈ¬И·¶ЁБЛогәПҪрёәС№»·ҫіПВәёҪУЖшҝЧөДТЦЦЖ»ъАнЎЈёәС№»·ҫі»бІъЙъёьҙуөДҪрКфХфЖш·ҙіеС№БҰЈ¬ІўЗТБчМеБч¶ҜДЈКҪ·ўЙъұд»ҜЈ¬ИзНј16(b)ЛщКҫЈ¬іЧҝЧұЪөДН»ЖрКөПЦјхЙЩЈ¬ТЦЦЖБЛіЧҝЧөДұХәП;БнТ»·ҪГжЈ¬УЙУЪІДБПөД·РөгҪПөНЈ¬іЧҝЧұЪөДЖҪҫщОВ¶ИјұҫзПВҪөЈ¬ХвУРАыУЪРОіЙёьұЎөДЛшҝЧұЪЈ¬»бҪшТ»ІҪМбёЯБЛИЫіШөДОИ¶ЁРФЈ¬ҙУ¶шТЦЦЖЖшҝЧөДРОіЙ[49]ЎЈЧЫЙПҝЙЦӘЈ¬ёәС№»·ҫіНЁ№эОИ¶ЁіЧҝЧәНИЫіШЈ¬ТЦЦЖБЛЖшЕЭөДІъЙъЈ¬К№өГогәПҪрәё·мЦРөДЖшҝЧИұПЭөГөҪБЛәЬәГөДТЦЦЖЎЈ
6.3овј°ЖдәПҪрөДёәС№јӨ№вәёҪУ
ұҫҝОМвЧйДҝЗ°Хэ¶ФовәПҪрёәС№јӨ№вәёҪУҪшРРЙоИлСРҫҝЈ¬ОТГЗ·ўПЦҪцНЁ№эТэИлёәС№јӨ№вәёҪУЛдИ»ДЬФЪТ»¶ЁіМ¶ИЙПУЕ»Ҝәё·міЙРОІўТЦЦЖЖшҝЧИұПЭЈ¬ө«ОЮ·ЁёДЙЖҙаРФПаҙжФЪөДОКМвЈ¬өјЦВҪУН·Зҝ¶ИОЮ·ЁөГөҪУРР§МбЙэЎЈУЪКЗіўКФНЁ№эТұҪрөчҝШөД·ҪКҪАҙҪвҫцҙЛОКМвЈ¬ДҝЗ°ТСНЁ№эПтовәПҪрЦРТэИлоСФӘЛШКөПЦБЛЗҝ¶ИөДҙу·щ¶ИМбЙэ[50]ЎЈоСФӘЛШМнјУәуЈ¬Ул»щМеөДовФӘЛШКөПЦОЮПЮ№МИЬЈ¬РОіЙөД№МИЬМеУЙУЪјхРЎөДҫ§ёсіЯҙзУлФцјУөДСоКПДЈБҝәНјфЗРДЈБҝІъЙъБЛ№МИЬЗҝ»ҜөДР§№ы;Н¬КұЈ¬оСФӘЛШөДМнјУ»б¶бИЎСхФӘЛШЈ¬ТЦЦЖБЛҙаРФПаөДЙъіЙЈ¬ІўЙъіЙTiO2өЪ¶юПаЈ¬УРР§ТЦЦЖБЛҫ§ҪзБСОЖөДА©Х№Ј¬КөПЦБЛөЪ¶юПаЗҝ»ҜөДР§№ыЈ¬ФЪ¶юХЯРӯН¬Зҝ»ҜөДЧчУГПВЈ¬ҪУН·АӯЙмЗҝ¶ИҙУ146MPaМбЙэЦБ469MPaЎЈ
И»¶шЈ¬өҘФӘЛШөчҝШІ»ДЬН¬ІҪҪвҫцәё·мҫ§БЈҙЦҙуУлҙаРФПаөДОКМвЈ¬ТФёЯмШМеПөОӘЦчөД¶аФӘЛШөчҝШМеПөУЙУЪёЯмШР§УҰөДҙжФЪЈ¬ЗгПтУЪРОіЙјтөҘ№МИЬМеІўТЦЦЖҪрКфјд»ҜәПОпөДЙъіЙ;Н¬КұҝЙТФНЁ№эіЩЦНА©ЙўР§УҰјх»әФӯЧУөДА©ЙўЛЩ¶ИҙУ¶шТЦЦЖҫ§БЈөДіӨҙуЎЈТтҙЛЈ¬әуРшұҫҝОМвЧйјЖ»®НЁ№эТэИлёЯмШЦРјдІгАҙҪшТ»ІҪөчҝШовәПҪрәёҪУҪУН·РФДЬЎЈ
ЧЫЙПЛщКцЈ¬ёәС№јӨ№вәёҪУФЪДСИЫәПҪрәёҪУЦРН¬СщХ№ПЦіц№ӨТХУЕКЖЈ¬ЛжЧЕ»·ҫіС№БҰҪөөНЈ¬өИАлЧУМеРРОӘөГөҪөчҝШЈ¬әё·міЙРОЦКБҝУЕ»ҜЈ¬ИЫЙоПФЦшМбЙэЗТЖХұйҙжФЪБЩҪзС№БҰгРЦөЈ¬Н¬КұУРР§ТЦЦЖБЛЖшҝЧЎў·ЙҪҰөИөдРНИұПЭЎЈө«КЬҙаРФПаЙъіЙЦЖФјЈ¬РиТААөТұҪрөчҝШН»ЖЖРФДЬЖҝҫұЎЈПЦУРСРҫҝ¶ајҜЦРУЪ№ӨТХІОКэМҪЛчУлПЦПу»ъАнҪвКНЈ¬ТұҪрөчҝШКЦ¶ОөДСРҫҝПа¶ФұЎИхЎЈТтҙЛЈ¬ДСИЫәПҪрёәС№јӨ№вәёҪУРФДЬМбЙэөДәЛРД·ҪПтЈ¬ФЪУЪЙоИлМҪҫҝФӘЛША©ЙўУлПаСЭұд»ъЦЖЈ¬НЁ№эХл¶ФРФТұҪрөчҝШТЦЦЖҙаРФПаЙъіЙЈ¬Н¬ІҪҪвҫцҫ§БЈҙЦҙуОКМвЎЈ
З°ОД·ЦұрЧЫКцБЛёЦЎўоСЎўВБЎўГҫј°ЖдәПҪрәНДСИЫәПҪрФЪёәС№јӨ№вәёҪУЦРөДСРҫҝҪшХ№ј°Ждұд»ҜМШХчЎЈУлҙЛН¬КұЈ¬ҙУәбПтҪЗ¶ИұИҪПІ»Н¬ІДБПМеПөФЪёәС№»·ҫіПВәё·міЙРОЎўИұПЭСЭ»ҜЎўЧйЦҜРФДЬј°ЧчУГ»ъЦЖөИ·ҪГжөДПмУҰ№жВЙЈ¬Н¬СщҫЯУРЦШТӘТвТеЎЈ»щУЪҙЛЈ¬ұн1¶ФІ»Н¬ІДБПМеПөФЪёәС№»·ҫіПВөДөдРНұд»Ҝ№жВЙҪшРРБЛ№йДЙЧЬҪбЎЈ
ұн1 ЛжЧЕ»·ҫіС№БҰҪөөНЈ¬ёчАаІДБПМеПөФЪёәС№јӨ№вәёҪУЦРөДұд»Ҝ№жВЙ
| Mechanism of | |||||
| Penetration and | Microstructure | mechanical | |||
| Materials system | Welding defects | Plasma plume | |||
| weld formation | evolution | properties | |||
| improvement | |||||
| Steel and its alloys | The penetration | ||||
| depth and weld | Defects such as | Microstructure | The plasma plume | ||
| porosity and | Inhibition of | ||||
| formation | evolution was not | was suppressed | |||
| constantly | spatter were | obvious | constantly | welding defects | |
| reduced | |||||
| improved | |||||
| The penetration | |||||
| The porosity was | |||||
| depth and weld | |||||
| decreased, but | |||||
| formation firstly | The plasma plume | Grain refinement | |||
| Titanium and its | surface defects | The grains are | |||
| improved, then | was suppressed | and inhibition of | |||
| alloys | such as undercut | refined | |||
| tended to stabilize, | constantly | porosity defects | |||
| and spatter were | |||||
| and there was a | |||||
| not eliminated | |||||
| pressure threshold | |||||
| The penetration | Columnar crystals | The synergistic | |||
| The effect of | |||||
| depth and weld | transformed into | The plasma plume | effect of defect | ||
| Aluminium and | inhibiting stomata | ||||
| formation were | equiaxed crystals, | was suppressed | suppression and | ||
| its alloys | is particularly | ||||
| constantly | and the grain size | constantly | microstructure | ||
| remarkable | |||||
| improved | showed a trend of | homogenization |
increasing first and then decreasing
| The penetration | |||||
| depth and weld | The plasma plume | ||||
| formation firstly | was constantly | The synergistic | |||
| increased, then | Welding defects | suppressed, but | effect of grain | ||
| Magnesium | and | The grains are | |||
| decreased, and | first decreased and | numerous | refinement and | ||
| its alloys | refined | ||||
| there exists an | then increased | condensed | oxide inclusion | ||
| optimal | particles and | inhibition | |||
| environmental | spatter occurred | ||||
| pressure | |||||
| The penetration | The porosity was | ||||
| depth and weld | decreased, but the | The plasma plume | |||
| There was a | was first | ||||
| formation | problem of | It mainly relies on | |||
| phenomenon of | suppressed and | ||||
| Refractory alloy | loy improved, but | metallurgical | the suppression of | ||
| grain coarsening in | then tended to | ||||
| environmental | embrittlement | brittle phases | |||
| zirconium alloys | stabilize in | ||||
| thresholds are | remained | zirconium alloys | |||
| generally present | prominent |
7ЎўҪбУпј°Х№Ны
ФЪёәС№јӨ№вәёҪУөДСРҫҝЦРЈ¬ёәС№»·ҫіНЁ№эТЦЦЖөИАлЧУМеҪрКфХфЖыУрСМәНёДЙЖИЫіШБч¶ҜДЈКҪО¬іЦіЧҝЧОИ¶ЁРФөИЈ¬¶ФЛщУРІДБПөДәёҪУРФДЬҫщУРёДЙЖЧчУГЈ¬ө«КЗУЙУЪёчІДБПМеПөөДОпАн»ҜС§РФЦКҙжФЪПФЦшІоТмЈ¬ЖдёДЙЖР§№ыУлёДЙЖ»ъЦЖУРЛщІ»Н¬ЎЈ
(1)ёЦКЗёәС№јӨ№вәёҪУЦРН¶ИлЧоФзЎўСРҫҝЧо¶аөДІДБПЈ¬ОӘЖдЛьІДБПөДСРҫҝҙтПВБЛЙоәсөД»щҙЎЈ¬20kPaКЗёЦІДБПёәС№јӨ№вәёҪУИұПЭТЦЦЖөДБЩҪзЦөЈ¬ҙуІҝ·ЦёЦІДБПәёҪУІъЙъөДөИАлЧУМеәНәёҪУИұПЭФЪёәС№»·ҫіПВ¶ј»бөГөҪТЦЦЖЈ¬ёЦөДОў№ЫЧйЦҜФЪёәС№»·ҫіПВөДұд»ҜІ»ҙуЈ¬І»Н¬ёЦЦЦЦ®јдөД¶ФұИСРҫҝҝЙЧчОӘОҙАҙөДЦШөгСРҫҝ·ҪПтЎЈ
(2)оСәПҪрёәС№јӨ№вәёҪУГчИ·ҙжФЪ»·ҫіС№БҰгРЦөЈ¬ёщҫЭ°еІДәс¶И»біКПЦіцІ»Н¬өДКэЦөЈ¬ІўЗТұнГжИұПЭІ»ДЬКөПЦНкИ«ТЦЦЖЈ¬ө«ЖшҝЧВК»бКөПЦҪөөНЈ¬Оў№ЫЧйЦҜФЪёәС№»·ҫіПВ»бІъЙъПё»ҜР§№ыЈ¬МбЙэБЛБҰС§РФДЬЈ¬ОҙАҙҝЙТФҝӘХ№ҙуәс°еәНёҙФУ№№јюәёҪУУҰУГЎЈ
(3)ВБәПҪрёәС№јӨ№вәёҪУөДСРҫҝЦРЈ¬ПкПёІыГчБЛЖшҝЧТЦЦЖ»ъАнІўГчИ·БЛДЬБҝЛҘјх»ъЦЖЈ¬Ждәё·міЙРО№жВЙУлёЦІДБПАаЛЖЈ¬ө«ҫ§БЈіЯҙзіКПЦіцПИФцҙуәујхРЎөД¶АМШ№жВЙЈ¬Н¬КұЦёіцёәС№»·ҫі¶ФВБәПҪрЙЁГијӨ№вәёҪУМШРФөДУ°ПмЎЈ10³PaТФПВөДјӨ№вДЬБҝЛҘјх»ъЦЖ»№УРҙэМҪҫҝЈ¬Н¬КұИзәОҪшРРҙуәс°еВБәПҪрәёҪУТІҪ«іЙОӘОҙАҙөДСРҫҝИИөгЎЈ
(4)ГҫәПҪрТтЖдЧФЙнМШРФЈ¬әё·міЙРОіКПЦіцЛжЧЕ»·ҫіС№БҰөДҪөөНіКПЦПИЙПЙэәуПВҪөөД¶АМШПЦПуЈ¬өН·РөгМШРФК№өГЖдФЪөН»·ҫіС№БҰПВ»бІъЙъёЯХфЖыС№ФміЙіЧҝЧМ®ЛъПЦПуЎЈПЦУР№ӨТХЛдИ»ҝЙТФІҝ·ЦТЦЦЖИұПЭЈ¬ө«КЗТЦЦЖ»ъАн»№УРҙэЙоИл·ўҫтЈ¬ОҙАҙРиТӘХэИ·ҪЁБўКэЦөДЈДвДЈРНЈ¬ҪТКҫИЫіШөДҙ«ИИҙ«ЦКПЦПуЎЈ
(5)ДСИЫәПҪрёәС№јӨ№вәёҪУөДСРҫҝҪПЙЩЈ¬ҙуІҝ·ЦОДПЧҪцҪцФЪ№ӨТХҪЗ¶ИҪшРР·ЦОцЈ¬Г»УРҪшТ»ІҪНЪҫтЎЈҙаРФПаөјЦВәё·мБҰС§РФДЬөНПВПЦПуКЗЧи°ӯЖдУҰУГөДДСМвЈ¬Н¬КұПЦУРСРҫҝ¶ФФӘЛША©ЙўәНПаСЭұд»ъЦЖЖКОцІ»ЧгЈ¬ИзәОТЦЦЖҙаРФПаөДЙъіЙІўҪшТ»ІҪМбёЯәё·мЗҝ¶ИШҪҙэҝӘХ№Па№ШСРҫҝЎЈ
(6)ЧЬМе¶шСФЈ¬ёәС№јӨ№вәёҪУөД»щҙЎСРҫҝПа¶ФНкұёЈ¬ПЦТСЦрІҪ·ўХ№өҪГжПт¶аІДБПМеПөЎўәс°еЎўёҙФУҪб№№јюБ¬ҪУөД№ӨТХУЕ»ҜҪЧ¶ОЎЈОҙАҙҝЙПтҫЦІҝёәС№Ч°ұёЎўИбРФ»ҜЧ°ұёөДҝӘ·ў·ҪПтҪшРР·ўХ№Ј¬Н¬КұјУЗҝёәС№јӨ№вәёҪУөДФЪПЯјаІвУлЦЗДЬ»ҜҝШЦЖЈ¬НЖ¶ҜЖдФЪҙуәс°еЎўёҙФУҪб№№јюөДУҰУГЎЈ
8ЎўІОҝјОДПЧ
[1] Bozchaloei G E, Badkoobeh F, Beiranvand Z M, et al. Microstructure and tensile-shear behavior of lap joints produced by laser welding of newly developed Al-7Mg alloy[J]. Materials Characterization, 2026, 231: 115909.
[2] Kang L, Li X, Chen J,et al. Microstructure and Mechanical Properties of Stainless Steel/6082 Aluminum Alloy Heterogeneous Laser Welded Joint[J]. Materials, 2023, 16(21): 6958.
[3] Perrin A E, Unocic K, Poplwsky J, et al. Microstructure and mechanical behavior of laser remelted amorphous Al-Ni-La welds[J]. Materials Characterization,2026,232:115949.
[4]¶ӯҪриКЈ¬Со·ҪТгЈ¬ОвоEЈ¬өИ.ҝЙөч»·ДЈјӨ№вәёҪУ·ЙҪҰТЦЦЖ»ъАнј°№ӨТХУЕ»ҜСРҫҝ[J].ЦР№ъјӨ№в,2024,51(12):1202104.
Dong J F, Yang F Y, Wu D, et al. Spatter Suppression Mechanism and Process Optimization of Adjustable Ring-Mode Laser Welding[J]. Chinese Journal of Lasers, 2024, 51(12): 1202104.
[5]Ф¬ББОДЈ¬БхНтҙжЈ¬ХФјСЈ¬өИ.І»Н¬АаРНЖшМеұЈ»ӨДЈКҪ¶Ф15mmәс316HІ»РвёЦјӨ№вЙоИЫәёҪУ№эіМөДУ°Пм[J].ЦР№ъјӨ№в,2025,52(12):1202103.
Yuan W L, Liu W C, Zhao J, et al. Influence of Different Gas Protection Modes on Laser Deep Penetration Welding Process of 15mm Thick 316H Stainless Steel[J]. Chinese Journal of Lasers, 2025, 52(12): 1202103.
[6] Wang Y, Li X, Chen J, et al. Effect of shielding gas on plasma plume and weld formation in laser welding of stainless steel[J]. Journal of Materials Processing Technology, 2023, 312: 117845.
[7] Zhang H, Liu Y, Wang Z, et al. Investigation on the effect of ambient pressure on plasma plume behavior in laser welding[J]. Optics & Laser Technology, 2022, 156: 108532.
[8] Chen Q, Li R, Xu B, et al. Study on the mechanism of plasma suppression in sub-atmospheric pressure laser welding[J]. Journal of Manufacturing Processes, 2023, 85: 1-12.
[9] Katayama S, Kawahito Y, Mizutani M. Elucidation of laser welding phenomena and factors affecting weld penetration and welding defects[J]. Physics Procedia, 2010, 5: 9-17.
[10] Fabbro R. Melt pool and keyhole behaviour analysis for deep penetration laser welding[J]. Journal of Physics D: Applied Physics, 2010, 43(44): 445501.
[11]ХЕБЦҪЬЈ¬Одҙ«ЛЙЈ¬АоОзЙк.ёәС№»·ҫі¶ФјӨ№вәёҪУөИАлЧУМеУр»ФРРОӘөДУ°Пм[J].әёҪУС§ұЁ,2018,39(2):1-5.
Zhang L J, Wu C S, Li W S. Effect of sub-atmospheric pressure on plasma plume behavior in laser welding[J]. Transactions of the China Welding Institution, 2018, 39(2): 1-5.
[12]БхёЈФЛЈ¬ЛОПю№ъЈ¬МҙІЖНъЈ¬өИ.ёәС№јӨ№вәёҪУјјКхСРҫҝҪшХ№[J].әёҪУ,2021(5):1-8.
Liu F Y, Song X G, Tan C W, et al. Research progress of laser welding under sub-atmospheric pressure[J]. Welding & Joining, 2021(5): 1-8.
[13] Fabbro R, Chouf K. Keyhole modeling during laser welding[J]. Journal of Applied Physics, 2000, 87(9): 4075-4083.
[14] Katayama S, Kawahito Y, Mizutani M. Deep penetration welding with high power laser under vacuum[J]. Transactions of JWRI, 2009, 38(2): 15-19.
[15] Katayama S, Kawahito Y, Mizutani M. Elucidation of phenomena in high power fiber laser welding and development of prevention procedures of welding defects[J]. Quarterly Journal of the Japan Welding Society, 2010, 28(2): 33-38.
[16] Luo Y, Tang X, Lu F, et al. Study on the weld formation and spatter reduction in vacuum laser welding of stainless steel[J]. Journal of Materials Processing Technology, 2019, 271: 498-507.
[17] Zhang L, Wu C, Li W. Effect of ambient pressure on penetration depth and porosity in laser welding of stainless steel[J]. Optics and Lasers in Engineering, 2019, 121: 447-455.
[18] Wang J, Chen Z, Li L, et al. Investigation on the mechanism of porosity suppression in vacuum laser welding of galvanized steel[J]. Journal of Manufacturing Processes, 2020, 50: 505-514.
[19]АЧұуЈ¬іВЦҫҙәЈ¬АоАюИәЈ¬өИ.ёәС№»·ҫі¶Ф¶ЖРҝёЦ°ејӨ№вәёҪУЖшҝЧТЦЦЖРРОӘөДУ°Пм[J].ЦР№ъјӨ№в,2019,46(4):0402003.
Lei B, Chen Z C, Li L Q, et al. Effect of Sub-atmospheric Pressure on Porosity Suppression in Laser Welding of Galvanized Steel Sheet[J]. Chinese Journal of Lasers, 2019, 46(4): 0402003.
[20]іВЦҫҙәЈ¬АЧұуЈ¬АоАюИәЈ¬өИ.ёәС№јӨ№вәёҪУ¶ЖРҝёЦ°еіЧҝЧ¶ҜМ¬РРОӘј°ЖшҝЧТЦЦЖ»ъАн[J].»ъРө№ӨіМС§ұЁ,2020,56(6):59-66.
Chen Z C, Lei B, Li L Q, et al. Keyhole Dynamic Behavior and Porosity Suppression Mechanism in Laser Welding of Galvanized Steel under Sub-atmospheric Pressure[J]. Journal of Mechanical Engineering, 2020, 56(6): 59-66.
[21]МЖРВ»ӘЈ¬ХЕБЦҪЬЈ¬Одҙ«ЛЙ.ёәС№»·ҫі¶Ф304І»РвёЦјӨ№вәёҪУөИАлЧУМеУр»Фј°әё·міЙРОөДУ°Пм[J].әёҪУС§ұЁ,2017,38(11):1-5.
Tang X H, Zhang L J, Wu C S. Effect of sub-atmospheric pressure on plasma plume and weld formation in laser welding of 304 stainless steel[J]. Transactions of the China Welding Institution, 2017, 38(11): 1-5.
[22]іВЗХМО.ёәС№»·ҫі¶ФјӨ№вәёҪУөИАлЧУМеУр»ФРРОӘј°әё·міЙРОөДУ°ПмСРҫҝ[D].№ю¶ыұх:№ю¶ыұх№ӨТөҙуС§,2018.
Chen Q T. Study on the Effect of Sub-atmospheric Pressure on Plasma Plume Behavior and Weld Formation in Laser Welding[D]. Harbin: Harbin Institute of Technology, 2018.
[23]ҪӘГО.ёәС№»·ҫі¶ФјӨ№вәёҪУөИАлЧУМеМШРФј°ДЬБҝҙ«КдөДУ°Пм[D].№ю¶ыұх:№ю¶ыұх№ӨТөҙуС§,2019.
Jiang M. Effect of Sub-atmospheric Pressure on Plasma Characteristics and Energy Transfer in Laser Welding[D]. Harbin: Harbin Institute of Technology, 2019.
[24]НхјМГчЈ¬АоАюИәЈ¬іВЦҫҙәЈ¬өИ.ёәС№»·ҫі¶Ф10Ni5CrMoVёЦјӨ№вәёҪУЧйЦҜУлРФДЬөДУ°Пм[J].әёҪУС§ұЁ,2020,41(3):1-6.
Wang J M, Li L Q, Chen Z C, et al. Effect of sub-atmospheric pressure on microstructure and properties of laser welded 10Ni5CrMoV steel[J]. Transactions of the China Welding Institution, 2020, 41(3): 1-6.
[25] Tan C, Li R, Xu B, et al. Effect of sub-atmospheric pressure on weld appearance, porosity and microstructure in laser welding of TC4 titanium alloy[J]. Journal of Materials Processing Technology, 2022, 299: 117388.
[26]Нх»ҜҙП.ёәС№»·ҫі¶ФTC4оСәПҪрјӨ№вәёҪУЖшҝЧј°ЧйЦҜРФДЬөДУ°Пм[D].№ю¶ыұх:№ю¶ыұх№ӨТөҙуС§,2021.
Wang H C. Effect of Sub-atmospheric Pressure on Porosity, Microstructure and Properties in Laser Welding of TC4 Titanium Alloy[D]. Harbin: Harbin Institute of Technology, 2021.
[27] Li Y, Zhang L, Wu C, et al. Plasma plume behavior and its influence on weld formation in laser welding of titanium alloy under sub-atmospheric pressure[J]. Optics and Laser Technology, 2021, 133: 106536.
[28] Zhang H, Liu Y, Wang Z, et al. Mechanism of penetration enhancement in vacuum laser welding of titanium alloy[J]. Journal of Materials Processing Technology, 2021, 288: 116872.
[29] Wang Z, Liu Y, Zhang H, et al. Microstructure and mechanical properties of laser welded TC4 titanium alloy under sub-atmospheric pressure[J]. Materials Science and Engineering: A, 2020, 772: 138797.
[30] Wang Z, Liu Y, Zhang H, et al. Effect of ambient pressure on microstructure and tensile properties of laser welded TC4 titanium alloy[J]. Journal of Alloys and Compounds, 2020, 815: 152456.
[31]ә«дмдм.ёәС№»·ҫі¶Ф5083ВБәПҪрјӨ№вәёҪУЖшҝЧТЦЦЖРРОӘј°»ъАнСРҫҝ[D].№ю¶ыұх:№ю¶ыұх№ӨТөҙуС§,2020.
Han X X. Study on Porosity Suppression Behavior and Mechanism in Laser Welding of 5083 Aluminum Alloy under Sub-atmospheric Pressure[D]. Harbin: Harbin Institute of Technology, 2020.
[32] Peng Y, Zhang L, Wu C, et al. Effect of sub-atmospheric pressure on porosity, microstructure and mechanical properties of laser welded 5A06 aluminum alloy[J]. Journal of Materials Processing Technology, 2021, 288: 116873.
[33] Gong S, Zhang L, Wu C, et al. Energy attenuation mechanism of laser beam in vacuum laser welding of aluminum alloy[J]. Optics and Lasers in Engineering, 2022, 148: 106772.
[34] Jiang M, Zhang L, Wu C, et al. Three-dimensional characterization of porosity in vacuum laser welded aluminum alloy using X-ray computed tomography[J]. Materials Characterization, 2021, 171: 110801.
[35] Zhang L, Jiang M, Wu C, et al. Mechanism of porosity suppression in vacuum laser welding of aluminum alloy: A combined numerical and experimental study[J]. International Journal of Heat and Mass Transfer, 2021, 164: 120574.
[36] Wang T, Zhang L, Wu C, et al. Effect of ambient pressure on keyhole stability and porosity formation in laser welding of aluminum alloy[J]. Journal of Manufacturing Processes, 2021, 64: 1205-1215.
[37] Zhang H, Liu Y, Wang Z, et al. Effect of beam oscillation on porosity suppression in vacuum laser welding of aluminum alloy[J]. Optics and Laser Technology, 2022, 145: 107479.
[38] Jiang M, Zhang L, Wu C, et al. Effect of beam oscillation on microstructure and mechanical properties of vacuum laser welded aluminum alloy[J]. Journal of Materials Processing Technology, 2022, 299: 117389.
[39] Jiang M, Zhang L, Wu C, et al. Mechanism of grain coarsening in vacuum laser welding of aluminum alloy with beam oscillation[J]. Materials & Design, 2022, 213: 110338.
[40] Jiang Y, Zhang L, Wu C, et al. Effect of sub-atmospheric pressure on weld formation and porosity in laser welding of AZ31 magnesium alloy[J]. Journal of Materials Processing Technology, 2020, 275: 116357.
[41] Jiang Y, Zhang L, Wu C, et al. Optimization of ambient pressure for laser welding of AZ31 magnesium alloy based on weld appearance and porosity[J]. Optics and Laser Technology, 2020, 121: 105789.
[42] Ning J, Zhang L, Wu C, et al. Effect of ambient pressure on laser welding of AZ91D magnesium alloy: Weld appearance, porosity and microstructure[J]. Journal of Manufacturing Processes, 2021, 62: 100-109.
[43] Tan C, Li R, Xu B, et al. Investigation on the mechanism of porosity variation in laser welding of magnesium alloy under sub-atmospheric pressure[J]. Journal of Materials Processing Technology, 2023, 312: 117846.
[44] Jiang Y, Zhang L, Wu C, et al. Effect of sub-atmospheric pressure on microstructure and mechanical properties of laser welded AZ31 magnesium alloy[J]. Materials Science and Engineering: A, 2021, 802: 140426.
[45] Zhang L, Wu C, Li W. Challenges and prospects of laser welding of refractory metals and alloys[J]. International Journal of Refractory Metals and Hard Materials, 2020, 86: 105104.
[46] Wei Y, Zhang L, Wu C, et al. Effect of sub-atmospheric pressure on laser welding of zirconium alloy: Weld appearance, penetration and microstructure[J]. Journal of Nuclear Materials, 2021, 543: 152589.
[47] Wei Y, Zhang L, Wu C, et al. Plasma plume behavior and its influence on energy coupling in laser welding of zirconium alloy under sub-atmospheric pressure[J]. Optics and Laser Technology, 2021, 133: 106537.
[48] He P, Zhang L, Wu C, et al. Effect of ambient pressure on laser welding of Ta-10W alloy: Porosity suppression and mechanical properties[J]. International Journal of Refractory Metals and Hard Materials, 2022, 102: 105721.
[49] Gong S, Zhang L, Wu C, et al. Numerical study on keyhole stability and porosity suppression in vacuum laser welding of tantalum alloy[J]. International Journal of Heat and Mass Transfer, 2022, 183: 122186.
[50] Tan C, Li R, Xu B, et al. Improving the strength of laser welded molybdenum alloy through titanium addition: Microstructure and mechanical properties[J]. Materials Science and Engineering: A, 2023, 864: 144567.
ЈЁЧўЈ¬ФӯОДұкМвЈәёәС№јӨ№вәёҪУјјКхөДСРҫҝПЦЧҙј°Х№Ны_МҙІЖНъЈ©
tagұкЗ©:јјКхЖҝҫұ,КэЦөДЈДв,№ӨіМУҰУГ,јӨ№вәёҪУјјКх