



·ўІјИХЖЪЈә2026-4-20 16:04:38
Ti-6Al-4V[TC4]әПҪрЧчОӘα+βРНоСәПҪрөДөдРНҙъұнЈ¬ТтЖдГЬ¶ИөНЎўұИЗҝ¶ИёЯЎўУЕТмөДДНёҜКҙРФЎўБјәГөДБҰС§РФДЬј°ҝЙјУ№ӨРФЈ¬ұ»№г·әУҰУГУЪәҪҝХәҪМмЎўәЈСу№ӨіМЎў№ъ·Аҫь№ӨөИ№ШјьБмУтЎЈИ»¶шЈ¬ФЪИЫБ¶№эіМЦРЈ¬TC4әПҪрј«ТЧОьКХЗвәНСхЈ¬өјЦВЗвҙа»тСхә¬Бҝі¬ұкЈ¬ТтҙЛНЁіЈІЙУГХжҝХЧФәДөз»ЎИЫБ¶[VAR]ФЪёЯХжҝХ»·ҫіПВЦЖұёЦэ¶§ЎЈҫӯVARИЫБ¶»сөГөДЦэ¶§НЁіЈҫЯУРҙЦҙуөДҫ§БЈЧйЦҜәНҪПІоөДЧЫәПРФДЬЈ¬ДСТФЦұҪУВъЧг№ӨіМУҰУГТӘЗуЈ¬ТтҙЛРиНЁ№эәуРшИИұдРО№ӨТХҪшРРЧйЦҜПё»ҜЈ¬ТФВъЧгПа№ШБмУтөДРФДЬРиЗуЎЈ
¶НФмЧчОӘИИұдРО·ҪКҪЦРөДТ»ЦЦЦШТӘКЦ¶ОЈ¬іЈУГУЪПё»ҜоСәПҪрЧйЦҜЈ¬МбЙэәПҪрБҰС§РФДЬЎЈ¶ФУЪTC4оСәПҪ𣬶НФмНЁіЈ·ЦОӘβПаЗш¶НФмәНα+βБҪПаЗш¶НФмБҪёцҪЧ¶ОЎЈβПаЗш¶НФмЦјФЪҪ«ЦэМ¬өДҙуҫ§БЈЧйЦҜҪшРРЖЖЛйЈ¬К№өГβҫ§БЈ·ўЙъұдРОј°¶ҜМ¬ФЩҪбҫ§Ј¬Пё»Ҝβҫ§БЈЎЈЛжәуФЪα+βПаЗшДЪСЎФсәПККөДұдРООВ¶ИҪшРРБҪПаЗш¶НФмЎЈЖдЦчТӘДҝөДКЗК№βҫ§БЈДЪІҝОціцөДЖ¬ІгЧҙαПа·ўЙъід·ЦұдРОЎўЖЖЛйЎўФЩҪбҫ§ј°Зт»ҜЈ¬ҙУ¶ш»сөГАнПлөДЛ«М¬ЧйЦҜУлБјәГөДБҰС§РФДЬЎЈИ»¶шЈ¬ФЪКөјКЙъІъЦРЈ¬УЙУЪоСәПҪрЕчБПұ©В¶УЪҙуЖш»·ҫіЦРЈ¬ИИҪ»»»І»ҝЙұЬГвЈ¬өјЦВ¶НФм№эіМКөЦКЙПОӘ“ҪөОВ¶НФм”ЎЈУИЖд¶ФУЪКэ¶Цј¶ҙуіЯҙзөДоСәПҪрЕчБПЈ¬ЖдұнІгЙўИИҝмЎўРДІҝАдИҙВэЈ¬јУЦ®ПФЦшөДіЯҙзР§УҰЈ¬К№өГоСәПҪрЕчБПҪШГжЙПОВ¶ИіЎ·ЦІјІ»ҫщЈ¬Ҫш¶шФміЙЧоЦХоСәПҪр¶НјюөДОў№ЫЧйЦҜ[ИзіхЙъαПаРОГІЎўМе»э·ЦКэј°іЯҙз·ЦІј]әНБҰС§РФДЬФЪұнІгУлРДІҝЦ®јдҙжФЪГчПФІоТмЎЈХвЦЦЧйЦҜУлРФДЬөДІ»ҫщФИРФСПЦШУ°ПмоСәПҪр¶Нјю·юТЫРФДЬөДОИ¶ЁРФәНК№УГКЩГьЈ¬ШҪРиНЁ№эәуРш№ӨТХјУТФөчҝШЎЈ
ИИҙҰАнКЗёДЙЖоСәПҪр¶НјюЧйЦҜҫщФИРФөДУРР§Нҫҫ¶Ц®Т»Ј¬ЖдЦРЈ¬НЛ»рОВ¶ИУлұЈОВКұјдөИ№ШјьІОКэ¶ФоСәПҪр¶НјюіхЙъαПаУлҙОЙъαПаөДРОГІЎўМе»э·ЦКэТФј°·ЦІј·ҪКҪҫЯУРҫц¶ЁРФөДУ°ПмЎЈұҫ№ӨЧчПөНіСРҫҝБЛІ»Н¬НЛ»рОВ¶И¶ФУЪTC4оСәПҪр¶НјюЧйЦҜУлРФДЬөДУ°ПмЈ¬МҪҫҝЧојСөДНЛ»р№ӨТХЈ¬КөПЦоСәПҪр¶НјюЧйЦҜУлРФДЬөДҫщФИРФЈ¬ЦјФЪОӘКөјКЙъІъМṩёь¶аөДАнВЫјјКхЦёөјЎЈ
1ЎўКФСйІДБПУл·Ҫ·Ё
КФСйІДБПОӘ400mmx600mmіӨ·ҪМеРОЧҙөДTC4оСәПҪр¶НјюЈ¬Жд»ҜС§іЙ·Ц[ЦКБҝ·ЦКэЈ¬%]ОӘ6.59AlЎў4.19VЎў0.186FeЎў0.01SiЎў0.001HЎў0.140Ўў0.011CЎў0.004N,УаБҝTiЎЈβПаұдөгОВ¶ИОӘ[990±5]ЎжЎЈКЧПИІЙУГХжҝХЧФәДөз»ЎВҜҫӯИэҙОИЫБ¶ЦЖұёЦэ¶§Ј¬Ц®әу¶ФЦэ¶§ҪшРРβПаЗшТФј°α+βБҪПаЗшөД¶а»рҙО¶НФміЙРОЎЈ¶НФмҪбКшәу¶ФөГөҪөДФӯКјоСәПҪр¶НјюҪшРР780Ўжx 2h,ҝХАд[AC]өДөНОВНЛ»рҙҰАн,Ҫ«ЖдјЗОӘ1әЕ¶НјюЎЈ
ФЪөНОВНЛ»роСәПҪр¶Нјю»щҙЎЙПЈ¬ЗРИЎ¶аёц№жёсОӘ400 mmx100 mmөДКФҝйЈ¬·ЦұрФЪ910Ўў920Ўў930әН940ЎжёЯОВНЛ»р2hәуҝХАдЈ¬Ҫ«І»Н¬ОВ¶ИНЛ»рҙҰАнөДоСәПҪр¶Нјю·ЦұрјЗОӘ2Ўў3Ўў4Ўў5әЕ¶НјюЎЈІЙУГCMT6103НтДЬБҰС§КФСй»ъҪшРРАӯЙмІвКФЈ¬ТАҫЭGB/T228.1-2021Ў¶ҪрКфІДБПАӯЙмКФСйөЪ1Іҝ·Ц:КТОВКФСй·Ҫ·ЁЎ·ЦҙРРЎЈОӘСРҫҝ¶НјюІ»Н¬О»ЦГРФДЬәНЧйЦҜөДҫщФИРФЈ¬АӯЙмКФСщ·ЦұрФЪұнІг1Ј¬РДІҝЈ¬ұнІг2ҙҰИЎСщЈ¬ИЎСщКҫТвНјИзНј1ЛщКҫЈ¬ЖдЦРКФСщЦбПт·ҪПтУлИЎСщ·ҪПтТ»ЦВЎЈОӘұЬГвІвКФЛж»ъРФЈ¬ГҝЦЦ¶НјюІ»Н¬О»ЦГёчИЎ2ёцЖҪРРКФСщҪшРРІвКФЎЈЦ®әу¶ФІ»Н¬өДTC4оСәПҪр¶НјюІЙУГІМЛҫПФОўҫөҪшРРПФОўЧйЦҜ№ЫІмЎЈҪрПаКФСщҫӯ300Ўў800Ўў1500Ўў2000әЕЙ°ЦҪҙтДҘәуҪшРРЕЧ№вЈ¬ІЙУГHF:HNO3:H2O=1:3:9өДёҜКҙТәҪшРРёҜКҙЈ¬ёҜКҙКұјдОӘ5~10sЎЈІЙУГImage pro plusНјПс·ЦОцИнјю¶ФіхЙъαПаіЯҙзј°Ме»э·ЦКэҪшРРНіјЖЈ¬¶Ф5ХЕНјҪшРРНіјЖөГөҪЖҪҫщЦөЎЈ
2ЎўКФСйҪб№ыУлМЦВЫ
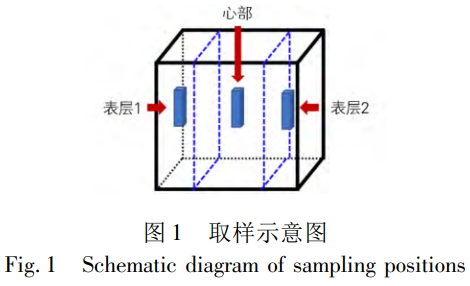
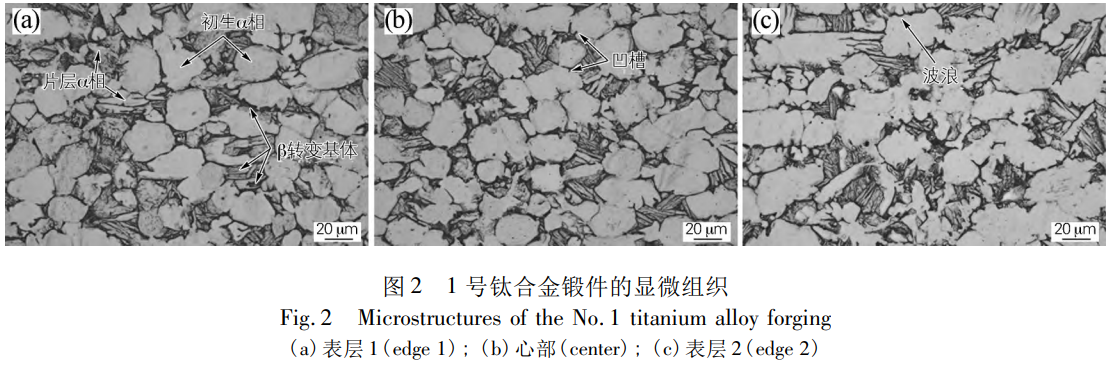
ұн1БРіцБЛ1әЕоСәПҪр¶НјюөДБҰС§РФДЬЈ¬УЙҪб№ыҝЙТФҝҙіцЈ¬1әЕоСәПҪр¶НјюұЯІҝЗшУтУлРДІҝЗшУтөДБҰС§РФДЬҙжФЪГчПФІоТмЈ¬ЖдЦРұнІг2ЗшУтөДҝ№АӯЗҝ¶ИУлРДІҝЗшУтПаұИЈ¬ЖдЧоҙуІоЦөОӘ31 MPaЎЈҙЛНвЈ¬ұнІг1ЗшУтөДБҰС§РФДЬУлұнІг2ЗшУтПаұИЈ¬ТІҙжФЪГчПФөДІоТмЈ¬ұнГчФӯКјоСәПҪр¶НјюІ»Н¬О»ЦГөДБҰС§РФДЬҫщФИРФҪПІоЎЈНј2ёшіцБЛ1әЕоСәПҪр¶НјюІ»Н¬ЗшУтөДПФОўЧйЦҜНјЈ¬ЖдЦРГчББІҝ·ЦКЗαПаЈ¬°ьә¬іхЙъαПаәНЖ¬ІгαПа,ҪП°өІҝ·ЦКЗβПа,ТІіЖОӘβЧӘұдЧйЦҜЎЈҙУНј2ПФОўЧйЦҜҝЙТФҝҙөҪЈ¬ҙуБҝөДіхЙъαПаұЯФөіКПЦ“ІЁАЛ”Чҙ»тХЯУР“°јФг”іцПЦЈ¬ИзНј2[bЈ¬c]ЛщКҫЎЈёщҫЭSemiatinөИСРҫҝЈ¬БҪПаоСәПҪрФЪИИјУ№ӨНкіЙәуөДҫІМ¬НЛ»рҙҰАнКұ»б·ўЙъҫІМ¬Зт»ҜЈ¬ҫІМ¬Зт»ҜЦчТӘ°ьАЁіхЖЪөДҫ§Ҫз·ЦАл»ъЦЖј°әуЖЪөДД©¶ЛЗЁТЖ»ъЦЖЎЈҫ§Ҫз·ЦАлКЗУЙУЪИИјУ№ӨұдРО»бТэИлСЗҫ§ҪзЈ¬К№өГαПаДЪІҝРОіЙҫ§БЈЈ¬УЙУЪұнГжХЕБҰөДЧчУГ,К№өГβПаҙ©Илα/αҫ§Ҫз,РОіЙ“ИИ°јІЫ”ЎЈЛжЧЕА©ЙўөДҪшРРЈ¬βПаІ»¶ПЙшНёЈ¬ЧоЦХ·ЦАлҫ§ҪзЎЈ¶ФУЪД©¶ЛЗЁТЖЈ¬КЗЦёαПаөДЗъГжУлЖҪ»¬ҪзГжЦ®јдҙжФЪЗъВКІоЈ¬ФміЙЗъГжКЖДЬҙуУЪЖҪ»¬ГжЈ¬ҙжФЪДЬБҝМЭ¶ИЈ¬ҙЩК№ФӘЛШЗЁТЖЈ¬ЧоЦХФЪαПаөДұЯФөҙҰРОіЙІЁАЛЧҙЎЈОЮВЫКЗҫ§Ҫз·ЦАлЗт»ҜТФј°Д©¶ЛЗЁТЖЗт»Ҝ¶јКЗУЙФӘЛША©ЙўҝШЦЖЈ¬¶шФӘЛША©ЙўРРОӘЦчТӘКЬОВ¶ИәНКұјдУ°ПмЎЈ¶ФУЪ1әЕоСәПҪр¶НјюЈ¬ФЪ¶НФмҪбКшәујУИИөҪ780ЎжҪшРРНЛ»рЈ¬УЙУЪ¶НјюұҫЙнҪПҙуЈ¬ФЪ780ЎжНЛ»рОВ¶ИПВФӘЛША©ЙўЗэ¶ҜБҰҝЙДЬІ»ёЯЈ¬К№өГҫІМ¬Зт»ҜХвТ»№эіМІ»НкИ«Ј¬ЧоЦХРОіЙ“°јІЫ”“ІЁАЛ”өИПЦПуЎЈҙЛНвЈ¬ЧйЦҜНјЦРІҝ·ЦαПаәбЧЭұИҙуУЪ2:1Ј¬КфУЪ·ЗөИЦбЧйЦҜЈ¬ХвҙУІаГжТІВЫЦӨБЛҫІМ¬Зт»ҜІ»ід·ЦХвТ»№ЫөгЎЈ
ұн1 1әЕоСәПҪр¶НјюөДАӯЙмРФДЬ
Table 1 Tensile properties of No.1 titanium alloy forging
| оСәПҪр¶Нјю | НЛ»рОВ¶И/Ўж | О»ЦГ | Rm/MPa | Rp0.2/MPa | A/% | Z1% |
| ұнІг1 | 917/918 | 847/846 | 16.5/18.5 | 46/46 | ||
| 1әЕ | 780 | РДІҝ | 930/923 | 855/856 | 18.5/19.0 | 44/45 |
| ұнІг2 | 954/951 | 870/865 | 16.5/18.0 | 44/43 |
ОӘПыіэФӯКј1әЕоСәПҪр¶НјюІ»Н¬ЗшУтөДЧйЦҜәНБҰС§РФДЬІ»ҫщФИРФЈ¬¶Ф1әЕоСәПҪр¶НјюҪшРРБЛ910ЎжәН920ЎжөДНЛ»рҙҰАнЈ¬ЖдБҰС§РФДЬҪб№ыИзұн2ЛщКҫЎЈҙУұн2ҝЙТФҝҙіцЈ¬ҫӯ№э910ЎжНЛ»рәуЈ¬ҫЎ№Ь2әЕоСәПҪр¶НјюөДБҰС§РФДЬПаұИ1әЕоСәПҪр¶НјюУРБЛТ»¶ЁөДМбЙэЈ¬ө«ЖдұнІгЗшУтәНРДІҝЗшУтөДІ»ҫщФИРФИФИ»ҙжФЪЎЈҫӯ№э920ЎжҙҰАнәуЈ¬ХвЦЦІ»ҫщФИРФПЦПуИФОҙөГөҪУРР§ёДЙЖЈ¬ІўЗТ3әЕоСәПҪр¶НјюөДұнІг1ЗшУтәНРДІҝЗшУтөДБҰС§РФДЬПаҪПУЪ2әЕоСәПҪр¶НјюіцПЦГчПФПВҪөЎЈ
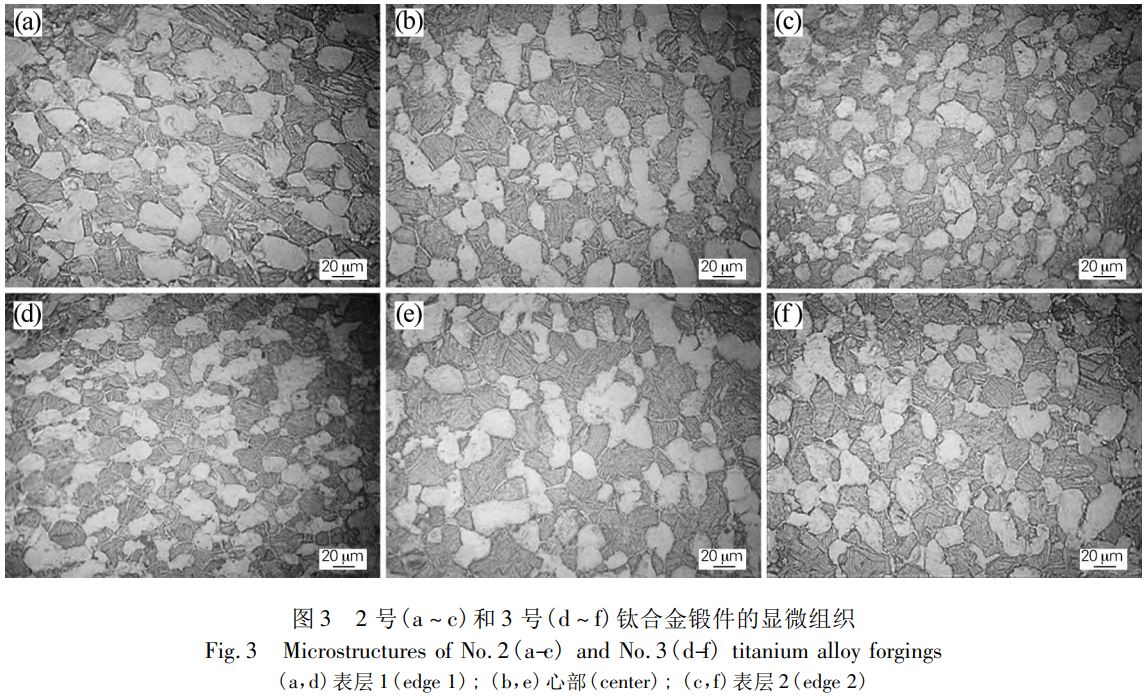
НЁ№э¶Ф2әЕј°3әЕоСәПҪр¶НјюҪшРРПФОўЧйЦҜ№ЫІм,Ҫб№ыИзНј 3ЛщКҫ,ҝЙТФҝҙөҪ 2әЕј° 3әЕоСәПҪр¶НјюұнІгЗшУтј°РДІҝЗшУтіхЙъαПаөДіЯҙзөДҫщФИРФј«ІоЎЈУИЖдКЗ3әЕоСәПҪр¶НјюөДұнІг1ј°РДІҝЗшУтЈ¬ХвҝЙДЬКЗФміЙЖдБҰС§РФДЬҪПөНөДТ»ёцЦШТӘФӯТтЎЈҪшТ»ІҪҙУ2әЕј°3әЕоСәПҪр¶НјюІ»Н¬ЗшУтөДЧйЦҜҝЙТФҝҙіцЈ¬іхЙъαПаөДіЯҙзУлМе»э·ЦКэПаұИУЪ1әЕоСәПҪр¶НјюЧйЦҜУРЛщҪөөНЎЈНј4БРіцБЛTC4оСәПҪр¶НјюФЪІ»Н¬НЛ»рОВ¶ИПВөДіхЙъαПаіЯҙз·ЦІјј°Ме»э·ЦКэөДұд»ҜЎЈҙУНј4ҝЙТФҝҙіцЈ¬ҫӯ№э910ЎжёЯОВНЛ»рәуЈ¬2әЕоСәПҪр¶НјюұнІг 1ЎўРДІҝәНұнІг 2өДіхЙъαПаЖҪҫщіЯҙзОӘ 29.5Ўў25.7әН24.8μmЈ¬ЖҪҫщМе»э·ЦКэ·ЦұрОӘ40.1%Ўў38.6%әН36.7%ЎЈ3әЕоСәПҪр¶НјюұнІг1ЎўРДІҝәНұнІг2өДіхЙъαПаЖҪҫщіЯҙзОӘ 25.7Ўў28.3әН 26.1μm,ЖҪҫщМе»э·ЦКэ·ЦұрОӘ33.3%Ўў36.7%әН35.1%ЎЈУл1әЕоСәПҪр¶НјюПаұИЈ¬І»Н¬ЗшУтіхЙъαПаіЯҙзҪөөНБЛ 10~15μm,ЖҪҫщМе»э·ЦКэПВҪөБЛ15%~22%ЎЈөұНЛ»рОВ¶ИҪПёЯКұЈ¬іхЙъαПа»б·ўЙъПаұд,ЧӘұдОӘβПаЎЈОВ¶ИФҪҪУҪьПаұдөг,ПаұдЗэ¶ҜБҰФҪёЯЈ¬ЧӘұдұИАэҫНФҪҙуЎЈҙЛНвЈ¬ҙУНј3[a,d]ҝЙТФҝҙіцЈ¬іхЙъαПа“°јІЫ”әН“ІЁАЛ”ПЦПуПыК§Ј¬ХвЛөГчНЛ»рОВ¶ИМбЙэЦБ910әН920ЎжұЈОВКұЈ¬ҫІМ¬Зт»Ҝ№эіМҪшТ»ІҪҪшРРЈ¬ө«КЗҙуБҝөДіхЙъαПаОӘІ»№жФтөДөИЦбЧҙЈ¬ХвҝЙДЬКЗУЙУЪФЪұЈОВ№эіМЦРҫІМ¬Зт»Ҝ№эіМІ»ід·ЦЈ¬К№өГГ»УРНкИ«Зт»ҜөДіхЙъαПаҫЦІҝЧӘұдОӘβПаЈ¬ФміЙұЯФөУРАаЛЖ“·ЙұЯ”Ўў“јвҙМ”өИІ»№жФтРОЧҙіцПЦЈ¬ХвҝЙДЬТІКЗөјЦВЧйЦҜҫщФИРФҪПІоөДФӯТтЎЈ
ұн2 2әЕәН3әЕоСәПҪр¶НјюөДАӯЙмРФДЬ
Table 2 Tensile properties of No.2 and No.3 titanium alloy forgings
| оСәПҪр¶Нјю | НЛ»рОВ¶И/Ўж | О»ЦГ | Rm/MPa | Rp0.2/MPa | A/% | Z |
| 2әЕ | 780+ 910 | ұнІг1 | 963/959 | 871/866 | 14.0/14.0 | 44/44 |
| РДІҝ | 953/947 | 870/868 | 17.5/16.5 | 41/42 | ||
| ұнІг2 | 941/945 | 860/864 | 16.0/18.0 | 45/46 | ||
| 3әЕ | 780 920 | ұнІг1 | 933/932 | 813/819 | 16.5/16.0 | 45/44 |
| РДІҝ | 943/940 | 828/827 | 14.5/14.0 | 42/42 | ||
| ұнІг2 | 955/956 | 863/860 | 15.0/16.5 | 44/47 |
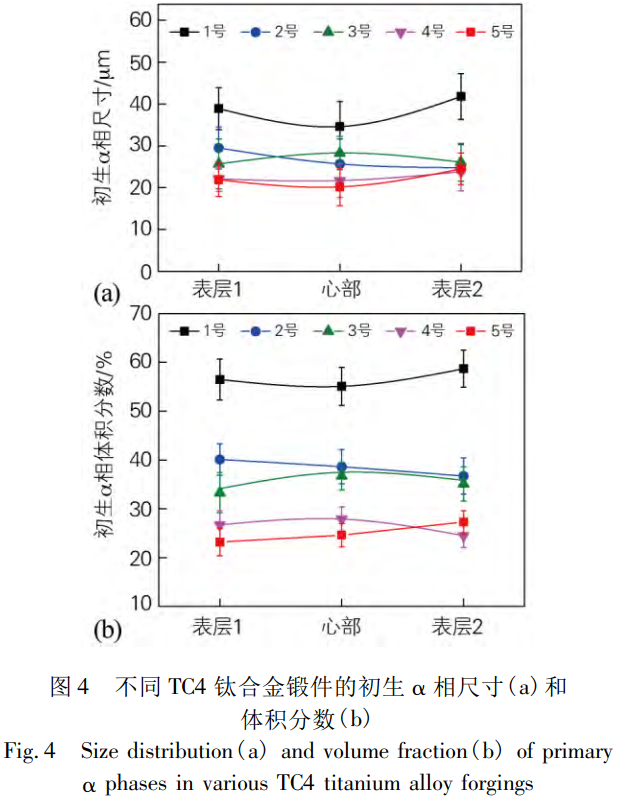
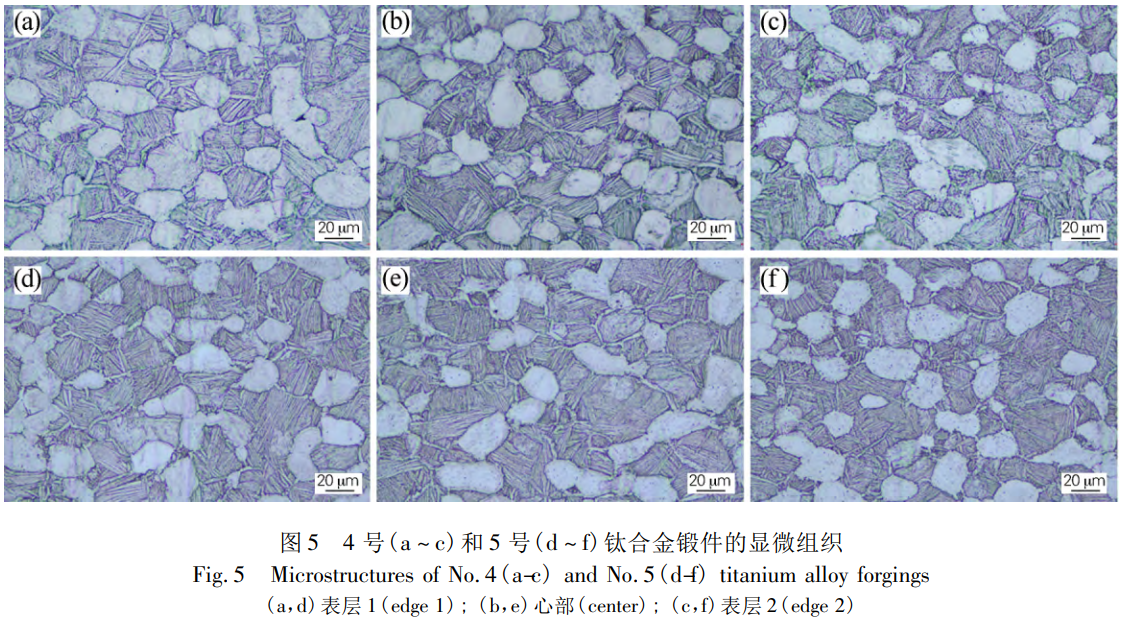
¶Ф1әЕоСәПҪр¶НјюҪшТ»ІҪҪшРР930ЎжәН940ЎжНЛ»рҙҰАнЈ¬¶ФУҰөДБҰС§РФДЬИзұн3ЛщКҫЎЈҝЙТФҝҙіцөұІЙУГҪПёЯөДНЛ»рОВ¶И930ЎжКұ,4әЕоСәПҪр¶НјюұнІг 1ЎўРДІҝЎўұнІг2І»Н¬ЗшУтөДБҰС§РФДЬПаІоҪПРЎЈ¬ҝ№АӯЗҝ¶ИЧоҙуІоЦөФЪ 20 MPaТФДЪ,НЛ»рОВ¶ИМбЙэЦБ 940ЎжКұ, 5әЕоСәПҪр¶НјюІ»Н¬ЗшУтБҰС§РФДЬөДҫщФИРФёьОӘУЕТмЈ¬Ждҝ№АӯЗҝ¶ИЧоҙуІоЦөФЪ 7 MPaТФДЪ,Ул 1әЕоСәПҪр¶НјюПаұИ,ҝ№АӯЗҝ¶ИХыМеіКПЦГчПФөДМбЙэ,ЗТҫЯұёҪПәГөДҫщФИРФЎЈ4әЕәН5әЕоСәПҪр¶НјюөДПФОўЧйЦҜИзНј5ЛщКҫЈ¬ҝЙјы4әЕәН5әЕоСәПҪр¶НјюөДЧйЦҜОӘөдРНөДЛ«М¬ЧйЦҜЈ¬УЙөИЦбөДіхЙъαПаәНβҫ§БЈДЪөДαЖ¬ІгЧйЦҜ№№іЙЎЈ¶ФУЪН¬Т»¶НјюЈ¬іхЙъαПаөДіЯҙз·ЦІјҫщФИЈ¬Ж¬ІгЎўРДІҝІ»Н¬ЗшУтЦ®јдіЯҙзПаІоҪПРЎЎЈІ»Н¬¶НјюЦ®јдіЯҙзТІҪПОӘҪУҪьЎЈёщҫЭНј4Ҫб№ыПФКҫЈ¬4әЕоСәПҪр¶НјюұнІг1ЎўРДІҝәНұнІг2өДіхЙъαПаЖҪҫщіЯҙзОӘ22.1Ўў21.7әН 23.8μm,ЖҪҫщМе»э·ЦКэ·ЦұрОӘ 26.7%Ўў27.9%әН24.5%ЎЈ5әЕоСәПҪр¶НјюұнІг 1ЎўРДІҝәНұнІг 2өДіхЙъαПаЖҪҫщіЯҙзОӘ 21.9Ўў20.2әН 24.5μm,ЖҪҫщМе»э·ЦКэ·ЦұрОӘ 23.2%Ўў24.6%әН 26.3%ЎЈУлНЛ»рОВ¶И 910 ЎжәН 920 ЎжПаұИ,ІЙУГёьёЯОВ¶ИөД 940 ЎжНЛ»рөГөҪөДіхЙъαПаіЯҙзёьРЎ,ЗТЖҪәвМ¬өДіхЙъαПаМе»э·ЦКэҪшТ»ІҪҪөөНЎЈҙЛНв,ҙУНј 5»№ҝЙТФҝҙіц, 5әЕоСәПҪр¶НјюЦРіхЙъαПаөДЧЭәбұИРЎУЪ 2: 1,өИЦбРОЧҙҪПОӘ№жФт,ұЯФөҪПОӘЖҪЦұ,ОЮГчПФ“·ЙұЯ”Ўў“јвҙМ”іцПЦЎЈХвЛөГчСЎУГ 940 ЎжұЈОВКұ,УЙФӘЛША©ЙўҝШЦЖөДҫІМ¬Зт»Ҝ№эіМҪшРРід·ЦЎЈёщҫЭА©ЙўПөКэ№«КҪҝЙЦӘ,А©ЙўПөКэУлОВ¶ИіКХэұИ№ШПөЎЈФЪөҘО»КұјдДЪ,А©ЙўҫаАлУлА©ЙўПөКэВъЧг№ШПөКҪ [13]:
ұн3 4әЕәН5әЕоСәПҪр¶НјюөДАӯЙмРФДЬ
Table 3 Tensile properties of No.4 and No.5 titanium alloy forgings
| оСәПҪр ¶Нјю | НЛ»рОВ ¶И/Ўж | О»ЦГ | R m /MPa | R p0.2 /MPa | A/% | Z/% |
| 4әЕ | 780+ 930 | ұнІг1 | 944/958 | 830/826 | 16.0/16.5 | 45/46 43/45 46/44 |
| РДІҝ | 944/939 | 821/823 | 15.5/16.0 | |||
| ұнІг2 | 938/944 | 828/832 | 16.5/17.5 | |||
| 5әЕ | 780+ 940 | ұнІг1 | 963/959 | 865/860 | 16.5/16.0 | 45/44 46/44 44/46 |
| РДІҝ | 961/956 | 874/873 | 18.0/17.5 | |||
| ұнІг2 | 957/962 | 877/878 | 17.0/17.0 |
КҪЦР:  ОӘА©ЙўҫаАл; DОӘА©ЙўПөКэ; tОӘА©ЙўКұјдЎЈёщҫЭЙПКц№«КҪҝЙЦӘЈ¬ОВ¶ИФҪёЯЈ¬А©ЙўПөКэФҪҙуЈ¬А©ЙўҫаАлҫНФҪіӨЈ¬ТтҙЛЗт»Ҝ№эіМПаұИөНОВёьјУід·ЦЎЈНкИ«Зт»ҜөДіхЙъαПаФЪЛжәуөДұЈОВЦР·ўЙъҫщФИПаұд,ұЯФөҪПОӘЖҪ»¬Ј¬ЧоЦХөГөҪөДЧйЦҜТІҪПОӘҫщФИЎЈ
ОӘА©ЙўҫаАл; DОӘА©ЙўПөКэ; tОӘА©ЙўКұјдЎЈёщҫЭЙПКц№«КҪҝЙЦӘЈ¬ОВ¶ИФҪёЯЈ¬А©ЙўПөКэФҪҙуЈ¬А©ЙўҫаАлҫНФҪіӨЈ¬ТтҙЛЗт»Ҝ№эіМПаұИөНОВёьјУід·ЦЎЈНкИ«Зт»ҜөДіхЙъαПаФЪЛжәуөДұЈОВЦР·ўЙъҫщФИПаұд,ұЯФөҪПОӘЖҪ»¬Ј¬ЧоЦХөГөҪөДЧйЦҜТІҪПОӘҫщФИЎЈ
3ЎўҪбВЫ
1]ҪПөНОВ¶ИНЛ»рКұ[780Ўж2h,ҝХАд],УЙУЪФӘЛША©ЙўҝШЦЖөДҫІМ¬Зт»Ҝ№эіМІ»ід·Ц,»бФміЙ TC4оСәПҪр¶НјюұнІгУлРДІҝіхЙъαПаұЯФөіцПЦ“°јІЫ”“ІЁАЛ”өИПЦПуЈ¬ЧоЦХөјЦВ¶НјюІ»Н¬ЗшУтөДБҰС§РФДЬҫщФИРФҪПІоЎЈ
2]ФЪ 780ЎжөНОВНЛ»р»щҙЎЙПҪшРРёЯОВНЛ»рКұ[910~940Ўж2h,ҝХАд],ФӘЛША©ЙўПөКэФцҙу,А©ЙўҫаАлФцјУЈ¬ҫІМ¬Зт»Ҝ№эіМДЬ№»ід·ЦҪшРРЈ¬Ҫш¶шПыіэІ»№жФтіхЙъαПаЧйЦҜ,ДЬ№»УРР§ёДЙЖ¶НјюХыМеЧйЦҜәНБҰС§РФДЬөДІоТмРФЎЈ
3]ІЙУГ940 Ўж × 2h,ҝХАдНЛ»рҙҰАнөД TC4оСәПҪр¶НјюҫЯұёҪПәГөДБҰС§РФДЬЈ¬ЗТұнІгј°РДІҝЗшУтөДЧйЦҜј°БҰС§РФДЬҫщФИРФЧоОӘУЕТмЎЈ
ІОҝјОДПЧ:
[1]ҪрәНПІЈ¬ОәҝЛПжЈ¬АоҪЁГчЈ¬өИ.әҪҝХУГоСәПҪрСРҫҝҪшХ№[J].ЦР№ъУРЙ«ҪрКфС§ұЁЈ¬2015Ј¬25[2]:280-292.
Jin Hexi, Wei Kexiang, Li Jianming, et al. Research development of titanium alloy in aerospace industry[J]. The Chinese Journal of Nonferrous Metals,2015,25[2]:280-292.
[2]НхЗмҫкЈ¬¶ЕРс¶«Ј¬ҪҜБўЈ¬өИ.НЛ»рҙҰАн¶ФTC4оСәПҪрәҪҝХ·ў¶Ҝ»ъТ¶Ж¬ЧйЦҜУлБҰС§РФДЬөДУ°Пм[J].ҪрКфИИҙҰАнЈ¬2024Ј¬49[10]:126-132.
Wang Qingjuan, Du Xudong, Jiang Li, et al. Effect of annealing on microstructure and mechanical properties of TC4 titanium alloy alloy aeroengine blades[J]. Heat Treatment of Metals, 2024, 49[10]: 126-132.
[3]ХФСеУӘ.ГА№ъҙ¬І°әЈЛ®№ЬВ·УГоСөДөНіЙұҫјјКхј°УҰУГёЕҝц[J].ІДБПҝӘ·ўУлУҰУГЈ¬2022,37[3]:93-96.
Zhao Yanying. Low cost technology and application of titanium for marine seawater pipeline in the USA[]. Development and Application of Materials, 2022, 37[3]: 93-96.
[4]№ИКчөВ.оС»щёҙәПІДБПЦЖұё·Ҫ·Ёј°РФДЬСРҫҝҪшХ№[J]ІДБПҝӘ·ўУлУҰУГ, 2023, 38[1]: 85-97.
Gu Shude. Research progress in preparation methods and properties of titanium matrix composites[J]. Development and Application of Materials, 2023, 38[1]: 85-97.
[5]АЧОД№в,ХФУАЗм,ә«¶°,өИ.оСј°оСәПҪрИЫБ¶јјКх·ўХ№ПЦЧҙ[J]ІДБПөјұЁ, 2016, 30[5]: 101-106.
Lei Wenguang, Zhao Yongqing, Han Dong, et al. Development of melting technology for titanium and titanium alloys[J]. Materials Review, 2016, 30[5]: 101-106.
[6] Semiatin S L. An overview of the thermomechanical processing ofα/βtitanium alloys: Current status and future research opportunities[J].Metallurgical and Materials Transactions A, 2020, 51[6]: 2593-2625.
[7] Guo P, Zhao Y, Zeng W, et al. The effect of microstructure on the mechanical properties of TC4-DT titanium alloys[J]. Materials Science and Engineering A, 2013, 563: 106-111.
[8] Xu J, Zeng W, Zhao Y, et al. Effect of microstructure evolution of the lamellar alpha on impact toughness in a two-phase titanium alloy[J].Materials Science and Engineering A, 2016, 676: 434-440.
[9]НхжВ,¶ӯҪЎ,Р»БҰ,өИ.»ҜС§іЙ·Цј°ИИҙҰАн№ӨТХ¶Ф TA5әПҪр°фІДБҰС§РФДЬөДУ°Пм[J].ІДБПҝӘ·ўУлУҰУГ, 2021, 36[2]:35-38.
Wang Yuan, Dong Jian, Xie Li, et al. Effect of chemical composition and heat treatment process on mechanical properties of TA5 alloy bars[J]. Development and Application of Materials, 2021, 36[2]:35-38.
[10] Stefansson N, Semiatin S L. Mechanisms of globularization of Ti-6Al-4V during static heat treatment[J]. Metallurgical and Materials Transactions A, 2003, 34[3]: 691-698.
[11] Semiatin S L, Stefansson N, Doherty R D. Prediction of the kinetics of static globularization of Ti-6Al-4V[J]. Metallurgical and Materials Transactions A,2005,36[5]: 1372-1376.
[12] Shell E B, Semiatin S L. Effect of initial microstructure on plastic flow and dynamic globularization during hot working of Ti-6Al-4V[J].Metallurgical and Materials Transactions A, 1999, 30[ 12]:3219-3229.
[13] Guo B, Semiatin S L, Jonas J J, et al. Dynamic transformation of Ti-6Al-4V during torsion in the two-phase region[J]. Journal of Materials Science,2018,53[12]:9305-9315.
tagұкЗ©:оСәПҪр,TC4оСәПҪр,НЛ»рОВ¶И,ҙуіЯҙз¶Нјю