



ЗЂВМШеЦкЃК2026-4-22 9:56:56
1ЁЂађбд
ДПюбЪЧжИОпгаВЛЭЌЕФFeЁЂCЁЂOЁЂNЕШдгжЪКЌСПЕФЗЧКЯН№юбЃЌЫљАќКЌЕФХЦКХЮЊTA1ЁЂTA2ЁЂTA3КЭTA4ЁЃДПюбжївЊгІгУгквЊЧѓИпЫмадЁЂЪЪЕБЕФЧПЖШЁЂСМКУЕФФЭЪДадМАКИНгадЕФГЁКЯ,вђЦфНЯКУЕФЛњаЕМгЙЄадФм,ЪЪгкЩњВњИїжжЙцИёЕФАхВФЁЂАєВФЁЂаЭВФЁЂДјВФЁЂЙмВФКЭВВФЃЌвђЦфгХСМЕФзлКЯадФмЃЌЙуЗКгІгУгкКНПеКНЬьЁЂДЌВАЁЂЛЏЙЄЁЂЩњЮявНбЇЁЂНЈжўЁЂНЛЭЈЁЂЬхг§гыЩњЛюгУЦЗЕШИїСьгђ[2]ЁЃ
ОнБЈИцЃЌ2023ФъЮвЙњЙВЩњВњюбМгЙЄВФ15.91Эђt,ЧвНќФъРДБЃГжНЯИпЕФдіГЄЬЌЪЦЃЌЦфжаРфдўДјВФВњСПЮЊ1.9ЭђtЃЌеМБШ11.9%ЁЃжЦБИДПюбДјВФЕФжївЊЙЄвеТЗЯпЮЊ“КЃУрюб→ШлСЖж§ЖЇ→ЖЭдьАхХї→АхХїЯГФЅ→ШШдў→ЫсЯД→Рфдў→ГЩЦЗЭЫЛ№→Мьбщ→АќзА”ЁЃгЩгкДјВФЩњВњЕФЙЄвеТЗЯпНЯГЄЃЌЙЄађЛЗНкжкЖрЃЌФПЧАаавЕФкЦѓвЕЩњВњКёЖШЮЊ0.4~0.7mmЁЂПэЖШЮЊ1250mmЕФДПюбДјВФЃЌЦфГЩВФТЪДѓЖрдк75%зѓгвЁЃШєФмдкБЃжЄДјВФВњЦЗжЪСПЕФЧАЬсЯТЬсИпЦфГЩВФТЪЃЌДДдьЕФОМУаЇвцКЭЩчЛсаЇвцНЋМЋЮЊПЩЙлЁЃЮЊЬсИпВФСЯРћгУТЪЃЌМѕЩйВФСЯРЫЗбЃЌЭЦЖЏюбДјВФВњвЕТЬЩЋЁЂПЩГжајЗЂеЙЃЌЬсИпДПюбДјВФГЩВФТЪЕФЮЪЬтиНД§НтОіЁЃВЩгУецПездКФЕчЛЁТЏ(VAR)ШлСЖЕФюбЖЇБэУцГЃДцдкНЯЖрЕФЦјПзЁЂРфИєЁЂЪшЫЩЕШШБЯнЃЌЭЈГЃашАЧЦЄДІРэНЋШБЯнЧхГ§ЃЌБмУтж§ЖЇдкКѓајЖЭдьПЊХїЪБВњЩњБэУцПЊСбЃЌЕМжТНЯДѓЕФВФСЯЫ№ЪЇЃЌЩѕжСЕМжТжБНгБЈЗЯЁЃгЩгкЖЭдьЁЂЯГФЅЁЂдўжЦЕШМгЙЄЛЗНкЕФЙЄвеЯрЖдГЩЪьЃЌвђДЫж§ЖЇжЪСПКУЛЕЖдМгЙЄВФГЩЦЗТЪМАГЩБОгаживЊгАЯь[3]ЁЃ
БОЮФвдЪджЦЕФ0.5mmКёРфБфаЮгУДјВФЮЊбаОПЖдЯѓЃЌЪзЯШЃЌЭЈЙ§гХЛЏVARШлСЖ15tЁЂ∅1160mmГЌДѓЙцИёДПюбж§ЖЇЕФГЩЦЗШлСЖЙЄвеЃЌЬсИпж§ЖЇБэУцжЪСП,МѕЩйЦјПзКЭРфИєШБЯн;ШЛКѓ,ЗжБ№ВЩгУГЃЙцЕФЛњаЕМгЙЄЙЄвеКЭЪдбщЙЄвеДІРэж§ЖЇЃЌдйОЙ§ЯрЭЌЕФЖЭдьЁЂЯГФЅЁЂШШдўЁЂЫсЯДМАРфдўЕШКѓајЙЄађЃЌМгЙЄГЩ0.5mmКёЁЂ1250mmПэЕФГЩЦЗДјВФ;зюКѓЃЌЖдСНжжЙЄвежЦГЩЕФГЩЦЗДјВФНјааБэУцжЪСПЁЂСІбЇадФмКЭОЇСЃЖШЕШМЖМьВтЃЌВЂАДееASTM B265:2025ЁЖюбМАюбКЯН№ДјВФЁЂБЁАхКЭАхВФБъзМЙцЗЖЁЗКЭПЭЛЇвЊЧѓНјааЦРЖЈЃЌЭЌЪБЖдБШЗжЮіСНжжЙЄвеЯТГЩЦЗДјВФЕФГЩВФТЪЁЃ
2ЁЂж§ЖЇШлСЖ
2.1ЕчМЋПщбЙжЦ
ЪдбщгУдВФСЯЮЊЙњФкДѓГЇЩњВњЕФ0МЖБъзМПХСЃКЃУрюбЁЃМЦЛЎИїЭЖСЯ 12 t,ЪджЦСНИіДПюбж§ЖЇЁЃКЃУрюбОЯШНјЕФШЋздЖЏЛьВМСЯЯЕЭГ,ПЩТњзуВЛЭЌзщЗждСЯЕФзМШЗГЦжиМАГфЗжЛьКЯ,жЎКѓОЭђЖжМЖгЭбЙЛњбЙжЦГЩЕчМЋПщ,ЕчМЋПщУмЖШ>3.3g/cm³,ШЗБЃШлСЖЮоЕєПщЁЃКЃУрюбЁЂЭђЖжМЖгЭбЙЛњКЭЕчМЋПщЗжБ№ШчЭМ1~ЭМ3ЫљЪОЁЃ

2.2ЕчМЋПщКИНг
ЕчМЋПщКИНгВЩгУЕФецПеКИЯфЃЌПЩЪЕЯжЕЅжи15tвЛДЮадКИНгЃЌЗРжЙСЫТЏЭтКИНгЙ§ГЬжаНгДЅДѓЦјДјРДЕФбѕЛЏЁЂЕЊЛЏЮлШОЁЃЕЅИљЕчМЋПЩЭъГЩвЛИі15tГЩЦЗж§ЖЇЕФЩњВњШЮЮёЃЌЗРжЙСЫЕчМЋЖдКИВЛСМВњЩњЕФЕєПщЁЂЖЯСбЕШгАЯьВњЦЗжЪСПЕФвўЛМЗЂЩњЃЌБЃжЄСЫж§ЖЇВњЦЗЕФвБН№ЦЗжЪЁЃОецПеЕШРызгКИЯфКИНгЕУЕНздКФЕчМЋЃЌецПеЕШРызгКИЯфКЭздКФЕчМЋЗжБ№ШчЭМ4ЁЂЭМ5ЫљЪОЁЃ

2.3ШлСЖ
здКФЕчМЋОСНДЮ15tVARШлСЖЕУЕНГЩЦЗж§ЖЇЁЃШлСЖЕчСїЁЂРфШДЧПЖШЁЂДХГЁЧПЖШЁЂздКФЕчМЋгылсліМфЯЖЁЂВйзїЫЎЦНЕШЪЧгАЯьж§ЖЇБэУцжЪСПЕФживЊвђЫи [4]ЁЃ
ЖдгкюбЃЌлсліБШвЛАудк0.625~0.88ЃЌлсліБШДѓЃЌдђж§ЖЇБэУцжЪСПКУЃЌжТУмЖШИп5ЁЃБОДЮЪджЦЕФлсліЙцИёЗжБ№ЮЊΦ1080mmКЭΦ1160mmЃЌлсліБШНЯДѓЁЃ
НЕЕЭШлСЖЕчСїЃЌдіДѓЮШЛЁЕчСїКЭЮШЛЁжмЦкЃЌгажњгкЕУЕН“БтЦНзД”ШлГиЃЌИФЩЦШлГиЕНБпЧщПіЃЌДгЖјЪЕЯжж§ЖЇГЩЗжОљдШадКЭБэУцжЪСПЕФзлКЯПижЦЁЃБОДЮЪджЦЧАеыЖдЖўДЮЖЇЕФШлСЖЙЄвеНјааСЫгХЛЏЃЌжївЊЭЈЙ§НЕЕЭШлСЖЕчСїПижЦШлЫйЁЃЭЈЙ§ЮШЛЁЕчСїЕФЕїНкПижЦДХГЁЧПЖШЃЌНјЖјПижЦШлГиЕФЩюЖШКЭаЮзДЃЌвдИФЩЦН№ЪєдкШлГижаЕФНсОЇЬѕМўКЭГЩЗжОљдШадЃЌДяЕНЬсИпецПеШлСЖВйзїЕФАВШЋадКЭЖдж§ЖЇжЪСППижЦЕФФПЕФ[7]ЁЃБОДЮЪджЦдіДѓЮШЛЁЕчСїЃЌИФЩЦСЫШлГиЕНБпзДЬЌ;діМгЮШЛЁжмЦкЃЌЪЪЕБРГЄНСАшЛЛЯђЪБМфЃЌдіМгСЫШлГиЮШЖЈЪБМфЁЃ
вЊЛёЕУБэУцжЪСПгХСМЕФДѓЙцИёж§ЖЇЃЌЛЙашВЩгУ“ЦНОВШлСЖ”ЗЈЃЌЭЈЙ§ПижЦШлСЖЕчбЙЃЌвжжЦШлСЖЙ§ГЬжаЖЇЙкЕФаЮГЩЃЌвЛАугІПижЦдк32~45VЃЌБЃГжКЯРэЕФЛЁОр [8]ЁЃБОДЮЪджЦНЕЕЭСЫШлСЖЕчбЙЃЌМѕаЁЛЁОрЃЌЪЙШлГиОЁСПБЃГжЦНЮШЁЃ
ЩЯЪігХЛЏЕФзюжеФПЕФдкгкЬсИпж§ЖЇЕФБэУцжЪСПЃЌМѕЩйЦјПзЁЂЪшЫЩЁЂРфИєЕШШБЯнЃЌЬсИпж§ЖЇЕФГЩВФТЪЁЃгХЛЏЧАКѓЕФжївЊШлСЖЙЄвеВЮЪ§МћБэ1ЁЃ
Бэ1гХЛЏЧАКѓЕФжївЊШлСЖЙЄвеВЮЪ§
| ЙЄве | ШлСЖЕчСї/kA | ШлСЖЕчбЙ/V | ЮШЛЁЕчСї/A | ЮШЛЁжмЦк/s |
| гХЛЏЧА | 35~40 | 32~39 | НЛСї25~37 | 15ЁЋ20 |
| гХЛЏКѓ | 30ЁЋ35 | 28ЁЋ33 | НЛСї38~45 | 25~30 |
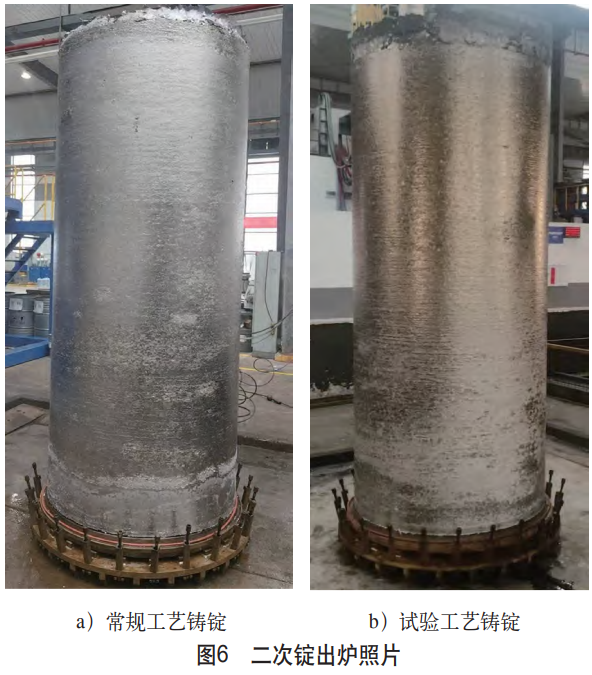
ПижЦШлЫйКѓЃЌзмШлСЖЪБМфдіМг40~50minЃЌЖдЩњВњНкХФгАЯьВЛДѓЁЃЖўДЮЖЇГіТЏКѓЃЌЦфБэУцжЪСПНЯгХЛЏЙЄвеЧАгаНЯДѓИФЩЦЃЌБэУцГЪЯжН№ЪєЙтдѓЃЌЮоРфИєШБЯнШчЭМ6ЫљЪОЁЃ
2.4ГЩЦЗж§ЖЇМгЙЄ
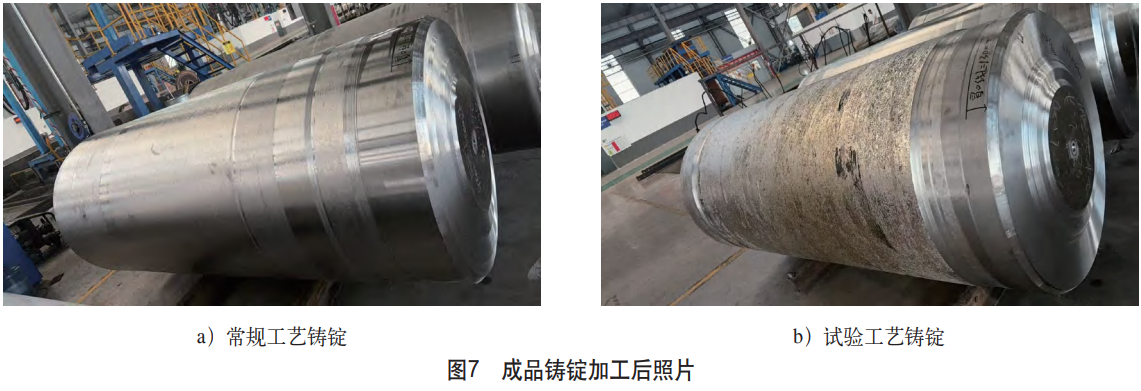
НЋЦфжавЛИљж§ЖЇАДееГЃЙцДІРэЙЄвеећЖЇАЧЦЄКѓШЁбљЃЌУќУћЮЊГЃЙцЙЄвеж§ЖЇ;СэвЛИљж§ЖЇНідкЭЗЁЂЕзВПАЧЦЄВЂШЁбљЃЌУќУћЮЊЪдбщЙЄвеж§ЖЇЁЃЪдбљАДееGB/T 4698БъзМНјааГЩЗжМьВтЁЃДІРэКѓЕФГЩЦЗж§ЖЇШчЭМ7ЫљЪОЃЌж§ЖЇГЩЗжМћБэ2ЁЃ
Бэ2ж§ЖЇГЩЗж(жЪСПЗжЪ§)
(%)
| дЊЫи | Fe | C | N | H | |
| ГЃЙцЙЄвеж§ЖЇ(ЭЗ/Ез) | 0.02/0.019 | 0.037/0.032 | 0.007/0.008 | 0.003/0.004 | 0.0009/0.0008 |
| ЪдбщЙЄвеж§ЖЇ(ЭЗ/Ез) | 0.019/0.019 | 0.038/0.038 | 0.007/0.009 | 0.003/0.003 | 0.0007/0.0008 |
3ЁЂЖЭдьАхХї
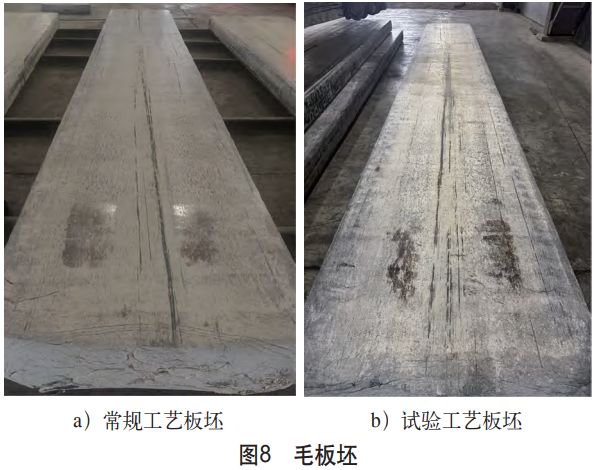
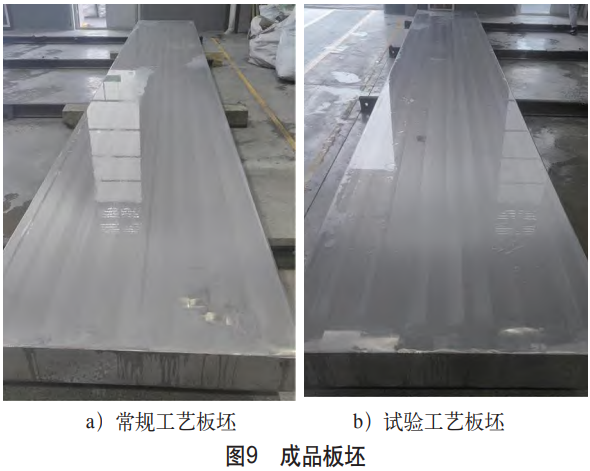
ГЃЙцЙЄвеКЭЪдбщЙЄвеж§ЖЇдкЯфЪНЕчзшТЏжаАДее(1000~1050)Ёцx(300~360)minЕФМгШШжЦЖШМгШШЃЌдйЗжБ№О63MN(1tf≈10kN)ПьЖЭЛњАДвЛДѓЛ№ДЮбЙБтЖЭдьГЩУЋАхХїЃЌБфаЮСПЮЊ70%ЁЋ75%ЃЌУЋАхХїОЯГФЅКѓЕУЕНГпДчЮЊ(200~220)mmx(1250~1260)mmxLЕФГЩЦЗАхХї;УЋАхХїШчЭМ8ЫљЪОЃЌГЩЦЗАхХїШчЭМ9ЫљЪОЁЃ
4ЁЂШШдўЁЂЫсЯД
ГЩЦЗАхХїОВННјЪНМгШШТЏМгШШжС(1000~1050)Ёцx(180~300)minЁЃжЎКѓО1700mmШШдўЩњВњЯпШШдўГЩОэЁЂЫсЯДЁЂЧаБпЃЌЕУЕНКёЖШдМ4mmЁЂПэЖШЮЊ1250mmЕФАзЦЄОэЁЃШШдўЯпЩшБИМААзЦЄОэШчЭМ10ЫљЪОЁЃ
5ЁЂРфдў
КёЖШдМ4mmЁЂПэЖШЮЊ1250mmЕФАзЦЄОэО1450mmЖўЪЎЙѕПЩФцЪНРфдўЛњ15~20ЕРДЮРфдўГЩКёЖШЮЊ0.5mmЁЂПэЖШЮЊ1250mmЕФДјОэЃЌДјОэОЭбжЌЧхЯДЁЂГЩЦЗЭЫЛ№КЭРНУКѓЕУЕНГЩЦЗДјОэЁЃРфдўЙ§ГЬжаЙлВьДјВФБэУцжЪСПЃЌШєгагАЯьНјвЛВНдўжЦЕФШБЯнЃЌдђашдіМгжаМфЫсЯДЙЄађЁЃРфдўЯпЩшБИШчЭМ11ЫљЪОЃЌГЩЦЗДјОэДђАќКѓШчЭМ12ЫљЪОЁЃ
6ЁЂМьВт
6.1БэУцжЪСП
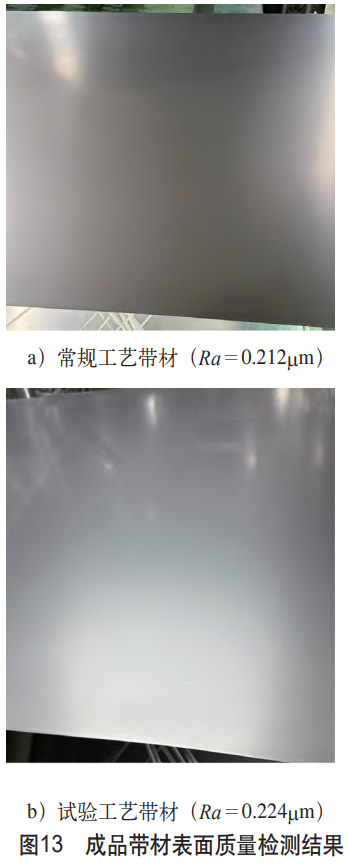
ЖдРНУКѓЕФГЩЦЗДјВФНјааБэУцжЪСПМьВтЁЃБОДЮЪджЦЕФДјВФБэУцжЪСПИпЃЌЮобЙПгЁЂЛЎЩЫЕШБэУцШБЯнЃЌБэУцжЪСПRaжЕОљаЁгк0.25μmЃЌДяЕНГЌОЋЯИБэУцЫЎЦНЁЃБэУцжЪСПМьВтНсЙћШчЭМ13ЫљЪОЁЃ
6.2СІбЇадФм
ЗжБ№ЖдГЃЙцЙЄвеКЭЪдбщЙЄвеКѓЕФГЩЦЗДјВФШЁбљЃЌМьВтЦфИїЯюадФмЃЌВЂВЮееASTM B265:2025жаММЪѕБъзМКЭПЭЛЇвЊЧѓНјааЦРЖЈЁЃМьВтЪ§ОнМћБэ3ЁЃ
Бэ3МьВтЪ§Он
| БъзММАПЭЛЇвЊЧѓ | ГЃЙцЙЄвеДјВФ | ЪдбщЙЄвеДјВФ | |||
| ЪЕВтжЕ | ЪЕВтжЕ | ||||
| знЯђL | КсЯђT | знЯђL | КсЯђT | ||
| ПЙРЧПЖШ /MPa | ≥240 | 321 | 328 | 308 | 311 |
| ЧќЗўЧПЖШ /MPa | 138~310 | 218 | 175 | 201 | 163 |
| ЖЯКѓЩьГЄ ТЪ(%) | ≥24 | 39.5 | 41.5 | 38.5 | 41.5 |
| гВЖШHV | 121ЁЂ120ЁЂ126 | 125ЁЂ129ЁЂ128 | |||
| БЭЛжЕ | >10 | 10.8 | 11.1 | ||
| ЭфЧњНЧЖШ /( ) | 105 | D=3TКЯИё | D=3TКЯИё | ||
ДгБэ3ПЩПДГіЃЌГЃЙцЙЄвеКЭЪдбщЙЄвеЕФГЩЦЗДјВФЦфИїЯюМьВтЪ§ОнОљТњзуБъзМКЭПЭЛЇвЊЧѓЃЌЪ§ОнВювьадНЯаЁЁЃ
6.3ОЇСЃЖШ
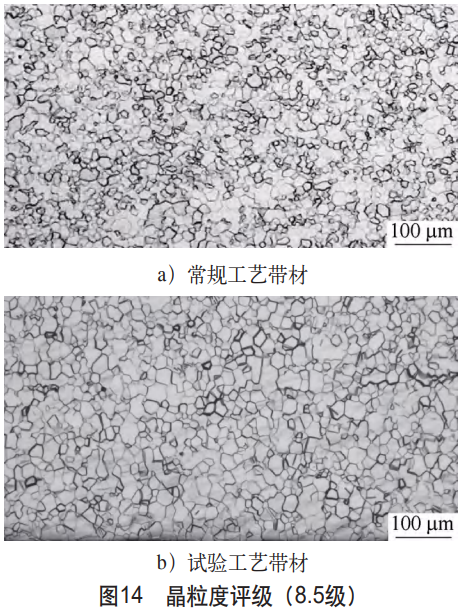
ЖдГЃЙцЙЄвеКЭЪдбщЙЄвеЕФГЩЦЗДјВФНјааИпБЖзщжЏЕФОЇСЃЖШЦРМЖЃЌПЭЛЇвЊЧѓОЇСЃЖШ≥5МЖЃЌЦРМЖНсЙћОљЮЊ8.5МЖЃЌТњзувЊЧѓЃЌШчЭМ14ЫљЪОЁЃ
6.4ГЩВФТЪЖдБШ
ГЃЙцЙЄвеКЭЪдбщЙЄвеГЩЦЗДјВФдкИїМгЙЄЛЗНкЕФжиСПМАГЩВФТЪЭГМЦЪ§ОнМћБэ4ЁЃ
Бэ4ИїЙЄађжиСПМАГЩВФТЪЪ§ОнЭГМЦ
| ЙЄађ | ГЃЙцЙЄвеДјВФ | ЪдбщЙЄвеДјВФ | ||
| жиСП /kg | ЙЄађГЩВФТЪ (%) | жиСП | ЙЄађГЩВФ ТЪ(%) | |
| КЃУрюб (ЭЖСЯ) | 12000 | вЛ | 12000 | |
| ГЩЦЗж§ЖЇ | 11470 | 95.58 | 11840 | 98.67 |
| ГЩЦЗАхХї | 10325 | 90.02 | 10720 | 90.54 |
| ГЩЦЗДјВФ | 8995 | 87.12 | 9570 | 89.27 |
| злКЯ | 74.96 | - | 79.75 | |
7ЁЂНсЪјгя
1)ЪЙгУVARШлСЖЕФ15tЁЂ∅1160mmГЌДѓЙцИёДПюбж§ЖЇЃЌЗжБ№ОГЃЙцЛњаЕМгЙЄЙЄвеКЭЪдбщЙЄвеДІРэЃЌдйОКѓајЙЄађЩњВњЮЊ0.5mmКёЕФГЩЦЗДјВФЃЌЦфБэУцжЪСПRa<0.25μmЃЌДяЕНГЌОЋЯИБэУцЫЎЦНЃЌЦфСІбЇадФмЁЂОЇСЃЖШЕШМЖЕШИїЯюМьВтНсЙћОљТњзуASTM B265:2025жаММЪѕБъзМКЭПЭЛЇвЊЧѓЁЃ
2)НЯГЃЙцЙЄвеЃЌЪдбщЙЄвебажЦГіЕФГЩЦЗДјВФзлКЯГЩВФТЪЬсИп4.79%,Цфжа,ГЩЦЗж§ЖЇЙЄађЕФГЩВФТЪЬсИп3.09%ЁЂГЩЦЗАхХїЙЄађЕФГЩВФТЪЬсИп0.52%ЁЂГЩЦЗДјВФЕФдўжЦЙЄађГЩВФТЪИп2.15%(ГЃЙцЙЄвеДјВФвђРфдўКѓБэУцжЪСПЮЪЬтДцдкЖўДЮЫсЯДЕФЧщПі)ЁЃвђДЫЃЌдкВњЦЗжЪСПЕУвдБЃжЄЕФЧАЬсЯТЃЌВЩгУЪдбщЙЄвеЕФГЩЦЗДјВФНЯГЃЙцЙЄвеПЩгааЇЬсИпГЩВФТЪЁЃ
3)ЖЭдьЁЂЯГФЅЁЂдўжЦЕШМгЙЄЛЗНкЕФЙЄвевбЯрЖдГЩЪьЃЌЦфДјРДЕФВФСЯЫ№КФЧїгкЮШЖЈЃЌвђДЫж§ЖЇжЪСПГЩЮЊгАЯьМгЙЄВФГЩЦЗТЪМАГЩБОЕФЙиМќвђЫиЁЃЖјвЊВЩгУЪдбщЙЄвежаЕФж§ЖЇМгЙЄЗНАИЃЌЧАЬсЪЧгХЛЏГЩЦЗж§ЖЇЕФШлСЖЙЄвеЁЃИљОнБОЮФЪджЦΦ1160mmДѓЙцИёж§ЖЇЕФОбщЃЌдклсліБШвЛЖЈЕФЬѕМўЯТЃЌВЩШЁНЕЕЭШлСЖЕчСїжС30~35kAЁЂНЕЕЭШлСЖЕчбЙжС28~33VЁЂдіДѓЮШЛЁЕчСїжС38~45AЁЂдіМгЮШЛЁжмЦкжС25~30sЕФДыЪЉЃЌгажњгкЕУЕН“БтЦНзД”НЯЮШЖЈЕФШлГиЃЌИФЩЦШлГиЕНБпЧщПіЃЌЪЕЯжж§ЖЇГЩЗжОљдШадКЭБэУцжЪСПЕФзлКЯПижЦЃЌЬсИпж§ЖЇЕФБэУцжЪСПЃЌзюжеДяЕНЬсИп0.5mmКёДјВФГЩВФТЪЕФФПЕФЁЃ
ВЮПМЮФЯз:
[1]РюЧрдЦЃЌЭѕЕРТЁЃЌСѕбХЭЅЃЌЕШ.ЯЁгаН№ЪєВФСЯМгЙЄЪжВс[M].1Ац.ББОЉ:вБН№ЙЄвЕГіАцЩчЃЌ1984.
[2]ЛЦВЎдЦЃЌРюГЩЙІЃЌЪЏСІПЊЃЌЕШ.жаЙњВФСЯЙЄГЬДѓЕфЕк4Оэ:гаЩЋН№ЪєВФСЯЙЄГЬ(ЩЯ)[M].1Ац.ББОЉ:ЛЏбЇЙЄвЕГіАцЩчЃЌ2006.
[3]РюЯзОќ.ецПездКФЕчЛЁТЏШлСЖММЪѕКЭж§ЖЇжЪСПЮЪЬт[J].юбЙЄвЕНјеЙЃЌ2001(3):16-22.
[4]ГТЗхЃЌХэЧПЃЌГТРіЃЌЕШ.VARШлСЖДѓЙцИёюбж§ЖЇБэУцжЪСПгыШлСЖЕчбЙЕФЙиЯЕ[J].ПЦММДДаТгыгІгУЃЌ2015ЃЌ115(3):31-32.
[5]РюЯзОќ.ецПездКФЕчЛЁТЏШлСЖММЪѕКЭж§ЖЇжЪСПЮЪЬт[J].юбЙЄвЕНјеЙ,2001(3):16-22.
[6]бюНЁЃЌеХПЊЗЂЃЌВмНКЃЃЌЕШ.VARШлСЖжЦБИГЌДѓЙцИёTC4ELIюбКЯН№ж§ЖЇбаОП[J].юбЙЄвЕНјеЙЃЌ2023ЃЌ40(4):1-5.
[7]зоЮАЃЌИпё§ЃЌГТеНЧЌЃЌЕШ.VARТЏШлСЖЙ§ГЬжаДХГЁзїгУЕФЗжЮі[J].юбЙЄвЕНјеЙЃЌ2003(Z1):59-62.
[8]ГТЗхЃЌХэЧПЃЌГТРіЃЌЕШ.VARШлСЖДѓЙцИёюбж§ЖЇБэУцжЪСПгыШлСЖЕчбЙЕФЙиЯЕ[J].ПЦММДДаТгыгІгУ,2015,115(3):31-32.
ЃЈзЂЃЌдЮФБъЬтЃКвЛжжгааЇЬсИп0.5mmКёДПюбДјВФГЩВФТЪЕФЙЄвебаОП_бюЫЩЃЉ
tagБъЧЉ:ДПюбБЁДј,VARШлСЖгХЛЏ,ж§ЖЇАЧЦЄЙЄве,ШЋЙЄађЙмПи