



ЗЂВМШеЦкЃК2026-4-20 10:12:58
НќФъРДЃЌдіВФжЦдьММЪѕЕФбИЫйЗЂеЙМАЦфЖРЬиЕФжЦдьФЃЪНЭЦЖЏзХКНПеКНЬьЁЂвНСЦЦїаЕЕШЙЄвЕСьгђЕФВњвЕБфИя,ВЂдкЪЕЯжИДдгНсЙЙМўЕФЧсСПЛЏЁЂећЬхЛЏКЭИпадФмЛЏжЦдьЕШЗНУцЯдЪОГіОоДѓЕФЧБдкгХЪЦЁЃЪмдіВФжЦдьзАБИГЩаЮПеМфЁЂЙЄвеММЪѕЫЎЦНЁЂжЦдьГЩБОМАЙЄвеЗчЯеЕШЖрживђЫижЦдМЃЌдіВФжЦдьдкДѓГпДчНсЙЙМўжБНгвЛДЮадГЩаЮЗНУцДцдкУїЯдОжЯоадЁЃР§ШчЩшБИЕФГЩаЮЧЛЬхКЭЩЈУшааГЬЯожЦСЫСуМўЕФЭтаЮГпДчгызюДѓАќТчЬх;ЗлФЉВФСЯгызЈгУКФВФГЩБОЁЂЩшБИЙКжУгыдЫааГЩБО,вдМАГЄЪБМфГЩаЮЕФЙЄвеВЛШЗЖЈад,ЯджјЬсИпСЫДѓаЭЙЙМўжБНгГЩаЮЕФжЦдьГЩБОгыЩЬвЕЗчЯе;ИДдгЙЙМўЕФГЩаЮГЃашДѓСПдСЯжЇГжЁЂКѓМгЙЄгыАКЙѓЕФдкЯпМьВтЪжЖЮвдБЃжЄГЩаЮжЪСПЃЌЧвГЄЪБМфСЌајЙЙНЈЛсдіМгЙЄвеВЈЖЏгыЪЇаЇИХТЪЁЃДЫЭт,еыЖдЙиМќКНПеКНЬьЙЙМўЕФШЯжЄгыжЪСПБЃжЄСїГЬЖдГЩаЮПЩжиИДадгыПЩзЗЫнадгабЯИёвЊЧѓ,етНјвЛВНЯожЦСЫДѓаЭЙЙМўЕФжБНгдіВФГЩаЮЁЃвђДЫЃЌЪЕМЪЙЄГЬжаЭљЭљВЩгУФЃПщЛЏЗжИюгыЗжХњжЦдь,дйЭЈЙ§КИНгММЪѕЪЕЯжНсЙЙећЬхЛЏжЦдь(ШчКНЬьЦїВеЖЮСЌНг),вдМцЙЫдіВФжЦдьдкИДдгаЮзДГЩаЮЩЯЕФгХЪЦгыЙЄГЬЛЏЪЕЪЉЕФПЩПиадгыОМУадЁЃ
діВФжЦдьЙ§ГЬжаЃЌВуЛ§ШШРњЪЗЖдН№ЪєВФСЯЕФЮЂЙлЬиеїВњЩњживЊгАЯьЃЌАќРЈЙЬШмЬЌЯрзщЗжЁЂОЇСЃГпЖШгыаЮУВЁЂжЏЙЙШЁЯђМАЮіГіЯрЗжВМЕШЁЃетаЉЮЂЙлЬиеїЛсжБНггАЯьВФСЯдкКѓајКИНгЙ§ГЬжаЕФвБН№ааЮЊКЭНгЭЗадФмЁЃгШЦфЪЧдкЗлФЉДВШлШк(PBF-LB)жЦБИЕФКЯН№жаЃЌгЩгкЦфПьЫйФ§ЙЬКЭИпЖШЗЧЦНКтЕФЬиеїЃЌИќШнвзаЮГЩЧПжЏЙЙКЭЗЧОљдШзщжЏЃЌДгЖјЖдКѓајКИНгЙЄвеЕФЮШЖЈадКЭНгЭЗадФмЬсГіИќИпвЊЧѓ[1]ЁЃвђДЫЃЌШчКЮЭЈЙ§КЯРэЕФЙЄвеЩшМЦРДЕїПиЮЂЙлзщжЏЃЌвбГЩЮЊЬсЩ§діВФжЦдьКЯН№КИНгадФмЕФЙиМќЮЪЬтЁЃетвЛЙ§ГЬВЛНіШЁОігкВФСЯБОЩэЕФЛЏбЇзщГЩЃЌвВЯджјЪмЕНГЩаЮЙЄвеВЮЪ§КЭШШЙмРэЪжЖЮЕФгАЯьЃЌР§ШчПЩвдЭЈЙ§гХЛЏГЩаЮВЮЪ§гыЩЈУшЗНЪНРДЕїНкШлГиаЮУВгыРфШДЫйТЪЃЌвВПЩвдЭЈЙ§ЛљАхдЄШШЁЂИФБфЛЗОГЮТЖШЕШДыЪЉЕїПиЮТЖШЬнЖШЕШЁЃетаЉЪжЖЮПЩЪЕЯжОЇСЃЯИЛЏЁЂжЏЙЙгХЛЏгыЯрЗжВМОљдШЃЌДгЖјЬсИпВФСЯЖдКИНгШШбЛЗЕФЪЪгІадЃЌЮЊКИНгНгЭЗЕФИпадФмЛЏЬсЙЉзщжЏЛљДЁЁЃДЫЭтЃЌбЁдёКЯЪЪЕФКИНгЗНЗЈгыЙЄвеВЮЪ§ЭЌбљжСЙиживЊЁЃВЛЭЌКИНгЗНЗЈдкШШдДЬиадЁЂФмСПЪфШыЁЂНгЭЗГЩаЮгызщжЏПижЦЗНУцДцдкЯджјВювьЃЌР§ШчвдЛЁКИЁЂМЄЙтКИЕШЮЊДњБэЕФШлКИЗНЗЈЫфШЛОпгаЙЄвеГЩЪьЁЂЪЪгІадЧПЕШЬиЕуЃЌЕЋвзВњЩњЦјПзМАСбЮЦЕШКИНгШБЯнЃЌЖјФІВСКИзїЮЊЕфаЭЙЬЯрСЌНгЗНЪНдђЛсгааЇЕиБмУтШлКИШБЯнЃЌЕЋЦфСщЛюадНЯЕЭЃЌВЛЪЪгУгкИДдгЙЙМўЕФДѓЙцФЃЩњВњжЦдь[2]ЁЃвђДЫЃЌЯЕЭГБШНЯгыЦРЙРетаЉКИНгЗНЗЈдкВЛЭЌдіВФжЦдьН№ЪєВФСЯСЌНгжаЕФЪЪгУадЃЌЪЧЬсЩ§НгЭЗадФмЁЂЭиеЙЦфЙЄГЬЛЏгІгУЕФЙиМќЛЗНкЁЃ
ФПЧАЃЌЙњФкЭтбЇепеыЖддіВФжЦдьКЯН№МАЦфЙЙМўЕФбаОПвбШЁЕУЗсЫЖГЩЙћ,ЯрЙизлЪіОлНЙгкШчКЮПижЦдіВФжЦдьЕФГЩаЮЙ§ГЬ[3-6],вдЬсЩ§ЙЙМўЕФдіВФаЇТЪгыДђгЁжЪСПЁЃгыжЎВЛЭЌЕФЪЧЃЌКИНгзїЮЊвЛжждйжЦдьгыСЌНгММЪѕЃЌЦфгІгУГЁОАдкгкЙЙМўдіВФГЩаЮКѓЕФзАХфЁЂаоИДЛђГпДчбгЭиЁЃШЛЖјЃЌдіВФжЦдьЙЙМўЙЬгаЕФвБН№ШБЯнМАЗЧЦНКтзщжЏ(ШчбЧЮШЬЌЯрЁЂИїЯђвьадЕШ)ЬиеїЛсгыКИНгШШЙ§ГЬЗЂЩњИДдгНЛЛЅзїгУЃЌЕМжТКИЗьШБЯнУШЩњЁЂзщжЏбнБфЃЌвдМАНгЭЗадФмБфЛЏЙцТЩГЪЯжГіЯджјЕФЬиЪтадгыЬєеНЃЌЖјетвЛдйжЦдьНзЖЮЕФЯЕЭГадзлЪіШДЯЪгаБЈЕРЁЃ
ЮЇШЦКНПеКНЬьН№ЪєдіВФжЦдьЙЙМўКИНгММЪѕбаОПНјеЙеЙПЊЯЕЭГЙщФЩКЭВћЪіЃЌУїЮњЦфВФСЯзщжЏЬиеїЖдКИНгадФмЕФгАЯьЛњжЦЃЌПЩЮЊН№ЪєдіВФжЦдьЙЙМўЕФИпжЪСЌНгЬсЙЉгавцНшМјЁЃ
1ЁЂдіВФжЦдьН№ЪєВФСЯЕФЬиадМАЦфКИНгад
1.1діВФжЦдьММЪѕЕФдРэгыЬиЕу
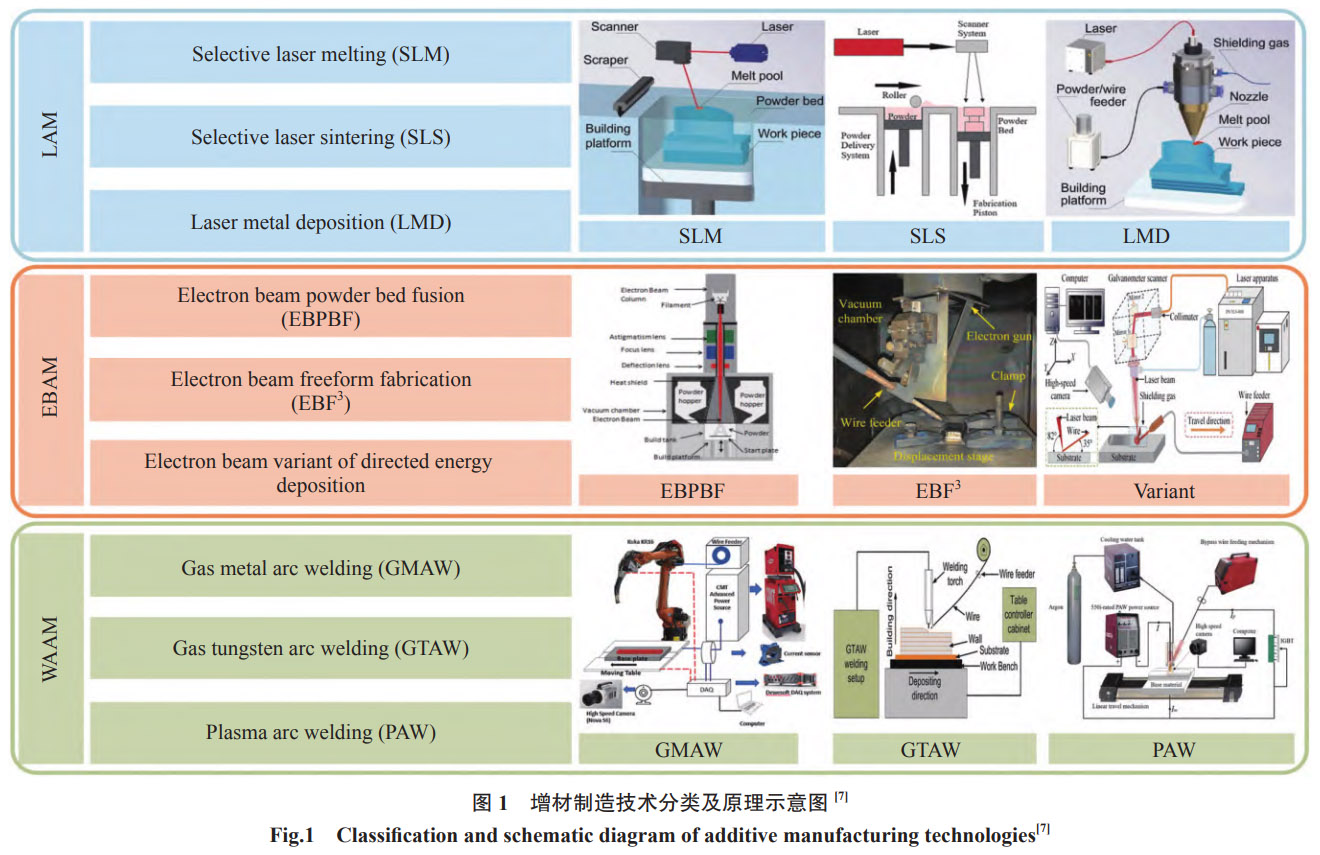
діВФжЦдьММЪѕЪЧвЛжжаТаЫЕФздЯТЖјЩЯЕФжЦдьММЪѕЃЌгыДЋЭГЕФМѕВФ/ЕШВФжЦдьНиШЛВЛЭЌЃЌЦфКЫаФдРэжївЊдкгк“ЗжВужЦдьЃЌж№ВуЕўМг”ЁЃдкКНПеКНЬьСьгђЃЌГЃМћЕФдіВФжЦдьММЪѕжївЊАќРЈМЄЙтдіВФ(LAM)ЁЂЕчзгЪјдіВФ(EBAM)КЭЕчЛЁШлЫПдіВФ(WAAM)3жжРраЭ,ШчЭМ1ЫљЪО[7],ЦфжаУПжжРраЭгжАќКЌВЛЭЌЕФзЈвЕММЪѕЁЃДЫЭтЛЙгабЇепИХРЈСЫвЛаЉН№ЪєдіВФжЦдьЕФаТаЫММЪѕЃЌШчВФСЯМЗГіЁЂеГКЯМСХчЩфЁЂЗлФЉДВШлШкКЭЖЈЯђФмСПГСЛ§ЕШ[8]ЁЃетаЉдіВФжЦдьММЪѕНЋИДдгЕФШ§ЮЌжЦдьЮЪЬтЗжНтЮЊМђЕЅЕФЖўЮЌВуУцЮЪЬтЕФЕўМгЃЌДгЖјЪЕЯж“здгЩжЦдь”ЃЌвВдкКНПеКНЬьЁЂвНСЦЁЂФЃОпЕШСьгђеЙЯжСЫвЛЖЈЕФгІгУЧАОАЁЃ
еыЖдН№ЪєЙЙМўЕФдіВФжЦдьЃЌГЃвдЕчЛЁЛђМЄЙтзїЮЊШШдДЃЌШлЛЏЫПВФЛђЗлФЉВФСЯНјаажЦдьЁЃЦфжаЃЌМЄЙтЗлФЉдіВФжЦдьгжЗжЮЊЫЭЗлКЭЦЬЗлСНжжЃЌЗжБ№ЮЊЗлФЉДВШлШк(PBF-LB)КЭжБНгФмСПГСЛ§(DED-LB)ММЪѕЁЃPBF-LBММЪѕИќЪЪКЯзЗЧѓИпОЋЖШЁЂИДдгНсЙЙ,ЖјDED-LBММЪѕдкжЦдьДѓГпДчСуМўЁЂаоИДЛђЭПВуЯжгаВПМўЕШЗНУцИќгагХЪЦЁЃгыДЋЭГжЦдьЗНЗЈЯрБШЃЌМЄЙтдіВФжЦдьММЪѕОпгаЫѕЖЬЩњВњжмЦкЁЂЬсИпВФСЯРћгУТЪЁЂЪЕЯжЧсСПЛЏЩшМЦЕШгХЪЦЁЃ
1.2УцЯђКНПеКНЬьдіВФжЦдьН№ЪєВФСЯЕФгІгУМАЗЂеЙЧїЪЦ
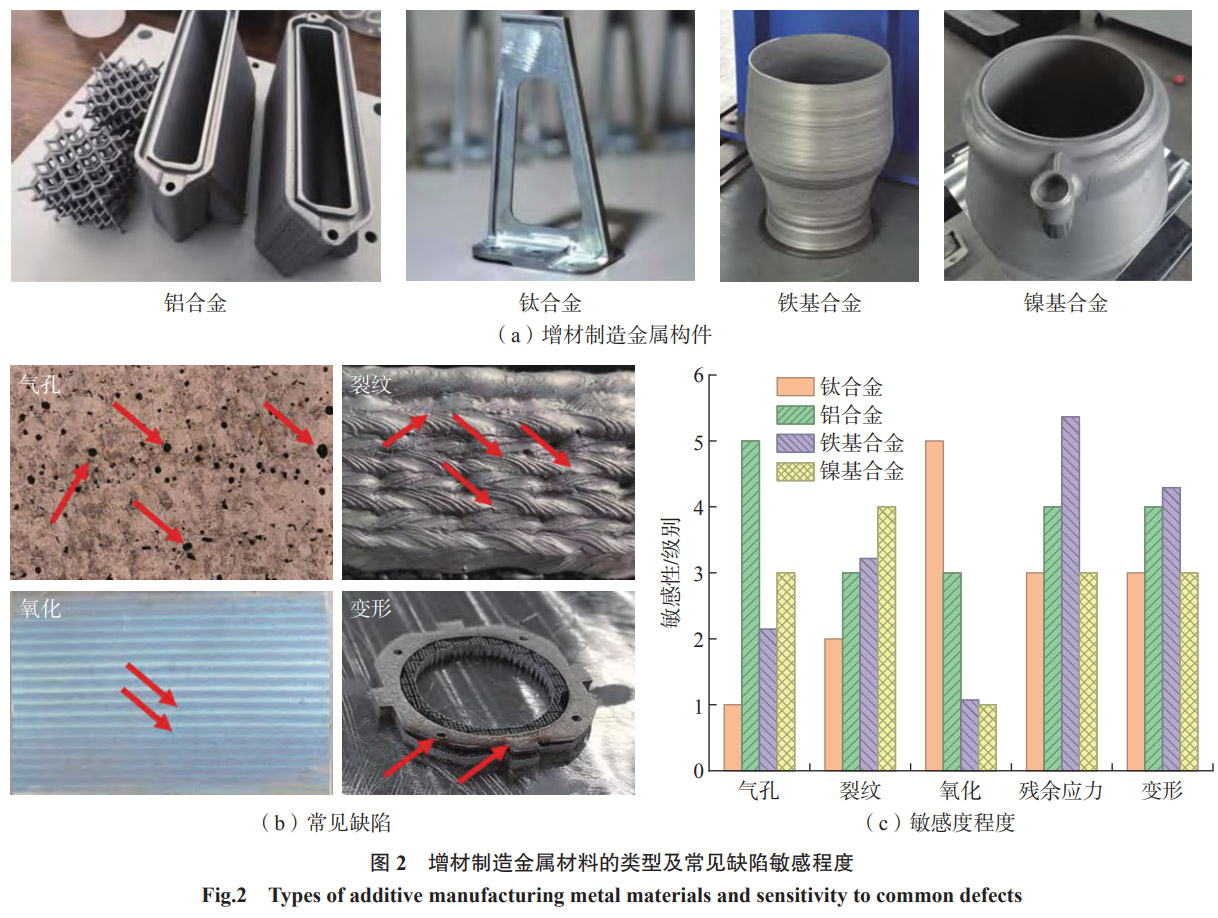
дкКНПеКНЬьСьгђЃЌдіВФжЦдьН№ЪєВФСЯЦОНшИіадЛЏГЩаЮЁЂМѕжиНЕКФЕФгХЪЦЃЌГЩЮЊЙЙМўжЦдьИяаТЕФКЫаФжЇГХЁЃЭМ2еЙЪОСЫИУСьгђдіВФжЦдьН№ЪєВФСЯЕФРраЭЁЂГЃМћШБЯнМАУєИаГЬЖШЁЃТСКЯН№вдЕЭУмЖШКЭСМКУГЩаЮадЃЌжиЕугУгкЛњЩэУЩЦЄ[9]ЁЂЮРаЧжЇМм[10]ЁЂЮоШЫЛњЛњЩэПђМм[11]ЕШЧсжЪЙЙМўЃЌЮДРДНЋОлНЙЭЛЦЦ2ЯЕЁЂ7ЯЕгВТСШШСбЮЦФбЬтЃЌПЊЗЂКЌScЁЂZrЕШдЊЫиЕФИпЧПТСКЯН№ЃЌФПБъЪЪХфЛњвэГаСІПђМмЁЂЦ№ТфМмВеУХЕШИќИпЧПЖШашЧѓВПМўЃЌЪЪХфДѓаЭПЭЛњЧсСПЛЏЩ§МЖашЧѓ[12]ЁЃюбКЯН№вђИпБШЧПЖШЁЂгХвьЦЃРЭадФмМАИпЮТЮШЖЈадЃЌГЩЮЊКНПеКНЬьГаСІгыИпЮТЙЙМўКЫаФВФСЯ,ФПЧАПЩЭЈЙ§PBF-LBЙЄвежЦдьЗЂЖЏЛњвЖЦЌ[13],ЪЙгУEBAMЙЄвежЦдьШМЩеЪв[14],КѓајНЋжиЕуЙЅЙиTi-AlН№ЪєМфЛЏКЯЮяЕФдіВФжЦдьММЪѕЃЌЭЛЦЦ650ЁцвдЩЯИпЮТгІгУЦПОБЁЃЬњЛљКЯН№вдГЩБОгХЪЦЬюВЙжаЕЭЧПЖШЙЙМўашЧѓПеАзЃЌТэЪЯЬхЪБаЇИжПЩгУгкжЦдьЗЩЛњЦ№ТфМмИЈжњжЇГХ[15]ЁЂЮРаЧНсЙЙСЌНгМў[16]ЕШЖдЧПЖШКЭШЭадгаЛљДЁвЊЧѓЕФВПМўЃЌВЛатИждђЪЪХфКНЬьЦїШМСЯДЂЯфЙмТЗ[17]ЁЂКНПеЩшБИПЧЬх[18]ЕШФЭИЏЪДГЁОАЃЌЫцзХГЩЗжгХЛЏгыЙЄвеИФНјЃЌНЋНјвЛВННЕЕЭКНПеКНЬьжаЕЭЖЫЙЙМўжЦдьГЩБОЁЃФјЛљКЯН№ЭЈЙ§PBF-LBПЩЪЕЯжКНПеЗЂЖЏЛњШМЩеЪвИДдгРфШДЭЈЕРЩшМЦЃЌЬсЩ§ЩЂШШаЇТЪЃЌЫцзХаТаЭИпЮТКЯН№ЕФдіВФжЦдьбаЗЂЃЌНЋЭЛЦЦ1200ЁцвдЩЯМЋЖЫЛЗОГгІгУЯожЦЁЃ
1.3діВФжЦдьН№ЪєВФСЯЕФвБН№МАЮЂЙлЬиеїЖдКИНгадЕФгАЯь
діВФжЦдьММЪѕж№ВуШлФ§ЕФжЦдьЬиадвВв§ШыСЫЧјБ№гкДЋЭГЖЭж§ВФСЯЕФЖРЬиЮЂЙлзщжЏМАЬиадЁЃетаЉЬиадВЛНіжБНггАЯьДђгЁМўЕФОВЬЌадФм,ИќЛсЩюПЬгАЯьЦфПЩКИНгадЁЃ
ЪзЯШЃЌгыДЋЭГЕФж§ЖЭВФСЯВЛЭЌЃЌдіВФжЦдьКЯН№жаЕФЙЬШмЧтКЌСПКЭЯдЮЂЧтПзЯЖЪ§СПУїЯдНЯИпЃЌетЪЧгЩгкдіВФжЦдьН№ЪєЕФПьЫйШлФ§ЬиадМЋвзЕМжТЧтЮоЗЈГфЗжЪЭЗХЫљжТЁЃЖјетаЉЙЬШмЧтКЭЧтПзЯЖдкКИНгШШбЛЗжаЭбШмВЂдкШлГиФкДѓСПОлМЏаЮГЩЦјХнЃЌНјЖјаЮГЩЦјПзШБЯнЁЃвђДЫЃЌдіВФжЦдьКЯН№дкКИНгЙ§ГЬжаЦјПзШБЯнУєИаадИпгкДЋЭГЕФж§ЖЭВФСЯЁЃДѓСПЦјПзШБЯнЕФВњЩњвзаЮГЩОжВПЕФгІСІМЏжадДВЂНЕЕЭКИЗьЕФгааЇГадиУцЛ§;дкИпбЛЗЛђИпЮТЬѕМўЯТЃЌетаЉЦјПзвВЛсзїЮЊСбЮЦУШЩњЕФгХЯШЮЛжУЃЌЯджјЯїШѕНгЭЗЕФЦЃРЭЪйУќгыПЙСбадФм[19]ЁЃ
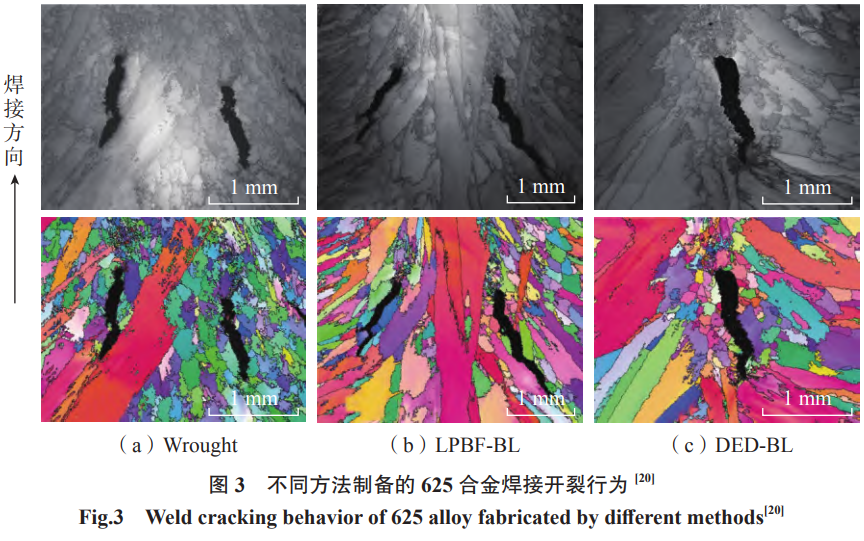
ЦфДЮЃЌдіВФжЦдьН№ЪєЕФСбЮЦУєИаадврМЋИпЁЃЖдгкдіВФжЦдьВФСЯЃЌПьЫйФ§ЙЬЬиадЕМжТЕФдЊЫиЦЋЮіЁЂжљзДОЇШЁЯђгывбгаЕФФИВФШБЯнЛсЯджјЬсИпКИНгФ§ЙЬКЭвКЛЏСбЮЦУєИаадЁЃФ§ЙЬСбЮЦ(ЭМ3[20])ЭЈГЃдкФ§ЙЬФЉЦквђЙВОЇ/ЕЭШлЕуЯрИЛМЏЁЂОЇНчШѕЛЏМАЪеЫѕВЛСЌајВњЩњЃЌЖјвКЛЏСбЮЦдђвђШШгАЯьЧјдкШШбЛЗжаОЇНчОжВПЧјгђЖЬЪБвКЛЏЕМжТНчУцДрШѕ[21]ЁЃДЫЭт,ОРњдіВФКЭКИНгжЦдьКѓЕФНгЭЗгІСІЗжВММЋЮЊИДдгЃЌгыЫцКѓЕФШШДІРэЭљЭљЛсЪЙЕУВагргІСІЁЂЯрБфЬхЛ§аЇгІгыЧПЛЏЯрЮіГіЙВЭЌзїгУЃЌНЕЕЭЛљЬхЫмадЃЌДгЖјдкШШДІРэЛђЗўвлМгдиЯТгеЗЂгІБфЪБаЇСбЮЦ[22]ЁЃ
зюКѓЃЌВагргІСІЕФРДдДгыЗжВМЬиеїУїЯдЧјБ№гкДЋЭГЖЭж§ВФСЯЁЃЪзЯШЃЌгЩгкдіВФжЦдьЙ§ГЬБОЩэОпгаМЋИпЕФРфШДЫйТЪЁЂжмЦкадШШЪфШыМАВуМфЮТЖШЬнЖШЃЌВФСЯдкГЩаЮНзЖЮвбаЮГЩНЯИпЕФГѕЪМВагргІСІ;дкЫцКѓЕФКИНгЙ§ГЬжаЃЌЖўДЮШШбЛЗЕўМгдіВФжЦдьаЮГЩЕФгІСІГЁЃЌНјвЛВНв§Ц№ШШгІСІЕўМгЁЂЫмадБфаЮМАОжВПЯрБфааЮЊЃЌЪЙЕУВагрРгІСІЗхжЕЯджјЬсИп[23]ЁЃетаЉВагргІСІЗжВМВЛНіЛсНЕЕЭКИНгНгЭЗЕФЫмадЃЌЛЙЛсгыПзЯЖЁЂLavesЯрМАИпНЧЖШОЇНчЕФЮЛжУёюКЯЃЌДйНјСбЮЦЕФУШЩњгыРЉеЙЃЌЖдНгЭЗСІбЇадФмВњЩњЩюдЖгАЯьЁЃ
ФПЧА,вбгабаОПбЇепЭЈЙ§гХЛЏЩЈУшВпТдЁЂЕїНкЙ§ГЬВЮЪ§ЁЂВЩгУМЄЙтГхЛї/ХчЭшЕШБэУцгІСІдйЗжХфММЪѕЃЌЛђЭЫЛ№гыШШЕШОВбЙЕШКѓДІРэЙЄвеЃЌдквЛЖЈГЬЖШЩЯЪЕЯжСЫВагргІСІЕФЫЩГкЛђжиЗжВМ[24-25],ЕЋЖдгкдіВФжЦдь+КИНгетвЛИДдгЙ§ГЬЃЌШчКЮИќгааЇЕиНЈСЂПчГпЖШФЃаЭЁЂдЄВтВЂжїЖЏЕїПиВагргІСІШдЪЧЕБЧАЕФживЊбаОПЗНЯђЁЃ
дкЯдЮЂзщжЏВуУцЃЌПьЫйЗЧЦНКтФ§ЙЬв§Ц№ЕФдЊЫиЦЋЮіКЭзщжЏВЛОљПЩФмЕМжТКИНгНгЭЗЧјгђЮіГіДрадЛђгаКІЯр(ШчLavesЯр)ЕШЃЌЯїШѕНгЭЗЕФШЭадКЭПЙСбадЁЃетЪЧгЩгкНгЭЗВЛЭЌЧјгђЕФСІбЇадФмВювьЃЌКИНгЪБШШбЛЗДјРДЕФЮТЖШБфЛЏЛсМгОчетаЉВЛОљдШЧјгђЕФгІСІМЏжаЃЌНјЖјдкНгЭЗДІаЮГЩНЯШѕЕФЧјгђЁЃЬиБ№ЪЧЕБВЛОљдШЧјгђжаДцдкДрадЯрЛђЕЭШлЕуЯрЪБЃЌПЩФмдкИпЮТКИНгЬѕМўЯТЗЂЩњЮіГіЃЌНЕЕЭНгЭЗЕФЧПЖШКЭШЭадЁЃзюКѓЃЌжљзДОЇЕФаЮГЩКЭжЏЙЙЕФДцдкЕМжТСЫдіВФжЦдьКЯН№ЕФСІбЇадФмИїЯђвьадЁЃжљзДОЇбиЩњГЄЗНЯђЕФШЁЯђОіЖЈСЫВФСЯЕФСІбЇадФмдкВЛЭЌЗНЯђЩЯЕФВювьЃЌЪЙЕУНгЭЗЕФПЙСбадЧПСввРРЕгкКИЗьгыЙЙНЈЗНЯђЕФЙиЯЕЁЃетжжИїЯђвьадаЮГЩЕФЛњРэгыдіВФжЦдьЙ§ГЬжаШлГиЕФРфШДЫйТЪЁЂГЩаЮЗНЪНМАЖрДЮШШбЛЗУмЧаЯрЙиЁЃЕБСбЮЦРЉеЙЕФЗНЯђДЙжБгкжљзДОЇШЁЯђЪБЃЌСбЮЦИќвзбиОЇНчРЉеЙЃЌЕМжТНгЭЗЕФЖЯСбШЭадДѓДѓНЕЕЭЁЃНјвЛВНдіМгСЫЙЄвеЦРЖЈгыадФмБъзМЛЏЕФФбЖШ
еыЖдетаЉЮЪЬт,ГЃМћЕФНтОіЗНЗЈжївЊАќРЈКЯН№ГЩЗжЩшМЦгыгХЛЏЁЂКИНгЗНЗЈИяаТКЭЭтМгИЈжњММЪѕЕШ,етгыДЋЭГжЦдьКЯН№ЛљБОвЛжТЁЃ
(1)КЯН№ГЩЗжЩшМЦгыгХЛЏЁЃИУЗНЗЈвЛАуЪЧЭЈЙ§дкжЦдьЪБЯђФИВФЬэМгЬиЖЈИФаддЊЫиРДЪЕЯж,Р§ШчдкAl-Zn-Mg-CuКЯН№жаЬэМгЮЂСПZrКЭTiдЊЫиПЩвдМѕЩйКЯН№жаЕФЦјПзКЭСбЮЦШБЯн[27],ДгЖјНЕЕЭЖдКИНгадФмЕФгАЯьЁЃ
(2)КИНгЗНЗЈЕФИяаТгыЭЛЦЦЁЃУцЖдКИНгМўЗўвлЬѕМўЕФгњМгПСПЬ,ДЋЭГКИНгЗНЗЈШдОпгавЛЖЈЕФОжЯоадЃЌашвЊПЊЗЂКЭДДдьаТЕФКИНгЗНЗЈКЭЙЄвеРДТњзуИїжЦдьвЕСьгђШевцдіМгЕФжЪСПашЧѓЁЃР§ШчдкМЄЙтКИНгММЪѕЗНУцЃЌЖрЙтЪјЁЂЙтЪјећаЮЕШДДаТММЪѕЗЂеЙбИЫй,ОљвбБЛжЄЪЕдкМЄЙтКИНгСьгђОпгаЗЧГЃДѓЕФЧБдкгХЪЦ[28]ЁЃ(3)ЭтМгИЈжњММЪѕЁЃВЩгУЭтМгИЈжњММЪѕвВЪЧНтОідіВФжЦдьН№ЪєКИНгФбЕуЕФживЊЭООЖЁЃЭЈЙ§ЯђКИЗьШлГив§ШыЭтВПФмСПГЁ(ШчДХГЁЁЂГЌЩљГЁЕШ)ВЛНіПЩвдМѕЩйКИНгШБЯнЕФВњЩњЃЌдквЛЖЈГЬЖШЩЯФмЙЛИФЩЦКИЗьЮЂЙлзщжЏКЭСІбЇадФм[29]ЁЃ
1.4діВФжЦдьН№ЪєВФСЯЕФКИНгЙЄве
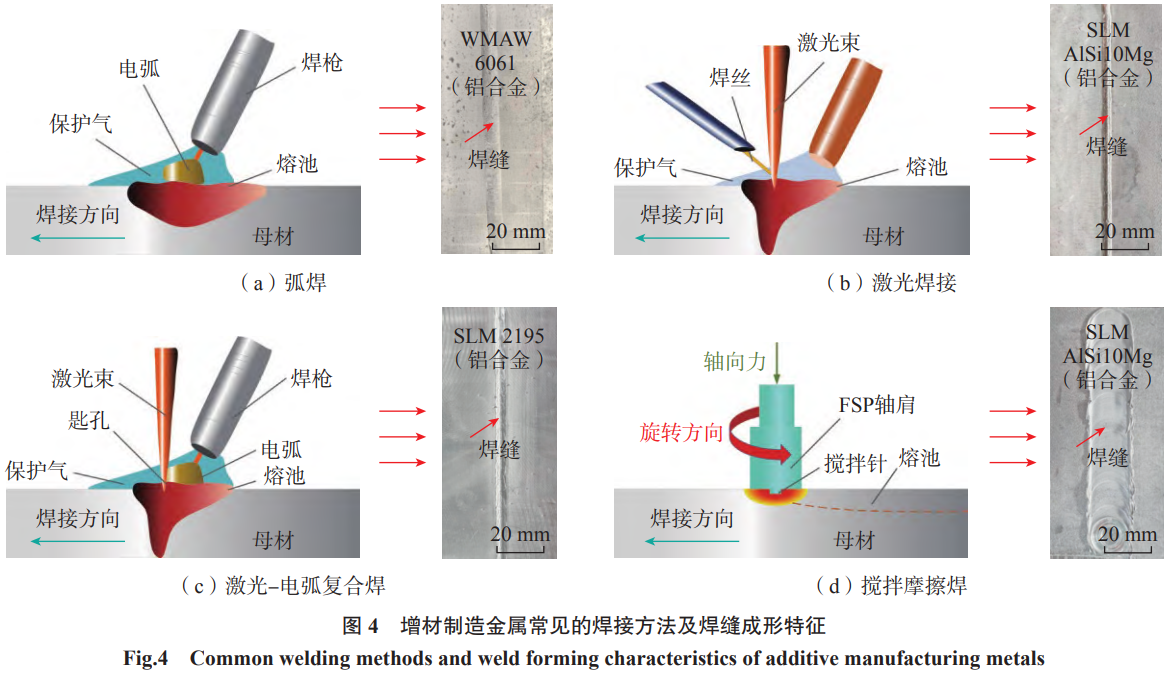
гЩгкКНПеКНЬьСьгђЕФН№ЪєдіВФЙЙМўЕФНсЙЙИДдгЁЂадФмвЊЧѓИпМАЗўвлЛЗОГПСПЬЃЌЖдКИНгСЌНгММЪѕЬсГіСЫИќИпЬєеНЁЃЯжгаКИНгЗНЗЈДѓЬхЗжЮЊШлКИгыЙЬЯрКИСНРрЃЌОпЬхЗНЗЈМАЦфдРэШчЭМ4ЫљЪОЁЃШлКИвдИпЮТШШдДШлЛЏФИВФЪЕЯжвБН№НсКЯЃЌЦфжаЛЁКИвђЙЄвеГЩЪьЁЂВФСЯИВИЧУцЙуКЭОМУадЭЛГіЃЌШдЪЧКНПежЦдьжаЕФГЃгУЗНЗЈЃЌЕЋдіВФжЦдьЙЙМўвзЪмПзЯЖЁЂСбЮЦКЭВагргІСІЕШШБЯнгАЯьЃЌКИНгЙЄвеДАПкеЃЌЖджЪСППижЦвЊЧѓНЯИпЁЃИпФмЪјКИ(ШчМЄЙтКИ)вРППМЋИпФмСПУмЖШЪЕЯжЩюШлКИНгЃЌКИЗьеЁЂШШгАЯьЧјаЁЃЌФмЙЛгааЇПижЦзщжЏДжЛЏгыБфаЮЃЌЬиБ№ЪЪКЯБЁБкЁЂИДдгвьжжН№ЪєдіВФжЦдьЙЙМўЕФИпжЪСПСЌНгЃЌЕЋЦфЖдзАХфОЋЖШЁЂЛЗОГБЃЛЄКЭФмСПЪфШыПижЦвЊЧѓПСПЬЁЃдкДЫЛљДЁЩЯЃЌМЄЙт-ЕчЛЁИДКЯКИЭЈЙ§ШШдДаЭЌзїгУМцОпЩюШлгыЬюГфгХЪЦЃЌЯджјЬсЩ§СЫКИНгЮШЖЈадКЭНгЭЗадФмЃЌЪЪгУгкжаКёАхМАИДдгНсЙЙЕФдйжЦдьгыаоИДЃЌЪЧКНПеКНЬьдіВФжЦдьЙЙМўИпаЇКИНгЕФживЊЗЂеЙЗНЯђ[30]ЁЃвдФІВСКИЮЊДњБэЕФЙЬЯрКИдђБмУтСЫШлКИжаГЃМћЕФЦјПзгыШШСбЮЦЃЌдкКНПеКНЬьдіВФжЦдьЙЙМўЕФИпПЩППадСЌНгжаеЙЯжГіЖРЬигХЪЦЁЃФІВСКИЭЈЙ§ФІВСЩњШШгыЖЅЖЭбЙСІЪЕЯжЙЬЯрНсКЯЃЌШШЪфШыЕЭЁЂНгЭЗжЪСПИп,ЬиБ№ЪЪКЯИпЧПТСКЯН№ЁЂюбКЯН№МАвьжжН№ЪєдіВФжЦдьСуМўЕФЖдНггыЛЗаЮМўСЌНг,ЕЋЦфЙЄвеЖдзЊЫйгыбЙСІВЮЪ§НЯЮЊУєИа[31]ЁЃ
злЩЯЫљЪіЃЌШлКИЗНЗЈвђаЇТЪИпКЭЙЄГЬГЩЪьЖШИпЖјдкКНПеКНЬьдіВФжЦдьЙЙМўКИНгжагІгУЙуЗКЃЌВЂе§ЯђИпФмСПУмЖШКЭЖрШШдДИДКЯЗНЯђЗЂеЙ;ЖјЙЬЯрКИЦОНшЦфгХвьЕФНгЭЗжЪСПгывьжжВФСЯЪЪгІадЃЌж№НЅГЩЮЊИпадФмЁЂИДдгЙЙМўСЌНгЕФживЊВЙГфЁЃЖўепаЭЌЗЂеЙ,НЋЮЊКНПеКНЬьН№ЪєдіВФжЦдьЙЙМўЕФИпжЪСПСЌНггыЗўвлПЩППадЬсЙЉгаСІжЇГХЁЃ
2ЁЂдіВФжЦдьН№ЪєВФСЯКИНгЕФбаОПНјеЙ
дкКНПеКНЬьСьгђ,ДѓаЭЙЙМўЕФжЦБИЙуЗКвРРЕгкТСКЯН№ЁЂюбКЯН№ЁЂЬњЛљКЯН№МАФјЛљКЯН№4РрН№ЪєЕФКИНгжЦдьЃЌЖјЭКЯН№ЁЂУОКЯН№ЕШдђЖргУгкаЁаЭОЋУмНсЙЙМў,ПЩЭЈЙ§діВФжЦдьжБНгГЩаЮЃЌЦфдкКИНгСьгђЕФгІгУЯрЖдНЯЩйЁЃвђДЫЃЌБОНкжиЕуеыЖдЧАепЕФКИНгбаОПЯжзДеЙПЊЯъЯИЬжТлКЭВћЪіЁЃ
2.1ТСКЯН№
дкдіВФжЦдьТСКЯН№КИНгжа,ЦјПзЪЧФбвдБмУтЕФКИНгШБЯнЁЃMakikangasЕШ[32]ВЩгУМЄЙтКИНгЗНЗЈбаОПСЫAlSi10MgКЯН№ЕФКИЗьГЩаЮМАФкВПШБЯнЬиеї,ЗЂЯжКИЗьФкВПВњЩњЕФДѓСПЦјПзЪЧгАЯьНгЭЗжЪСПЕФЙиМќвђЫиЁЃЦјПзШБЯнЕФДцдкВЛНіЛсНЕЕЭКИЗьЪмСІЪБЕФгааЇГадиУцЛ§,ЖјЧвШнвзГЩЮЊгІСІМЏжаЕуЃЌНЕЕЭНгЭЗЕФЗўвлЪйУќЁЃвђДЫ,вжжЦЦјПзШБЯнЪЧЬсИпдіВФжЦдьТСКЯН№КИНгжЪСПЕФЙиМќЫљдк,ФПЧАЙњФкЭтбЇепжївЊОлНЙгкЭЈЙ§гХЛЏКИНгЗНЗЈМАЙЄвеРДНЕЕЭКИЗьЦјПзТЪЁЃZhangЕШ[33]ВЩгУАкЖЏМЄЙтКИНгЗНЗЈСЌНгСЫAl-6MgКЯН№,ЗЂЯжНЯИпЕФАкЖЏЦЕТЪКЭЗљЖШОљгаРћгкНЕЕЭКИЗьЕФЦјПзТЪ;ЕЋЪЧЃЌгЩгкПьЫйШлФ§ЕШвђЫиЃЌЕМжТдіВФжЦдьгыДЋЭГж§дьТСКЯН№дкКИНгЙЄвеЪЪгІадЩЯДцдквЛЖЈВювьЁЃMichlerЕШ[34]ЗЂЯжЪЪгУгкДЋЭГж§дьAlSi10MgВФСЯЕФКИНгВЮЪ§ЮоЗЈжБНггІгУгкдіВФжЦдьAlSi10Mg,КИЗьжаЛсВњЩњЯджјЕФЦјПз,ЖјВЩгУЕчзгЪјШ§ЕуКИНгММЪѕВЂЕїећЙЄвеВЮЪ§ШДФмЙЛЯджјНЕЕЭЦјПзТЪЁЃ
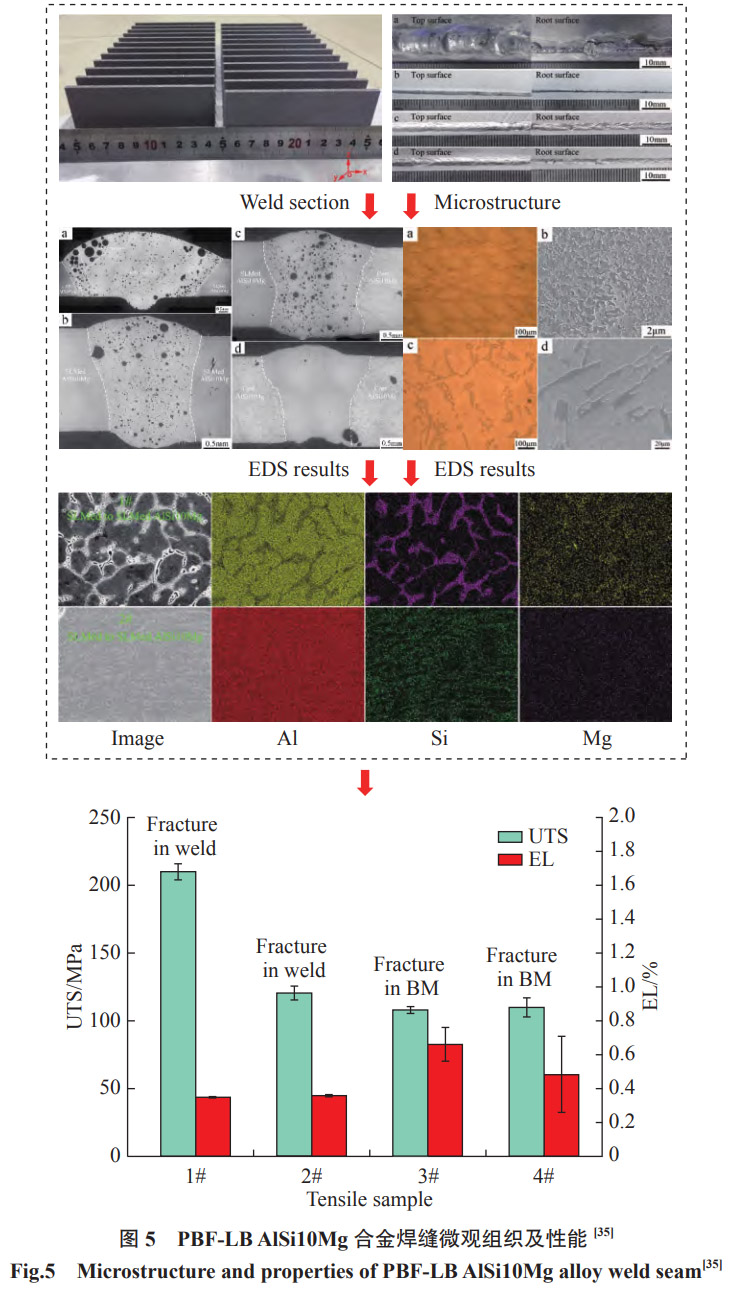
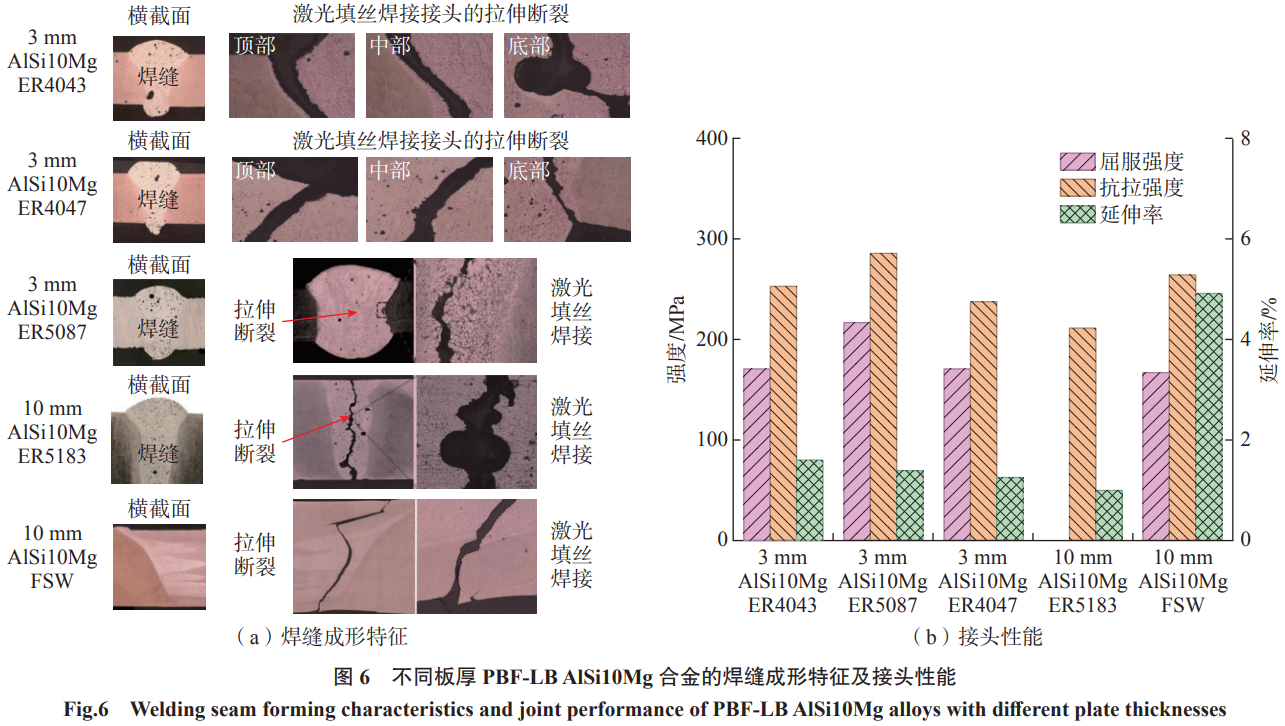
діВФжЦдьТСКЯН№жаЕФПзЯЖШБЯнБЛШЯЮЊЪЧгАЯьКИЗьЦјПзТЪЕФЙиМќвђЫижЎвЛЁЃШчЭМ5ЫљЪО,ZhangЕШ[35]ЗЂЯжPBF-LBГЩаЮЕФAlSi10MgКЯН№БШж§ЬЌПзЯЖУєИаадИпЃЌЖјЧвЦјПзЪЧЦфГЩаЮКИЗьЕФжївЊШБЯнЁЃЖдДЫЃЌSunЕШ[36]НјвЛВНбаОПЗЂЯжPBFЬиЪтЕФжЦдьЙ§ГЬЛсЕМжТAlSi10MgБОЩэДцдкЙЬШмЕФЧтКЭЯдЮЂЧтЦјПзЃЌдкКИНгЪБЛсДѓСПОлМЏДгЖјВњЩњЦјХнЁЃеыЖдИУРрЦјПзЮЪЬтЃЌWangЕШ[37]ВЩгУМЄЙтН№ЪєГСЛ§(LMD)ММЪѕНЋЗлФЉж№ВуШлЛЏЖбЛ§дкДјгаЦТПкЕФAlSi10MgФИВФжЎМфвдаЮГЩКИЗьЃЌЭЈЙ§МѕЩйФИВФШлЛЏСПРДПижЦШмШыШлГиЕФЧтКЌСПЃЌДгЖјНЕЕЭаЮГЩЦјХнЕФЗчЯеЁЃдкДЫЛљДЁЩЯЃЌеХОћСЕШ[38-39]ВЩгУдЄСєЖдНгМфЯЖНсКЯАкЖЏМЄЙтКИНгЕФЗНЗЈЃЌВЛНіДгНЕЕЭФИВФШлЛЏТЪЕФНЧЖШПижЦЧтЕФШмНтЃЌЖјЧвАкЖЏЙтЪјЕФНСАшзїгУвВгаРћгкЦјХнЕФМАЪБвчГіЁЃеыЖд3mmКёAlSi10MgКЯН№ЃЌОЙ§гХЛЏЙЄвеВЮЪ§ВЂбЁдёКЯЪЪЕФЬюГфКИЫПЃЌЯджјНЕЕЭСЫКИЗьЦјПзТЪЃЌЬсИпНгЭЗПЙРЧПЖШжС286MPa(ЭМ6);ДЫЭтЃЌЭЈЙ§баОПЗЂЯжЃЌгыМЄЙтЬюЫПКИЯрБШЃЌНСАшФІВСКИдкКИНгAlSi10MgКёАхЗНУцИќОпгХЪЦЃЌНгЭЗЧПЖШПЩЬсЩ§25.3%,ДяЕН264MPaЁЃ
НгЭЗШэЛЏвВЪЧгАЯьдіВФжЦдьТСКЯН№ЪЕЯжИпЧПКИНгЕФживЊвђЫиЃЌвЛАугыКЯН№дЊЫиЕФЩеЫ№ЁЂЙВОЇЯраЮЬЌМАШШбЛЗв§Ц№ЕФзщжЏДжЛЏгаЙиЁЃЭЈЙ§ЯђКИЗьжаЬэМгКЯН№дЊЫиПЩвдгааЇвжжЦНгЭЗЕФШэЛЏаЇЙћ[40]ЁЃPengЕШ[41]ЯђAlSi10MgКИЗьжав§ШыЮЂСПErЁЂZrдЊЫиКѓЗЂЯжНгЭЗЧПЖШЬсЩ§16.4%,ШЯЮЊКИЗьаЮГЩЕФAl3(Er,Zr)СЃзгДйНјвьжЪаЮКЫДяЕНЯИОЇЧПЛЏЕФаЇЙћ;ДЫЭтЃЌЩЯЪідЊЫивВБЛжЄЪЕФмЙЛЭЈЙ§ИФБфЙВОЇSiаЮЬЌКЭЗжВМЙцТЩРДгАЯьКИЗьадФмЁЃНгЭЗШэЛЏЛсИФБфНгЭЗЕФСІбЇадФмЗжВМЃЌЕМжТБфаЮКЭгІСІжиаТЗжВМЃЌВЂгАЯьВагргІСІЕФКъЙлзДЬЌЁЃдкКИНгЙ§ГЬжаЃЌетжжВагргІСІЖдСуМўгаИКУцгАЯьЁЃЮЊМѕЧсетаЉИКУцгАЯьЃЌMishraЕШ[42]ЯЕЭГНщЩмСЫФІВСНСАшРрЙЬЬЌдіВФЭЈЙ§ЬэМгдіЫмН№ЪєЯджјНЕЕЭВагргІСІгыПзЯЖЁЂвжжЦФ§ЙЬСбЮЦЁЃЖјLimЕШ[43]ЬсГіВЂбщжЄСЫЖдAlSi10MgЕФаТаЭВагргІСІНЕЕЭЗНЗЈЃЌЪЙгУНЯЕЭЕФЮТЖШНјааДІРэЃЌШЛКѓНјааВЛОљдШЕФРфШД,дкРфШДЙ§ГЬжав§Ц№ШШгІСІ,ДгЖјЕжЯћЯжгаЕФВагргІСІЁЃДЫЭтЃЌBastolaЕШ[44]ЭЈЙ§Ъ§жЕ/ЪдбщбаОПжИГі,еыЖддіВФжЦдьВФСЯашАб“ФИВФФкдкПзЯЖЮЂНсЙЙВювь”КЭ“КИНгШШбЛЗ-ВагргІСІ”ЭЌЪБФЩШыЗжЮіЃЌВХФмНтЪЭВЂдЄВтКИНгНгЭЗЕФЪЇаЇФЃЪНЁЃ
злЩЯЫљЪіЃЌдіВФжЦдьТСКЯН№дкКИНгЙ§ГЬжаЫљБэЯжГіЕФИпЦјПзУєИаадЃЌЦфИљдДдкгквХДЋадЕФЧтжТЮЂПзЯЖЁЂЙЬШмЧтЕФИпКЌСПМАЦфдкКИНгШШбЛЗжаЕФдйОлМЏааЮЊ,Ш§епЙВЭЌОіЖЈСЫШлГижаЦјХнЕФаЮГЩгыГЄДѓЁЃетвЛВФСЯЬиеїЪЙЦфКИЗьЦјПзЯрБШДЋЭГж§ЖЭВФСЯИќФбвжжЦЁЃОЁЙмАкЖЏЙтЪјЁЂдЄСєЖдНгМфЯЖЕШЙЄвеЕїПиЪжЖЮвбдкНЕЕЭЦјПзТЪЗНУцШЁЕУЯджјГЩаЇЃЌЕЋФИВФжаЧтЕФЪЭЗХЁЂЧЈвЦТЗОЖМАЦфдкИпЬнЖШШлГиСїГЁжаЕФдйЗжВМЛњжЦЩаВЛУїШЗЃЌШдгаД§ЯЕЭГВћУїЁЃЭЌЪБЃЌКИНгЙ§ГЬжаКЯН№дЊЫиЩеЫ№ЁЂЙВОЇSiЕФдйЮіГігыДжЛЏааЮЊЪЧв§ЗЂНгЭЗШэЛЏЕФЙиМќвђЫижЎвЛЁЃЭЈЙ§КИЫПЮЂКЯН№ЛЏгыГЩЗжЩшМЦЃЌПЩдквЛЖЈГЬЖШЩЯжиЙЙКИЗьзщжЏВЂИФЩЦСІбЇадФмЃЌЕЋВЛзувдИФБфНгЭЗЦеБщЖЯСбгкКИЗьЧјЕФОжУцЁЃвђДЫЃЌашвЊЙЙНЈаТаЭЧвПЩППЕФдіВФжЦдьТСКЯН№КИЗьзщжЏЧПЛЏЛњжЦгыЙЄвеЬхЯЕЃЌЪЕЯжНгЭЗадФмЕФећЬхЬсЩ§ЁЃ
2.2юбКЯН№
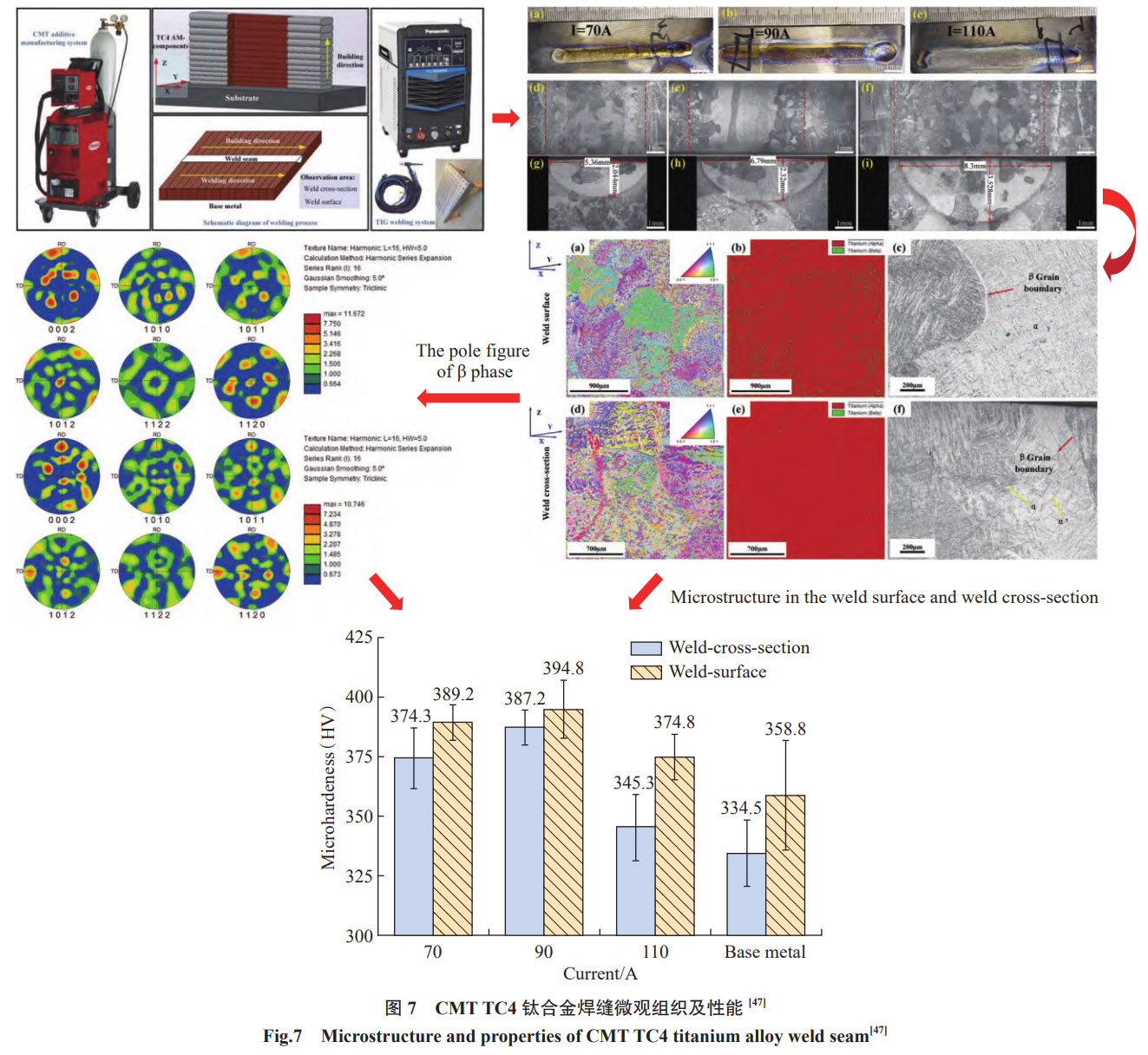
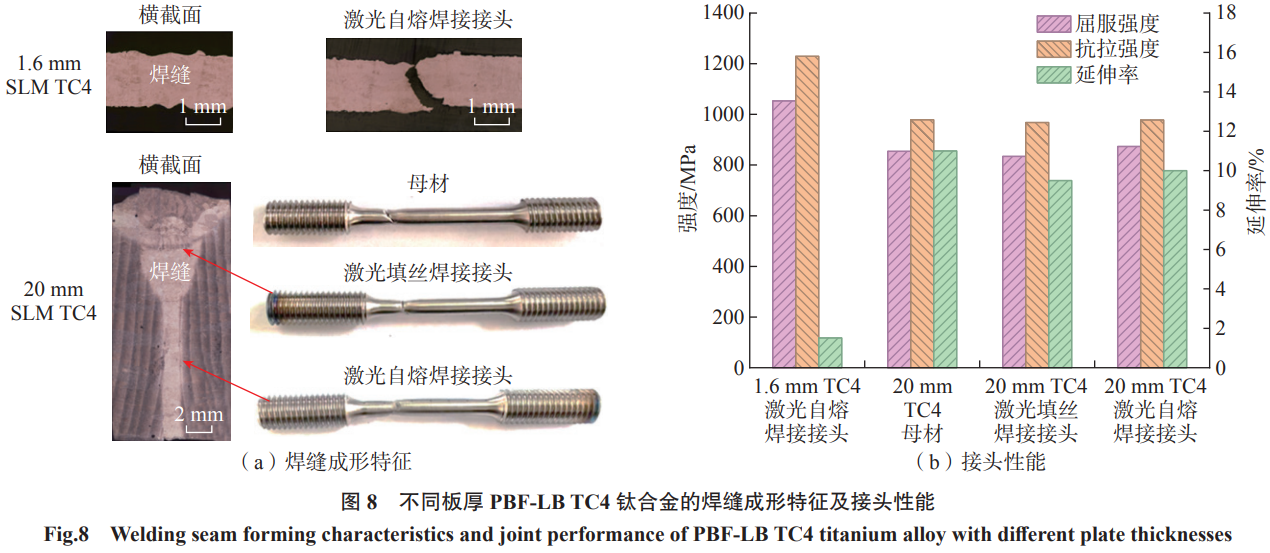
діВФжЦдьюбКЯН№(TC4ЁЂTC11ЁЂTA15ЕШ)ОпгазПдНЕФЛњаЕКЭФЭЪДадФмЃЌЧвЦјПзЁЂСбЮЦЕШКИНгШБЯнУєИаадОљЕЭгкТСКЯН№ЁЃгЩгкКИНгадФмгХСМЃЌИУКЯН№ЖдКИНгЙЄвеЪЪгІадНЯИпЃЌПЩВЩгУШлЛЏКИЁЂЙЬЯрКИЕШЖржжКИНгЗНЗЈСЌНгЁЃаЛЛдЕШ[45]ВЩгУЕчзгЪјКИНгдіВФжЦдьTC4,ЗЂЯжКИЗьЧјЕФЧПЖШИпгкФИВФЧј,РЩьЪдбљЖЯгкФИВФЧјвЛВрЁЃёћХхцУ[46]ЗЂЯжВЩгУФІВСКИММЪѕПЩвдГЩЙІКИНгEBM TC4юбКЯН№ЧвВЛЖёЛЏВФСЯЕФСІбЇадФмЃЌКИНгНгЭЗРЩьЖЯПкГЪШЭадЖЯСбЬиеїЁЃШчЭМ7ЫљЪОЃЌHuЕШ[47]ВЩгУTIGКИНгЗНЗЈбаОПСЫРфН№ЪєЙ§ЖЩ(CMT)діВФжЦдьTC4КЯН№ЕФНгЭЗзщжЏЬиеїЃЌЗЂЯжКИЗьзщжЏгЩЕШжсβОЇСЃзщГЩЧвУЛгадёгХШЁЯђЁЃЭѕУЭЕШ[48]ЗЂЯжгыЖЭдьTC11ЯрБШ,діВФжЦдьTC11ЕФМЄЙтКИНгНгЭЗЧПЖШИќИпЃЌКИНгадИќКУЁЃБОЭХЖгВЩгУМЄЙтКИНгММЪѕГЩЙІЕиЪЕЯжСЫ1.6mmгы20mmСНжжКёЖШPBF-LB TC4КЯН№ЕФЮоШБЯнИпжЪСПКИНгЃЌКИЗьаЮУВМАНгЭЗадФмШчЭМ8ЫљЪОЁЃЖдгк1.6mmБЁАх,ВЩгУМЄЙтздШлКИМДПЩЛёЕУЮоЦјПзЮоСбЮЦЕФКИЗьЃЌЦфНгЭЗЧПЖШгХвьЃЌЪвЮТПЙРЧПЖШгыЧќЗўЧПЖШЗжБ№ДяЕН1229MPaКЭ1053MPaЃЌЕЋЖЯКѓЩьГЄТЪНЯЕЭ(1.5%)ЁЃгЩгкИУЙЄвеЗНЗЈЮоЬюГфВФСЯ,ЕМжТКИЗьЕФгааЇГадиУцЛ§НЕЕЭЃЌДйЪЙРЩьЪдбљбиКИЗьЧјгђЗЂЩњЖЯСбЁЃЖдгк20mmКёАхЃЌВЩгУ“МЄЙтздШлКИ+МЄЙтЬюЫПКИ”ЕФКИНгЙЄвеЃЌВЛНігааЇЕиБЃеЯСЫНгЭЗГЩаЮжЪСП,ЖјЧвЭЈЙ§МѕЩйКИНгЕРДЮЯджјЬсИпСЫКИНгаЇТЪЁЃРЩьВтЪдНсЙћБэУїЃЌздШлКИКЭЬюЫПКИЧјгђЕФНгЭЗЧПЖШОљИпгкФИВФ(979MPa),ЪдбљбиФИВФЧјЖЯСбЃЌгаСІгЁжЄСЫИУЙЄвеЯТКИНгНгЭЗЕФЧПЖШгХЪЦЁЃ
гЩгкЧтКЭВагргІСІЕФзїгУ,діВФжЦдьюбКЯН№дкКИНгЙ§ГЬжаРфСбЮЦЧуЯђНЯДѓЃЌЫљвдГ§СЫПЫЗўИїЯђвьадЭтЛЙвЊгІЖдПЩФмВњЩњЕФВагргІСІЕШЮЪЬт,баОПжївЊМЏжадкЙЄвегХЛЏгыКѓДІРэЪжЖЮЕФгІгУЩЯЁЃЭЈЙ§дкКИНгЙ§ГЬжаЕїПиШШЪфШы,ПЩвдгааЇЯИЛЏКИЗьзщжЏЁЂМѕаЁВагрРгІСІЃЌВЂИФЩЦНгЭЗЕФЧПЖШгыЫмадЦЅХфЁЃZhanЕШ[49]еыЖдTC4МЄЙтКИНгЕФВагргІСІВтСПгыЪ§жЕгАЯьЗжЮі,ЧПЕїСЫШШЪфШы/КИЫйЖдВагргІСІЗхжЕЕФОіЖЈадзїгУ;КИКѓШШДІРэдђдкЯћГ§КИНггІСІЁЂОљдШЛЏКИЗьКЭШШгАЯьЧјзщжЏЗНУцЗЂЛгСЫЛ§МЋзїгУЃЌЯджјЬсЩ§СЫНгЭЗЕФШЭадКЭЮШЖЈадЁЃLeeЕШ[50]еыЖдTi-6Al-4VКИНгНгЭЗЕФКИКѓШШДІРэ(PWHT)баОП,жЄЪЕСЫШШДІРэЖдВагргІСІЫЩГкгыСбЮЦРЉеЙааЮЊЕФИФЩЦаЇЙћЁЃДЫЭтЃЌеыЖдюбКЯН№ИпЮТЗўвладФмЕФашЧѓЃЌBoccardoЕШ[51]вВЬНЫїСЫЭЈЙ§КЯН№ГЩЗжЕїПигыЙЄвеВЮЪ§гХЛЏРДНЕЕЭСбЮЦУєИаадВЂдіЧПИпЮТГжОУадФмЁЃLiЕШ[52]ЗЂЯждкдіВФжЦдьюбКЯН№ШфБфадФмЗНУц,ЭЈЙ§КИНгЙЄвеЕїПиКЭКИКѓШШДІРэЯИЛЏзщжЏ,ПЩвдЯджјЬсЩ§НгЭЗЕФИпЮТШфБфЧПЖШКЭЮШЖЈадЁЃећЬхЖјбдЃЌКИНгЙЄвегХЛЏгыКѓДІРэДыЪЉдкБЃжЄКИЗьГЩаЮжЪСПЕФЭЌЪБЃЌвВЮЊдіВФжЦдьюбКЯН№КИНгНгЭЗдкИДдгЗўвлЛЗОГжаЕФПЩППгІгУЬсЙЉСЫМсЪЕЛљДЁЁЃ
діВФжЦдьЕФюбКЯН№ЪмФ§ЙЬЬѕМўЕФгАЯьЭЈГЃЛсВњЩњВЛРћЕФЁЂДжжљзДКЭβОЇСЃзщжЏНсЙЙ,ЧвЧуЯђгкаЮГЩЛњаЕааЮЊЕФИїЯђвьадЃЌДгЖјгАЯьКИНгНгЭЗадФмЁЃвђДЫЃЌПЫЗўдіВФжЦдьюбКЯН№ЕФИїЯђвьадЖдЬсЩ§НгЭЗадФмжСЙиживЊЁЃКЮжЧЕШ[53]ЭЈЙ§ГЌЩљГхЛїММЪѕНЋWAAMюбКЯН№ЕФДжДѓжљзДОЇзЊЛЏЮЊЯИаЁЕШжсОЇЃЌДгЖјНЋЦфСІбЇадФмЕФИїЯђвьадДг12.5%ЯджјНЕЕЭжС1.5%ЁЃXuЕШ[54]баОПСЫвЛжжЫЋШШЯпЕчЛЁдіВФжЦдь(WAAM)ЙЄве,ЭЈЙ§ПижЦГСЛ§ВуаЮЬЌРДИФЩЦTC4юбКЯН№СІбЇадФмЕФИїЯђвьадЁЃYoonЕШ[55]ПЊЗЂСЫвЛжжЗЧНгДЅЪНТіГхМЄЙтИЈжњдіВФжЦдь(PLAAM)ММЪѕЃЌЭЈЙ§дЮЛОЇСЃЯИЛЏжЦБИГіОпгаНќКѕЕШжсβОЇСЃКЭШѕжЏЙЙЕФTC4юбКЯН№ЃЌвВФмЙЛЯджјНЕЕЭИїЯђвьадЁЃ
злЩЯЫљЪіЃЌдіВФжЦдьюбКЯН№дкКИНгЙ§ГЬжаеЙЯжГігХСМЕФКИНгадФмЃЌЧвЖржжКИНгЗНЗЈЯТЕФНгЭЗЧПЖШДяЕНЛђГЌЙ§ФИВФЫЎЦНЃЌБэУїЦфдкЙЄГЬЛЏгІгУжаОпгагХвьЕФКИНгПЩППадгыСІбЇБэЯжЁЃШЛЖјЃЌЦфЙЬгаЕФДжДѓжљзДβОЇгыжЏЙЙЕМжТУїЯдЕФСІбЇИїЯђвьадЃЌЭЌЪБЧтЮќИНгыВагргІСІврПЩФмгеЗЂРфСбЧуЯђЃЌЪЙЦфКИНгзщжЏгыЗўвлЮШЖЈадУцСйвЛЖЈЬєеНЁЃвђДЫЃЌЕБЧАбаОПжївЊМЏжагкЭЈЙ§ШШЪфШыЕїПигыЙЄвегХЛЏМѕаЁВагргІСІЁЂЭЈЙ§КИКѓШШДІРэОљдШЛЏКИЗьгыШШгАЯьЧјзщжЏЃЌвдМАЭЈЙ§ГЌЩљГхЛїЁЂЫЋШШЯпWAAMЁЂPLAAMЕШдЮЛОЇСЃЯИЛЏММЪѕЯїШѕзщжЏЕФИїЯђвьадЁЃетаЉВпТддкИФЩЦКИЗьзщжЏЁЂЬсЩ§СІбЇадФмвЛжТадгыПЩППадЗНУцОљОпгаСМКУЕФгІгУЧАОАЃЌПЩЮЊдіВФжЦдьюбКЯН№КИНгНгЭЗдкИДдгЗўвлЛЗОГжаЕФЙЄГЬЛЏгІгУЕьЖЈМсЪЕЛљДЁЁЃ
2.3ЬњЛљКЯН№
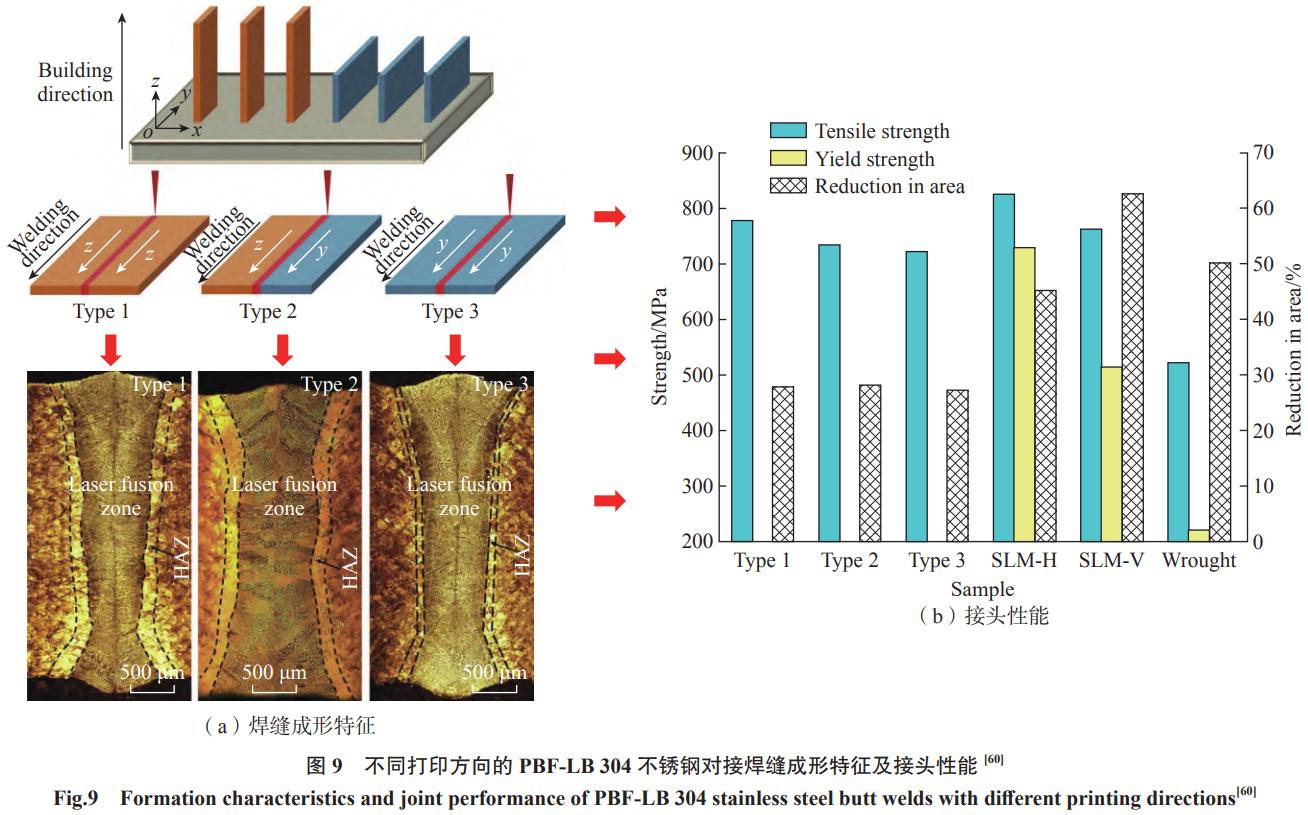
НќФъРДЃЌдіВФжЦдьЬњЛљКЯН№ЕФКИНгбаОПж№НЅГЩЮЊВФСЯгыжЦдьСьгђЕФШШЕуЁЃФПЧАЃЌбаОПЖдЯѓжївЊМЏжадкКЯН№ИжКЭВЛатИжЕШГЃгУЙЄГЬЬњЛљКЯН№ЃЌдвђдкгкЦфЙуЗКЕФЙЄвЕгІгУБГОАМАИДдгШШРњЪЗЕМжТЕФИїЯђвьадКЭЮЂЙлШБЯнЮЪЬтЁЃдіВФжЦдьжЦБИЕФЬњЛљВФСЯЭЈГЃДцдкЦјПзЁЂЮДШлКЯЧјЁЂДжДѓОЇСЃМАГЩЗжЗЧОљдШЕШШБЯнЃЌетаЉШБЯнЛсЯджјгАЯьКИНгНгЭЗЕФСІбЇадФмКЭЗўвлПЩППадЃЌвђДЫбЁдёКЯЪЪЕФКИНгЗНЗЈЖдгкаоИДФИВФШБЯнЁЂИФЩЦНгЭЗадФмОпгаживЊвтвхЁЃеыЖддіВФжЦдьЬњЛљКЯН№ЕФКИНгЮДШлКЯЕШШБЯнЕФбаОПЃЌСѕіЮШЊЕШ[56]ЗЂЯж,ЖдгкаЁГпДчЗлФЉ(аЁгк25μm)діВФжЦдьЕУЕНЕФЕЭЛюЛЏЬњЫиЬх/ТэЪЯЬхИжАх(RAFM),МЄЙтКИНгФмЙЛгааЇаоИДдіВФжЦдьЙ§ГЬжавХСєЕФЕРМфЮДШлКЯШБЯнЃЌЯдЪОГіМЄЙтКИдкИпОЋЖШаоИДКЭОжВПШШПижЦЩЯЕФгХЪЦЁЃMohylaЕШ[57]баОПСЫPBF-LBжЦБИЕФAISI316LВЛатИжЃЌжИГіФИВФжаДцдкЕФЦјПзЪЧЕМжТTIGКИНгНгЭЗСІбЇадФмЯТНЕЕФжївЊдвђЃЌгШЦфЪЧдкШШгАЯьЧјИННќ,ЪдбљдкЧќЗўЧАЗЂЩњОжВПЖЯСб,етБэУїФИВФШБЯнПижЦЖдКИНгадФмжСЙиживЊЁЃMokhtariЕШ[58]ЭЈЙ§МЄЙтКИНгЛёЕУСЫPBF-LB AISI316LКЭРфдў AISI316LЕФЮоШБЯнКИЗьЃЌЕЋСНепКИЗьзщжЏДцдкУїЯдВювь;PBF-LB AISI316LШлКЯЧјДцдкЭтбгЩњГЄЯжЯѓЃЌЖјРфдўAISI316LЕФШлКЯЧјдђгЩАТЪЯЬхТЯОЇМАЕШжсОЇСЃЕФгХЯШШЁЯђЩњГЄЫљаЮГЩЃЌетБэУїФИВФжЦБИЗНЪНЖдКИЗьОЇСЃШЁЯђКЭЮЂЙлНсЙЙОпгаЯджјгАЯьЁЃCasalinoЕШ[59]ВЩгУМЄЙт-ЕчЛЁИДКЯКИЗНЗЈКИНгPBF-LB AISI316L,ЗЂЯжгЩгкPBF-LBЙ§ГЬжааЮГЩЕФЯИаЁОЇСЃМАОжВПдЊЫиГСЕэЃЌШлКЯЧјППНќPBF-LBвЛВрОЇСЃШЁЯђГЪЫцЛњЗжВМЃЌБэУїИДКЯКИНгЗНЗЈдкЕїПиОЇСЃНсЙЙЩЯОпгаЧБСІЁЃШчЭМ9ЫљЪОЃЌYangЕШ[60]баОПСЫPBF-LB304ВЛатИжЕФИїЯђвьадЖдКИНгадФмЕФгАЯьЃЌНсЙћБэУїЃЌбизХPBF-LBФИВФГСЛ§ЗНЯђКИНгЪБЃЌКИЗьаЮГЩЕФЯИаЁжІОЇНсЙЙФмЙЛИФЩЦНгЭЗЕФРЩьадФмЁЃ
ДЫЭтЃЌКИНгШШбЛЗЖддіВФжЦдьЬњЛљКЯН№ЮЂЙлзщжЏМАадФмОпгавЛЖЈЕФЕїПизїгУЁЃР§ШчЃЌЭЈЙ§гХЛЏМЄЙтЙІТЪЁЂЩЈУшЫйЖШМАКИНгТЗОЖЃЌПЩвдПижЦКИЗьШлГиЕФРфШДЫйТЪ,ДгЖјЯИЛЏОЇСЃЁЂМѕЩйЮДШлКЯШБЯнМАВагргІСІЛ§РлЁЃИпФмЪјКИНгММЪѕ(ШчМЄЙтЪјКИНг)гЩгкФмСПМЏжаЁЂШШгАЯьЧјаЁЃЌвВБЛЙуЗКЬНЫїгУгкБЁБкМАИДдгНсЙЙМўЕФКИНгЁЃСэвЛЗНУцЃЌИЈжњЙЄвеШчдЄШШЁЂКѓШШДІРэМАЛњаЕеёЖЏИЈжњКИНгЕШЪжЖЮЃЌвВБЛжЄУїгажњгкИФЩЦКИЗьзщжЏОљдШадЁЂНЕЕЭСбЮЦУєИаадЁЃ
злЩЯЫљЪіЃЌдіВФжЦдьЬњЛљКЯН№КИНгУцСйФИВФИїЯђвьадЁЂПзЯЖЁЂЮДШлКЯМАДжДѓОЇСЃЕШЮЂЙлЬиеїЖдНгЭЗСІбЇадФмЕФжЦдМЁЃИпФмЪјКИНггыИДКЯКИНгЗНЗЈФмЙЛгааЇаоИДдіВФжЦдьКѓФИВФЕФвХСєШБЯнЃЌВЂЭЈЙ§гХЛЏЙІТЪЁЂЩЈУшЫйЖШМАТЗОЖРДПижЦШлГиРфШД,ЪЕЯжОЇСЃЯИЛЏЁЂШБЯнвжжЦМАВагргІСІМѕаЁЁЃЭЌЪБ,ФИВФжЦБИЗНЪНгыГСЛ§ЗНЯђЖдКИЗьЮЂЙлНсЙЙКЭСІбЇБэЯжОпгаЯджјгАЯьЃЌЪЪЕБЕїПиПЩИФЩЦНгЭЗРЩьадФмЃЌЪЙдіВФжЦдьЬњЛљКЯН№КИНгНгЭЗдкБЃГжИпГЩаЮжЪСПЕФЭЌЪБеЙЯжГіСМКУЕФЙЄГЬПЩППадЁЃЕЋЪЧЃЌФПЧАДѓЖрЪ§баОПОлНЙгкНгЭЗОВЬЌСІбЇадФмЕФЦРМл,гЩгкЬњЛљКЯН№гІгУЙуЗКЃЌКИЗьдйФ§ЙЬзщжЏЖдЦЃРЭЁЂФЭЪДадЕШЙиМќЗўвладФмЕФгАЯьбаОПЙЄзїШдгаД§гкРЉеЙКЭЬНЫїЁЃ
2.4ФјЛљКЯН№
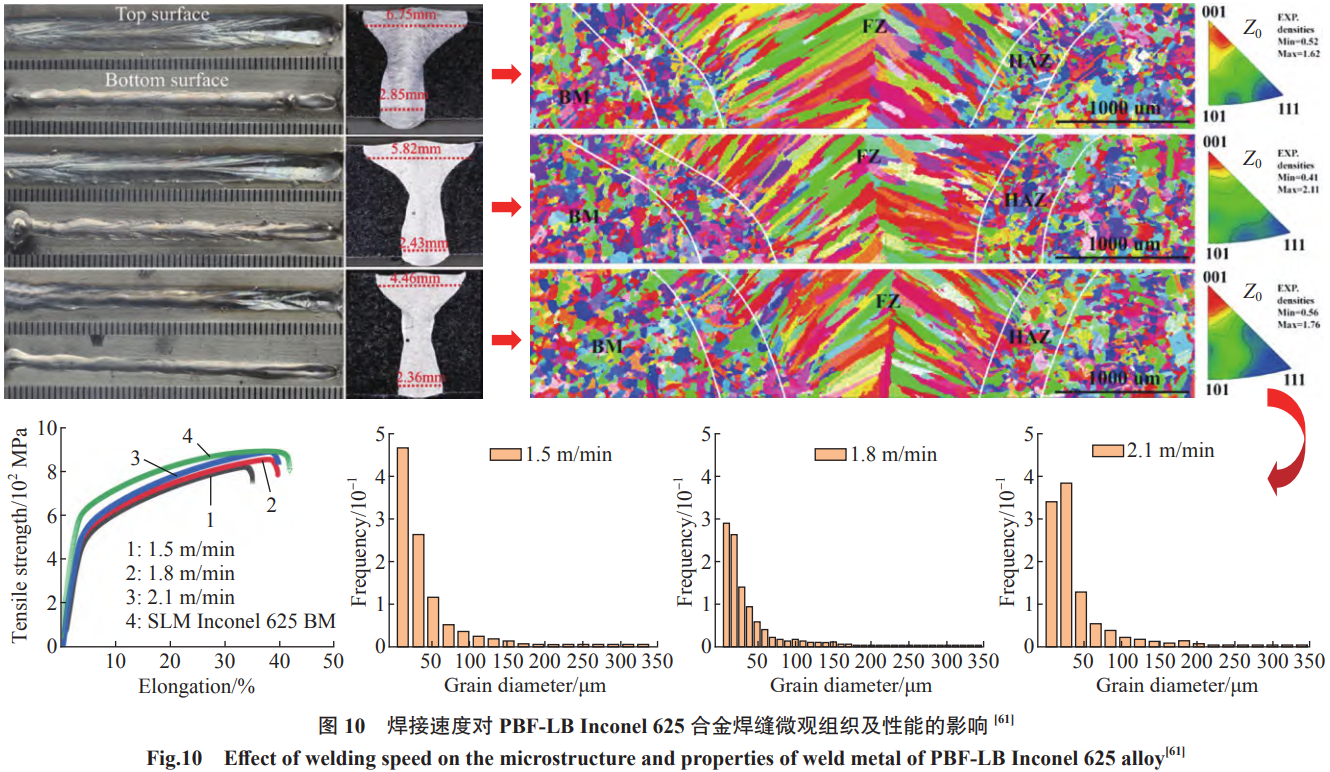
діВФжЦдьФјЛљКЯН№ЕФКИНгбаОПШШЕувВжївЊМЏжадкКИНгЙЄвеЪЪгУадЁЂКИЗьзщжЏЬиеїМАбнЛЏЙцТЩЁЂЦјПзМАСбЮЦШБЯнЕШЗНУцЃЌЩцМАЕФКИНгЗНЗЈжївЊвдМЄЙтКИНгЮЊжїЁЃHongЕШ[61]баОПСЫМЄЙтКИНгЫйЖШЖдPBF-LB Inconel 625КЯН№НгЭЗЮЂЙлзщжЏЕФгАЯьЃЌНсЙћЗЂЯжЃЌЫцзХКИНгЫйЖШЕФдіМгЃЌКИЗьЧјОЇСЃГпДчКЭИпНЧЖШОЇНч(HAGB)ЕФБШР§МѕаЁ,ЖјРЩьЧПЖШКЭбгЩьТЪЕУЕНСЫЬсИпЃЌШчЭМ10ЫљЪОЁЃHuЕШ[62]ЗЂЯж PBF-LB Inconel 625МЄЙтКИНгНгЭЗдк815ЁцЕФРЩьЧПЖШИпгкФИВФЃЌЖјгЩжљзДОЇзщГЩЕФКИНгЧјЕФПЙРЖЯСбадФмОЙШЛгХгкдЪМЕФОпгаЕШжсОЇСЃЕФPBF-LBКЯН№,вђЖјШЯЮЊМЄЙтКИНгЪЧСЌНгИУВФСЯЕФИпаЇЗНЗЈЁЃZhangЕШ[63]ЗЂЯжPBF-LB Inconel 625МЄЙтКИНгЪдбљЕФЦЃРЭКЭШфБфЦЃРЭадФмОљгХгкЮДКИНгЪдбљ,КИЗьЧјОЇНчЬМЛЏЮяЕФЧПЛЏаЇгІМАЮоУїЯдКИНгШБЯнДйЪЙСЫКИЗьЕФадФмЬсЩ§,дйДЮгЁжЄСЫМЄЙтЪјКИНгдкСЌНгPBF-LB Inconel 625ЗНУцОпгаКмДѓЕФгХЪЦЁЃ
баОПБэУї,Inconel 718ФјЛљКЯН№ОпгаНЯИпЕФКИНгШШСбЮЦУєИаад,гШЦфвзВњЩњФ§ЙЬКЭвКЛЏПЊСбЯжЯѓ,ЕЋЪЧИљОнЯжгабаОПНсЙћЃЌВЩгУМЄЙтКИНгЕФЗНЗЈШДФмЙЛЛёЕУЮоСбЮЦШБЯнЕФКИНгНгЭЗЁЃJokischЕШ[64]ВЩгУМЄЙтЪјКИНгСЫPBF-LBжЦдь Inconel 625КЭ Inconel 718ЙмВФЃЌНсЙћЗЂЯжКИЗьВЂЮДЗЂЩњПЊСбЧвЖдЙмВФЕФВагргІСІУЛгаЯджјгАЯьЃЌЕЋвђМЄЙтЙІТЪЕФНЕЕЭдьГЩСЫГзПзЕФВЛЮШЖЈЃЌЕМжТдкКИЗьзюжеЕФжиЕўЧјгђГіЯжСЫЦјПзШКЁЃBrunner-schwerЕШ[65]ЗЂЯжДЋЭГжЦдьКЭдіВФжЦдь718КЯН№МЄЙтКИЗьдкГЩаЮЬиеїЗНУцДцдкВювьЃЌгШЦфдкШЋШлЭИКИЗьЗНУцЃЌдкЕЅЮЛФмСПШЋШлЭИЕФЧщПіЯТЃЌдіВФжЦдь718ЕФШлШкЬхЛ§БШЖЭдьВФСЯЖр16%~18%ЁЃГЊРіРіЕШ[66]ЭЈЙ§гХЛЏЙЄвеЛёЕУСЫЮоШБЯнЕФ718КЯН№МЄЙтКИНгНгЭЗЃЌКИЗьзщжЏжївЊгЩАТЪЯЬхжљзДОЇМАЙВОЇзщжЏЙЙГЩЃЌПЙРЧПЖШМАбгЩьТЪЗжБ№ИпДяФИВФЕФ95%ЁЂ65%вдЩЯЁЃ
злЩЯЫљЪіЃЌОЁЙмФјЛљИпЮТКЯН№ОпгаКИНгШШСбЮЦУєИаадИпЁЂдЊЫиЦЋЮіИДдгЕШЬиЕуЃЌЕЋдкдіВФжЦдьКЯН№жаЃЌМЄЙтКИеЙЯжГіСМКУЕФЪЪгІадКЭадФмЮШЖЈад,ЬиБ№ЪЧInconel625КЭ718ЕШКЯН№дкЪЪЕБФмСПУмЖШЯТФмЙЛЛёЕУЮоСбЮЦЁЂЧПЖШгХвьЕФКИЗьЁЃЮЂЙлзщжЏжаЕФОЇСЃаЮЬЌЁЂЬМЛЏЮяЗжВММАжЏЙЙЬиеїдкКИНгКѓЗЂЩњжиЙЙЃЌЖдНгЭЗИпЮТСІбЇадФмОпгаЙиМќЙБЯзЁЃЕЋдіВФжЦдьФјЛљКЯН№зщжЏЕФВЛЭЌЮќФмКЭШлЛЏЬиадЪЙЦфШлЩюгыШлГиааЮЊЧјБ№гкЖЭдьВФСЯ,ДйЪЙдіВФФјЛљКЯН№КИНгШдУцСйГзПзВЛЮШЖЈЁЂЩюШлДѓМАОжВПЦјПзШКЕШЮЪЬтЃЌЗДгГГіФИВФзщжЏгыМЄЙтзїгУЕФИДдгадЁЃЕЋЕБЧАбаОПШджївЊМЏжагкМЄЙтКИНгЃЌЦфЫћКИНгЗНЗЈЕФЬНЫїЯЪгаБЈЕРЃЌЕМжТВЛЭЌЙЄвеТЗОЖЯТЕФзщжЏжиЙЙЙцТЩКЭШБЯнУєИаадЩаЮДаЮГЩШЋУцШЯжЊЁЃ
3ЁЂКИНгММЪѕдкКНПеКНЬьН№ЪєдіВФжЦдьЙЙМўжаЕФЙЄГЬгІгУ
КИНгММЪѕЕФИпСЌНгаЇТЪгыдіВФжЦдьММЪѕЕФИпздгЩЖШЯрШкКЯ,ПЩдкБЃГжадФмОљдШадгыжЦдьСщЛюадЕФЧАЬсЯТ,ЪЕЯжДѓаЭЁЂИДдгЙЙМўЕФФЃПщЛЏЩшМЦгыећЬхГЩаЮЁЃФПЧАЃЌИУММЪѕТЗЯпвбдкЗЂЖЏЛњШШЖЫВПМўЁЂДѓаЭБЁБкНсЙЙЁЂШМСЯгыДЂФмЯЕЭГЕШСьгђШЁЕУСЫЯджјГЩЙћ,ГЩЮЊКНПеКНЬьН№ЪєЙЙМўЙЄГЬЛЏжЦдьЕФживЊжЇГХЪжЖЮЁЃИУЗНЗЈВЛНіПЩЯджјНЕЕЭжЦдьжмЦкКЭГЩБОЃЌЛЙФмЭЈЙ§ПижЦКИЗьЮЛжУгыКИНгЫГађЃЌМѕЩйШШЪфШыЖдФИВФМАШШгАЯьЧјзщжЏЕФгАЯьЃЌЪЕЯжећЬхЙЙМўЕФИпОЋЖШзАХфгыадФмОљдШЛЏЁЃБОбаОПВЩгУМЄЙтКИНгММЪѕЪЕЯжСЫPBF-LBдіВФжЦдьКЫЕчЙЙМў(316LВЛатИж)ЁЂPBF-LBМАLDMдіВФжЦдьЩюКЃЧБКНЦїФЭбЙПЧ(Ti6Al4V)вдМАPBF-LBдіВФжЦдьЕФюбКЯН№ЕЏвэ(Ti6Al4V),ЧсСПЛЏЗЂЩфЯфИЧЁЂЛЛШШЦї(AlSi10Mg)ЕФКИНгжЦдь,ВПЗжвбгІгУгкФГаЭКХХњВњжаЁЃЭМ11ЫљЪО[57,64,67]ЮЊдіВФжЦдьЕФШМЦјТжЛњШМЩеЪвЙмТЗНсЙЙ(ВЛатИжКЭФјЛљКЯН№)ЁЂвКЬЌЛ№М§ЭЦНјЦї(Inconel718)ЁЂКЫЕчЙЙМў(316LВЛатИж)ЕФКИНгНсЙЙееЦЌЁЃ

дкЗЂЖЏЛњШШЖЫВПМўжЦдьЗНУцЃЌШМЩеЪвЁЂХчзьМАРфШДЭЈЕРЕШВПМўашГЄЦкдкИпЮТЁЂИпбЙКЭЧПШШЬнЖШЛЗОГЯТЗўвл,ЖдВФСЯЕФФЭШШадгыНсЙЙЕФЭъећадЬсГіСЫМЋИпвЊЧѓЁЃдіВФжЦдьММЪѕПЩИпаЇжЦБИИДдгРфШДЭЈЕРгыЖрЙІФмМЏГЩНсЙЙ,ЖјКИНгММЪѕдђдкЪЕЯжФЃПщЛЏЦДНггыећЬхЛЏзАХфжаЗЂЛгЙиМќзїгУЁЃKerstensЕШ[67]ШЯЮЊЩЯЪіСНжжММЪѕЕФНсКЯПЩЯджјЬсИпвКЬхЛ№М§ЗЂЖЏЛњЭЦНјЦїЕФжЦдьаЇТЪ,ВЂЬсГіВЩгУPBF-LBжЦБИInconel718ЭЦНјЦїФЃПщ,ВЂЭЈЙ§КИНгЗНЗЈЪЕЯжЖрЖЮНсЙЙЕФПЩППСЌНгЁЃДЫЭтЃЌдквКЬЌЛ№М§ЭЦНјЦїжЦдьЙ§ГЬжаЃЌЭЈГЃЛсВЩгУDED-LBММЪѕдкШМЩеЪвЕФКѓЖЫЮЛжУГСЛ§ЖрПзН№ЪєНгПк,КѓајвВашВЩгУКИНгЗНЗЈНЋЧАВПЖрПзЙмгыШМЩеЪвНјааСЌНг[68]ЁЃдкЛњЬхгыГадиНсЙЙжЦдьЗНУцЃЌЫцзХдіВФжЦдьММЪѕЕФв§Шы,шьМмЁЂМгНюБкАхМАЛњЩэУЩЦЄЕШЙЙМўе§ж№ВНгЩДЋЭГећЬхМгЙЄЯђФЃПщЛЏЁЂЧсСПЛЏЗНЯђЗЂеЙЁЃКИНгММЪѕдкИУЗНУцВЛНігУгкдіВФНсЙЙМўЕФЦДНгЃЌЛЙГаЕЃзХВагргІСІЕїПигыГпДчОЋЖШаоИДЕФзїгУЁЃдкКНПеКНЬьЦїЕФШМСЯгыДЂФмЯЕЭГжаЃЌДЂЯфЁЂЭЦНјМСЪфЫЭЙмТЗМАШШЙмРэЕЅдЊашГЄЦкГаЪмИпбЙЁЂЕЭЮТМАИДдгеёЖЏдиКЩЃЌЖдНгЭЗЕФЦјУмадгыНсЙЙЭъећадЬсГіСЫМЋИпвЊЧѓЁЃЭЈЙ§діВФжЦдьПЩЪЕЯжИДдгСїЕРгыЧсСПЛЏНсЙЙЩшМЦ,ЖјКИНгдђгУгкФЃПщЗтНггыНчУцСЌНгЁЃзлЩЯЃЌКИНгММЪѕдкКНПеКНЬьН№ЪєдіВФжЦдьЙЙМўСЌНгжаЕФзїгУжСЙиживЊ,ЪЧЪЕЯжНсЙЙЭъећадгыЙІФмМЏГЩВЛПЩЛђШБЕФЙиМќЛЗНкЁЃ
4ЁЂНсТлгыеЙЭћ
БОЮФЯЕЭГЪсРэСЫдіВФжЦдьН№ЪєВФСЯЕФКИНгбаОПЯжзДЃЌЩюПЬНвЪОСЫЦфКИНгадБОжЪЪЧдДгкдіВФжЦдьЫљДјРДЖРЬиЮЂЙлзщжЏЕФгАЯьЃЌЖјКИНгжЪСППижЦЕФКЫаФЬєеНдкгкПЫЗўгЩдіВФжЦдьЙЬгаЬиад(ШчЦјПзЁЂИїЯђвьадзщжЏМАВагргІСІЕШ)Ыљв§ЗЂЕФКИНгШБЯнгыадФмЯТНЕЁЃвђДЫЃЌКИНгЗНЗЈЕФбЁдёашгыВФСЯЬиадМАЙЙМўвЊЧѓОЋзМЦЅХфЁЃДЫЭтЃЌЭЈЙ§КЯН№ЩшМЦЁЂКИНгЙЄвеДДаТМАИЈжњЭтГЁ(ШчГЌЩљЁЂДХГЁЕШ)ЕФаЭЌЕїПигааЇвжжЦШБЯнЁЂгХЛЏЮЂЙлзщжЏ,ЪЧЬсЩ§діВФжЦдьЙЙМўКИНгНгЭЗадФмЕФЙиМќЭООЖЁЃзюКѓБОЮФНјвЛВНЖдКНПеКНЬьДѓаЭЙЙМўжаЙуЗКгІгУЕФТСКЯН№ЁЂюбКЯН№ЁЂЬњЛљМАФјЛљКЯН№ЕФКИНгбаОПНјеЙНјааСЫЯЕЭГЕФзмНсКЭВћЪіЃЌЮЊВЛЭЌВФСЯЬхЯЕЯТКИНгЙЄвеЕФОЋзМбЁдёгыгХЛЏЕьЖЈСЫМсЪЕЕФРэТлгыЪЕМљЛљДЁЁЃЖдгкТСКЯН№ЃЌжївЊЭЈЙ§АкЖЏМЄЙтКИЕШЙЄвеЗНЗЈвжжЦЦјПзШБЯнЃЌВЂНшжњЮЂКЯН№ЛЏЛКНтНгЭЗШэЛЏ;ЖдгкюбКЯН№ЃЌдђОлНЙгкЭЈЙ§ДДаТЙЄвегыКѓДІРэЯИЛЏОЇСЃЁЂЯїШѕИїЯђвьадВЂПижЦВагргІСІ;ЖдгкЬњЛљгыФјЛљКЯН№ЃЌжиЕудкгкРћгУИпФмЪјНЕЕЭКИНгШБЯнЕФУШЩњВЂЕїПиКИЗьЮЂЙлзщжЏМАадФмЁЃ
ЫцзХЙЙМўЯђДѓаЭЛЏЁЂЧсСПЛЏЁЂЙІФмвЛЬхЛЏЗНЯђЗЂеЙ,діВФжЦдьН№ЪєЕФСЌНге§УцСйДг“ПЩКИ”ЕН“КИКУ”ЁЂДг“ОбщЧ§ЖЏ”ЕН“Ъ§ОнгыФЃаЭЧ§ЖЏ”ЕФЩюПЬБфИя,ЦфЗЂеЙНЋИпЖШвРРЕгкгыжЧФмММЪѕЕФЩюЖШШкКЯЁЃЪзЯШЃЌШЫЙЄжЧФмгыЛњЦїбЇЯАММЪѕНЋЭЈЙ§ЙЙНЈЙЄве-зщжЏ-адФмЕФгГЩфФЃаЭ,ЪЕЯжКИНгВЮЪ§ЕФжЧФмФцЯђЩшМЦгыдкЯпгХЛЏ,ДѓЗљЬсЩ§ЙЄвеПЊЗЂаЇТЪгыЮШЖЈад;ЦфДЮЃЌЛљгкЩюЖШбЇЯАЕФЪгОѕМьВтЯЕЭГФмЙЛЖдЦјПзЁЂСбЮЦЕШШБЯнНјааЪЕЪБЪЖБ№гыЗжРр,ЮЊЪЕЯжКИНгжЪСПЕФдкЯпБеЛЗПижЦгыОЋзМдЄВтЕьЖЈЛљДЁ;ШЛКѓ,Ъ§зжТЯЩњММЪѕдђНЋЙЙНЈЮяРэКИНгЙ§ГЬгыащФтФЃаЭЕФЪЕЪБНЛЛЅЃЌЮЊЙЄвегХЛЏгыЗўвладФмдЄВтЬсЙЉШЋаТЦНЬЈЁЃСэвЛЗНУц,ШШгАЯьЧј(HAZ)ЪмдЪМЮЂЙлНсЙЙКЭКИНгШШбЛЗЫЋжигАЯь,ЖјВЛЭЌВФСЯЬхЯЕЕФШШгАЯьзщжЏбнБфЙцТЩЩаВЛУїШЗЃЌетжБНггАЯьНгЭЗЕФЗўвлПЩППад,ЮДРДгІОлНЙгкШШгАЯьЧјзщжЏМАадФмЕїПибаОПЁЃДЫЭт,ЫцзХаТаЭдіВФжЦдьКЯН№ЕФВЛЖЯгПЯж,гШЦфЪЧвЛаЉОпгаЬиЖЈЙІФмвЊЧѓЕФКЯН№ЃЌШчТСяЎКЯН№ЁЂюбТСКЯН№ЕШ,ЦфКИНгадШдШЛЪЧвЛИіиНД§НтОіЕФЮЪЬтЁЃзюКѓЃЌвьжжВФСЯНчУцааЮЊПижЦЁЂЬиЪтНсЙЙСЌНгПЩППадвдМАМЋЖЫЙЄПіЯТНгЭЗЪйУќЦРЙРЕШЃЌШдЪЧиНД§ЭЛЦЦЕФКЫаФПЦбЇЮЪЬтЃЌЖјДЋЭГКИНгММЪѕгыЧАбижЧФмММЪѕЕФЩюЖШШкКЯ,вВБиНЋЮЊКНПеКНЬьЕШИпЖЫСьгђдіВФжЦдьН№ЪєЙЙМўЬсЙЉИќИпаЇЁЂИќОЋУмЁЂИќПЩППЕФСЌНгНтОіЗНАИЁЃ
ВЮПМЮФЯз
[1] CUI L, PENG Z B, CHANG Y Q,et al. Porosity, microstructure and mechanical property of welded joints produced by different laser welding processes in selective laser melting AlSi10Mg alloys[J]. Optics& Laser Technology,2022,150:107952.
[2]ЬяжОНм,ТэдТцУ,ЭѕП,ЕШ.МЄЙтбЁЧјШлЛЏГЩаЮAl-Mg-ScКЯН№гыOЬЌ5A06АхВФTIGКИЙЄвебаОП[J].Н№ЪєМгЙЄ(ШШМгЙЄ),2025(5):119-124,131.
TIAN Zhijie, MA Yueting, WANG Kai, et al.Process research for selective laser melting formed Al-Mg-Sc alloy and 5A06 alloy with O heat treatment sheet TIG welding[J]. Metal Working,2025(5):119-124,131.
[3] JIA Y Z, SUN S Q, LI B K, et al.Current research status and prospect of laser wire additive manufacturing technology[J]. The International Journal of Advanced Manufacturing Technology,2025,137(7):3229-3255.
[4]ЛЦЮФ,КњКьРк,РюРз,ЕШ.МЄЙтШлЫПдіВФжЦдьМАЦфИДКЯжЦдьММЪѕбаОПНјеЙ[J].Ьижжж§дьМАгаЩЋКЯН№,2025,45(10):1483-1490.
HUANG Wen, HU Honglei, LI Lei,et al. Research progress in laser wire additive manufacturing and its hybrid manufacturing technologies[J]. Special Casting& Nonferrous Alloys,2025,45(10):1483-1490.
[5] TREUTLER K, WESLING V,TREUTLER K,et al.The current state of research of wire arc additive manufacturing(WAAM): A review[J]. Applied Sciences,2021,11(18):8619.
[6]амПЁ,ГЬВЦ.ЕчЛЁШлЫПдіВФжЦдьЙ§ГЬДЋИагыПижЦбаОПНјеЙМАеЙЭћ[J].КНПежЦдьММЪѕ,2022,65(20):14-23.
XIONG Jun, CHENG Cai. Progress and perspectives of process sensing and control in wire and arc additive manufacturing[J]. Aeronautical Manufacturing Technology,2022,65(20):14-23.
[7] YANG X W, LI R D, YUAN T C,et al. A comprehensive overview of additive manufacturing aluminum alloys: Classifications,structures, properties and defects elimination[J].Materials Science and Engineering: A,2025,919:147464.
[8] ARMSTRONG M, MEHRABI H,NAVEED N. An overview of modern metal additive manufacturing technology[J]. Journal of Manufacturing Processes,2022,84:1001-1029.
[9] WU Y. Application of aluminum alloy in aircraft[J]. Journal of Physics: Conference Series,2022,2228(1):012024.
[10] SAMAL S K, VISHWANATHA H M,SAXENA K K,et al.3D-printed satellite brackets:Materials, manufacturing and applications[J].Crystals,2022,12(8):1148.
[11] IBRAHIM M R, AZMAN M F,ARIFFIN A H, et al. Overview of unmanned aerial vehicle(UAV) parts material in recent application[M]//Structural Integrity and Monitoring for Composite Materials. Singapore: Springer Nature Singapore,2023: 179-189.
[12] ZHU L, LI N, CHILDS P R N. Light-weighting in aerospace component and system design[J]. Propulsion and Power Research,2018,7(2):103-119.
[13] WANG L F, LI Y H, ZHOU L C, et al. Progress in additive manufacturing, additive repair and fatigue evaluation of aviation titanium alloy blades[J]. Materials Research Letters, 2023,11(12):973-1012.
[14] BORETTI A. Metal additive manufacturing for internal combustion engine components: A narrative review of applications,materials, processes, challenges, and future directions[J]. The International Journal of Advanced Manufacturing Technology,2025, 139(11):6355-6397.
[15]бюПТ,ХЃУЮГЌ,ЬяМвСњ,ЕШ.аТвЛДњЗЩЛњЦ№ТфМмгУТэЪЯЬхЪБаЇВЛатИжЕФбаОП[J].Н№ЪєбЇБЈ,2018,54(11):1567-1585.
YANG Ke,NIU Mengchao,TIAN Jialong,et al. Research and development of maraging stainless steel used for new generation landing gear[J]. Acta Metallurgica Sinica, 2018, 54(11):1567-1585.
[16] MANIKANDAN P, JALAJA K,ANOOP S, et al. Studies on multiple weld repairs of M250 maraging steel for solid motor casing used in satellite launch vehicle application[J].Welding in the World,2025,69(1):1-14.
[17] JHA A K, DIWAKAR V,SREEKUMAR K. Stress corrosion cracking of H. stainless steel bellows of satellite launch vehicle l propellant tank assembly[J]. Engineering Failure Analysis,2003,10(6):699-709.
[18] FLADER F. Stainless steel in aircraft construction[J]. Journal of Fluids Engineering,1934,56(3):295-300.
[19] WANG L, FENG S Z, WANG Y G,et al. Porosity defects in additively manufactured metal materials: Formation mechanisms, impact on performance and regulation[J]. International Materials Reviews,2025:09506608251371459.
[20] GUZMAN J, RIFFEL K C,EVANS W,et al. Weldability study of alloys 625 and 718 fabricated by laser-based additive manufacturing[J]. Journal of Manufacturing Processes,2025,141:556-569.
[21] DASGUPTA S, THOMA D, KOU S,et al. A test for susceptibility to solidification cracking and liquation cracking in additive manufacturing[J]. Metals,2025,15(10):1147.
[22] BIDARE P,JIMENEZ A,HASSANIN H,et al. Porosity,cracks, and mechanical properties of additively manufactured tooling alloys: A review[J]. Advances in Manufacturing,2022,10(2):175-204.
[23] LIU Y,SHI J,WANG Y C.Evolution,control, and mitigation of residual stresses in additively manufactured metallic materials: A review[J]. Advanced Engineering Materials, 2023,25(22):2300489.
[24] LU X F,CERVERAM,CHIUMENTI M, et al. Residual stresses control in additive manufacturing[J]. Journal of Manufacturing and Materials Processing,2021,5(4):138.
[25] STICCHI M, SCHNUBEL D,KASHAEV N, et al. Review of residual stress modification techniques for extending the Fatigue life of metallic aircraft components[J]. Applied Mechanics Reviews,2015,67:010801.
[26] TODARO C J, EASTON M A, QIU D,et al. Grain structure control during metal 3D printing by high-intensity ultrasound[J]. Nature Communications,2020,11:142.
[27]еХгюКР,аэгРГЌ,СѕЩ,ЕШ.ЮЂСПдЊЫиЖддіВФжЦдьAl-Zn-Mg-CuКЯН№зщжЏМАадФмЕФгАЯь[J].КИНгММЪѕ,2022,51(2):1-4,113.
ZHANG Yuhao,XU Yongchao, LIU Sen,et al. Influence of trace elements on microstructure and mechanical properties of additive manufacturing of Al-Zn-Mg-Cu alloy[J]. Welding Technology,2022,51(2):1-4,113.
[28] ROBERTSON S M, KAPLAN A F H. Keyhole separation during multi-spot welding of duplex steel[J]. Optics& Laser Technology,2021,143:107382.
[29]ВЬДД,ГТшїСе,РѕеёіЮ,ЕШ.ФмГЁИЈжњМЄЙтКИНгКИЗьГЩаЮМАШБЯнПижЦзлЪі[J].КНПежЦдьММЪѕ,2023,66(13):60-72.
CAI Chuang,CHEN Zilin,LI Zhenxin,et al.Review on weld formation and defect control of energy field assisted laser welding[J]. Aeronautical Manufacturing Technology,2023,66(13):60-72.
[30]ГТГЌ,Ипвх№Љ,ШЮАиЧХ,ЕШ.ТСКЯН№МЄЙт-ЕчЛЁИДКЯКИНгММЪѕЕФбаОПНјеЙ[J].КНПежЦдьММЪѕ,2025,68(9):47-60.
CHEN Chao, GAO Yihao, REN Boqiao,et al. Research progress of laser-arc hybrid welding technology for aluminum alloy[J]. Aeronautical Manufacturing Technology,2025,68(9):47-60.
[31] KUMAR S, MAHAJAN A, KUMAR S,et al. Friction stir welding: Types, merits& demerits, applications, process variables& effect of tool pin profile[J]. Materials Today:Proceedings,2022,56:3051-3057.
[32] MAKIKANGAS J, RAUTIO T,MUSTAKANGAS A, et al. Laser welding of AlSi10Mg aluminium-based alloy produced by Selective Laser Melting(SLM)[J]. Procedia Manufacturing,2019,36:88-94.
[33] ZHANG C, YU Y, CHEN C, et al.Suppressing porosity of a laser keyhole welded Al-6Mg alloy via beam oscillation[J]. Journal of Materials Processing Technology, 2020, 278:116382.
[34] MICHLER M, HOLLMANN P,ZENKER R, et al. Investigation of pore reduction in hybrid joints of conventionally and additively manufactured AlSi10Mg using electron beam welding[J]. Advanced Engineering Materials,2021,23(6):2001325.
[35] ZHANG C C,BAO Y F,ZHU H H,et al. A comparison between laser and TIG welding of selective laser melted AlSi10Mg[J]. Optics&Laser Technology,2019,120:105696.
[36] SUN T Z, FERGUSON N, LIU C H,et al. Application of adjustable ring mode laser in remote laser welding of additive manufactured AlSi10Mg alloy[J]. Journal of Laser Applications,2022,34(4):042007.
[37] WANG C, HE D Y, CUI L, et al.Improved tensile strength of welded AlSi10Mg alloys by using laser metal deposition[J]. Science and Technology of Welding and Joining, 2023,28(9):946-954.
[38]еХОћС.бЁдёадМЄЙтШлЛЏ(SLM)ГЩаЭAlSi10MgАкЖЏМЄЙтЬюЫПКИНгНгЭЗзщжЏадФмбаОП[D].ББОЉ:ББОЉЙЄвЕДѓбЇ,2021.
ZHANG Junchong. Study on microstructure and properties of AlSi10Mg swing laser filled wire welded joint formed by selective laser melting(SLM)[D]. Beijing: Beijing University of Technology,2021.
[39] PING Z T, LI C L, ZHANG J C, et al. Oscillating laser welding of SLM-deposited AlSi10Mg sheets with filler wire: Pores,microstructure and mechanical performance[J].Science and Technology of Welding and Joining,2025:13621718251330566.
[40]едаТГЩ,бюОќ,едгОСж,ЕШ.КИНгЙ§ГЬжаШШЪфШыЖдТСКЯН№КИНгжЪСПЕФгАЯьМАЦфПижЦ[J].НЫеРэЙЄбЇдКбЇБЈ,2025,31(1):87-98.
ZHAO Xincheng, YANG Jun,ZHAO Yonglin,et al. Influence of heat input on aluminum alloy welding quality and its control during welding process[J]. Journal of Jiangsu University of Technology,2025,31(1):87-98.
[41]PENG Z B, CUI L, HE D Y,et al. Effect of Er and Zr addition on laser weldability of AlSi10Mg alloys fabricated by selective laser melting[J]. Materials Characterization, 2022, 190:112070.
[42] MISHRA R S, HARIDAS R S,AGRAWAL P. Friction stir-based additive manufacturing[J]. Science and Technology of Welding and Joining,2022,27(3):141-165.
[43] LIM C H, LI H, KRISHNAN M, et al. Novel method of residual stress reduction for AlSi10Mg manufactured using selective laser melting without compromise of mechanical strength[J]. Virtual and Physical Prototyping,2023,18(1):e2131583.
[44] BASTOLA N, JAHAN M P,RANGASAMY N,et al. A review of the residual stress generation in metal additive manufacturing:Analysis of cause, measurement, effects, and prevention[J].Micromachines,2023,14(7):1480.
[45]аЛЛд,ВЗЮФЕТ,ЙљУї,ЕШ.діВФжЦдьTC4КЯН№ЕФЕчзгЪјКИНгЭЗзщжЏКЭадФмбаОП[J].Ьижжж§дьМАгаЩЋКЯН№,2022,42(2):167-170.
XIE Hui,BU Wende,GUO Ming,et al. Microstructure and mechanical properties of electron beam welding joints of additive manufactured TC4 alloy[J]. Special Casting&Nonferrous Alloys,2022,42(2):167-170.
[46]ёћХхцУ.діВФжЦдьTC4юбКЯН№ЕФФІВСФЅЫ№КЭКИНгадФмбаОП[D].Йужн:ЛЊФЯРэЙЄДѓбЇ,2020.
QIN Peiting. Study on friction welding and wear properties of additive manufacturing TC4 titanium alloy[D]. Guangzhou: South China University of Technology,2020.
[47] HU F Y, YANG C, YUAN Y, et al.Weld appearance, microstructure evolution and microhardness of welded joint in the TC4 additive manufactured component TIG welding[J].Materials Today Communications,2024,38:108074.
[48]ЭѕУЭ,еХСЂЦН,едСешЄ,ЕШ.діВФжЦдьКЭЖЭдьTC11юбКЯН№МЄЙтКИНгЭЗзщжЏгыСІбЇадФм[J].КИНгбЇБЈ,2023,44(10):102-110,138-139.
WANG Meng,ZHANG Liping,ZHAO Linyu, et al. Comparative study on the microstructure and mechanical properties of the laser welded joints of additive manufactured and forged TC11 titanium alloy[J]. Transactions of the China Welding Institution,2023,44(10):102-110,138-139.
[49] ZHAN Y, ZHANG E D, GE Y M,et al. Residual stress in laser welding of TC4 titanium alloy based on ultrasonic laser technology[J].Applied Sciences,2018,8(10):1997.
[50] LEE S, CHOI H, CHO Y, et al. Effect of post-weld heat treatment on residual stress and fatigue crack propagation behavior in linear friction welded Ti-6Al-4V alloy[J]. Materials,2025,18(14):3285.
[51] BOCCARDO A D, ZOU Z,SIMONELLI M, et al. Martensite decomposition kinetics in additively manufactured Ti-6Al-4V alloy: in-situ characterisation and phase-field modelling[J]. Materials& Design, 2024, 241:112949.
[52] LI G W, WANG Y S, LIANG Y H,et al. Microstructure and mechanical properties of laser welded Ti-6Al-4V(TC4) titanium alloy joints[J]. Optics& Laser Technology, 2024, 170:110320.
[53]КЮжЧ,Књбѓ,ЧњКъшК,ЕШ.ГЌЩљГхЛїЕчЛЁдіВФжЦдьюбКЯН№СуМўЕФИїЯђвьадбаОП[J].КНЬьжЦдьММЪѕ,2016(6):11-16.
HE Zhi, HU Yang, QU Hongtao, et al. Research on anisotropy of titanium alloy manufactured by ultrasonic impact treatment and wire and arc additive manufacture[J]. Aerospace Manufacturing Technology,2016(6):11-16.
[54] XU T Q, LIU J W, WANG J C,et al. Layer control method and mechanical anisotropy of titanium alloy based on double-hot-wire arc additive manufacturing[J]. Journal of Manufacturing Processes,2022,82:448-460.
[55] YOON H, LIU P P, PARK Y, et al.Pulsed laser-assisted additive manufacturing of Ti-6Al-4V for in-situ grain refinement[J]. Scientific Reports,2022,12:22247.
[56]СѕіЮШЊ,ЗНГЌ,СѕОЂ,ЕШ.діВФжЦдьRAFMИжМЄЙтКИНгЭЗЯдЮЂзщжЏЗжЮі[J].КИНгбЇБЈ,2022,43(9):44-49,115.
LIU Xinquan, FANG Chao, LIU Jin, et al.Microstructure analysis of additive manufacturing produced RAFM steel laser welding joint[J].Transactions of the China Welding Institution,2022,43(9):44-49,115.
[57] MOHYLA P, HAJNYS J,STERNADELOVA K, et al. Analysis of welded joint properties on an AISI316L stainless steel tube manufactured by SLM technology[J]. Materials,2020,13(19):4362.
[58] MOKHTARI M, POMMIER P,BALCAEN Y, et al. Laser welding of AISI 316L stainless steel produced by additive manufacturing or by conventional processes[J]. Journal of Manufacturing and Materials Processing, 2021,5(4):136.
[59] CASALINO G, CAMPANELLI S L, LUDOVICO A D. Laser-arc hybrid welding of wrought to selective laser molten stainless steel[J]. The International Journal of Advanced Manufacturing Technology,2013,68(1):209-216.
[60] YANG J J, WANG Y, LI F Z, et al.Weldability, microstructure and mechanical properties of laser-welded selective laser melted 304 stainless steel joints[J]. Journal of Materials Science& Technology,2019,35(9): 1817-1824.
[61] HONG M, WANG S L, SUN W J,et al. Effect of welding speed on microstructure and mechanical properties of selective laser melting Inconel 625 alloy laser welded joint[J]. Journal of Materials Research and Technology, 2022, 19:2093-2103.
[62] HU X A, XUE Z Y, ZHAO G L, et al.Laser welding of a selective laser melted Ni-base superalloy: Microstructure and high temperature mechanical property[J]. Materials Science and Engineering:A,2019,745:335-345.
[63] ZHANG Y, HU X A, JIANG Y. The high cycle fatigue behavior of a laser-welded Ni-based alloy manufactured by selective laser melting method[J]. Journal of Materials Engineering and Performance, 2020,29(5):2957-2968.
[64] JOKISCH T, MARKO A, GOOK S,et al. Laser welding of SLM-manufactured tubes made of IN625 and IN718[J]. Materials, 2019,12(18):2967.
[65] BRUNNER-SCHWER C, SIMON-MUZAS J, BIEGLER M, et al. Laser welding of L-PBF AM components out of inconel 718[J].Procedia CIRP,2022,111:92-96.
[66]ГЊРіРі,ЭєЬЮ,ЩъШќИе,ЕШ.бЁЧјМЄЙтШлЛЏдіВФжЦдьIN718КЯН№ЕФМЄЙтКИНгадФм[J].ВФСЯШШДІРэбЇБЈ,2020,41(3):62-69.
CHANG Lili, WANG Tao, SHEN Saigang,et al. Laser welding properties of IN718 alloy prepared by selective laser melting[J]. Transactions of Materials and Heat Treatment, 2020, 41(3):62-69.
[67] KERSTENS F, CERVONE A,GRADL P. End to end process evaluation for additively manufactured liquid rocket engine thrust chambers[J]. Acta Astronautica, 2021, 182:454-465.
[68] GRADL P R, PROTZ C, FIKES J, et al. Lightweight thrust chamber assemblies using multi-alloy additive manufacturing and composite overwrap[C]//AIAA Propulsion and Energy 2020 Forum.Reston, Virginia:AIAA,2020:3787.
ЃЈзЂЃЌдЮФБъЬтЃКУцЯђКНПеКНЬьН№ЪєдіВФжЦдьЙЙМўЕФКИНгММЪѕбаОПНјеЙ_ЮтЪРПЃЉ