



·ўІјИХЖЪЈә2026-4-22 8:32:30
ҙуәӯөАұИ·ў¶Ҝ»ъТтЖдҫЯУРёЯНЖЦШұИЎўөНУНәДәНөНФлЙщөИУЕКЖЈ¬ТСіЙОӘПЦҙъГсУГәҪҝХ·ў¶Ҝ»ъөДЦчБчСЎФс[1]ЎЈҪшЖшөАҙҪҝЪЧчОӘҙуәӯөАұИ·ў¶Ҝ»ъөД№ШјьБгјюЈ¬ЖдЖш¶ҜҪб№№¶Ф·ў¶Ҝ»ъөДИјУНР§ВКәН°ІИ«РФҫЯУРЦШТӘУ°Пм[2]ЎЈОӘҪшТ»ІҪМбЙэ·ў¶Ҝ»ъИјУНР§ВКУлҫӯјГРФЈ¬ФЪоСәПҪрҪшЖшөАҙҪҝЪөДіЙРОЦЖФм№эіМЦРЈ¬УЙУЪЖдЦРҝХҪб№№јёәОРОЧҙёҙФУЗТ¶Фҫ«¶ИТӘЗуёЯЈ¬ҙ«НіоСәПҪрИИіеС№РиН¬КұјУИИ°еІДУлДЈҫЯ,БгјюіЙРОЦЬЖЪіӨЎўіЙұҫёЯЈ¬ОЮ·ЁВъЧгёЯР§ВКЎўөНіЙұҫ·ўХ№ТӘЗуЎЈҪьДк·ўХ№өДөзёЁЦъИИіеС№јјКхЈ¬НЁ№эНЁөзЧФЧијУИИ°еБПЈ¬іЙРОКұІЙУГКТОВДЈҫЯЈ¬ҙУ¶шКөПЦ°еІД¶МБчіМЎўөНіЙұҫЦЖФм(Нј1)ЎЈИ»¶шЈ¬Улҙ«НіоСәПҪрИИіеС№І»Н¬Ј¬өзёЁЦъИИіеС№№эіМҫЯУРөдРНөД·ЗөИОВұдРОМШХчЈ¬
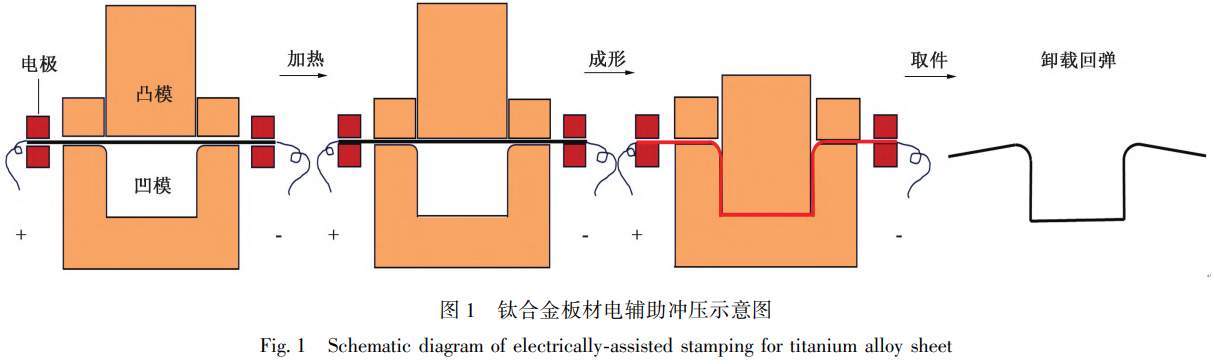
ёҙФУөДұдОВАъіМК№өГІДБПөДБч¶ҜРРОӘДСТФФӨІвЈ¬Хв¶ФоСәПҪрөзёЁЦъіЙРОәуБгјюөДұЪәсҫщФИРФУл»ШөҜҫ«¶ИҝШЦЖМбіцБЛИ«РВМфХҪЎЈ
ҪьДкАҙЈ¬№ъДЪНвПа№ШС§ХЯХл¶Ф°еІДөзёЁЦъіеС№іЙРОҝӘХ№БЛҙуБҝСРҫҝЎЈJordanAөИ[3]СРҫҝБЛөзБч¶ФНӯ°еИэөгНдЗъ№ӨТХөДУ°ПмЈ¬·ўПЦФЪөзБчЧчУГПВКФСщәс¶И·ҪПтөДУҰұд·ЦІјёьјУҫщФИЈ¬ҙУ¶шҝЙТФјхРЎБгјю»ШөҜЎЈSalandroWAөИ[4]ФЪЖдСРҫҝЦРЦёіцЈ¬өзБчіЎөДЧчУГҝЙК№І»РвёЦ°еVРН»ШөҜјхРЎ77%ЎЈXieHYөИ[5]ФЪВціеөзёЁЦъГҫәПҪрVРННдЗъСРҫҝЦР·ўПЦіЙРОәу»ШөҜјёәхПыК§ЎЈН¬СщөДҪб№ыФЪGreenCRөИ[6]ҝӘХ№өДөзёЁЦъВБәПҪрұЎ°еНдЗъ»ШөҜКөСйЦРТІөГөҪБЛСйЦӨЎЈLiCZөИ[7]СРҫҝБЛөзБч¶ФІ»РвёЦЛ«ј«°еОўНЁөАіеС№іЙРОРФДЬІў·ўПЦОўНЁөА°јІЫ»ШөҜјхРЎ50%ТФЙПЎЈЦЬЗҝөИ[8]¶ФTC4оСәПҪр°еІДҪшРРБЛөзёЁЦъVРОНдЗъКФСйЈ¬·ўПЦөзБчДЬ№»ПФЦшҪөөНіЙРОБҰІўТЦЦЖНдЗъҝӘБСЎЈLiDCөИ[9]ІЙУГөзБчёЁЦъіеС№№ӨТХ¶ФёЯОВоСәПҪрҪшРРіЙРОЈ¬Ҫб№ыұнГчЈ¬МбёЯіЙРООВ¶ИәНҪөөНЙэОВЛЩВКҝЙТФҙЩҪшβПаЧӘұдЈ¬ҪөөН№№јюөДБчұдУҰБҰәНіЯҙзЖ«ІоЈ¬ө«О»ҙнГЬ¶ИҪПөНөјЦВјУ№ӨУІ»ҜіМ¶ИҪөөНЎўәс¶ИҫщФИРФПВҪөЎЈЧоҪьЈ¬НхҝЛ»·өИ[10]ПөНіІыКцБЛоСәПҪрұЎұЪ№№јюөзёЁЦъіеС№іЙРОјјКхҪшХ№Іў¶ФёГјјКхОҙАҙөД·ўХ№·ҪПтҪшРРБЛХ№НыЎЈ
ЧЬҪбЙПКцСРҫҝ·ўПЦЈ¬ПЦУРөДоСәПҪрөзёЁЦъіеС№СРҫҝҙуІҝ·ЦКЗХл¶ФјУИИЛЩВКЎўіЙРООВ¶ИәНіЙРОЛЩ¶ИөИ¶ФіЙРОЦКБҝөДУ°ПмЎЈИ»¶шЈ¬ДҝЗ°Хл¶Ф№Шјь№ӨТХІОКэ(ИзС№ұЯБҰЎў°еБПіхКјОВ¶ИөИ)¶ФөзёЁЦъіеС№БгјюұЪәс·ЦІјУл»ШөҜМШРФөДЦұҪУУ°Пм№жВЙЙРИұ·ҰПөНіРФСРҫҝЎЈФЪөзёЁЦъіеС№№эіМЦРЈ¬С№ұЯБҰәН°еБПОВ¶ИөДёДұдІ»ҪцЦұҪУҫц¶ЁБЛ°еБПөДБч¶ҜУҰБҰЧҙМ¬Ј¬ёьНЁ№эёДұдДЈҫЯУл°еБПјдөДҪУҙҘМхјюПФЦшУ°ПмОВ¶ИіЎ·ЦІјЎЈТтҙЛЈ¬МҪҫҝХвР©№Шјь№ӨТХІОКэ¶ФіЙРОЦКБҝөДУ°Пм»ъЦЖЈ¬¶ФУЪКөПЦ№ӨТХІОКэөДҫ«ЧјҝШЦЖј°Бгјюҫ«¶ИөДМбЙэҫЯУРЦШТӘТвТеЎЈ
ұҫОДТФ·ў¶Ҝ»ъҪшЖшөАҙҪҝЪОӘСРҫҝ¶ФПуЈ¬КЧПИНЁ№эКФСй»сөГІ»Н¬ОВ¶ИУлС№ұЯБҰПВTC4оСәПҪрИИөјВК;ЖдҙОЈ¬ФЪABAQUSУРПЮФӘИнјюЦРҪЁБўоСәПҪрҪшЖшөАҙҪҝЪөзёЁЦъіеС№іЙРОУРПЮФӘ·ВХжДЈРН;ЧоәуЈ¬·ЦОцІ»Н¬ОВ¶ИУлС№ұЯБҰ¶ФҪшЖшөАҙҪҝЪіЙРОәуБгјюұЪәсұд»ҜУл»ШөҜөДУ°Пм№жВЙЎЈ
1ЎўоСәПҪр°еІДБҰС§РФДЬУлИИөјВККФСй
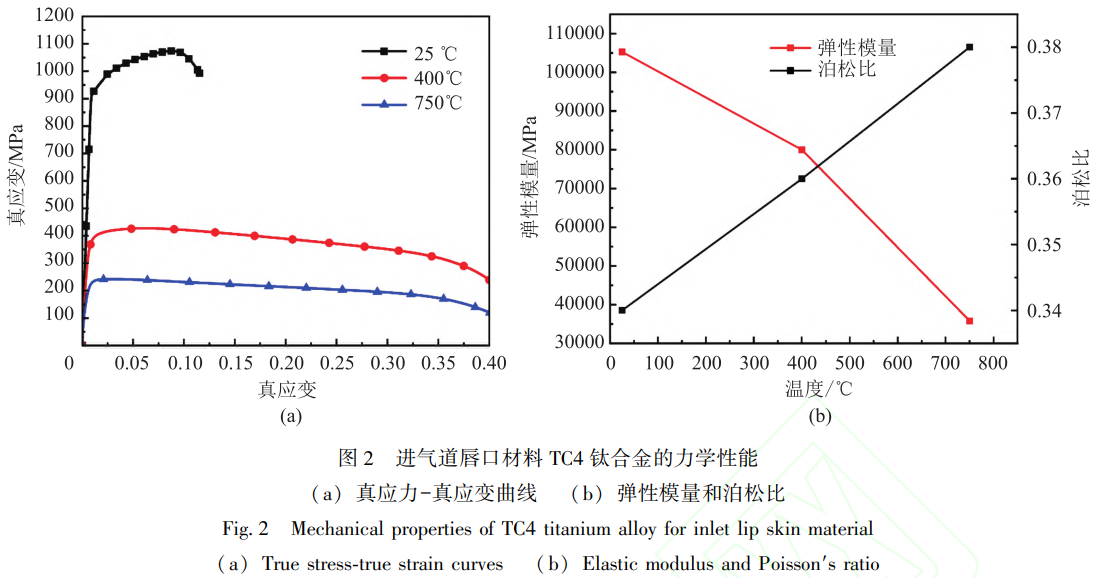
ҪшЖшөАҙҪҝЪІДБПОӘTC4оСәПҪр[11]Ј¬°еІДәс¶ИОӘ2.4mmЎЈКЧПИЈ¬ҝӘХ№өзёЁЦъөҘПтАӯЙмКФСйЈ¬·ЦұрФЪ25Ўў400әН750ЎжІвөГTC4оСәПҪр°еІДөДУҰБҰ-УҰұдЗъПЯЈ¬ИзНј2aЛщКҫЎЈTC4оСәПҪр°еІДФЪІ»Н¬ОВ¶ИПВөДөҜРФДЈБҝәНІҙЛЙұИҪб№ыИзНј2bЛщКҫЎЈ
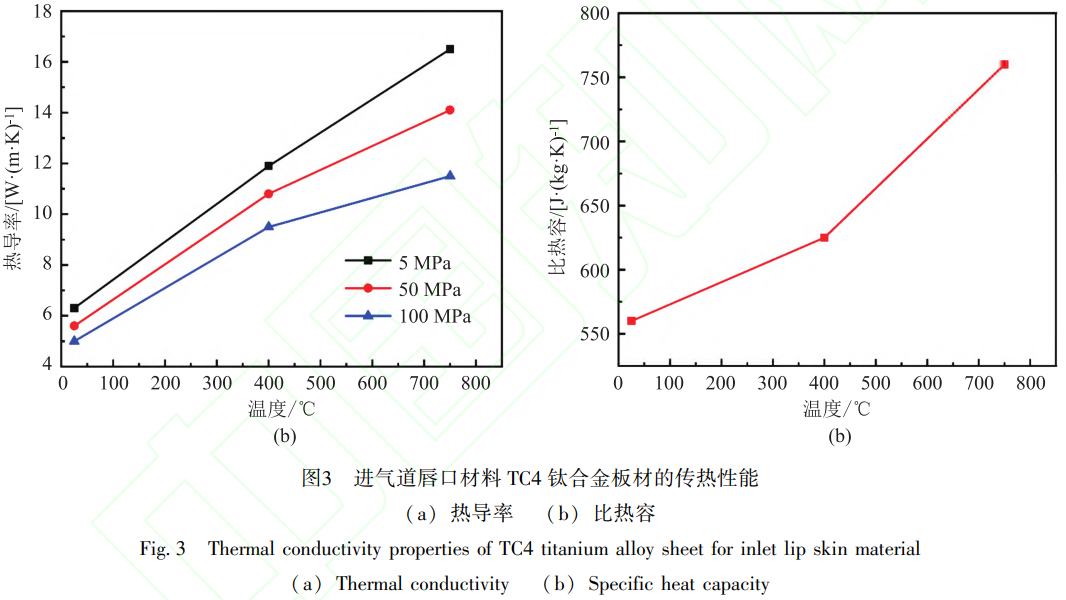
ҪшЖшөАҙҪҝЪІДБПTC4оСәПҪр°еІДөДИИөјВКУлОВ¶ИЎўС№ұЯБҰөД№ШПөИзНј3aЛщКҫЎЈ5MPaС№ұЯБҰПВЈ¬TC4оСәПҪр°еІДөДИИөјВКФЪ25ЎжКұОӘ6.3W.(m.K)-1,400ЎжКұОӘ11.9W.(m.K)-1Ј¬750ЎжКұОӘ16.5W.(m.K)-1;50 MPaС№ұЯБҰПВЈ¬TC4оСәПҪр°еІДөДИИөјВКФЪ25ЎжКұОӘ5.6W.(m.K)-1,400ЎжКұОӘ10.8W.(m.K)-1Ј¬750ЎжКұОӘ14.1 W.(m.K)-1;100 MPaС№ұЯБҰПВЈ¬TC4оСәПҪр°еІДөДИИөјВКФЪ25ЎжКұОӘ5.0W.(m.K)-1,400ЎжКұОӘ9.5W.(m.K)-1Ј¬750ЎжКұОӘ11.5W.(m.K)-1ЎЈTC4оСәПҪр°еІДөДұИИИИЭФЪ25ЎжКұОӘ560 J.(kg.K)-1Ј¬400ЎжКұОӘ625 J.(kg.K)-1Ј¬750ЎжКұОӘ670J.(kg.K)-1Ј¬ИзНј3bЛщКҫЎЈ
іеС№ДЈҫЯІДБПОӘДЈҫЯёЦЈ¬ДЈҫЯёЦГЬ¶ИОӘ7.85g.cm-3Ј¬өҜРФДЈБҝОӘ210 GPaЈ¬ІҙЛЙұИОӘ0.275Ј¬Зь·юЗҝ¶ИОӘ990 MPaЈ¬ұИИИИЭОӘ450J.(kg.K)-1ЎЈДЈҫЯёЦөДИИөјВКФЪ25ЎжКұОӘ26.0W.(m.K)-1,400ЎжКұОӘ 24.0 W.(m.K) −1, 750ЎжКұОӘ20.0 W.(m.K) −1ЎЈФЪ ABAQUSЦРЙи¶Ё°еІДУлДЈҫЯёЦөДБҰС§ј°ҙ«ИИІОКэ [12]ЎЈ
2ЎўҪшЖшөАҙҪҝЪөзёЁЦъіеС№УРПЮФӘ·ВХж
2.1ҪшЖшөАҙҪҝЪИИіеС№УРПЮФӘДЈРН
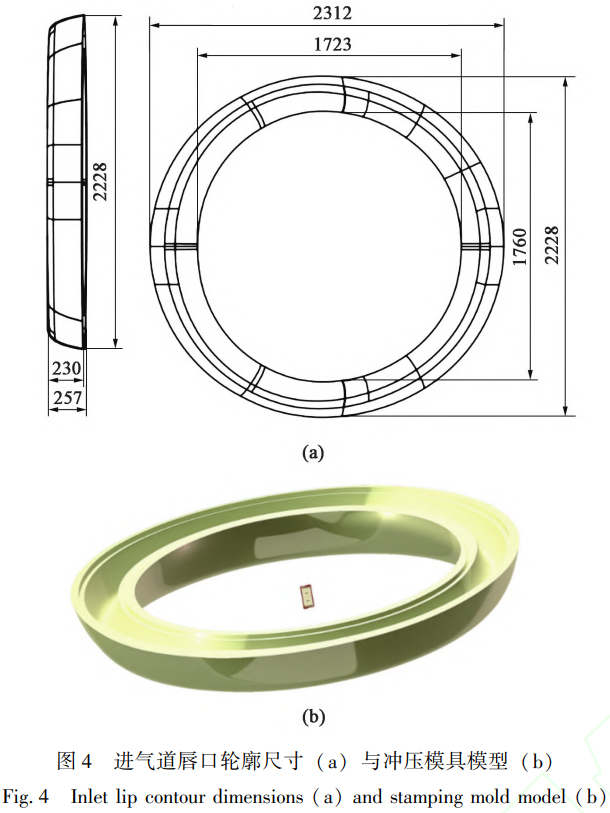
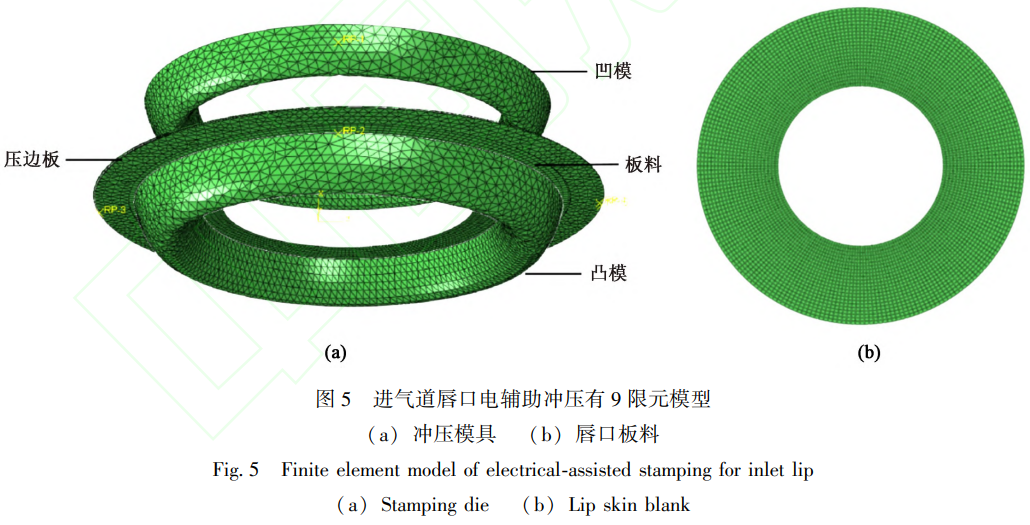
ҪшЖшөАҙҪҝЪОӘөдРНөДЦРҝХ№№јюЈ¬ФЪSolidWorksИэО¬ИнјюЦРёщҫЭҪшЖшөАҙҪҝЪјёәОРНГжЙијЖҙҪҝЪіеС№ДЈҫЯЈ¬ҙҪҝЪіЯҙзәНДЈҫЯCADДЈРНИзНј4ЛщКҫЎЈҪ«іеС№ДЈҫЯИэО¬ДЈРНөјИлABAQUSУРПЮФӘИнјюЈ¬ОӘФјКш°еБПБч¶ҜҙУ¶шТЦЦЖЖрЦеЈ¬ФЪ°еБПЙППВБҪІаЙиЦГС№ұЯИҰЈ¬ЧоәуҪЁБўҪшЖшөАҙҪҝЪөзёЁЦъИИіеС№УРПЮФӘ·ВХжДЈРН[13]Ј¬ИзНј5ЛщКҫЎЈФЪҪшЖшөАҙҪҝЪөзёЁЦъіеС№іЙРОөДABAQUSУРПЮФӘ·ВХж№эіМЦРЈ¬ІЙУГ¶ҜБҰПФКҪ-ОВ¶ИО»ТЖсоәПДЈҝйУл¶ҜБҰТюКҪЛг·ЁДЈҝйБӘәП·ЦОцҪшЖшөАҙҪҝЪөДИИіеС№іЙРО№эіМј°»ШөҜ№эіМЈ¬·ЦОцСРҫҝФЪІ»Н¬°еБПОВ¶ИУлС№ұЯБҰМхјюПВ¶ФУЪҙҪҝЪіЙРОәуұЪәсұд»ҜәН»ШөҜөДУ°Пм№жВЙЎЈ
ФЪөзёЁЦъіеС№·ВХж№эіМЦРЈ¬Йи¶ЁДЈҫЯіхКјОВ¶ИОӘ25ЎжЈ¬°еБПУлДЈҫЯЦ®јдөДДҰІБТтКэОӘ0.2ЎЈ°еБПОВ¶ИСЎИЎ25Ўў400әН750ЎжЈ¬өҘО»С№ұЯБҰСЎИЎ5Ўў50әН100MPaЈ¬Хл¶Ф°еБПОВ¶ИәНөҘО»С№ұЯБҰ¶ФҪшЖшөАҙҪҝЪіЙРОәуБгјюөДұЪәсұд»ҜәН»ШөҜөДУ°Пм№жВЙҪшРР·ВХжСРҫҝЎЈ
2.2І»Н¬С№ұЯБҰ¶ФҙҪҝЪәс¶ИөДУ°Пм
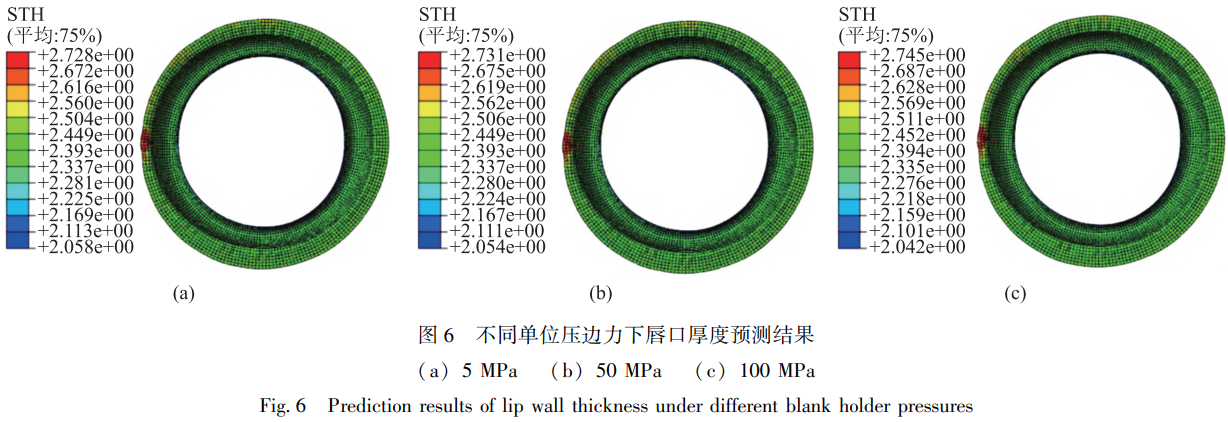
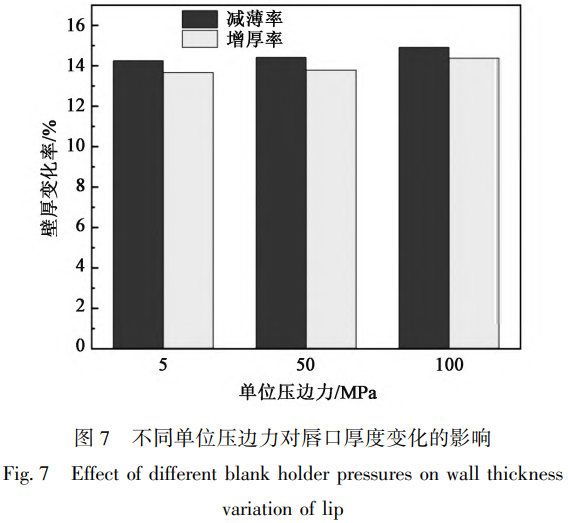
ФЪ°еБПіхКјОВ¶ИОӘ750ЎжМхјюПВЈ¬СЎИЎ3ЧйІ»Н¬өҘО»С№ұЯБҰ(5Ўў50әН100MPa)¶ФҪшЖшөАҙҪҝЪҪшРРөзёЁЦъіеС№іЙРО·ВХжСРҫҝ[14]Ј¬Ҫб№ыИзНј6ЛщКҫЎЈ5MPaөҘО»С№ұЯБҰПВ:ҙҪҝЪЧоРЎәс¶ИОӘ2.058mm,јхұЎ0.342mmЈ¬јхұЎВКОӘ14.25%;ҙҪҝЪЧоҙуәс¶ИОӘ2.728mmЈ¬Фцәс0.328mmЈ¬ФцәсВКОӘ13.67%ЎЈ50MPaөҘО»С№ұЯБҰПВ:ҙҪҝЪЧоРЎәс¶ИОӘ2.054mm,јхұЎ0.346mmЈ¬јхұЎВКОӘ14.42%;ҙҪҝЪЧоҙуәс¶ИОӘ2.731mmЈ¬Фцәс0.331mmЈ¬ФцәсВКОӘ13.79%ЎЈ100MPaөҘО»С№ұЯБҰПВ:ҙҪҝЪЧоРЎәс¶ИОӘ2.042mmЈ¬јхұЎ0.358mmЈ¬јхұЎВКОӘ14.92%;ҙҪҝЪЧоҙуәс¶ИОӘ2.745mmЈ¬Фцәс0.345mmЈ¬ФцәсВКОӘ14.38%ЎЈІ»Н¬өҘО»С№ұЯБҰ¶ФҙҪҝЪіЙРОәуБгјюФцәсВКУлјхұЎВКөДУ°ПмИзНј7ЛщКҫЎЈ5MPaөҘО»С№ұЯБҰПВҙҪҝЪ°еБПіеС№әуөДБгјюұЪәсФцәсУлјхұЎұд»ҜҪПРЎЗТ·ЦІјҫщФИЎЈ
2.3І»Н¬ОВ¶И¶ФҙҪҝЪәс¶ИөДУ°Пм
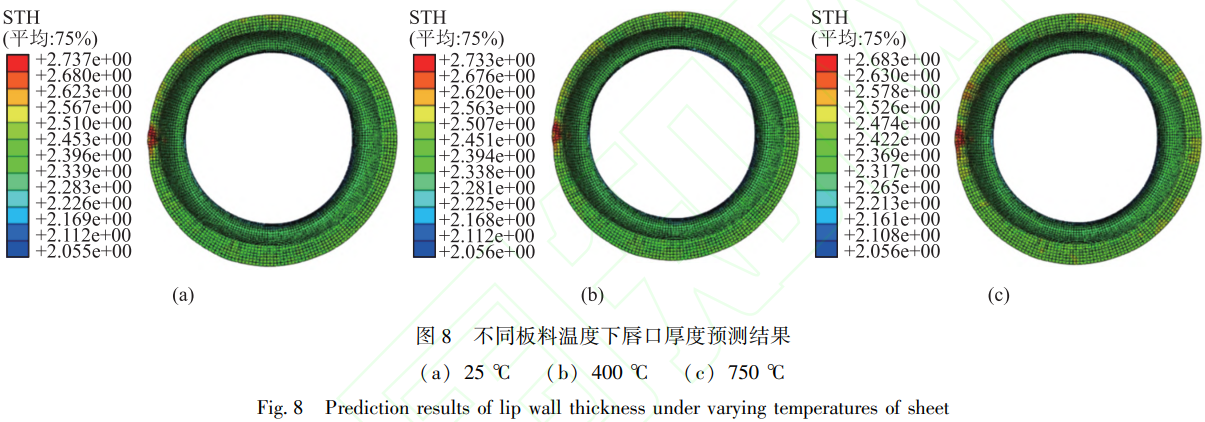
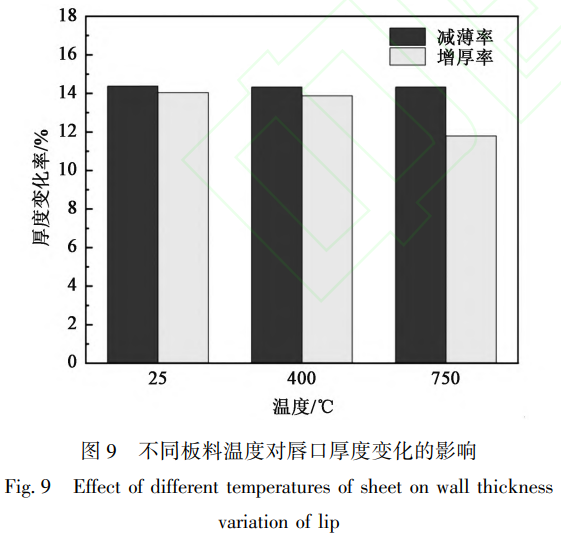
ФЪөҘО»С№ұЯБҰОӘ5MPaМхјюПВЈ¬СЎИЎ3ЧйІ»Н¬°еБПОВ¶И(25Ўў400әН750Ўж)¶ФҪшЖшөАҙҪҝЪҪшРРөзёЁЦъіеС№іЙРО·ВХжСРҫҝ[15]Ј¬Ҫб№ыИзНј8ЛщКҫЎЈ°еБПОВ¶ИОӘ25ЎжКұ:ҙҪҝЪЧоРЎәс¶ИОӘ2.055mmЈ¬јхұЎ0.345mmЈ¬јхұЎВКОӘ14.38%;ҙҪҝЪЧоҙуәс¶ИОӘ2.737mmЈ¬Фцәс0.337mmЈ¬ФцәсВКОӘ14.04%ЎЈ°еБПОВ¶ИОӘ400ЎжКұ:ҙҪҝЪЧоРЎәс¶ИОӘ2.056mmЈ¬јхұЎ0.344mm,јхұЎВКОӘ14.33%;ҙҪҝЪЧоҙуәс¶ИОӘ2.733mmЈ¬Фцәс0.333mmЈ¬ФцәсВКОӘ13.88%ЎЈ°еБПОВ¶ИОӘ750ЎжКұ:ҙҪҝЪЧоРЎәс¶ИОӘ2.056mmЈ¬јхұЎ0.344mmЈ¬јхұЎВКОӘ14.33%;ҙҪҝЪЧоҙуәс¶ИОӘ2.683mmЈ¬Фцәс0.283mmЈ¬ФцәсВКОӘ11.79%ЎЈЧЬМеЙПЈ¬ҙҪҝЪәс¶ИМЭ¶ИҪУҪьФӯКј°еБПәс¶И2.4mmЈ¬әс¶И·ЦІјҪПОӘҫщФИ;¶шФцәсЦчТӘјҜЦРФЪНвФөЗшУтЎЈІ»Н¬ОВ¶И¶ФҙҪҝЪ°еБПИИіеС№іЙРОәуФцәсВКУлјхұЎВКөДУ°ПмИзНј9ЛщКҫЎЈ25Ўў400әН750ЎжПВ°еБПИИіеС№әуөДҙҪҝЪјхұЎұд»ҜПаҪьЈ¬¶шФЪ750ЎжПВҙҪҝЪФцәсЧоРЎЎЈ
2.4І»Н¬С№ұЯБҰ¶ФҙҪҝЪ»ШөҜөДУ°Пм
ІЙУГ¶ҜБҰТюКҪЛг·ЁјЖЛгҙҪҝЪіЙРОәуБгјю»ШөҜЈ¬ФЪABAQUSЦРҪыУГДЈҫЯТФј°С№ұЯ°еЈ¬Ц»ұЈБфҙҪҝЪ°еБПЎЈ»ШөҜјЖЛгЗ°¶ФҙҪҝЪК©јУО»ТЖФјКшЈ¬ФЪФШәЙДЈҝйЦРЙиЦГІОҝјөгҪ«°еБП№М¶ЁЈ¬ТФ·АЦ№ҙҪҝЪФЪОЮіеС№ДЈҫЯПЮЦЖМхјюПВ·ўЙъ·ӯЧӘ»тХЯЖ«ТЖЈ¬К№өГ»ШөҜ№эіМҝЙТФОИ¶ЁҪшРР[16]ЎЈ
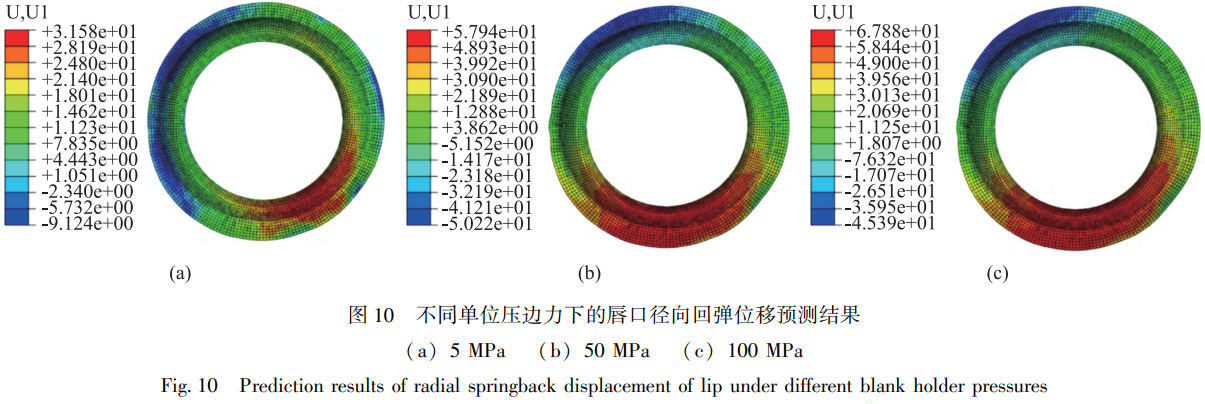
ФЪ°еБПіхКјОВ¶ИОӘ750ЎжМхјюПВЈ¬СЎИЎ3ЧйІ»Н¬өҘО»С№ұЯБҰ(5Ўў50әН100MPa)¶ФҪшЖшөАҙҪҝЪҪшРРөзёЁЦъіеС№»ШөҜ·ВХжСРҫҝ [16],Ҫб№ыИзНј 10ЛщКҫЎЈУЙҫ¶ПтО»ТЖФЖНј·ЦІјҝЙЦӘЈ¬ХыМеЙПҝҙІ»Н¬өҘО»С№ұЯБҰ(5Ўў50әН100MPa)ПВөДҙҪҝЪ»ШөҜҫ¶ПтО»ТЖІўІ»ЛжС№ұЯБҰөДФціӨ¶шіКПЯРФФціӨЈ¬ұнПЦіцПФЦшөДІДБП·ЗПЯРФМШХчЎЈ5MPaПВөДҙҪҝЪЧоҙуҫ¶Пт»ШөҜО»ТЖОӘ31.58mmЈ¬50MPaПВөДҙҪҝЪЧоҙуҫ¶Пт»ШөҜО»ТЖОӘ57.94mmЈ¬100MPaПВөДҙҪҝЪЧоҙуҫ¶Пт»ШөҜО»ТЖОӘ67.88mmЎЈУл50әН100MPaөҘО»С№ұЯБҰПВөДҙҪҝЪ»ШөҜ·ВХжҪб№ыПаұИЈ¬ФЪ5MPaөҘО»С№ұЯБҰПВөДҙҪҝЪҫ¶Пт»ШөҜО»ТЖҪПРЎЎЈЦөөГЧўТвөДКЗЈ¬ФЪ50әН100MPaөҘО»С№ұЯБҰЗйҝцПВЈ¬ҫЎ№ЬС№ұЯФШәЙ·ӯұ¶Ј¬·еЦөО»ТЖҪцФцјУБЛІ»өҪ20%Ј¬ЗТ·ҙПтО»ТЖіцПЦ»ШВдЎЈХвұнГч°еБПҝЙДЬҫӯАъБЛПФЦшөДЛЬРФУІ»ҜЈ¬ҙУ¶шПЮЦЖБЛҪшТ»ІҪөДјёәОұдРО[17]ЎЈ
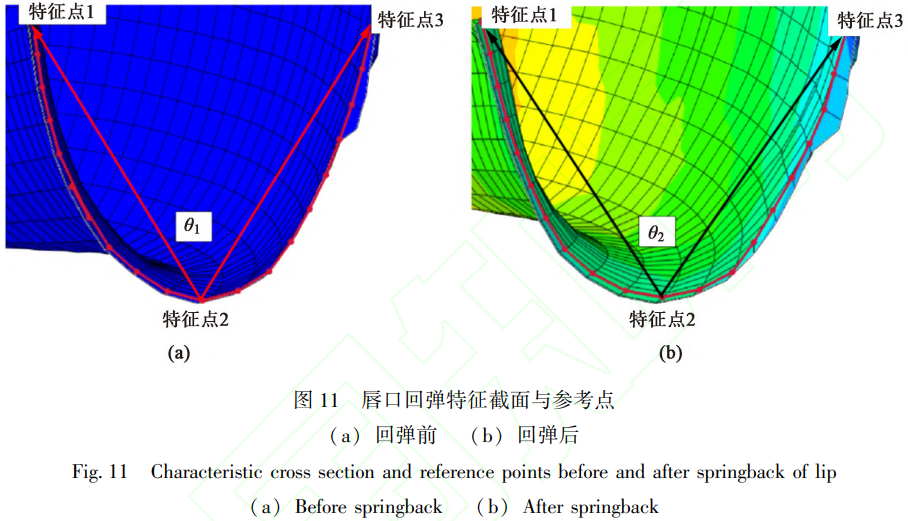
ІЙУГҙҪҝЪЗъВК°лҫ¶ұд»ҜұнХчҙҪҝЪіЙРОәу»ШөҜБҝЈ¬ТФ750Ўж-100MPaМхјюПВөДҙҪҝЪ»ШөҜОӘАэЈ¬ФЪABAQUSИнјюЦРҪшРРБгјюМШХчҪШГжҙҰАнЈ¬ІўИЎ0°Ўў90°Ўў180°әН270°Хв4ЧйМШХчҪШГжЎЈФЪГҝЧйМШХчҪШГжЙПСЎИЎ3ёцМШХчІОҝјөгЈ¬·Цұр»сөГМШХчІОҝјөгФЪ»ШөҜЗ°әуөДИэО¬ЧшұкЦөЈ¬ИзНј11ЛщКҫЎЈ
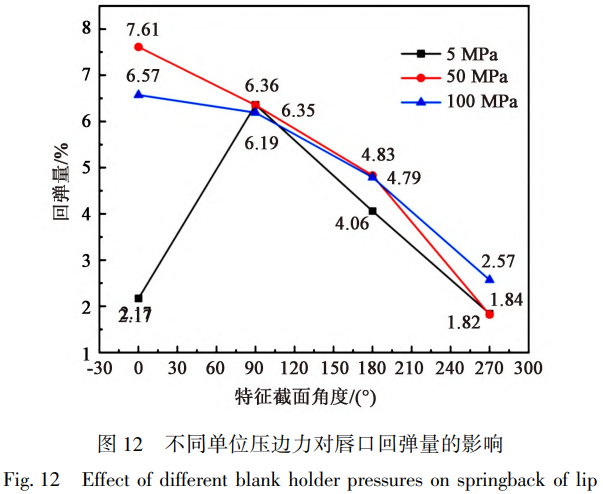
ФЪMATLABЦРК№УГЧоРЎ¶юіЛ·ЁИэөгДвәПФІЗъВКУлЗъВК°лҫ¶Ј¬јЖЛгҙҪҝЪМШХчҪШГж»ШөҜЗ°әуөДЗъВКУлЗъВК°лҫ¶Ј¬ёщҫЭКҪ(1)јЖЛгҙҪҝЪҪШГжЗъВК°лҫ¶ұд»ҜВК [18],јҙҙҪҝЪіЙРОәуөД»ШөҜБҝ:
ΔR = (R s − R 0 ) /R 0 × 100% (1)
КҪЦР: ΔRОӘҙҪҝЪ»ШөҜБҝ; R 0 ОӘ»ШөҜЗ°өДБгјюЗъВК°лҫ¶; R s ОӘБгјю»ШөҜәуөДЗъВК°лҫ¶ЎЈ
УЙҙЛҝЙөГөҪФЪ 750ЎжПВІ»Н¬өҘО»С№ұЯБҰ(5Ўў50әН 100MPa)¶ФҙҪҝЪіЙРОәу»ШөҜБҝөДУ°Пм№жВЙ,ИзНј 12ЛщКҫЎЈФЪ 0 ∘МШХчҪШГж, 5MPaПВ»ШөҜБҝЧоРЎОӘ 2.17%,ЖдҙООӘ 100 MPaПВ»ШөҜБҝОӘ 6.57%,50 MPaПВ»ШөҜБҝЧоҙуОӘ 7.61%ЎЈФЪ 90 ∘МШХчҪШГж,100 MPaПВ»ШөҜБҝЧоРЎОӘ 6.19%,ЖдҙООӘ 50 MPaПВ»ШөҜБҝОӘ 6.35%, 5 MPaМхјюПВ»ШөҜБҝЧоҙуОӘ6.36%ЎЈФЪ 180 ∘МШХчҪШГж, 5MPaПВ»ШөҜБҝЧоРЎОӘ4.06%,ЖдҙООӘ 100 MPaПВ»ШөҜБҝОӘ 4.79%, 50MPaПВ»ШөҜБҝЧоҙуОӘ 4.83%ЎЈФЪ 270 ∘МШХчҪШГж,50 MPaПВ»ШөҜБҝЧоРЎОӘ 1.82%,ЖдҙООӘ 5 MPaПВ»ШөҜБҝОӘ 1.84%, 100MPaПВ»ШөҜБҝЧоҙуОӘ 2.57%ЎЈ
2.5І»Н¬°еБПОВ¶И¶ФҙҪҝЪ»ШөҜөДУ°Пм
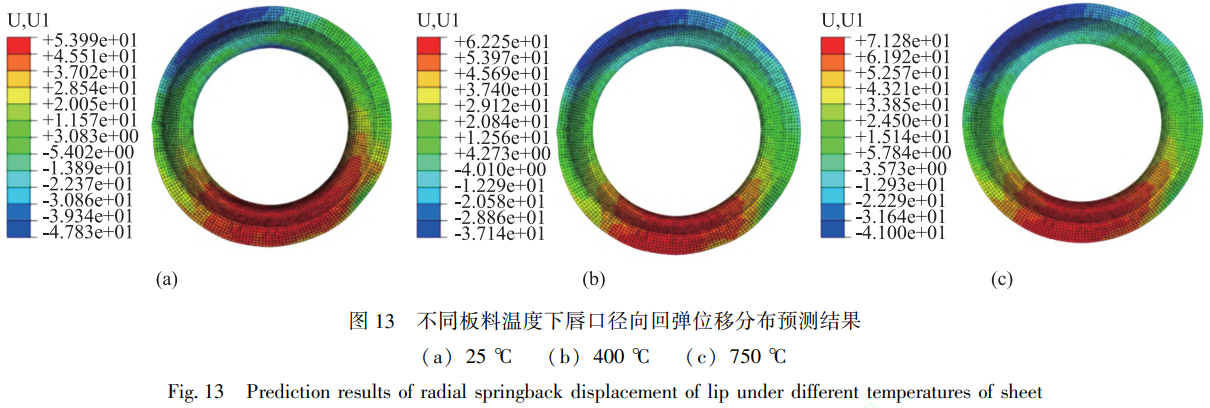
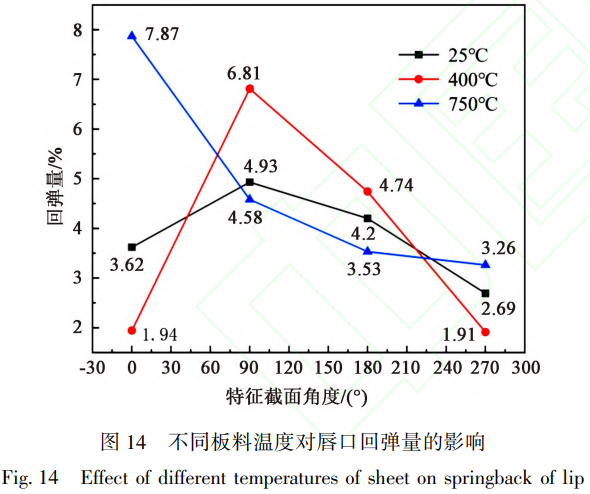
ФЪөҘО»С№ұЯБҰОӘ5MPaМхјюПВЈ¬СЎИЎ3ЧйІ»Н¬°еБПОВ¶И(25Ўў400әН750Ўж)¶ФҪшЖшөАҙҪҝЪҪшРРөзёЁЦъіеС№»ШөҜ·ВХжСРҫҝ,Ҫб№ыИзНј 13ЛщКҫЎЈУЙ»ШөҜҫ¶ПтО»ТЖФЖНјХыМе·ЦІјҝЙЦӘ, 25ЎжПВөДҙҪҝЪЧоҙуөҜҫ¶ПтО»ТЖФЖНјХыМе·ЦІјҝЙЦӘ, 25ЎжПВөДҙҪҝЪЧоҙуҫ¶Пт»ШөҜО»ТЖОӘ 53.99mm, 400ЎжПВөДҙҪҝЪЧоҙуҫ¶Пт»ШөҜО»ТЖОӘ 62.25 mm, 750ЎжПВөДҙҪҝЪЧоҙуҫ¶Пт»ШөҜО»ТЖОӘ71.28mmЎЈНј14ОӘ5MPaөҘО»С№ұЯБҰПВІ»Н¬іхКј°еБПОВ¶И(25Ўў400әН750Ўж)¶ФҙҪҝЪіЙРОәу»ШөҜБҝөДУ°Пм№жВЙЎЈФЪ0°МШХчҪШГж,400ЎжПВ»ШөҜБҝЧоРЎОӘ1.94%Ј¬ЖдҙООӘ25ЎжПВ»ШөҜБҝОӘ3.62%Ј¬750ЎжМхјюПВ»ШөҜБҝЧоҙуОӘ7.87%ЎЈФЪ90°МШХчҪШГжЈ¬750ЎжПВ»ШөҜБҝЧоРЎОӘ4.58%Ј¬ЖдҙООӘ25ЎжПВ»ШөҜБҝОӘ4.93%Ј¬400ЎжМхјюПВ»ШөҜБҝЧоҙуОӘ6.81%ЎЈФЪ180°МШХчҪШГжЈ¬750ЎжПВ»ШөҜБҝЧоРЎОӘ3.53%Ј¬ЖдҙООӘ25ЎжПВ»ШөҜБҝОӘ4.2%Ј¬400ЎжПВ»ШөҜБҝЧоҙуОӘ4.74%ЎЈФЪ270°МШХчҪШГжЈ¬400ЎжПВ»ШөҜБҝЧоРЎОӘ1.91%Ј¬ЖдҙООӘ25ЎжПВ»ШөҜБҝОӘ2.69%Ј¬750ЎжПВ»ШөҜБҝЧоҙуОӘ3.26%ЎЈ
3ЎўҪбВЫ
(1)ФЪоСәПҪрҪшЖшөАҙҪҝЪөзёЁЦъИИіеС№№эіМЦРЈ¬ЛжЧЕөҘО»С№ұЯБҰУЙ5MPaФцјУөҪ100MPaЈ¬ҙҪҝЪұЪәсјхұЎВКУЙ14.25%ФцјУЦБ14.92%Ј¬ФцәсВКУЙ13.67%ФцјУЦБ14.38%Ј¬ҙҪҝЪМШХчҪШГжЖҪҫщ»ШөҜБҝУЙ3.61%ФцјУЦБ5.03%ЎЈ
(2)ФЪоСәПҪрҪшЖшөАҙҪҝЪөзёЁЦъИИіеС№№эіМЦРЈ¬ЛжЧЕіхКјОВ¶ИУЙ25ЎжФцјУЦБ750ЎжЈ¬ҙҪҝЪұЪәсјхұЎВК»щұҫІ»ұд(14%ЧуУТ)Ј¬ФцәсВКУЙ14.04%ҪөөНЦБ11.79%Ј¬ҙҪҝЪІ»Н¬МШХчҪШГжЖҪҫщ»ШөҜБҝУЙ3.86%ФцјУЦБ4.81%ЎЈ
(3)ФЪөҘО»С№ұЯБҰОӘ5MPaЎў°еБПОВ¶ИОӘ750ЎжПВөзёЁЦъіеС№әуҙҪҝЪұЪәс·ЦІјЧоОӘҫщФИЈ¬ұЪәсұд»ҜРЎУЪ14.33%ЎЈФЪөҘО»С№ұЯБҰОӘ5MPaЎў°еБПОВ¶ИОӘ400ЎжПВөзёЁЦъіеС№әуҙҪҝЪ»ШөҜБҝЧоРЎОӘ3.73%ЎЈ
ІОҝјОДПЧ:
[1]СоПюГчЈ¬өіАыГчЈ¬НхТ«зщЈ¬өИ.TC4оСәПҪрVРОјюНдЗъИИіеС№»ШөҜФӨІв[J].ЦРДПҙуѧѧұЁ(УўОД°ж)Ј¬2020Ј¬27(9):2578-2591.
Yang X M, Dang L M, Wang Y Q, et al. Springback prediction of TC4 titanium alloy V-bending under hot stamping condition Journal of Central South University,2020,27(9):2578-2591.
[2]ЕнәиІ©Ј¬СҰІіОӨЈ¬К·АЪЈ¬өИ.ҝзТфЛЩ·зЙИЧӘЧУҙҪҝЪЗ°ФөФЩФмРНУЕ»ҜЙијЖ[J].ҝЖС§јјКхУл№ӨіМЈ¬2022Ј¬22(23):10301-10309.
Peng H B, Xue B W, Shi L, et al. Re-modeling Optimization De-sign of Leading Edge of Titanium Alloy Fan Blade[J]. Science Technology and Engineering,2022,22(23):10301-10309.
[3]Jordan A, Kinsey B L. Investigation of thermal and mechanical effects during electrically-assisted microbending[J]. Journal of Materials Processing Technology,2015,221:1-12.
[4]Salandro W A, Bunget C, Mears L. Electroplastic modeling of bending stainless steel sheet metal using energy methods[J]Journal of Manufacturing Science and Engineering, 2011, 133(4):041008.
[5]Xie H Y, Dong X H, Peng F, et al. Investigation on the electri-cally-assisted stress relaxation of AZ31B magnesium alloy sheet[J]. Journal of Materials Processing Technology, 2016, 227: 88-95.
[6]Green C R, McNeal T A, Roth J T. Springback elimination for Al-6111 alloys using electrically assisted manufacturing(EAM)[A]. 37th Annual North American Manufacturing Research Con-ference[C].NAMRC 37,2009.
[7]Li C Z, Xu Z T, Peng L F, et al. An electric-pulse-assisted stam-ping process towards springback suppression and precision fabrica-tion of micro channels[J]. International Journal of Mechanical Sciences,2022,218:107081.
[8]ЦЬЗҝЈ¬АоПё·жЈ¬іВҫьЈ¬өИ.TC4оСәПҪрөзЦВЛЬРФVРННдЗъРФДЬөДКөСйСРҫҝ[J].ЛЬРФ№ӨіМС§ұЁЈ¬2015Ј¬22(5):52-56.
Zhou Q, Li X F, Chen J, et al. Experimental study on electroplas-tic V-bending properties of TC4 titanium alloys[J]. Journal of Plasticity Engineering,2015,22(5),52-56.
[9]Li D C, Wang S Y, Zhao Z W, et al. Research on current assisted hot stamping process of TA32 high-temperature titanium alloy[J]. The International Journal of Advanced Manufacturing Tech-nology,2025,137(1),827-841.
[10]НхҝЛ»·Ј¬іЈдшЖMЈ¬¶ЎИсЈ¬өИ.оСәПҪрұЎұЪ№№јюҝмЛЩјУИИАдДЈИИіеС№іЙРОјјКхҪшХ№[J].ЛЬРФ№ӨіМС§ұЁЈ¬2024Ј¬31(1):15-25.
Wang K H, Chang S P, Ding R, et al. Progress on cold-die hot stamping with rapid heating technology for thin-walled titanium al-loy components[J]. Journal of Plasticity Engineering, 2024, 31(1):15-25.
[11]НхГАіҝЈ¬ҙўЛ«ҪЬЈ¬БәёЯ·ЙЈ¬өИ.TC4оСәПҪрИИФю№эіМЦРЧйЦҜСЭұдәНРФДЬҝШЦЖ»ъАнСРҫҝј°Х№Ны[J].ЛЬРФ№ӨіМС§ұЁЈ¬2024Ј¬31(9):1-22.
Wang M C, Chu S J, Liang G F, et al. Research and prospect on microstructure evolution and property control mechanism of TC4 ti-tanium alloy during hot rolling[J]. Journal of Plasticity Engineer-ing,2024,31(9):1-22.
[12]ІМЦУВъЈ¬іВјТИрЈ¬АоУВЈ¬өИ.А©ЙўБ¬ҪУTC4оСәПҪрИИұдРОМШРФј°ҪЁДЈ[J].¶НС№јјКхЈ¬2024Ј¬49(7):264-272.
Cai Z M, Chen J R, Li Y, et al. Hot deformation characteristics and modeling of diffusion bonding TC4 titanium alloy[J]. Forging& Stamping Technology,2024,49(7):264-272.
[13]АоО°Ј¬ЦЬБўГч.ЗіМёИИіеС№Бгјю№ӨТХЙијЖ·Ҫ·Ёј°УРПЮФӘ·ЦОцУлСйЦӨ[J].¶НС№јјКхЈ¬2025Ј¬50(8):72-81.
Li W, Zhou L M. A brief discussion on process design method and finite element analysis and validation of hot stamping parts[J]. Forging& Stamping Technology,2025,50(8):72-81.
[14]НхУҝёЩЈ¬әОКЛИЩЈ¬№ЛГНЈ¬өИ.ҪрКфЛ«ј«°еіеС№іЙРОКэЦө·ЦОцј°»ШөҜІ№іҘ[J].ЛЬРФ№ӨіМС§ұЁ,2024,31(2):43-50.
Wang Y G, He S R, Gu M, et al. Numerical analysis and spring-back compensation of metal bipolar plate stamping forming[J].Journal of Plasticity Engineering,2024,31(2):43-50.
[15]өЛ·жЈ¬РмС©·еЈ¬ФшПйЈ¬өИ.ДіРН·Й»ъоСәПҪроУҪрјюөзёЁЦъіеС№іЙРО№ӨТХ[J].ЛЬРФ№ӨіМС§ұЁЈ¬2025Ј¬32(12):58-69.
Deng F, Xu X F, Zeng X, et al. Electrically assisted stamping process of titanium alloy sheet metal parts for a certain type of air-craft[J]. Journal of Plasticity Engineering, 2025, 32(12):58-69.
[16]К·МмПиЈ¬№щҪЁмЗЈ¬№јјОіПЈ¬өИ.ИИС№Лх»ъТ¶Ж¬ИИіеС№іЙРОөД»ШөҜМШРФ·ЦОцСРҫҝ[J].ИИјУ№Ө№ӨТХЈ¬2025Ј¬54(8):114-118Ј¬124.
Shi T X, Guo J Y, Gu J C, et al. Analysis and research on spring-back characteristics of hot stamping forming of compressor blades[J].Hot Working Technology,2025,54(8):114-118,124.
[17]ЦЬТўЈ¬БхцОзфЈ¬әъЖфЈ¬өИ.І»Н¬јУФШМхјю¶ФTC4оСәПҪрәујМёЯОВУҰБҰЛЙіЪј°ЖдБҰС§РРОӘөДУ°Пм№жВЙ[J].¶НС№јјКхЈ¬2024Ј¬49(7):30-38.
Zhou Y, Liu XX, Hu Q, et al. Mechanical behavior Effect laws of different loading conditions on high-temperature stress relaxation of TC4 titanium alloy and its mechanical behavior[J]. Forging&Stamping Technology,2024,49(7):30-38.
[18]СоПю»ӘЈ¬ә«УұҪЬЈ¬Р»әйЦҫЈ¬өИ.TC4оСәПҪрёҙФУЗъВКГЙЖӨИИіЙРОК§ОИИұПЭј°Пыіэ·Ҫ·Ё[J].ЛЬРФ№ӨіМС§ұЁЈ¬2024Ј¬31(10):78-84.
Yang X H, Han Y J, Xie H Z, et al. Instability defects and elimi-nation methods in hot forming of TC4 titanium alloy skin with com-plex curvature[J]. Journal of Plasticity Engineering, 2024, 31(10):78-84.
ЈЁЧўЈ¬ФӯОДұкМвЈәоСәПҪрҪшЖшөАҙҪҝЪөзёЁЦъіеС№іЙРОұЪәсұд»Ҝј°»ШөҜ·ВХжСРҫҝ_СоСТ·еЈ©
tagұкЗ©:TC4оСәПҪр,ҪшЖшөА№№јю,өзёЁЦъіеС№,№ӨТХІОКэУЕ»Ҝ