



ЗЂВМШеЦкЃК2026-4-20 15:47:28
Н№ЪєюбОпгаИпЕФБШЧПЖШЁЂФЭИпЮТЁЂФЭИЏЪДЁЂСМКУЕФЕЭЮТадФмвдМАЗЧДХадЃЌЯпХђеЭЯЕЪ§ЕШгХСМЬиадЃЌБЛгўЮЊ“ЬЋПеН№Ъє”“ЮДРДН№Ъє”ЁЃюбМАюбКЯН№АхЁЂДјЁЂВВФдкюбМгЙЄВФЕФЩњВњКЭгІгУжаеМгаживЊЕиЮЛЁЃИљОнжаЙњгаЩЋН№ЪєЙЄвЕаЛсЕФЭГМЦЪ§ОнЃЌНќФъРДюбМАюбКЯН№АхЁЂДјЁЂВВФЕФВњСПеМюбМгЙЄВФзмВњСПЕФ50%~60%ЃЌВњЦЗЙуЗКгІгУгкКНПеКНЬьЁЂЙњЗРОќЙЄЁЂНЂДЌжЦдьЁЂЕчСІЁЂЛЏбЇЙЄвЕЕШСьгђ[1-3]ЁЃЯрБШГЃЙцИжЬњЁЂЭЁЂТСЕШАхДјВФЃЌюбАхДјЕФЩњВњФбЖШНЯДѓЃЌетКЭюбЕФН№ЪєЬиадгаЙиЃЌгШЦфЪЧЦфБфаЮПЙСІИпЃЌЧќЧПБШИпЃЌЛиЕЏадНЯДѓЃЌвђЖјдкЩњВњЪБВњЦЗЕФСІбЇадФмОљдШадЁЂАхаЭЁЂКсЯђКЭзнЯђКёВюНЯФбПижЦЁЃЭЌЪБЃЌюбАхДјдкМгШШКЭШШДІРэЙ§ГЬжаЖдЮТЖШЕФВЛОљдШадНЯЮЊУєИаЃЌБфаЮШнвзПЊСбЁЃвђЖј,юбАхДјЩњВњЯпЕФдўжЦЕШзАБИашвЊгаНЯЧПЕФЙЄвееыЖдадЁЃБОЮФНсКЯФПЧАюбАхДјЩњВњЯпжївЊЙЄађзАБИЕФХфжУЬиЕуЃЌЗжЮіСЫЩшБИЕФЗЂеЙгІгУЧщПіЁЂЯжгаММЪѕЬиЕуМАЦфЗЂеЙЧїЪЦЃЌВЂЬсГіСЫЙњВњЛЏЕФЙиМќЕуЁЃ
1ЁЂюбАхДјМАЦфМгЙЄзАБИЗЂеЙЯжзД
юбАхВФЪЧжИЭЈЙ§ЦНУцдўжЦЛёЕУКёЖШ≥0.3mmЕФЦЌзДВњЦЗ,юбДјВФЪЧжИЭЈЙ§ЦНУцдўжЦЛёЕУКёЖШЮЊ0.1~4.76mmЕФОэзДВњЦЗЃЌюбВВФЪЧжИЭЈЙ§РфдўКЭЭЫЛ№ЖрДЮбЛЗЕУЕНКёЖШ<0.25mmЕФЦЌзДВњЦЗ,вдЩЯ3жжВњЦЗЭГГЦЮЊюбЦНУцдўжЦВњЦЗЁЃюбАхЁЂДјЁЂВВФжївЊгІгУгкЛЏЙЄЁЂКНПеКНЬьКНКЃКЭвНСЦЕШ3ДѓАхПщЁЃЦфжаЃЌДПюбДјВФжївЊгУгкЛЏЙЄаавЕ,ДПюбАхВФгУгкКНПеКНЬьКНКЃКЭвНСЦСьгђ,юбКЯН№АхВФЁЂВВФжївЊгУгкКНПеКНЬьКН
КЃСьгђ[4-5]ЁЃ
юбМАюбКЯН№АхДјВФдўжЦЩњВњЙЄвеАќРЈПщЪНЗЈКЭДјЪНЗЈ,вЛАуДПюбАхВФЕФЩњВњВЩгУИпаЇЕФДјЪНЗЈЙЄве,юбКЯН№АхВФЕФЩњВњВЩгУПЩСщЛюПижЦЕФПщЪНЗЈЙЄвеЁЃЖдгкБфаЮПЙСІДѓЁЂСбЮЦУєИаадИпЁЂИїЯђвьадбЯжиЕФюбКЯН№БЁАхШчTC4АхВФ,ЩњВњвЛАуВЩгУЕўдўЛђАќЬздўжЦЕФПщЪНЗЈЙЄве,ПЩгааЇЬсИпЩњВњаЇТЪКЭВњЦЗжЪСПЁЃЙњФкюбМАюбКЯН№АхДјВФЕФЩњВњДгНшМјЁЂНшгУВЛатИжЕШИжЬњМгЙЄЩшБИЦ№ВНЃЌЗЂеЙЕНРћгУИжЬњОЩЩшБИЁЂаТНЈВПЗжЙЄађЩшБИЦфгрЙЄађЭтЮЏЕШФЃЪН,дйЕНФПЧАзЈвЕЛЏЕФЯШНјЩњВњЯпЁЃМгЙЄзАБИЕФЩњВњЗНЪНвВДгШЫЙЄРЭЖЏЧПЖШДѓЮЊЬиеїЕФ“ЖўШЫзЊ”ЪНЗЂеЙЕНФПЧАЕФЛњаЕЛЏГЬЖШИпЁЂСЌајЛЏЩњВњЧПЕФЯжДњЛЏЩњВњЯпЁЃ
юбМАюбКЯН№АхДјВФМгЙЄЩшБИЕФзАЛњЫЎЦНКЭХфжУЬиЕу,ЛљгкИїЩњВњЦѓвЕЩњВњЯпЕФВювьЛЏЖЈЮЛКЭЗЂеЙЖјВЛОЁЯрЭЌЁЃвдБЃеЯЙњМвжиЕуСьгђЙиМќгУВФЕФЙњгаЛђДѓаЭюбМгЙЄЦѓвЕЩњВњЯпЩшБИОпгазАЛњЫЎЦНИпЁЂПижЦОЋЖШИпЕФЬиЕу,гШЦфЪЧЩњВњЯпЙиМќЩшБИжївЊДгЙњЭтв§НјЛђЙњФквЛСїЩшБИГЇМвЙЉЛѕЁЃЖјвдУёЦЗЮЊжїЕФюбМгЙЄЦѓвЕЩњВњЯпЕФХфжУФЃЪНОпгаЖрбљЛЏКЭзЂжиадМлБШЕФЬиЕуЁЃИљОнЩњВњЙЄвеашЧѓМАжївЊЙІФмзїгУЃЌюбМАюбКЯН№АхДјВФЕФдўжЦМАХфЬзЩњВњзАБИАќРЈвдЯТМИИіДѓРр:
(1)дўжЦЩшБИЁЃШШдўЛњКЭРфдўЛњЁЃЦфжаШШдўЛњАќРЈ:ЖўЙѕШШдўЛњЁЂЫФЙѕШШдўЛњ,АхВФШШдўЛњЁЂДјВФШШдўЛњ,ЕЅЛњМмШШдўЛњ,ЫЋЛњМмШШдўЛњ,ТЏОэШШдўЛњ,ЖрЛњМмШШСЌдўЛњЁЃРфдўЛњАќРЈ:ЖўЙѕРфдўЛњЁЂЫФЙѕРфдўЛњЁЂСљЙѕРфдўЛњЁЂЪЎЫФЙѕ/ЖўЪЎЙѕЕШЖрЙѕРфдўЛњ,ЕЅЛњМмРфдўЛњЁЂЫЋЛњМмРфдўЛњЁЂЖрЛњМмРфдўЛњЁЃ
(2)МгШШМАШШДІРэЩшБИЁЃМгШШТЏЁЂВЙШШТЏКЭШШДІРэТЏЁЃЦфжаМгШШТЏАќРЈ:ВННјЪНМгШШТЏЁЂЙѕЕРЪНМгШШТЏЁЂЬЈГЕЪНМгШШТЏЕШЁЃВЙШШТЏАќРЈ:ЙѕЕРЙЬЖЈЪНВЙШШТЏЁЂПЩКсвЦЪНВЙШШТЏЁЂОэШЁВЙШШТЏЕШЁЃШШДІРэТЏАќРЈ:ЬЈГЕЪНДѓЦјЭЫЛ№ТЏЁЂЮдЪНецПеЭЫЛ№ТЏЁЂжгежЪНЭЫЛ№ТЏЁЂАхВФЭЈЙ§ЪНШШДІРэТЏЁЂДјВФЮдЪНСЌајДІРэТЏЁЂДјВФСЂЪНСЌајШШДІРэТЏЁЃ
(3)БэУцЧхЯДМАБэУцДІРэЩшБИЁЃБэУцЧхЯДЛњзщКЭБэУцаоФЅЛњзщЁЃБэУцЧхЯДЛњзщАќРЈ:Ах/ДјВФБэУцХзЭшЫсЯДЛњзщЁЂАх/ДјВФБэУцЭбжЌЧхЯДЛњзщЁЂАхВФЫсЯДВлзщЁЂАхВФШлШкМюЯДВлзщЁЃБэУцаоФЅЛњзщАќРЈ:АхВФЫЎФЅЛњЁЂАхВФЩАФЅЛњЁЂАх/ДјВФБэУцИпОЋЖШаоФЅХзЙтЛњЁЃ
(4)ОЋећЩшБИЁЃАхВФОЋећЛњзщКЭДјВФОЋећЛњзщЁЃАхВФОЋећЛњзщАќРЈ:АхВФецПеШфБфНУЦНЛњЁЂАхВФЙѕЪННУЦНЛњЁЃДјВФОЋећЛњзщАќРЈ:ДјВФРЭфНУжБЛњЁЂДјВФЦНећЛњзщЁЃ
(5)МєЧаЩшБИЁЃАхВФМєЧаЩшБИКЭДјВФМєЧаЩшБИЁЃАхВФМєЧаЩшБИАќРЈ:МєАхЛњЁЂОтЧаЛњЁЂИпбЙЫЎЧаИюЛњЁЂМЄЙтЧаИюЛњЁЃДјВФМєЧаЩшБИАќРЈ:КсМєЛњ(ПЊЦНЛњ)ЁЂзнМєЛњзщЁЂБЁДјРМєЛњзщЁЂАхДјВФзнКсСЊКЯМєЛњзщЁЃ
(6)МьВтЁЂАќзАЩшБИЁЃЦНУцЖШ/ДжВкЖШМьВтЩшБИЁЂГЌЩљВЈЬНЩЫЩшБИЁЂАхВФ/ОэВФздЖЏАќзАЛњзщЁЃ
гыИжЬњЁЂЭЁЂТСЕШАхДјВФдўжЦСьгђРрЫЦ,юбМАюбКЯН№АхДјВФЩњВњЕФЙиМќЙЄађЩшБИЮЊШШдўЛњЁЂРфдўЛњЁЂШШДІРэТЏЁЂБэУцДІРэЩшБИЁЂОЋећЩшБИЕШЁЃвдЩЯЙиМќзАБИжа,дкНјаазЈвЕЛЏЩњВњЯпЩшМЦЪБбЁдёЙњВњЩшБИКЭв§НјЩшБИЛЙДцдкУїЯдВюОрЕФзАБИЛњаЭАќРЈ:ТЏОэШШдўЛњЁЂСљЙѕ/ЖўЪЎЙѕЕШЖрЙѕРфдўЛњЁЂДјВФаоФЅХзЙтЛњЁЂРЭфНУжБЛњЁЂецПеШфБфНУЦНЛњЁЃетаЉЙиМќзАБИЛњаЭЕФЙњЭтВњЦЗЯрБШЙњВњОпгадЫааЫйЖШКЭЩњВњаЇТЪИп,ЩњВњздЖЏЛЏКЭСЌајЛЏГЬЖШЧПЃЌЩшБИЕФЙЄвеКЭЙІФмеыЖдадЧПЃЌПижЦОЋЖШИп,ВњЦЗГпДчОЋЖШКЭСІбЇадФмвЛжТадКУ,вдМАОпгаНЯИпЕФдЫааПЩППадМАФЭгУадЕШЯджјгХЪЦЁЃжївЊдвђШчЯТ:
(1)ЙњЭтВњЦЗЩшМЦРэФюЯШНј,ЙЄвееыЖдадЧП,ЛњаЭЫцзХВњЦЗРраЭКЭЙцИёЕФЖрбљЛЏЁЂЖрКЯН№ЛЏЁЂИпЖЫЛЏЁЂИпжЪСПвЊЧѓЕШЗЂеЙЖјВЛЖЯЩ§МЖЛЛДњЁЃгЩгкдўжЦзАБИЦ№дДгкЮїЗНЗЂДяЙњМв,ЙњФквдФЃЗТЩшМЦКЭв§НјЯћЛЏЕФФЃЪНЦ№ВН,дкЛљДЁРэТлКЭбаЗЂММЪѕгыЬхЯЕЗНУцгыЙњЭтДцдкНЯДѓЕФВюОрЁЃЙІФмЖрЁЂНсЙЙИДдгЁЂЙЄвееыЖдадЧПЁЂЖдПижЦвЊЧѓИпЁЂдЫааЮШЖЈадвЊЧѓЧПгШЦфЪЧНгНќзюжеГЩЦЗЙЄађЕФДјВФЩњВњзАБИЃЌВювьдНУїЯдЁЃ
(2)ЙњЭтЗЂДяЙњМвдкЯжДњвБН№ЁЂаТВФСЯКЭИпММЪѕСьгђОпгаЯджјЕФЯШЗЂгХЪЦКЭММЪѕГСЕэЁЃЬхЯждкдўжЦзАБИСьгђЕФгХЪЦАќРЈЙиМќЕчЦјКЭПижЦдЊЦїМўЁЂживЊВПМўЕФВФжЪГЩЗнКЭжЦдьОЋЖШЁЂдўжЦФЃаЭКЭЙ§ГЬПижЦШэМўЁЂдкЯпМьВтКЭЗДРЁгХЛЏММЪѕЁЂгІгУГЁОАФЃФтММЪѕЕШЗНУцЁЃЙњВњЩшБИЕФПЊЗЂЁЂЩшМЦЁЂжЦдьИќЖрМЏжаКЭЬхЯждкЭтаЭЁЂНсЙЙЁЂГпДчЁЂзщКЯЁЂЖЏзїКЭЙІФмЕШЛњаЕЗНУцЕФ“гааЭ”ЩшМЦ,КмЖрЧщПіЯТВЛНјааЪмСІЗжЮіЛђгІгУЛЗОГЯТЕФФЃФтЁЃЖјЖдММЪѕКЌСПКЭИНМгжЕМЋИпЕФЙиМќСуВПМўЁЂЕчЦјЯЕЭГЁЂЛљДЁдЊЦїМўЁЂФЃаЭШэМўЕШ“ЮоаЭ”ВњЦЗЕФПЊЗЂКЭЩшМЦНјеЙЛКТ§ЁЃ
2ЁЂюбАхДјЙиМќзАБИММЪѕгыЗЂеЙЗжЮі
2.1ТЏОэШШдўЛњ
ТЏОэШШдўЛњжївЊгУгкюбМАюбКЯН№АхДјВФЕФШШдў,ЩњВњжаКёАхМАЮЊКѓајРфдўЬсЙЉДјХїЁЃДЋЭГПщЪНЗЈЙЄвеЕФАхВФШШдўЛњдкБЃжЄюбМАюбКЯН№жедўЮТЖШЗНУцДцдквЛЖЈЕФРЇФб,вђЖјашМѕаЁШШдўДјХїГЄЖШ,ШШдўКѓдйНЋЖржЇЖЬДјХїСЯЯрЛЅКИНгЮЊДѓОэгУгкКѓајДјЪНЗЈИпаЇЩњВњЃЌЕЋДцдкКИЗьЖрЁЂЗЯЦЗТЪИпЁЂГпДчОЋЖШКЭадФмвЛжТадВюЕШЮЪЬтЁЃРћгУТЏОэШШдўЛњПЩНЋюбАхХїШШДждўЕН18~22mmКёЖШвдЯТЪБНјШыОэШЁТЏФкНјааМгШШВЙЮТзДЬЌЯТЕФСЌајеХСІШШОЋдў,вђЖјдкЩњВњБЁЙцИёШШдўДјОэЪБФмЙЛИќКУЕФПижЦЮТЖШ,ЧвЩшБИЭЖзЪЕЭгкШШСЌдўЛњ,вђЖјдкНЈЩшюбАхДјзЈвЕЛЏШШдўЩњВњЯпЪБЭљЭљГЩЮЊЪзбЁЛњаЭЁЃ
ЕЅЛњМмЫФЙѕПЩФцТЏОэШШдўЛњЮЊжїЬхаЮГЩЕФюбМАюбКЯН№АхДјШШдўЩњВњЯпЕФзщГЩАќРЈ:ВННјЪНМгШШТЏЁЂдкЯпПЩКсвЦЪНЙѕЕРВЙШШТЏЁЂзѓгвОэШЁЛњМАОэШЁМгШШТЏЁЂЛњЧАИпбЙЫЎвЛДЮГ§бѕЛЏЦЄзАжУЁЂЛњМмФкИпбЙЫЎЖўДЮГ§бѕЛЏЦЄзАжУЁЂЛњЧАЛњКѓЖджаЕМГпЁЂСЂЙѕдўЛњЁЂЗЩМєЁЂВуСїРфШДЯЕЭГЁЂЙѕЪННУжБЛњЁЂЖЈГпМєЁЂАхВФРфДВЁЂАхВФЯТСЯМАЖбЖтЛњЁЂЕиЯТОэШЁЛњЁЂаЖОэаЁГЕЁЂздЖЏДђДјМАХчКХЯЕЭГ,вдМАЕчЦјПижЦЯЕЭГЁЂЙЄвеШѓЛЌЯЕЭГЁЂвКбЙЯЕЭГЁЂЯЁгЭЯЕЭГЁЂРфШДЫЎЯЕЭГЁЂЦјЖЏЯЕЭГЕШВПЗжзщГЩЁЃ
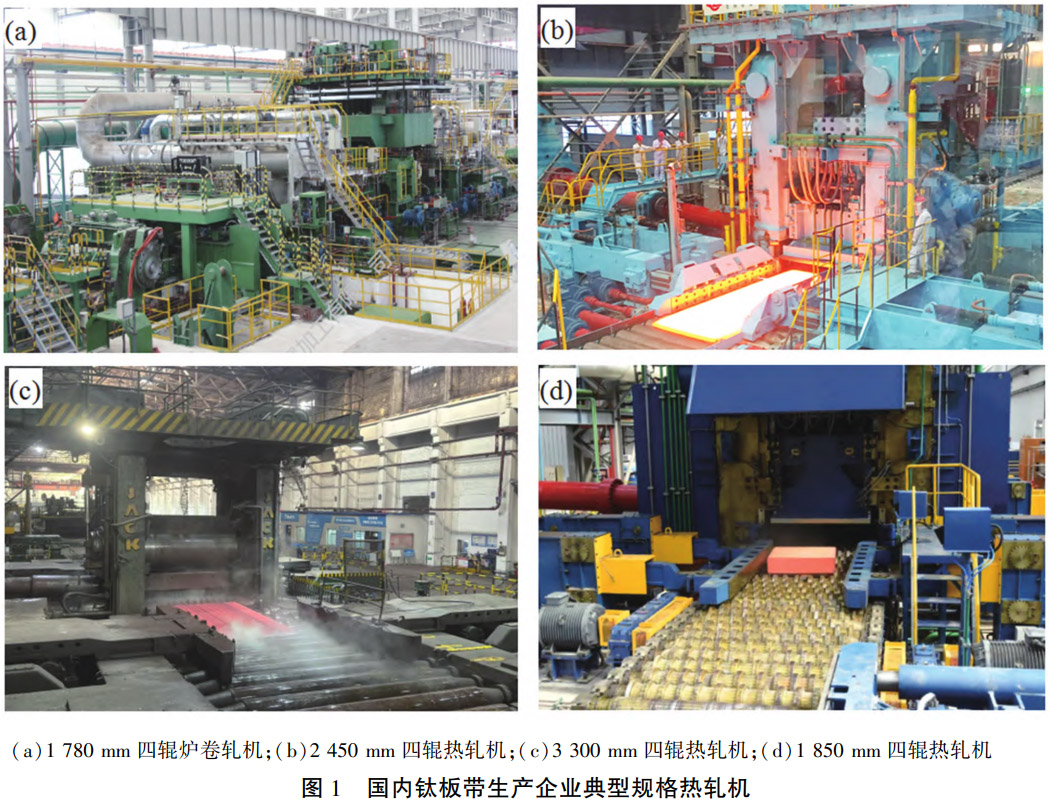
ЭМ1ЮЊЙњФкюбАхДјЕфаЭЩњВњЦѓвЕШШдўЩњВњЯпЯжГЁЭМЁЃЭМ1(a)ЮЊХЪИжМЏЭХЩђбєгаЩЋН№ЪєМгЙЄГЇ1780 mmЫФЙѕПЩФцюбАхДјТЏОэШШдўЛњзщ,2013-2014ФъгЩвтДѓРћДяФљРћМЏЭХЙЋЫОКЭЙњФкААИжжиаЭЛњаЕгаЯоЙЋЫОСЊКЯЩшМЦжЦдьЁЃЭМ1(b)ЮЊаТНЎЯцъЩаТВФСЯПЦММгаЯоЙЋЫО2450mmЫФЙѕПЩФцюбАхВФШШдўЛњзщ,2017-2018ФъгЩЖўжи(ЕТбє)жиаЭзАБИгаЯоЙЋЫОЩшМЦжЦдьЁЃЭМ1(c)ЮЊБІюбМЏЭХЙЋЫО3300mmЫФЙѕПЩФцюбАхВФШШдўЛњзщ,20ЪРМЭЦпАЫЪЎФъДњгЩЗЈЙњSACKЙЋЫОЩшМЦжЦдь,БІюбМЏЭХгк1989ФъДгдЮїЕТв§НјЁЃЭМ1(d)ЮЊБІюбЙЩЗн1850mmЫФЙѕПЩФцгюКНМЖюбАхВФШШдўЛњзщЃЌ2020-2021ФъгЩжаЙњвЛжиЩшМЦжЦдьЁЃ
ФПЧАгІгУгкюбМАюбКЯН№АхДјЩњВњСьгђЕФТЏОэШШдўЛњдДздгкИжЬњаавЕ,гШЦфЪЧгУгкЩњВњВЛатИжЁЂЙмЯпИжЁЂИпЧПЖШЕЭКЯН№ИжЕШАхДјВФЁЃЙњФкгаЩЋН№ЪєСьгђзЈвЕЛЏЩњВњюбАхДјЕФТЏОэШШдўЛњНЈЩшдкХЪИжМЏЭХЩђбєгаЩЋН№ЪєМгЙЄГЇ[6]ЁЃИУдўЛњЛњаЭЮЊЕЅЛњМм1780mmЫФЙѕЙѕЯЕЃЌНјСЯБтЖЇЕФзюДѓКёЖШЁЂПэЖШЁЂГЄЖШЗжБ№ЮЊ250mmЁЂ1560mmЁЂ4000mm,зюДѓОэжи7000kg,зюИпЩњВњЫйЖШ540 m/min,зюДѓдўжЦСІ55000 kN,зюаЁПЩдўКёЖШ3.0mmЁЃИУдўЛњдкЩњВњДѓОэжиTA1ЁЂTA2ЕШДПюбДјОэЛљДЁЩЯ,ФПЧАвбГЩЙІЙЄвЕЛЏЩњВњГіTC4ШШдўДјОэ,НјвЛВНдіМгСЫИУЛњаЭдкюбдўжЦзАБИСьгђЕФОКељСІЁЃОнСЫНтЃЌПМТЧЕНTC4ШШдўДјХїЕФЩњВњашЧѓЃЌЙњФквбгаМИМвЦѓвЕФтЙцЛЎНЈЩшТЏОэШШдўЛњзЈвЕЛЏюбДјЩњВњЯпЁЃ
Г§ЩЯЪізЈвЕЛЏгаЩЋН№ЪєаавЕНЈЩшЕФТЏОэШШдўЛњЩњВњЯпЭт,ЙњФкБІЮфМЏЭХдЦФЯюбвЕЁЂБІЮфМЏЭХЬиЪтИжЙЋЫОЁЂОЦИжМЏЭХЕШРћгУИжЬњЦѓвЕЕФЕЅЛњМмЛђЫЋЛњМмТЏОэШШдўЛњЩњВњюбМАюбКЯН№АхДјВФЁЃЙњФкВПЗжюбАхДјЩњВњЦѓвЕвВЭтЮЏЕНСАдДИжЬњШШСЌдўЁЂЬЋИжМЏЭХШШСЌдўЁЂХЪИжМЏЭХШШСЌдўЁЂЩНЖЋЪЅбєИжЬњШШСЌдўЕШИжЬњЦѓвЕЕФСЌдўЛњНјааШШдўДјОэЕФДњСЯМгЙЄ,гаРћгкНЕЕЭюбМгЙЄЦѓвЕШШдўЩњВњЯпЕФНЈЩшЭЖзЪ[7]ЁЃ
гЩгкТЏОэШШдўЛњОпгаНЯИпЕФВњФм,дкИжЬњаавЕвЛАуЩњВњФмСІЮЊ20~60Эђt/a,вђЖјГ§СЫюбМАюбКЯН№ВњЦЗЕФЩњВњЭт,ЦфИЛгрВњФмЛЙПЩЩњВњФјМАФјКЯН№ЁЂЬњ-ФјЛљИпЮТКЯН№ЁЂЬњ-ФјЛљОЋУмКЯН№ЁЂяЏМАяЏКЯН№ЁЂЬиЪтЭКЯН№ЁЂВЛатИжЁЂЬиЪтИжЕШАхДјВФЁЃЭЈЙ§ШШдўЩњВњЯпХфАуЩњВњФмСІЮЊ 20~60Эђ t/a,вђЖјГ§СЫюбМАюбКЯН№ВњВњЖрКЯН№жжРрЁЂЬсИпдўЛњИККЩТЪЕШашЧѓЁЃФПЧАРћгУТЏОэШШдўЛњЩњВњюбДјЪБ,дкбѕЛЏЦЄЕФПижЦЁЂГЩЦЗТЪЕФЬсИпЁЂЩњВњаЇТЪЕФЬсЩ§ЁЂзюаЁПЩдўКёЖШЁЂБэУцжЪСППижЦЕШЗНУцЯрБШНЋюбАхДјШШдўЙЄађЭтЮЏжСИжЬњЦѓвЕРћгУШШСЌдўЛњЕФЩњВњЛЙДцдквЛЖЈЕФВюОр,етвВЪЧИУЛњаЭНјвЛВНЬсИпКЭЗЂеЙЕФЗНЯђЁЃ
(1)ЖдОэШЁТЏНсЙЙЁЂЮТЖШПижЦЁЂЦјЗеПижЦЕШНјвЛВНИФНјКЭЬсИпЃЌНЕЕЭюбДјБэУцбѕЛЏГЬЖШЃЌЬсИпБэУцжЪСП[8]ЁЃ
(2)ЩшжУЛњМмФкдкЯпдўЙѕаоФЅЯЕЭГ,дўЙѕЮоашИќЛЛОЭПЩдкЯпНјаааоФЅ,ЬсИпЩњВњаЇТЪКЭюбДјБэУцжЪСПЁЃ
(3)ШШдўЛњЙиМќВПМўЕФЙњВњЛЏ,вдНЕЕЭНјПкЗбгУ,Р§ШчОэШЁЛњЕФОэЙФКЭОэШЁаОжсЕШЁЃ
(4)гХЛЏдўЛњЙІФмКЭШШдўЙЄвеММЪѕ,МѕЩйСЯЭЗСЯЮВвђЮТЖШЁЂадФмЁЂГпДчЁЂОЋЖШЕШВЛКЯИёЫљЕМжТЕФЗЯСЯТЪНЯИпЕШЮЪЬтЁЃ
(5)ШчЙћЩњВњЯпВЛПМТЧИпЮТКЯН№ЁЂВЛатИжЕШЖрН№ЪєРрБ№,гІеыЖдюбМАюбКЯН№ВњЦЗЕФашЧѓЬиеїРДбажЦИпадМлБШЕФзЈгУТЏОэШШдўЛњ,Р§ШчдкИжЬњаавЕЭЈгУТЏОэШШдўЛњХфжУЛљДЁЩЯгХЛЏЩшБИВЮЪ§ЁЂОЋМђЙІФмВПМўЕШЁЃ
(6)гЩгкДјОэЪНШШдўЛњЭЖзЪНЯИпЧвЕЅвЛЩњВњюбМАюбКЯН№АхДјЪБЩњВњРћгУТЪВЛИпЃЌЖјФПЧАаавЕЖдПщЪНЗЈЙЄвеЕФПэЗљАхВФЫФЙѕШШдўЛњЕФНЈЩшОпгавЛЖЈашЧѓЃЌЩњВњЯпЩшМЦПЩМцЙЫЖўепЃЌР§ШчдўЛњБОЬхКЭЙѕЕРвдМААхВФОЋећЩшБИОљАД 2 400~ 3 300 mmПэЗљПМТЧ,ОэШЁЛњКЭОэШЁТЏвдМАХфЬзДјОэВПМўЕФПэЖШЙцИёПЩАД1500~1800mmЩшМЦЁЃвдЩЯХфжУФЃЪНПЩТњзуДПюбДјЕФОэЪНШШдўЩњВњ,вдМАОпБИПэЗљжаКёАхЁЂЛЛЯђдўжЦЁЂЕўдўКЭАќИВдўжЦюбКЯН№БЁАхЕШЩњВњашЧѓЁЃ
2.2ЖрЙѕРфдўЛњ
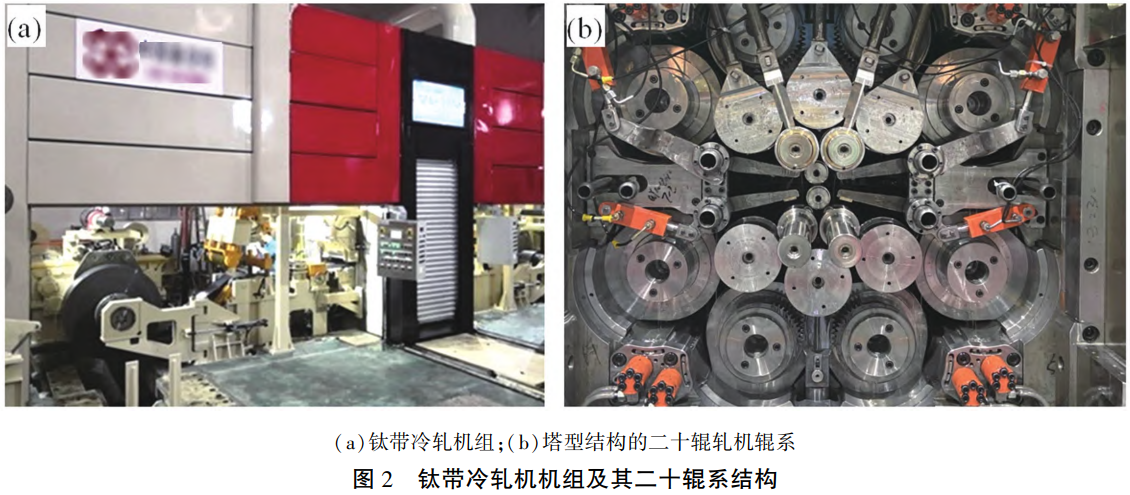
юбЕФЧќЗўЧПЖШИпЃЌдўжЦЗДЕЏадНЯЧПЃЌЧвУмХХСљЗННсЙЙЕМжТИїЯђвьадЯджјЃЌЪЙгУЦеЭЈСНЙѕЛђЫФЙѕдўЛњНЯФбЪЕЯжюбБЁАхДјЕФдўжЦЃЌЮЊСЫТњзувЊЧѓЃЌФПЧАаавЕЩњВњЪБжївЊВЩгУСљЙѕЁЂЖўЪЎЙѕЕШЖрЙѕдўЛњНјаадўжЦЁЃЦфжаЖўЪЎЙѕдўЛњЪЧЩњВњИпОЋЖШюбБЁДјКЭВВФЕФзюМбЛњаЭ[9]ЁЃРфдўПэЖјБЁЕФюбДјВФЪБЃЌЫцзХБфаЮГЬЖШЕФдіМг,БфаЮПЙСІМгДѓ,вЊЧѓдўЙѕЕФЕЏадбЙБтвЊаЁ,ЖјЕБдўЙѕЕФбЙБтСПЕШгкЛђНгНќВњЦЗЕФКёЖШЪБ,ЦфдйдўжЦЕФБфаЮСПНЋЧїгкСуЁЃдўЙѕЕФбЙБтСПгыдўЙѕЕФжБОЖКЭдўжЦСІГЪе§БШЁЃвђДЫЃЌвЊдўжЦКёЖШКмаЁЕФДјВФЃЌЮЈвЛЕФЭООЖОЭЪЧбЁдёаЁжБОЖЕФЙЄзїЙѕЁЃЕЋЪЧИпОЋЖШДјВФЕФКёЖШОЋЖШКЭКсЯђКёВювЊЧѓИпЃЌдўжЦЙ§ГЬжаашвЊГаЪмНЯДѓЕФБфаЮПЙСІЃЌетгыаЁжБОЖдўЙѕЯрУЌЖмЁЃЫўаЮЙѕЯЕЕФЖрЙѕдўЛњКмКУЕФНтОіСЫЪЙгУаЁжБОЖЙЄзїЙѕЕФММЪѕЮЪЬтЃЌдўжЦСІЯрЖдНЯаЁ,ПЩМѕЩйдўжЦФЅВСЗЂШШКЭдўЙѕФЅЫ№вдМАдўжЦСІОиЁЃЯрБШДЋЭГЫФЙѕдўЛњ,вдЖўЪЎЙѕЙѕЯЕЮЊДњБэЕФЖрЙѕРфдўЛњОпгаКсЯђИеЖШИпЁЂПижЦОЋЖШИпЁЂВњЦЗАхаЭжЪСПКУЁЂЕРДЮМгЙЄТЪДѓЁЂНкФмЕШгХЕуЃЌЕЋЦфНсЙЙвВНЯЮЊИДдгЁЃЭМ2(a)ЮЊжаЙњжиаЭЛњаЕбаОПдКЙЩЗнЙЋЫОЩшМЦжЦдьЕФюбДјРфдўЛњзщ,ЭМ2(b)ЮЊЫўаЭНсЙЙЕФюбДјЖўЪЎЙѕдўЛњЙѕЯЕЁЃ
ЖрЙѕРфдўЛњжївЊгЩдўЛњХЦЗЛЁЂЙѕЯЕЁЂжїДЋЖЏЯЕЭГЁЂбЙЯТЯЕЭГЁЂПЊОэЛњЁЂОэШЁЛњЁЂГ§гЭзАжУЁЂЧаЭЗЮВвКбЙМєЁЂЩЯаЖОэаЁГЕЕШЙЙГЩЃЌвдМАЙЄвеШѓЛЌЯЕЭГЁЂЖўбѕЛЏЬМУ№Л№ЯЕЭГЁЂЕчЦјПижЦЯЕЭГЁЂвКбЙБУеОЁЂЯЁгЭБУеОЕШИЈжњЯЕЭГЁЃгУгкюбДјРфдўЕФСљЙѕЁЂЖўЪЎЙѕЕШЖрЙѕРфдўЛњжївЊРДдДгкИжЬњаавЕЃЌВЂеыЖдюбДјЕФБфаЮЬиЕуНјааСЫвЛЖЈИФНјЁЃ
юбЕФШШЕМТЪНЯЕЭЧвЕЏадФЃСПНЯаЁ,дўжЦЙ§ГЬжаОпгаНЯИпЕФРфМгЙЄгВЛЏаЇгІЃЌЛиЕЏНЯДѓЁЂБфаЮРЇФбЁЃЭЌЪБЃЌдкРфдўБфаЮЙ§ГЬжаУЛгаУїЯдЕФЧќЗўЕуЃЌЧќЗўЧПЖШКЭПЙРЧПЖШНгНќ,ЧќЧПБШНЯИп,РфдўАхаЭПижЦРЇФбЧвШнвзВњЩњСбЮЦЁЃвђЖј,ЯрБШЖрЙѕОЋдўЛњгІгУгкЩњВњВЛатИжЁЂЭЕШН№ЪєДјВФЃЌЩњВњюбДјЪБЕФЕРДЮбЙЯТТЪНЯаЁЧвЩњВњЫйЖШТ§ЃЌЛђепЛсЕМжТюбДјЮТЖШЩ§ИпдьГЩеГЙѕЯжЯѓЃЌбЯжигАЯьБэУцжЪСПЁЃФПЧАгУгкюбДјРфдўЕФЖрЙѕдўЛњвЛАубЁдёШѓЛЌаЇЙћКУЁЂРфШДадФмгХСМЕФдўжЦгЭЛђШщЛЏвКЃЌР§ШчНЋШщЛЏвКХЈЖШДгдўжЦВЛатИжЕФ0.5%~1.0%ЬсИпЕН4.0%ЃЌШѓЛЌРфШДаЇЙћНЯКУЁЃ
СэЭтЃЌВЩгУЦеЭЈВФжЪЕФдўЙѕРфдўюбДјЪБЃЌдўЙѕБэУцюбЕФШШ№ЄИНзХЯжЯѓЯджјЃЌЕМжТдўЙѕДжВкВЛЦНЃЌв§Ц№ФІВСЯЕЪ§КЭдўжЦИККЩЕФЬсИпЃЌЛЛЙѕЦЕЗБЃЌВњЦЗБэУцжЪСПВюЧвЩњВњаЇТЪЕЭ,аавЕФкВЩгУСЫШќТз(Sialon)ЬеДЩЙѕЬцДњГЃЙцЕФИжжЪдўЙѕ,жївЊЪЧРћгУШќТз(Sialon)ЬеДЩгыН№ЪєеГНсадНЯЕЭЕФЬиЕуЁЃШќТз(Sialon)ЪЧЛљгкДЋЭГЙшЫсбЮЬеДЩЗЂеЙЕФаТвЛДњЮоЛњЗЧН№ЪєВФСЯ,жївЊГЩЗжЮЊбѕЕЊЛЏЙшТСЛђЙшТСбѕЕЊЁЃШќТз(Sialon)ЬеДЩЙѕОпгаИпЧПЖШКЭИпгВЖШ,ФЭФЅЫ№КЭШШЮШЖЈадНЯКУвдМАНЯЕЭЕФШШХђеЭЯЕЪ§ЃЌгШЦфЪЧЖдгаЩЋН№ЪєЮоеГКЯЃЌЪЪгІСЫюбДјРфдўЕФашЧѓЁЃ
юбДјЩњВњВЛЖЯЯђГЌБЁ(0.5mmвдЯТ)КЭПэЗљ(1200mmвдЩЯ)ЗЂеЙЃЌвђЖјюбДјАхаЮЕФПижЦФбЖШНјвЛВНМгДѓЁЃЙњЭтЖрЙѕРфдўЛњвЛАубЁдёОЋЖШИпЁЂЗДгІЫйЖШПьЕФБеЛЗВтСПдЊМўЃЌШчABBЙЋЫОЕФбЙДХЪНЃЌVollmerЙЋЫОЕФЮЛжУЪН,гЂЙњДїЮЌЙЋЫОЕФЦјЖЏЪНМАSundwigЙЋЫОЕФбЙЕчЪНЃЌВЂНЋCVCЁЂEDCЁЂSCRЁЂESSЕШЯШНјММЪѕдЫгУЕНЖрЙѕРфдўЛњЩЯЃЌЬсИпСЫАхаЮжЪСПЁЃ
ЖрЙѕРфдўЛњЕФДѓбЙЯТдўжЦПЩМѕЩйдўжЦЕРДЮЃЌЬсЩ§юбДјВњСПЃЌВњЦЗжЪСПКУЃЌФмКФМѕЩйЁЃЕЋЖрЙѕдўЛњЩшБИжЦдьМгЙЄЁЂАВзАЕїЪдЕФОЋЖШвЊЧѓЗЧГЃИпЁЃгыЫФЙѕЛђСљЙѕдўЛњЯрБШЃЌЖўЪЎЙѕЕШЖрЙѕЯЕЕФЩЂШШадВЛМбЃЌЯожЦСЫЦфдўжЦЫйЖШЕФЬсИпЁЃСэЭтЃЌЩњВњЙ§ГЬжаГіЯжЖЯДјЪБЃЌЛњМмФкВЛвзЧхГ§ЁЃетвВЪЧЖрЙѕРфдўЛњаавЕЗЂеЙашвЊгХЛЏКЭЬсЩ§ЕФЗНЯђЁЃ
ЖдгкОпЬхРфдўЛњЛњаЭЕФбЁдёЃЌдкЪЕМЪЯюФПжаПЩеыЖдюбДјВњЦЗЕФжжРрЁЂКёЖШЁЂПэЖШЁЂгІгУСьгђКЭжЪСПашЧѓЕШНјаабЁаЭзщКЯЃЌвдГфЗжНЕЕЭРфдўЩњВњЯпЕФЩшБИЭЖзЪЃЌР§ШчбЁдёЫФЙѕЛђСљЙѕРфдўЛњНјааюбДјПЊХїдўжЦЛђжаМфЦЗдўжЦ,бЁдёЖўЪЎЙѕРфдўЛњНјааОЋдўГіГЩЦЗ;бЁдёЙњВњЖўЪЎЙѕКЭНјПкЖўЪЎЙѕРфдўЛњзщКЯФЃЪНЪЪгІВЛЭЌВњЦЗЕЕДЮЕШЁЃЖдгкЩњВњЙцФЃНЯаЁЕФЯюФП,вЛАубЁдё1ЬЈСљЙѕРфдўЛњЛђЖўЪЎЙѕРфдўЛњМДПЩЁЃ
2.3ДјВФРЭфНУжБЛњ
юбЕФЧќЧПБШНЯИпЃЌЦфАхаЭПижЦМАФкгІСІЯћГ§РЇФбЁЃвЛАуРфдўКѓашНјаавЛИіЕРДЮЕФЦНећЙЄађЃЌЩњВњЯпашХфжУДјВФЦНећЛњЁЃЯрБШЭЁЂТСДјВФЕФЩњВњЃЌюбДјРЭфНУжБЛњвЛАуВЩгУ“СНЭф+СНР”ЕФЧПЛЏХфжУЃЌПЩНЋГЩЦЗДјВФАхаЭжЪСПЬсИпЕН3~5IвдЯТЁЃДјВФРЭфНУжБЛњИпЖЫзАБИЙњВњЛЏЕФФПБъжївЊЪЧЖрЙѕНУжБЛњЕФжЦдьКЭзАХфОЋЖШЁЂЕчЦјПижЦКЭЙиМќМьВтдЊЦїМўЕФЙњВњЛЏЬцДњЁЃР§ШчЪЙРНУЛњКЭЖрЙѕНУжБЛњЕФЙЄзїЙѕЙѕУцБэУцДжВкЖШ<0.16,ЙѕУцдВЖШ≤0.01,ЙѕУцдВЬјЖЏ≤0.005,ЕШЁЃ
2.4ДјВФаоФЅХзЙтЛњ
юбДјШШдўЁЂРфдўЁЂШШДІРэКЭОЋећЙ§ГЬжаШнвзГіЯжБэУцЦ№ЦЄЁЂбѕЛЏЁЂбЙПгЁЂМадгЕШШБЯнЃЌвЛАуашИљОнВњЦЗжЪСПашЧѓХфжУИпОЋЖШДјВФаоФЅХзЙтЛњЁЃаоФЅЛњВЩгУЕФЩАЙтЕЅдЊЪЧРћгУБГбЙЙѕЖЅЩ§ЪЙДјВФгыЩАДјКЭБГбЙЙѕжБНгНгДЅЃЌвРППЕїећБГбЙЙѕКЭЩАДјЙѕжЎМфЕФМфЯЖДгЖјЪЕЯжНгДЅЪНЩАФЅЁЃИїЩњВњЯпЕФЩАФЅЛњЪ§СПВЛОЁЯрЭЌЃЌШчБІюбЙЋЫОХфжУЕФЪЧ4ЩЯ4ЯТЙВ8ЬЈЩАЙтЛњЃЌЖјдЦФЯюбвЕОљХфжУЕФЪЧ3ЩЯ3ЯТЙВ6ЬЈЩАЙтЛњЁЃЕЅЕРДЮБэУцаоФЅСПвЛАуПижЦдк0.01~0.025mm/УПУцЃЌаоФЅКѓДјВФБэУцДжВкЖШ:ХзЭшЫсЯДКѓаоФЅ≤2.4μmЁЂдЄОЋдўЧААыГЩЦЗаоФЅ≤1.6μmЁЂХзЙтКѓДјВФБэУцДжВкЖШ≤0.6μmЁЃ
гЩгкЕчЦјПижЦКЭжЦдьОЋЖШЗНУцЕФВювьЃЌФПЧАаоФЅЕЅдЊвЛАуВЩгУв§НјЙњЭтЃЌЩњВњЯпЦфЫћХфЬзЧхЯДЁЂПЊОэШЁЁЂМєЧаЁЂГхЯДЁЂКцИЩЕШВПМўЮЊЙњВњХфЬзЃЌМШБЃжЄСЫВњЦЗжЪСПгжНЕЕЭСЫЭЖзЪЁЃДјВФаоФЅЛњзщИпЖЫзАБИЙњВњЛЏЕФФПБъжївЊЪЧаоФЅЕЅдЊБОЬхЁЂЕчЦјПижЦКЭЙиМќМьВтдЊЦїМўЕФЙњВњЛЏЬцДњЁЃ
2.5АхВФецПеШфБфНУЦНЛњ
юбМАюбКЯН№АхВФдкШШдўЁЂРфдўЁЂШШДІРэМАаоФЅЙ§ГЬжаЛсДцдкВЛЭЌГЬЖШЕФЧЬЧњМАФкгІСІЃЌвђЖјашвЊНУЦНЁЃЕЋюбдкЪвЮТЯТОпгаНЯДѓЕФЛиЕЏадМАНЯИпЕФЧПЖШЃЌАхВФНУЦНРЇФбЃЌЕМжТГЩЦЗАхВФЕФАхаЭжЪСПВЛФмТњзугУЛЇЪЙгУвЊЧѓЁЃУРЙњЕШЗЂДяЙњМвдкЙњЗРЁЂОќЙЄКЭКНПеКНЬьСьгђгУюбАхВЩгУСЫецПеШфБфНУаЮЕФЗНЗЈЃЌФмЙЛЪЙАхВФЦНећЖШДяЕНећАх≤3mm,ВагргІСІдк±30MPaвдФкЁЃЕЋИУММЪѕЖджаЙњбЯУмЗтЫјЧвЮоЗЈв§НјИУЩшБИЁЃ
ецПеШфБфНУЦНЛњжївЊгУгкюбБЁАхКЭКёАхЕФНУаЮКЭЯћГ§гІСІЁЃКНПеЁЂКНЬьСьгђгУАхВФвЊЧѓБиаыБЃжЄЦНУцЖШКЭЭъШЋЯћГ§ВФСЯЕФФкВПгІСІЃЌюбМАюбКЯН№АхВФвдЭљВЩгУбЙЦНЁЂЙѕЪННУЦНЁЂРЭфНУжБЕШФЃЪНОљВЛФмБЃжЄЭъШЋЯћГ§ФкВПгІСІЃЌжЛгаВЩгУецПеШфБфЙЄвеВХФмДяЕНвЊЧѓЁЃЙњФкгк2007ФъбажЦСЫЙњВњЪзЬЈЬзецПеШфБфНУЦНЛњ,НЋЕЅЮЛНУЦНбЙСІДгвдЭљГЃЙцММЪѕЕФЕЭгк2t/m2ЬсИпЕН5~8t/m2,юбАхВФЕФЕЅЮЛВЛЦНЖШОецПеИКбЙНУЦНКѓПЩНЕЕЭЕН3mmвдЯТЃЌТњзуСЫЙњЗРКЭОќЙЄЕШЙиМќСьгђашЧѓЁЃ
ецПеШфБфНУЦНЛњЕФЙиМќВПМўЮЊТЏДВЪЏгЂЪЏАхзЉЃЌЕзАхЩЯВЩгУЙњЭтНјПкЪЏгЂННзЂСЯ(зЉКЭННзЂСЯвЊЧѓдк780ЁцЕШИпЮТЯТЕФФЭИпЮТФмСІЧПЁЂБфаЮаЁ)ЁЃЭЌЪБВЩгУбаФЅДІРэНјааЦНећЃЌБэУцВЩгУБъзМЦНГпМьбщвЊБЃжЄНгДЅЕуДѓгк85%вдЩЯЃЌбаФЅТЏДВдкШЮвтЗНЯђЕФЦНУцЖШаЁгк0.5mm/mЁЃЩЯУцЦЬЩшЙњЭтНјПкЕФБъзММгШШзЉЃЌзЉФкДЉФјИѕМгШШЫПКЭРфШДЙмЕШЁЃецПеШфБфНУЦНЛњИпЖЫзАБИЙњВњЛЏЕФФПБъжївЊЪЧТЏДВВФСЯЕФЪЏгЂЪЏзЉЁЂННзЂСЯЕФЙњВњЛЏПЊЗЂКЭЬцДњЁЃ
3ЁЂНсЪјгя
ЮвЙњюбМАюбКЯН№АхДјВФаавЕЗЂеЙбИЫй,вбГЩЮЊЪРНчюбАхДјЩњВњСПзюДѓЕФЙњМвЁЃЭЌЪБЃЌЫцзХМгЙЄММЪѕКЭвБН№зАБИЕФВЛЖЯНјВНЃЌвдЭљжївЊвРППНјПкЩшБИЕФюбАхДјЩњВњЯпВЛЖЯЪЕЯжЙњВњЛЏЃЌЮЊЙњМвНкЪЁСЫДѓСПЭтЛуЁЃ
дкаавЕЮДРДЗЂеЙЗНУцЃЌгІМгЧПЙиМќзАБИгШЦфЪЧТЏОэШШдўЛњЁЂЖўЪЎЙѕЕШЖрЙѕОЋдўЛњЁЂДјВФаоФЅХзЙтЛњЁЂДјВФРЭфНУжБЛњЁЂАхВФецПеШфБфНУЦНЛњЕШЙиМќЩшБИВПМўЁЂЕчЦјМАПижЦЯЕЭГЕФбаЗЂКЭОЋУмЛЏжЦдьЃЌНјЖјЪЕЯжШЋЩњВњЯпЕФЭъШЋЙњВњЛЏЬцДњЃЌеце§ЪЕЯжЮвЙњюбЙЄвЕЩњВњММЪѕКЭМгЙЄзАБИЕФгЩДѓБфЧПЁЃ
ВЮПМЮФЯз
[1]ИпСжСж,ЫеУї.юбФјЬижжН№ЪєАхДјВФЕФгІгУМАММЪѕЗЂеЙ[J].жиаЭЛњаЕ,2007;27(6):1-5.
[2]ГТбхВЉЃЌедКьССЃЌЮЬПЕШй.гаЩЋН№ЪєдўжЦММЪѕ[M].ББОЉ:ЛЏбЇЙЄвЕГіАцЩч,2007.
[3]бюДКъЭ,ЭѕОй,РющЊ.юбКЯН№ЕФЬиадМАЮДРДЗЂеЙЧїЪЦ[J].МЦСПгыВтЪдММЪѕ,2013,40(05):83-86.
[4]НЊжмЛЊЃЌЖбоЮщЃЌЕШ.ЮвЙњЬижжвБН№ВњЦЗЁЂММЪѕКЭзАБИЕФзюаТНјеЙгыеЙЭћ[J].ЬиЪтИж,2024,45(04):1-12.
[5]ГТгёСМЃЌСѕНЈСМЃЌЕШ.ЙњФкюбДјОэЩњВњЯжзДМАЗЂеЙЧАОА[J].юбЙЄвЕНјеЙ,2010,27(05):6-9.
[6]ЫяИЖЬЮЃЌКЋГП.ЙњФкЪзЬЈюбАхДјТЏОэШШдўЛњЕФЙЄвеМАХфжУЬиЕу[J].жаЙњжиаЭзАБИ[J],2017,(01):14-16+19.
[7]еХвуОќ.ЙигкжаЙњюбАхДјЭЖзЪШШЕФЫМПМ[J].юбЙЄвЕНјеЙ,2012,29(05):6-9.
[8]Рюаё,ХэаЁбр,ЖЮгъТЖ,ЕШ.ЙЄвЕДПюбЕФИпЮТШШбѕЛЏааЮЊ[J][J].жаЙњгаЩЋН№ЪєбЇБЈ,2013,23(8):2190~2199.
[9]КЋГП,ЫяИЖЬЮ.ИпПЙСІН№ЪєАхДјВФЖрЙѕРфдўЛњЬиЕуЗжЮі[J].гаЩЋН№ЪєВФСЯгыЙЄГЬ,2018,39(05):33-38.
tagБъЧЉ:юбАх,юбМАюбКЯН№,юбКЯН№Ах,АхДјВВФ,дўжЦЙЄве