



ЗЂВМШеЦкЃК2026-4-15 9:17:27
3DДђгЁММЪѕГіЯжгк19ЪРМЭФЉЃЌвђОпгаНќОЛГЩаЭКЭПЩГЩаЭИДдгаЮзДСуМўЕШЬиЕуЃЌЪмЕНбаОПШЫдБЕФЙуЗКЙизЂ[1-3]ЁЃбЁЧјМЄЙтШлЛЏММЪѕ(selective laser melting,SLM)вдДђгЁОЋЖШКЭВФСЯРћгУТЪИпЕШгХЕуЃЌвбдкКНПеКНЬьКЭЩњЮявНбЇСьгђЕУЕНгІгУ[4-5]ЁЃЕЋЭЈЙ§МЄЙтМгЙЄЕФН№ЪєВФСЯЙЙМўОпгаЖржжИДдгЮяРэЯжЯѓ[5]ЃЌЪЙН№ЪєЙЙМўдкжЦБИЙ§ГЬжаВЛПЩБмУтЕиВњЩњЧђЛЏЁЂПзЯЖКЭСбЮЦЕШШБЯнЃЌНјЖјЪЙВФСЯЕФадФмЪмЕНгАЯьЃЌМЋДѓЯожЦ3DДђгЁММЪѕдкИќЖрСьгђЕФгІгУКЭЗЂеЙЁЃLiuЕШ[6]КЭZhouЕШ[7]ЭЈЙ§ЙЄвЕCTЖдВЛЭЌФмСПУмЖШЯТSLMжЦБИTC4КЯН№ЕФФкВПШБЯнНјаабаОПЃЌЗЂЯжВФСЯФкВПГіЯжЮДШлКЯШБЯнКЭЦјПзСНжжРраЭПзЯЖШБЯнЃЌЧАепгЩгкФмСПУмЖШЕМжТЕФН№ЪєШлКЯВЛзуЃЌКѓепгЩгкГзПзЗтБеВњЩњЁЃHigashiЕШ[8]ЭЈЙ§бЁЧјМЄЙтШлЛЏММЪѕжЦБИДПютЃЌЖдШБЯнКЭОЇЬхжЏЙЙСНжжЮЂЙлНсЙЙНјааБэеїЃЌЗЂЯжГЩаЭКѓЕФютбљЦЗДцдкЮДШлКЯШБЯнМАГззДПзЯЖЃЌЭЌЪБПзЯЖТЪЫцзХМЄЙтЬхЛ§ФмСПУмЖШЕФдіМгЖјМѕаЁЁЃGhamarianЕШ[9]ЭЈЙ§гХЛЏЭГМЦЗНЗЈбаОПЩЈУшЫйЖШЖдSLMжЦБИВЛатИжСуМўжаЦјПзПеМфЗжВМЕФгАЯьЃЌНсЙћБэУїЃЌЭЈЙ§НЕЕЭЩЈУшЫйЖШЃЌЦјПзЕФПеМфЗжВМгыЭГМЦЦЋВюБфДѓЃЌЯргІЕив§Ц№ЦЃРЭадФмЖёЛЏЁЃWolffЕШ[10]ЭЈЙ§дЮЛИпЫйГЩЯёЙлВьжБНгФмСПГСЛ§ММЪѕДђгЁН№ЪєВФСЯЙ§ГЬжаПзЯЖЕФаЮГЩЃЌЬНЬжПзЯЖЕФаЮГЩЛњжЦЃЌНсЙћБэУїЃЌЕБЗлЬхППНќШлГиБпНчЪБЃЌЛсЗЂЩњВЛЭъШЋШлЛЏЯжЯѓЃЌШлГивЦЖЏКѓБпНчЕФВЛОљдШЪеЫѕв§Ц№Ф§ЙЬЕФШлГигыЮДШлЛЏЗлЬхБэУцаЮГЩПзЯЖЁЃLyЕШ[11]ЭЈЙ§дЮЛИпЫйXЩфЯпГЩЯёКЭгаЯодЊЗНЗЈЃЌЖдSLMжЦБИTC4КЯН№дкВЛЭЌЙЄвеВЮЪ§ЯТЕФЧђЛЏЯжЯѓНјаабаОПЃЌЗЂЯжШлЬхЕФЧђЛЏЪЧЛЗОГжаЦјСїЧ§ЖЏЯТЕФЮЂаЁСЃзгЗЩНІдьГЩЕФЁЃBayatЕШ[12]ЭЈЙ§гаЯодЊКЭЙЄвЕCTЕФЗНЗЈЃЌЖдГзПзШлГиЗтБеВњЩњЕФПзЯЖНјааЗжЮіЃЌЗЂЯжПзЯЖЕФаЮГЩжївЊГіЯждкОпгаНЯИпБэУцеХСІКЭНЯаЁЗДГхбЙСІЕФЧјгђЁЃСэЭтЃЌЛЙЗЂЯжПзЯЖПЩФмЦЏИЁВЂвчГівКЬЌН№ЪєЕФздгЩБэУцЛђдкШлГиФкОлНсгыЦфЫћПзЯЖвЛЦ№ГЄДѓЁЃLiЕШ[13]ЭЈЙ§ЖдSLMжЦБИTC4КЯН№НјааФЃФтЃЌЭЌбљЗЂЯжSLMжЦМўФкВПЦјПзВњЩњЕФдвђЪЧГзПзЗтБеЁЃФПЧАЖдSLMДђгЁЙ§ГЬжаВњЩњЕФШБЯнбаОПжївЊМЏжадкЭЈЙ§дЮЛЙлВьЁЂжБНгЪЕбщКЭПижЦЙЄвеВЮЪ§ЩЯЃЌЕЋПзЯЖРрШБЯнЕФВњЩњЛњжЦШдВЛУїЮњЁЃвђДЫБОЙЄзїЭЈЙ§НщЙлГпЖШЯТЕФЪ§жЕФЃФтЗжЮіКЭЙЄвЕCTЙлВьЕФЗНЗЈЃЌвдTC4КЯН№ЮЊбљБОЃЌЖдSLMДђгЁЙ§ГЬжаВњЩњЕФПзЯЖРрШБЯнЗжВМЙцТЩЁЂаЮЬЌВювьКЭВњЩњдвђНјаабаОПЃЌЯЃЭћЮЊвжжЦSLMжЦБИН№ЪєВФСЯПзЯЖШБЯнЕФВњЩњЬсЙЉРэТлВЮПМЁЃ
1ЁЂЪЕбщВФСЯгыЗНЗЈ
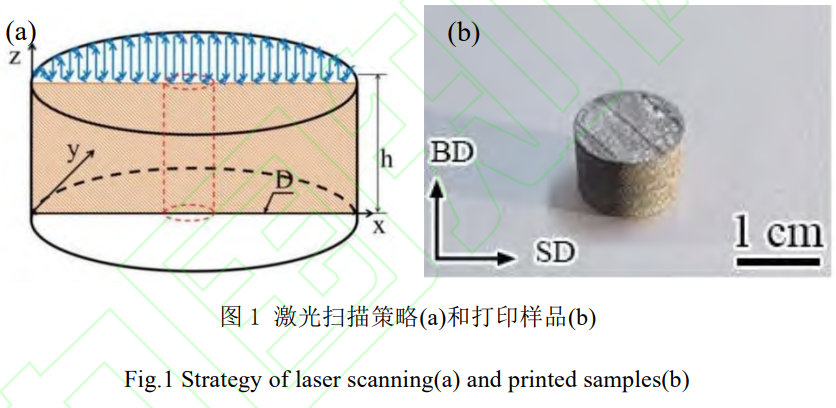
БОЙЄзїЪЙгУTC4КЯН№ЗлЬх(ЙКздЙуЖЋПЦбЇдКВФСЯбаОПЫљ)ЃЌЦфЛЏбЇГЩЗж(жЪСПЗжЪ§/%)ЮЊ:Al6.18ЃЌV4.23ЃЌFe 0.13ЃЌC 0.06ЃЌN 0.02ЃЌH 0.003ЃЌO 0.69ЃЌгрСПЮЊTiЁЃВЩгУбЁЧјМЄЙтШлЛЏЩшБИ(EOS M290)НјааДђгЁЃЌВФСЯжЦБИЙ§ГЬжаШЋГЬВЩгУыВЦјЦјЗеБЃЛЄЁЃЭМ1ЮЊМЄЙтЩЈУшВпТдКЭДђгЁбљЦЗЁЃЭМ1(a)ЮЊвдXZЦНУцЮЊОЕЯёУцЕФЖдГЦЩЈУшВпТдЃЌЭМжаDЮЊбљЦЗжБОЖЃЌhЮЊбљЦЗИпЖШЃЌЖўепОљЮЊ10mmЁЃзюжежЦЕУбљЦЗШчЭМ1(b)ЫљЪОЃЌЦфжадВжљбљЦЗИпЖШЗНЯђЮЊДЙжБДђгЁЗНЯђ(building direction,BD),ЫЎЦНЗНЯђЮЊбиДђгЁЗНЯђ(scanning direction,SD)ЁЃЪЙгУЩЈУшЕчОЕ(JSM-7800F)ЖдTC4КЯН№ЕФЮЂЙлаЮУВНјааБэеїЁЃИљОнАЂЛљУзЕТЖЈТЩЃЌЪЙгУОЋУмЕчзгЬьшв(ESJ200-4)ВтСПВЂМЦЫуЫљжЦВФСЯЕФжТУмЖШЃЌВтСП10ДЮШЁЦфЦНОљжЕЁЃН№ЯрзщжЏдкН№ЯрЯдЮЂОЕ(OLYMPUS-GX71аЭ)ЯТЙлВьЃЌИЏЪДНщжЪЪЧHF:HNO3:H2O=2:7:1(ЬхЛ§БШ)ЛьКЯЫсШмвКЁЃВЩгУЙЄвЕCT(AX-2000аЭ)ЖдбљЦЗФкВПЕФШБЯнНјааБэеїЃЌЙлВьФкВПШБЯнЕФЗжВМЧщПіЃЌЩЈУшЕчбЙ100kVЃЌЕчСї30μAЃЌЦиЙтЪБМф1000msЁЃ
2ЁЂФЃаЭНЈСЂ
2.1ЗлФЉДВЕФНЈСЂ
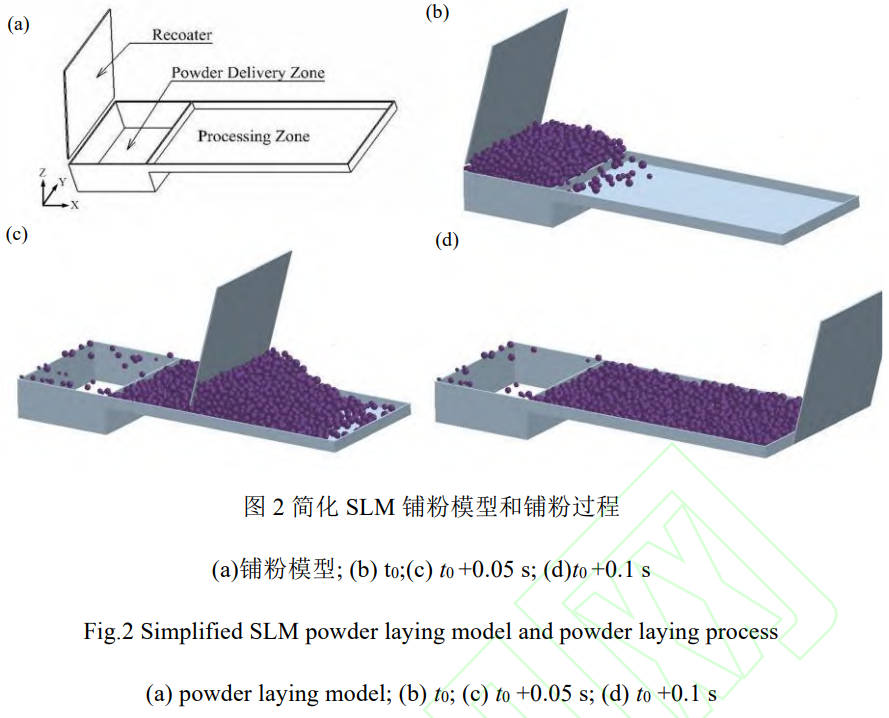
SLMжЦМўЕФГЩаЭМЏжадкМгЙЄЧјЃЌЕЋЫЭЗлЧјжаЗлЬхЕФЦЬЗХжЪСПЭЌбљгАЯьЗлЬхМфЕФЕМШШКЭШлЬхЖЏСІбЇЃЌВЂзюжегАЯьSLMжЦМўЕФжЪСПЁЃвђДЫЃЌИљОнSLMМгЙЄЙ§ГЬНЈСЂвЛжжМђЛЏЦЬЗлДВФЃаЭЃЌШчЭМ2ЫљЪОЁЃИУФЃаЭгЩ3ВПЗжзщГЩЃЌЗжБ№ЮЊЦЬЗлАхЁЂЫЭЗлЧјКЭМгЙЄЧјЁЃЛљгкSLMЪЕМЪЦЬЗлЙ§ГЬжаЕФЮяРэЯжЯѓЃЌЮЊзМШЗЛЙдЫЭЗлЙѕКЭЗлЬхжЎМфЕФЯрЛЅзїгУЃЌБОЙЄзїЭЈЙ§РыЩЂдЊЗЈ(discrete element methodЃЌDEM)НЈСЂЦЬЗлЙ§ГЬЁЃШчЭМ2(b)ЫљЪОЃЌЯШбЁШЁКЭЪЕМЪЦЬЗлВЮЪ§ЯрЭЌЕФВЮЪ§ЃЌдкЫЭЗлЧјВЩгУТфгъЗЈЩњГЩгыЪЕМЪTC4КЯН№ЗлЬхОпгаЯрЭЌЦНОљСЃОЖ(30μm)ЧвЗћКЯе§ЬЌЗжВМЕФН№ЪєЗлЬх(ЩшЖЈДЫЪБЕФЪБМфНкЕуЮЊ t 0 )ЃЌЫцКѓЫЭЗлЧјЕзАхЩЯЩ§ЃЌЙЮАхвд10mm/sЕФЫйЖШЯђXе§ЗНЯђНјааЦЬЗл(t0+0.05sЃЌЭМ2(c))ЁЃЦЬЗлНсЪјКѓЃЌНЋМгЙЄЧј(ЭМ2(d))ЫљгаЗлЬхЕФПеМфзјБъКЭжБОЖЕМГіЃЌгУгкКѓајНјааМЄЙтЗлФЉДВШлЛЏФЃФтЁЃ
2.2ШлГиФЃаЭЕФНЈСЂ
SLMЙ§ГЬжаАќКЌжкЖрЮяРэЯжЯѓ,ШчИДдгЕФДЋШШДЋжЪЙ§ГЬКЭН№ЪєЗлФЉШлЛЏФ§ЙЬЕФЯрБфЯжЯѓЕШ,етаЉЖМНЋЖдSLMжЦМўЕФГЩЦЗжЪСПВњЩњгАЯьЁЃЭЈЙ§гаЯоЬхЛ§ЗЈЖд SLMЕФДђгЁЙ§ГЬНјааЛЙд,ашвЊЖдФЃаЭНјааМђЛЏ,НјЖјЕУЕНКЯРэЁЂзМШЗЧвОпгаНЯИпМЦЫуаЇТЪЕФФЃаЭЁЃвђДЫЖдФЃФтЙ§ГЬжазівдЯТМйЩш:(1)Н№ЪєШлЬхВЛПЩбЙЫѕ;(2)Н№ЪєШлЬхжЛЗЂЩњВуСї;(3)Н№ЪєСїЬхЮЊХЃЖйСїЬхЁЃИљОнвдЩЯМйЩш,СїЬхСІбЇФЃаЭТњзуПижЦЗНГЬЁЂЖЏСПЗНГЬКЭФмСПЗНГЬ,ШчЪН(1)ЁЋ(3)ЫљЪО [14]ЁЃ

ЪНжа: ∇ЮЊ NablaЫузг; ρЮЊСїЬхУмЖШ; UЮЊСїЖЏЫйЖШ, m/s; m sl КЭ m ls ЮЊФ§ЙЬТЪКЭШлЛЏТЪ, m sl = β sl ρ s α s (T − T 1 ) /T 1 , m ls = β ls ρ 1 α 1 (T − T s ) /T s ,Цфжа β sl КЭ β ls ЗжБ№ЮЊШлЛЏЯЕЪ§КЭФ§ЙЬЯЕЪ§, α s КЭ α l ЗжБ№ЮЊвКЬЌКЭЙЬЬЌЬхЛ§ЗжЪ§, ρ s КЭ ρ 1 ЗжБ№ЮЊЙЬЬЌКЭвКЬЌУмЖШ, kg/m 3; TЁЂT s КЭ T 1 ЗжБ№ЮЊСїЬхЮТЖШЁЂФ§ЙЬЮТЖШКЭШлЛЏЮТЖШ, K; tЮЊЪБМф, s; P'ЮЊбЙСІ, Pa; gЮЊжиСІМгЫйЖШ; μЮЊ№ЄЖШ, Pa ⋅ s; C p ЮЊБШШШШн, J/(kg ⋅ K); kЮЊШШЕМТЪ, W/ (m ⋅ K); P M ЮЊзлКЯПМТЧSLMЙ§ГЬжаЕФК§зДЧјСїЖЏзшСІ (F M )ЁЂБэУцеХСІ (F S )ЁЂТэРМИъФсСІ (F Ma )КЭЗДГхбЙСІ (F R )ЖдШлЬхСїЖЏЕФЖЏСПгАЯьЃЌШчЪН(4)~(7)ЫљЪОЁЃ


ЪНжа: iЮЊзуЙЛаЁЕФаЁЪ§; A mush ЮЊК§зДЧјГЃЪ§; σЮЊБэУцеХСІ, N/m; kЮЊНчУцЧњТЪ; nЮЊЗНЯђЯђСП; P 0 ЮЊБЅКЭеєЦћбЙ, Pa; L V ЮЊеєЗЂьЪ, J; T V ЮЊеєЗЂЮТЖШ, K; RЮЊЦјЬхГЃЪ§ЁЃ
S H ЮЊзлКЯПМТЧ SLMЙ§ГЬжаЕФФмСПгАЯь,АќРЈШШЖдСї (S C )ЁЂШШЗјЩф (S R )КЭеєЗЂШШСПЫ№ЪЇ (S V ),ШчЪН(8)ЁЋ(10)ЫљЪОЁЃ
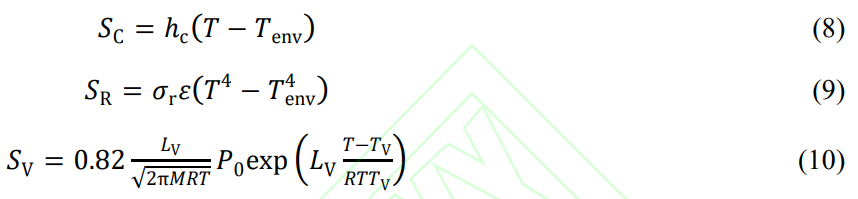
ЪНжа: h c ЮЊШШДЋЪфЯЕЪ§; T env ЮЊВЮПМЮТЖШ, K; σ r ЮЊВЃЖћзШТќГЃЪ§; εЮЊЗЂЩфТЪ; MЮЊФІЖћжЪСПЁЃ
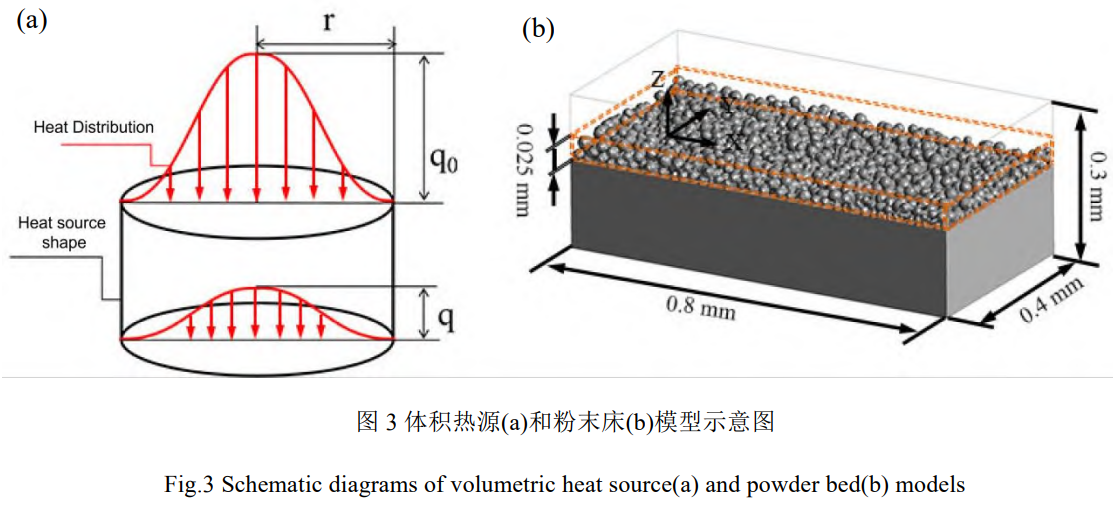
вЦЖЏШШдДЪЧдіВФжЦдьЙ§ГЬФЃФтЕФвЛИіживЊВПЗжЁЃЗлФЉДВШлЛЏЙ§ГЬжа,МЄЙтееЩфдкН№ЪєЗлЬхЩЯ,ДѓВПЗжЕФЙтзгЛсБЛЗДЩф(жБНгЗДЩфЛђЗлЬхМфЗДЩф),ЪЙМЄЙтФмСПГіЯжвЛЖЈЫ№КФЁЃГЃМћЕФШШдДФЃаЭгаУцШШдДКЭЬхШШдДЕШ,БОЙЄзїВЩгУ APG4ШШдДгааЇИДЯж SLMЙ§ГЬ [15],БэДяЪНШчЪН(11)ЫљЪО,ШШдДФЃаЭШчЭМ 3(a)ЫљЪОЁЃ

ЪНжа: q 0 ЮЊМЄЙтШШСП, J; rЮЊМЄЙтгааЇАыОЖ, m; pЮЊМЄЙтЙІТЪ, W; AЮЊМЄЙтЮќЪеЯЕЪ§; CЮЊМЄЙтгАЯьЩюЖШ,mЁЃНЋИљОнЭМ 2(d)ЕМГіЕФЗлЬхжБОЖКЭПеМфзјБъЕуЭЈЙ§ FLUENTздДјЕФ UDFЙІФмГѕЪМЛЏжСМЦЫугђФк,ШчЭМ 3(b)ЫљЪОЁЃМЦЫугђЮЊ 0.8 mm × 0.4 mm × 0.3 mmЕФе§ЗНЬх,ЭјИёГпДчЮЊ 3μmЕФе§ЗНЬхЁЃФЃФтЦјЗеЮЊыВЦј,ФЃФтЙ§ГЬЮЊМЄЙтЕЅВуЫЋЕРДЮДђгЁЁЃдкДђгЁЦНУц(X YУц),ДгзјБъдЕуЯђ Xжсе§ЗНЯђвЦЖЏжСЗлФЉДВБпдЕЪБЯђ Yжсе§ЗНЯђдЫЖЏ 100 μm,дйЯђ XжсИКЗНЯђНјааЕк 2ЕРДЮДђгЁЁЃбЁдёЛљгкбЙСІЛљЕФ PISOЧѓНтЦї,ФЃФтЪБМфВНГЄЮЊ 1 × 10 −8 s,УПЪБМфВНФкЕќДњМЦЫу 20ДЮЁЃБОЙЄзїбЁгУЕФTC4КЯН№ВЮЪ§ [14,16−17]КЭSLMЙЄвеВЮЪ§ЗжБ№ШчБэ 1ЁЂ2ЫљЪОЁЃ
Бэ1TC4КЯН№ЮяадВЮЪ§[14,16-17]
Table 1 Physical properties of TC4 alloy[14,16-17]
| Solidus temperature/°C | Liquidus temperature/Ёц | Boilling temperature/°C | Surface tension/ (N·m-1) | Thermal conductivity/ (W·m-1·K-1) |
| 1877 | 1923 | 3313 | 1.4 | 33.4 |
| Dynamic | Latent heat of | Density(1923°C)/ | Density(25°C)/ | Boltzmann constant |
| viscosity/(Pa·s) | fusion/(J·kg-1) | (kg·m-3) | (kg·m-3) | |
| 0.005 | 286000 | 3682 | 4420 | 5.67x10-8 |
Бэ2SLMЙЄвеВЮЪ§
Table 2 Process parameters of SLM
| Power/W | Scanning speed/(m·s-l) | Diameter of lase/μm | Radiance |
| 280 | 1.4 | 100 | 0.2 |
3ЁЂНсЙћгыЬжТл
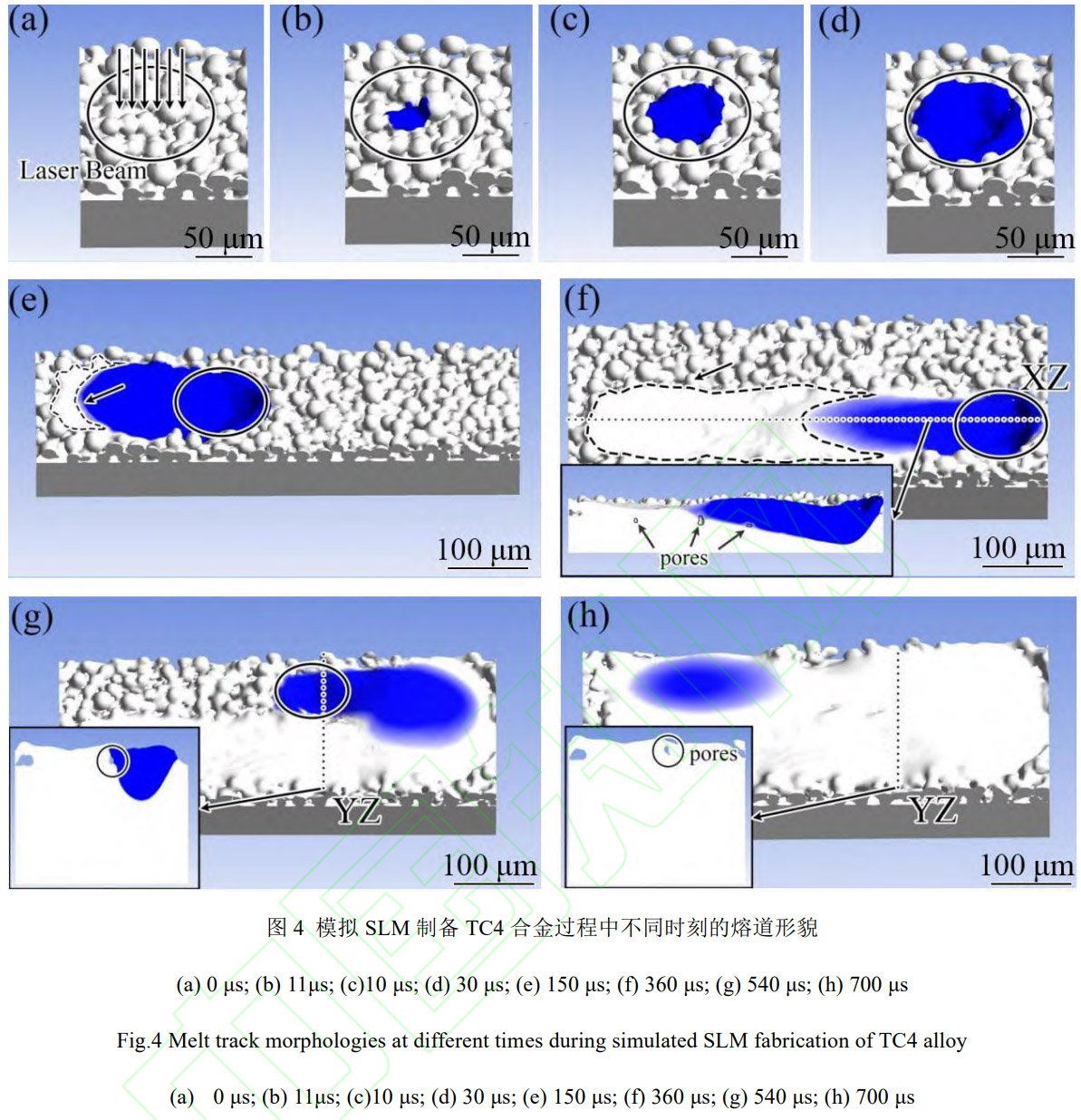
ЭМ4ЮЊФЃФтSLMжЦБИTC4КЯН№Й§ГЬжаВЛЭЌЪБПЬЕФШлЕРаЮУВЁЃПЩвдЗЂЯжЃЌдкДђгЁЕФГѕЪМНзЖЮ(ЭМ4(a)~(d))ЃЌН№ЪєЗлЬхЪмЕНМЄЙтМгШШКѓЃЌМЄЙтжааФЕФЗлЬхТЪЯШШлЛЏаЮГЩШлГиЃЌЫцзХЪБМфбгГЄШлГиГпДчж№НЅдіМгЃЌаЮзДНгНќдВаЮЁЃдк30μsЪБЃЌШлГиГпДчНгНќМЄЙтжБОЖ100μmЃЌДЫЪБШлГиБэУцЪмЕНеєЦћЗДГхбЙСІЕФзїгУГіЯжАМЯнЁЃдкМЄЙтГжајДђгЁЙ§ГЬжаЃЌШлГиГЄЖШж№НЅдіМгЃЌЧвТЪЯШШлЛЏЕФН№ЪєШлЬхПЊЪМФ§ЙЬ(ЭМ4(e)ащЯпЧјгђ)ЁЃдквбФ§ЙЬВФСЯКЭШлГиЙ§ЖЩЧјгђГіЯжК§зДЧј(ЭМ4(e)М§ЭЗ)ЃЌжЄУїН№ЪєШлЬхЕФФ§ЙЬЪзЯШГіЯждкдЖРыМЄЙтАпЕувЛВрЃЌЧвЫцзХМЄЙтЕФМЬајвЦЖЏЃЌФ§ЙЬЧјгђж№НЅдіМг(ЭМ4(f)ащЯпЧјгђ)ЁЃЭМ4(f)зѓЯТНЧИНЭМЮЊXZУцЕФНиУцЭМЃЌЗЂЯждкШлЕРФкВПГіЯжЧђаЮПзЯЖ(М§ЭЗ)ЁЃдкНјааЕк2ЕРДЮДђгЁЪБЃЌЭЌбљОРњЩЯЪіЕФШлЛЏКЭФ§ЙЬЙ§ГЬЃЌЮЊЪЙШлЕРМфаЮГЩСМКУЕФвБН№НсКЯЃЌМЄЙтЭЈГЃЛсНЋЧА1ЕРДЮЕФВПЗжВФСЯШлЛЏ(ЭМ4(g))ЁЃЕБЕк2ЕРДЮЩЈУшНсЪјКѓЃЌМЄЙтФмСПЯћЪЇЃЌШлЬхж№НЅФ§ЙЬ(ЭМ4(h))ЁЃдкВФСЯБэУцЃЌвбФ§ЙЬВПЗжЮДГіЯжУїЯдЕФШлКЯВЛСМЯжЯѓЃЌЕЋдкМЄЙтЩЈУшЙ§ГЬжаШлЕРМфЯЖГіЯжСЫвьаЮПзЯЖШБЯн(ЭМ4(h)зѓЯТНЧИНЭММ§ЭЗ)ЁЃ
ЮЊбаОПШлЕРФкВПЧђаЮПзЯЖВњЩњЕФдвђЃЌЭМ5ИјГіФЃФтSLMжЦБИTC4КЯН№Й§ГЬжаВЛЭЌЪБПЬXZНиУцЮТЖШГЁЗжВМЭМЁЃПЩвдПДГіЃЌШлГижааФЕФЮТЖШзюИпЃЌШлГиЩюЖШЗНЯђКЭМЄЙтЩЈУшЕФЗДЗНЯђЮТЖШж№НЅНЕЕЭЃЌЧвЫцзХМЄЙтЕФвЦЖЏЃЌвбЩЈУшЕФЧјгђЮТЖШж№НЅНЕЕЭЃЌЧвЮТЖШВюбИЫйМѕаЁЁЃСэЭтЃЌдкДђгЁЙ§ГЬжа(ЭМ5(a)ЃЌ(b))ЃЌШлГигыН№ЪєЗлЬхНгДЅаЮГЩПзЯЖЁЃЕБШлГивЦЖЏКѓЃЌИУПзЯЖГіЯждкШлГиФкВП(ЭМ5(c)М§ЭЗ)ЃЌВЂГіЯжЯђМЄЙтЩЈУшЗДЗНЯђШлГиБпдЕдЫЖЏЕФЧїЪЦ(ЭМ5(d))ЁЃЕБШлГиМЬајвЦЖЏЃЌВЛНіГіЯжПзЯЖвчГіШлГиЕФЯжЯѓ(ЭМ5(e)М§ЭЗ)ЃЌЖјЧвЛЙгаПзЯЖдкШлГиБэУцФ§ЙЬЧАЮДвчГіШлГиЃЌЪЙВФСЯФкВПаЮГЩЦјПз(ЭМ5(e)ЃЌ(f)дВШІ)ЕФЯжЯѓЁЃетЪЧвђЮЊЃЌШлГиж№НЅЯђН№ЪєЗлЬхНгНќЕФЙ§ГЬжаЃЌН№ЪєШлЬхБэУцЕФеєЦћбЙИпЃЌЗлЬхБэУцЕФеєЦћбЙЕЭЃЌИљОнПЊЖћЮФРэТл [17](МћЪН(12))ЃЌЦјЬхОлМЏдквКЙЬНчУцДІЃЌдкШлГивЦЖЏЙ§ГЬжаЃЌВПЗжУЛгавчГіЕФЦјЬхОЭБЛАќЙќдкШлГижаЁЃЮФЯз[8]жИГіЃЌЦјПзЕФВњЩњдђЪЧвђЮЊЃЌЗлЬхМфЯЖЕФЦјЬхдкШлГиВЈЖЏЕФгАЯьЯТНјШыШлГиЃЌдкФ§ЙЬКѓЮДРДЕУМАвчГіЫљдьГЩЕФЁЃ
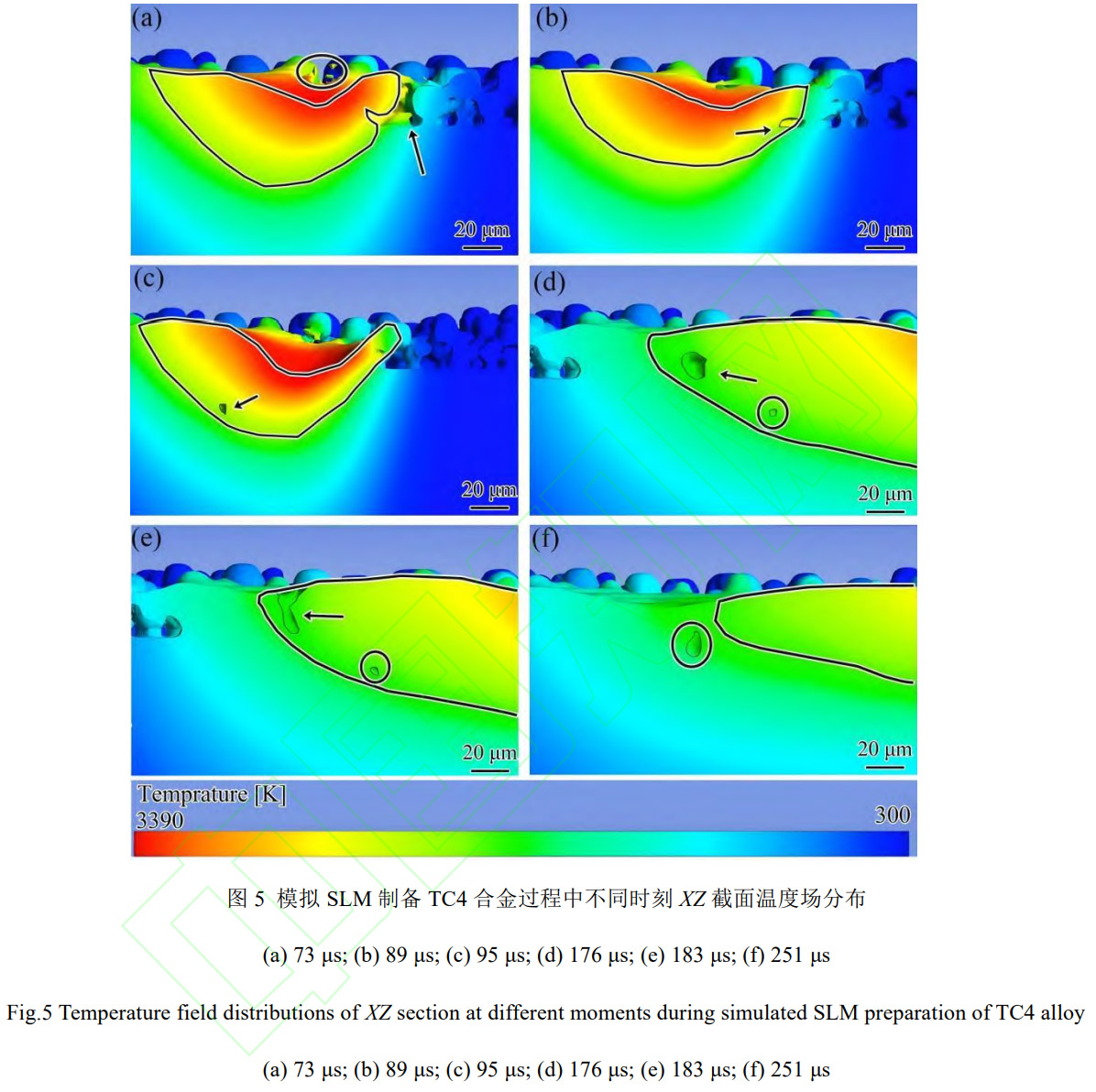

ЪНжа:γЮЊБэУцеХСІЃЌN/m; V m ЮЊвКЬхЕФФІЖћЬхЛ§;rЮЊШлЬхЕФАыОЖЁЃ
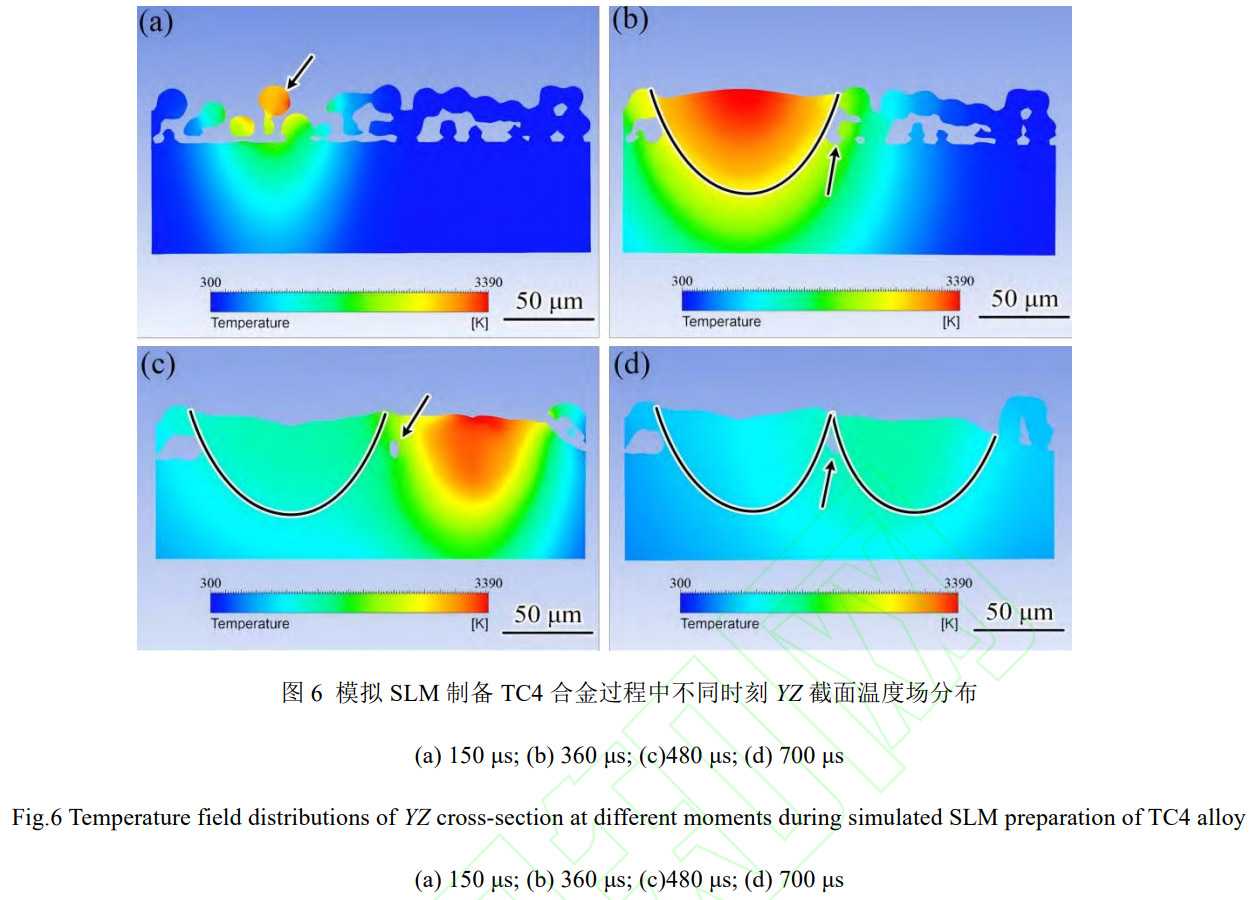
ЮЊбаОПШлЕРМфвьаЮПзЯЖВњЩњЕФдвђЃЌЭМ 6ИјГі SLMжЦБИ TC4КЯН№Й§ГЬжаВЛЭЌЪБПЬ YZНиУцЮТЖШГЁЗжВМЭМЁЃПЩвдЗЂЯжЃЌYZНиУцЮТЖШГЁЗжВМгыXZНиУцЯрЭЌЁЃдкЕк2ЕРДЮДђгЁЪБЃЌЮТЖШГЁГЪЯжНзЬнзДЗжВМЃЌМДППНќМЄЙтЪјжааФДІЕФШлЕРЮТЖШИпЃЌдЖРыМЄЙтЪјДІЕФШлЬхЮТЖШЕЭЁЃдкЕк1ЕРДЮДђгЁЙ§ГЬжаЃЌМЄЙтНгНќНиУцЪБВФСЯЮТЖШж№НЅЩ§ИпЃЌШлЕРжааФЕФЗлЬхТЪЯШШлЛЏ(ЭМ6(a)М§ЭЗ)ЃЌЕБМЄЙтАпЕуЭъШЋЩЈУшНиУцКѓЃЌШлЕРФкЕФЗлЬхЭъШЋШлЛЏВЂгыЛљЬхаЮГЩвБН№НсКЯЃЌЕЋДЫЪБШлЕРНчУцДІКЭН№ЪєЗлЬхаЮГЩвЛИівьаЮПзЯЖ(ЭМ6(b)М§ЭЗ)ЁЃдкЕк2ЕРДЮДђгЁЙ§ГЬжаЃЌШлЬхдкжиСІЕФзїгУЯТж№НЅЬюВЙИУПзЯЖ(ЭМ6(c)М§ЭЗ)ЃЌЕЋДЫЪБШлЕРМфЕФЮТЖШНЯЕЭЧвЗжВМВЛОљдШЃЌШлЬх№ЄЖШдіМгЃЌЦЬеЙФмСІНЯШѕЃЌЪЙШлЕРМфЯЖЕФПзЯЖЮДБЛШлЬхЬюТњЃЌзюжеаЮГЩвьаЮПзЯЖ(ЭМ6(d)М§ЭЗ)ЁЃ
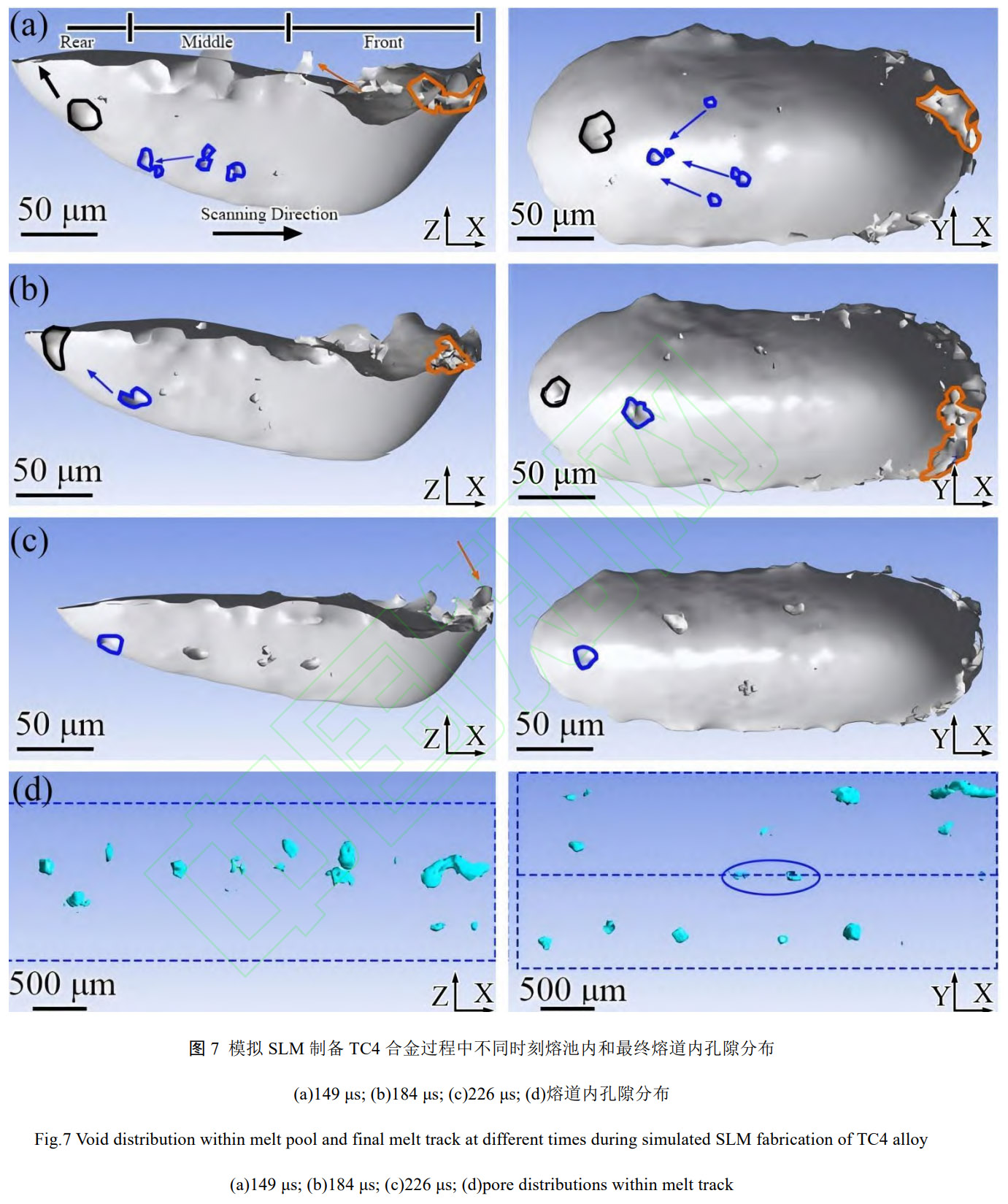
ЮЊНјвЛВНбаОППзЯЖаЮГЩдвђЃЌЖдВЛЭЌЪБПЬШлГиФкПзЯЖЕФШ§ЮЌЗжВМНјааЙлВьЁЃЭМ7ЮЊФЃФтSLMжЦБИTC4КЯН№Й§ГЬжаВЛЭЌЪБПЬШлГиФкПзЯЖКЭзюжеШлЕРФкПзЯЖЗжВМЁЃВЮПМЮФЯз[18]ЃЌБОЙЄзїНЋt=149μsЕФШлГиЗжЮЊФЉЖЮЁЂжаЖЮКЭЧАЖЮ3ИіВПЗж(ЭМ7(a1))ЁЃПЩжЊЃЌДЫЪБШлГиФкВПГіЯжДѓаЁВЛвЛЕФПзЯЖЃЌЦфжаКкЩЋБпПђПзЯЖж№НЅЯђШлГиФЉЖЫдЫЖЏЃЌРЖЩЋБпПђПзЯЖЯђШлГижааФдЫЖЏЁЃНсКЯЭМ5ЃЌ6ЮТЖШГЁНсЙћЃЌШлГиФкДцдкНЯДѓЕФЮТЖШЬнЖШЃЌШлЬхдђЧїЯђгкЯђЕЭЮТЕФШлГиЩюЖШЗНЯђвЦЖЏ [8]ЃЌИУЯжЯѓПЩФмЪЙЦјПзБЛЭЦжСШлГижааФДІЁЃдк184 μsЪБ(ЭМ7(b1))ЃЌШлГиФЉЖЮБпдЕГіЯжЕФКкЩЋПзЯЖвчГіШлГиЃЌШлГижаЖЮЕФаЁПзЛуОлдкШлГижаЖЮБфЮЊДѓПзЃЌИУЯжЯѓгыЮФЯз[19]НсЙћЯрЭЌЁЃИљОнЧАЮФЫљЪіЃЌШлГиБэУцеєЦћбЙЪЙШлГиЧАЖЫБпНчГіЯжПзЯЖ(ГШЩЋПђДІ)ЁЃЕЋетаЉЦјПзвЛВПЗжЛсвчГіШлГиЃЌСэвЛВПЗжПЩФмЛсБЃСєдкШлГиФкВПЁЃдк226μsЪБ(ЭМ7(c1))ЃЌРЖЩЋБпПђЦјЬхгыШлГиФЉЖЫБпНчНгДЅЃЌМДЫцзХВФСЯЕФФ§ЙЬЃЌЦјЬхБЛСєдкВФСЯФкВПаЮГЩПзЯЖЁЃСэЭтгаВПЗжШлЬхвчГіШлГиЕФЯжЯѓ(ЭМ7(c1)ГШЩЋМ§ЭЗ)ЃЌетЪЧвђЮЊдкШлГиВЈЖЏЪБЃЌБэУцеХСІКЭеєЦћЗДГхбЙСІГіЯжЪЇКтЫљжТ[20]ЁЃЕБШлЬхЭъШЋФ§ЙЬКѓЃЌШлЕРФкВПжївЊГіЯжРрЧђаЮПзЯЖЃЌШлЕРМфГіЯжвьаЮПзЯЖ(ЭМ7(d2)дВШІ)ЁЃ
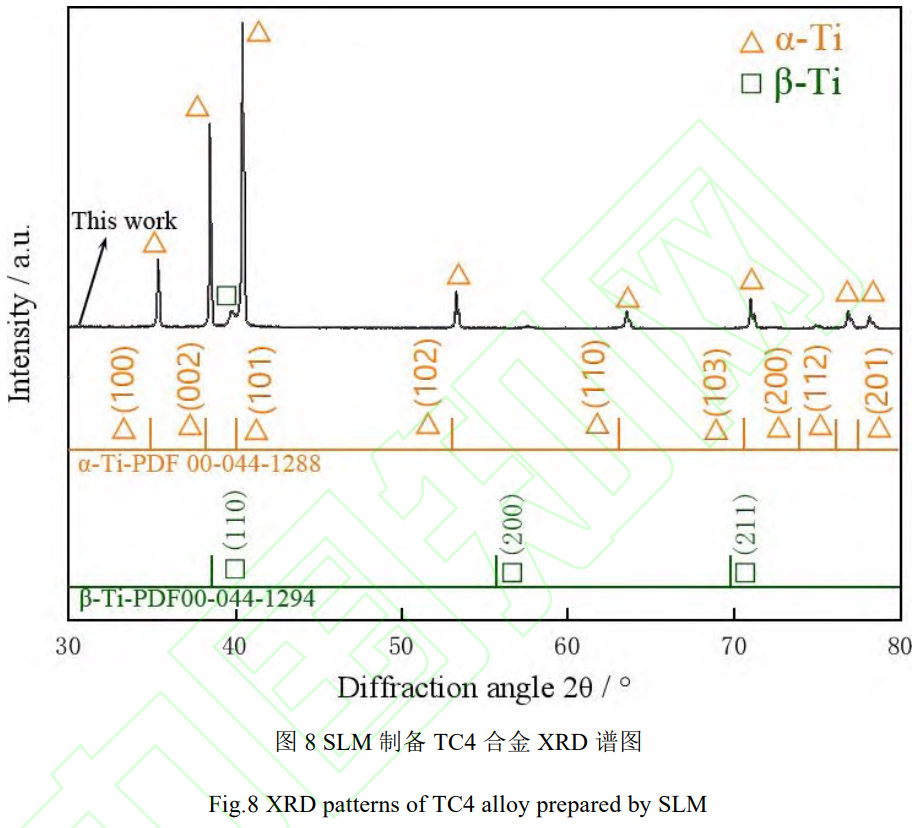
ЭМ8ЮЊSLMжЦБИTC4КЯН№ЕФXRDЦзЭМЃЌЭЌЪБЭМжаИјГіСЫБъзМα-Ti(PDF00-044-1288)КЭβ-Ti(PDF00-044-1294)ВЛЭЌОЇУцЖдгІЕФНЧЖШЁЃПЩжЊЃЌSLMжЦБИЕФTC4КЯН№ГіЯжДњБэα-TiЕФ(100)ЁЂ(002)ЁЂ(101)ЁЂ(102)ЁЂ(110)ЁЂ(103)ЁЂ(112)КЭ(201)ОЇУцКЭβ-TiЕФ(110)ОЇУц[21-23]ЃЌЖјЮДГіЯжα'-TiЁЃетЪЧвђЮЊЃЌSLMжЦБИTC4КЯН№Й§ГЬжаДцдкМЋИпЕФЮТЖШЬнЖШКЭМЋПьЕФРфШДЫйЖШЃЌβ-TiзЊБфЮЊα-TiЕФЙЬЬЌЯрБфЮоЗЈЮШЖЈНјааЃЌЖјЪЧЗЂЩњТэЪЯЬхЯрБфаЮГЩα'-TiЯрЃЌЕЋα-TiКЭα'-TiОпгаЯрЭЌФОЇИёВЮЪ§ЃЌвђДЫКмФбЭü§ЪЖБ№бмЩфЗхШЗЖЈСНепЕФВювьЁЃSLMжЦБИTC4КЯН№жаЮДДѓСПГіЯжДњБэβ-TiЯрЕФОЇУцПЩФмЪЧвђЮЊSLMжЦБИЕФTC4бљЦЗжаβ-TiКЌСПдЖаЁгкα'-TiКЭα-TiЯр,Лђβ-TiЕФКЌСПЕЭгкXRDЕФМьВтЯТЯоЁЃдкXRDЦзЭМжаЮДЗЂЯжДњБэН№ЪєбѕЛЏЮяЕФбмЩфЗхЃЌЫЕУїдкSLMЙ§ГЬжаTC4КЯН№ЮДГіЯжбѕЛЏЗДгІЃЌвђДЫУЛгаЩњГЩбѕЛЏЮяМадгШБЯнЁЃ
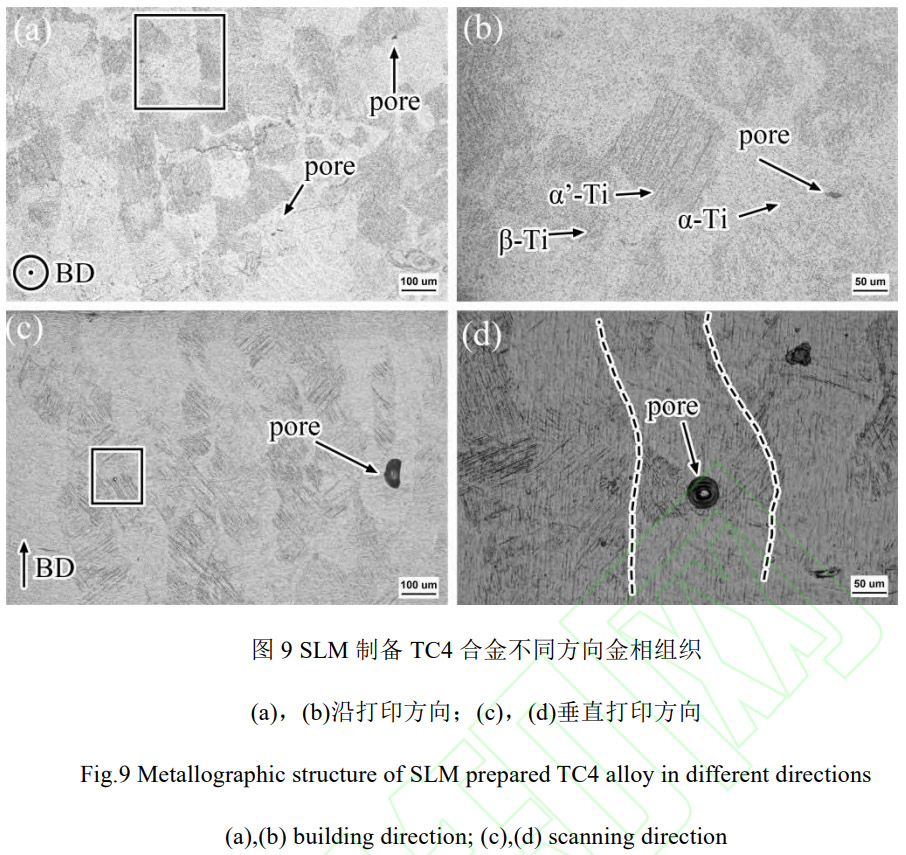
ЭМ9ЮЊTC4КЯН№ДЙжБДђгЁЗНЯђКЭЦНааДђгЁЗНЯђЕФН№ЯрзщжЏЁЃПЩвдПДГіЃЌСНИіЗНЯђЕФзщжЏОљгЩеызДa'-TiЯрЁЂα-TiЯрКЭβ-TiЯрзщГЩЃЌИУЯжЯѓгыXRDНсЙћЯрЭЌЁЃбиДђгЁЗНЯђЕФОЇСЃЮЊНЯаЁЕФЕШжсОЇЃЌДЙжБДђгЁЗНЯђЕФОЇСЃЮЊжљзДОЇЃЌЧвжљзДОЇЗНЯђгыДЙжБДђгЁЗНЯђЯрЭЌЁЃетЪЧвђЮЊЃЌдкМЄЙтдіВФжЦдьЕФж№ВуМгЙЄЙ§ГЬжаЃЌбиДђгЁЗНЯђдкИпФмМЄЙтЩЈУшЯТвКЬЌН№ЪєПьЫйШлЛЏФ§ЙЬЃЌЪЙОЇСЃБфЮЊЯИаЁЕШжсОЇ[22]ЃЌЖјдкДЙжБДђгЁЗНЯђДцдкМЋИпЕФЮТЖШЬнЖШЃЌОЇСЃЕФЩњГЄЗНЯђЦЋгкЯђИпЮТЗНЯђЩњГЄЃЌвђДЫГіЯжSLMжЦМўдкДђгЁЗНЯђЩЯОЇСЃГпДчЕФВювьадЁЃетжжОЇСЃШЁЯђЩЯЕФВювьЪЙВФСЯЕФадФмвВЭЌбљДцдкЗНЯђадЁЃдкбиДђгЁЗНЯђЃЌВФСЯФкВПГіЯжРрЧђаЮПзЯЖШБЯн(ЭМ9(a)М§ЭЗ)КЭГпДчКмаЁЕФвьаЮПзЯЖ(ЭМ9(b)М§ЭЗ)ЁЃдкДЙжБДђгЁЗНЯђЕФВФСЯФкВП(ЭМ9(c)М§ЭЗ)ЃЌВЂЮДГіЯжДђгЁВуМфНсКЯВЛСМЯжЯѓЃЌЖјЪЧГіЯжгыФЃФтНсЙћЯрЭЌЕФАыЧђзДвьаЮПзЯЖКЭШлЕРФкВПЕФдВаЮПзЯЖ(ЭМ9(d)М§ЭЗ)ЁЃ
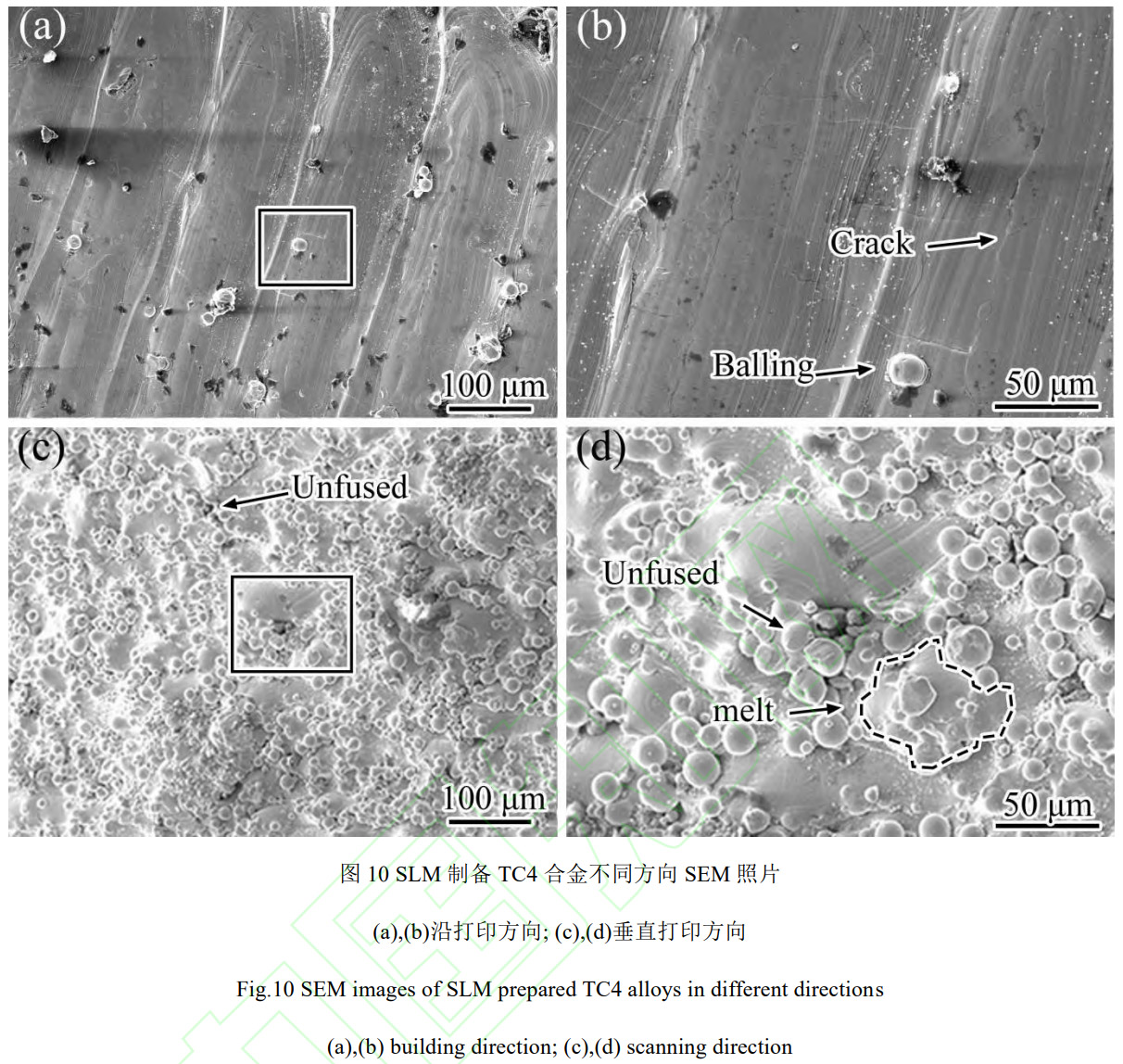
ЭМ10ЮЊSLMжЦБИTC4КЯН№ВЛЭЌЗНЯђSEMееЦЌЁЃПЩвдПДГіЃЌбиДђгЁЗНЯђЕФШлЕРЦНжБЭъећ(ЭМ10(a))ЃЌЗХДѓЭМ(ЭМ10(b))жаШлЕРМфДюНгСМКУ(ЭМ10(b)М§ЭЗ)ЃЌЮДГіЯжПЊСбКЭШлКЯЯжЯѓЃЌгыФЃФтНсЙћЯрЭЌЁЃШчЭМ10(c)ЫљЪОЃЌдкДЙжБДђгЁЗНЯђЃЌВФСЯБэУцГіЯжеГЗлЯжЯѓЃЌНсКЯФЃФтНсЙћПЩжЊЃЌдкМЄЙтЕФзїгУЯТШлЕРЮТЖШНЯИпЃЌЪЙШлЕРгыЗлЬхЗЂЩњЩеНсЁЃДгЗХДѓЭМ(ЭМ10(d))ПЩвдЗЂЯжЃЌДЙжБДђгЁЗНЯђЕФВФСЯБэУцГЪЯжУїЯдЕФСлЦЌзДЃЌетЪЧгЩгкШлЬхдкжиСІЕФзїгУЯТЕФЦЬеЙдьГЩЃЌетжжСлЦЌзДШлЬхЯрЛЅЕўМгМДПЩаЮГЩБэУцЕФЮДШлКЯШБЯн[23]ЁЃ
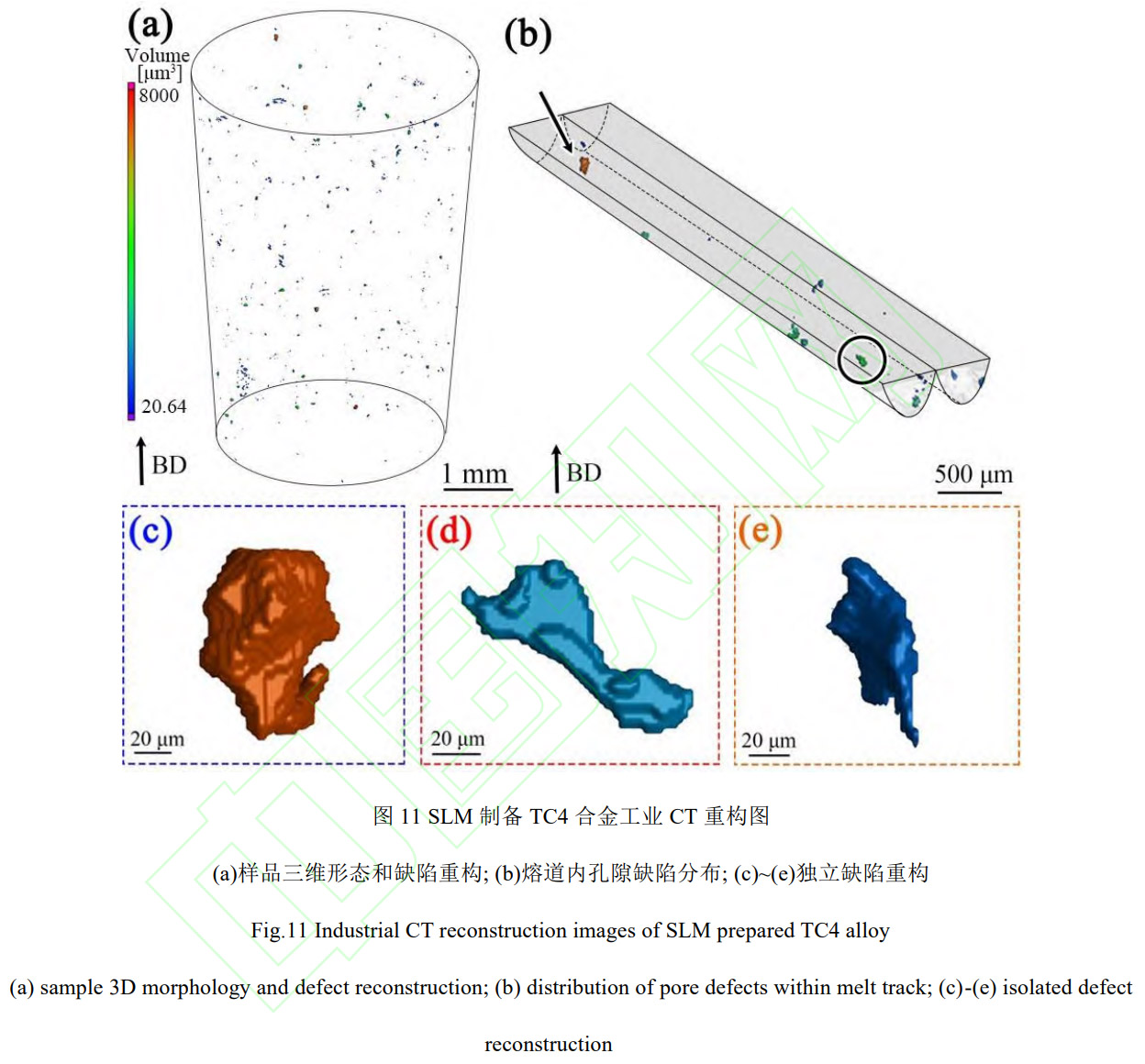
ЭМ11ЮЊSLMжЦБИЕФTC4бљЦЗЙЄвЕCTжиЙЙЭМЁЃДгЭМ11(a)ПЩвдПДГіЃЌдкВФСЯФкВПЃЌГіЯжгыЮФЯз[24]ВЛЭЌЕФЪЕбщНсЙћЃЌTC4КЯН№ФкВПШБЯнЗжВМНЯЮЊОљдШЃЌВЂЮДГіЯжЫцДђгЁИпЖШЕФдіМгВФСЯФкВПШБЯнЪ§СПдіМгЕФЯжЯѓЁЃетПЩФмЪЧгЩгкTC4КЯН№БОЩэЕФШШЮяадЛђЙЄвеВЮЪ§ЫљжТЁЃЙЄвЕCTжиЙЙЭМВЂЮДЗЂЯжУїЯдСбЮЦЃЌдвђЪЧгЩгкБОЙЄзїЫљжЦБИЕФTC4КЯН№ФкВПЕФСбЮЦНЯЩйЛђЪмЯогкЙЄвЕCTЕФМьВтЯТЯоЃЌФбвдНЋСбЮЦШБЯнНјаажиЙЙЁЃОЙЄвЕCTздДјШэМўМЦЫуЃЌВФСЯФкПзЯЖЕФГпДчдк21~80000μm³жЎМфЃЌЧђаЮЖШдк0.6~0.8жЎМфЃЌжТУмЖШЮЊ99%ЁЃгыЭЈЙ§ЪЕбщВтЕУЕФжТУмЖШ97.7%ЯрВюНЯДѓЃЌЭЌбљЪЧвђЮЊВПЗжНЯаЁШБЯнЕФГпДчЕЭгкЙЄвЕCTМьВтЯТЯоЁЃЭЈЙ§ЖдЙЄвЕCTбљЦЗЕФШ§ЮЌжиЙЙЭМКЭSEMЭМНјааЖдБШШЗЖЈШлЕРЮЛжУЃЌВЂвдДЫШЗЖЈШлЕРФкШБЯнЕФЗжВМЧщПіЃЌНсЙћШчЭМ10(b)ЫљЪОЁЃПЩвдПДГіЃЌдкШлЕРФкГіЯжЧђаЮПзЯЖ(МћЭМ11(b)М§ЭЗ)ЃЌШлЕРМфГіЯжвьаЮПзЯЖЃЌИУЯжЯѓгыФЃФтМЦЫувЛжТЁЃНЋШлЕРжаНЯДѓЕФПзЯЖЗХДѓ(ЭМ11(c))ЃЌПЩвдПДГіИУПзЯЖЮЊУїЯдЕФРрЧђаЮПзЯЖЁЃдкЭМ11(a)жаЛЙПЩвдЗЂЯжВФСЯФкВПГіЯжгыФЃФтНсЙћЯрЭЌЕФвьаЮПзЯЖШБЯнЁЃЖдгкНЯДѓГЄОЖБШЕФШБЯн(ЭМ 11(d))КЭОпгаЭфЧњБЁЦЌзДШБЯн(ЭМ 11(e))ЃЌЦфаЮЬЌгыН№ЯрЭМжаЕФЮДШлКЯШБЯнЯрНќ,ОљдкПзЯЖвЛБпГЪЯждТбРаЮ,ЮЊЕфаЭЮДШлКЯШБЯн [25]ЁЃНсКЯФЃФтНсЙћПЩжЊ,ШлЬхЛсЬюВЙШлЕРМфЕФПзЯЖ,ЖјШлЬхЭъШЋЬюВЙВФСЯПзЯЖЫљашвЊЕФЦЬеЙЪБМфгыШлЬхФ§ЙЬЪБМфДцдкЪБМфВюЃЌЕБЪБМфВюНЯаЁЪБЃЌШлЬхгаИќГЄЪБМфШѓЪЊВФСЯЛљЬхЃЌЪЙПзЯЖБфБЁ;ЕБЪБМфВюНЯДѓЪБЃЌдђПзЯЖБфКёЃЌФ§ЙЬЙ§ГЬжаШлЬхдкБэУцеХСІЕФзїгУЯТГЪЯжЧђаЮЃЌЪЙПзЯЖаЮзДГіЯждВЛЁаЮЬЌЁЃ
злЩЯЫљЪіЃЌSLMДђгЁTC4КЯН№Й§ГЬжаШБЯнВњЩњЕФдвђЃЌШчЭМ12ЫљЪОЁЃгЩЬхЛ§ФмСПУмЖШЙЋЪН(ЪН(13))[26]ПЩжЊЃЌЫцМЄЙтЙІТЪЕФдіМгЛђЫцЩЈУшЫйЖШЁЂЦЬЗлКёЖШКЭЩЈУшМфОрЕФМѕЩйЃЌФмСПУмЖШж№НЅдіМгЃЌМДН№ЪєЗлЬхЮќЪеЕФФмСПдНЖрЃЌШлЬхЮТЖШдНИпЁЃИљОнЪН(12)ПЩжЊЃЌЫцН№ЪєШлЬхЮТЖШЕФЩ§ИпЃЌН№ЪєЗлЬхКЭШлЬхМфЕФеєЦћбЙВюдіДѓЃЌЪЙЦјЬхБЛБЃСєдкШлГиНчУцДІЃЌМгжЎЗлЬхВуФкН№ЪєЗлЬхМфЕФПеЯЖДІДцдкЦјЬхЃЌдкНЯПьЕФЩЈУшЫйЖШКЭИпФмСПУмЖШЯТВњЩњЕФЗДГхбЙСІзїгУЯТЃЌШлГиБпНчЕФЦјЬхБЛЙќаЎжСШлГиФкВПзюжеаЮГЩПзЯЖЁЃдкШлГиФкВПЕФПзЯЖЪмЕНШлГиздЩэвЦЖЏЁЂИЁСІКЭгЩЮТЖШВюОіЖЈЕФШлЬхСїЖЏЕФЖржизїгУЯТЃЌж№НЅбиШлГижааФвЦЖЏжСШлГиФЉЖЫЁЃдкДЫЦкМфНігаВПЗжГпДчНЯДѓЕФПзЯЖПЩвддкШлГиФ§ЙЬЧАвРППИЁСІздаавчГіШлГиЃЌЖјГпДчНЯаЁЕФПзЯЖдђЫцзХШлГиФ§ЙЬБЃСєдкВФСЯФкВП(ЭМ12(a))ЁЃ
дкСЌајЖрЕРДЮДђгЁЙ§ГЬжа,ШлЕРМфЕФШлЬхдЖРыМЄЙтАпЕужааФ,ЮТЖШЯрЖдНЯЕЭ,№ЄЖШНЯДѓ,ЦЬеЙЫйЖШЯрЖдЛКТ§,дкЩЈУшМфОрЙ§Дѓ(жиЕўТЪНЯЕЭ)ЕФЧщПіЯТ,ШлЬхЮДЭъШЋЬюГфШлЕРМфЕФПзЯЖЪБ,ОЭвбОЭъШЋФ§ЙЬ(ЭМ 12(b)),ГіЯжвьаЮПзЯЖЁЃ
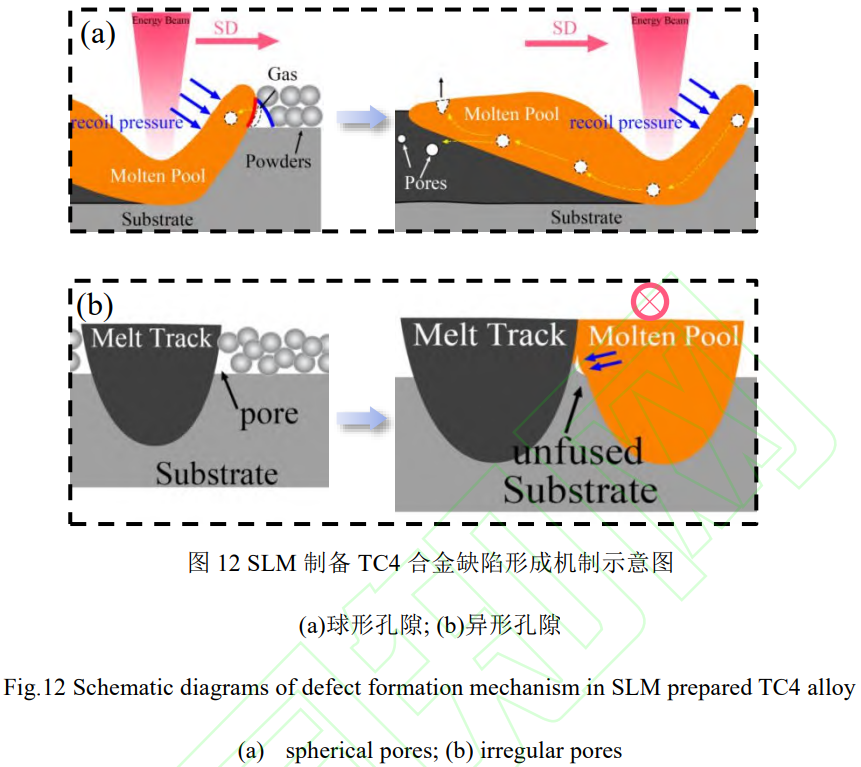

ЪНжа: e V ЮЊЬхЛ§ФмСПУмЖШ, J/m 3; vЮЊЩЈУшЫйЖШ, m/s; SЮЊЩЈУшМфОр, m; hЮЊЦЬЗлКёЖШ, mЁЃ
4ЁЂНсТл
(1)Ъ§жЕФЃФтНсЙћБэУї,дкМЄЙтЩЈУшЙ§ГЬжа,вдМЄЙтЪјЮЊжааФДцдкМЋИпЕФЮТЖШЬнЖШЁЃдкЩЈУшНсЪјКѓ,ШлЕРМфЕФБэУцДюНгСМКУ,аЮГЩСМКУЕФвБН№НсКЯ,ШлЕРФкВПГіЯжЧђаЮПзЯЖ,ШлЕРМфЯЖГіЯжвьаЮПзЯЖШБЯнЁЃ
(2)ВЩгУSLMжЦБИГіЕФTC4КЯН№ЕФжТУмЖШЮЊ97.7%ЃЌН№ЯрзщжЏЮЊГѕЩњ α-TiЁЂ β-TiКЭ α ′-TiЁЃбиДђгЁЗНЯђКЭДЙжБДђгЁЗНЯђЕФОЇСЃЗжБ№ЮЊЕШжсОЇКЭжљзДОЇЃЌВФСЯФкВПГіЯжгыЪ§жЕФЃФтНсЙћЯрЭЌЕФЧђаЮПзЯЖКЭвьаЮПзЯЖШБЯнЁЃ
(3)ШлЕРФкВПЧђаЮПзЯЖЕФВњЩњдвђЪЧЃЌЙЬЬхКЭвКЬЌН№ЪєБэУцЕФеєЦћбЙВюЪЙЙЬвКНчУцЕФЦјЬхБЛЙќаЎжСШлГижаЃЌЦфжаНЯаЁЕФПзЯЖСєдкВФСЯФкВПЃЌНЯДѓПзЯЖвчГіШлГи;ШмЕРМфЕФПзЯЖЪЧгЩгкЩЈУшЪБШлЕРЯрЛЅДюНгЃЌЗтБедкФкВПЕФПзЯЖвђЮТЖШЗжВМВЛОљФбвдЭъШЋБЛвКЯрЬюТњВњЩњЕФЁЃ
ВЮПМЮФЯз
[1]ЗќаР.ЙњФкдіВФжЦдь(3DДђгЁ)ММЪѕЗЂеЙЯжзДгыбаОПЧїЪЦ[J].жаЙњИпаТММЪѕЦѓвЕ,2016(24):27-28.
FU X. Development status and research trend of additive manufacturing(3D printing) technology in China[J].China High-Tech Enterprises,2016(24):27-28.
[2] LI E L, ZHOU Z Y, WANG L, et al. Particle scale modelling of powder recoating and melt pool dynamics in laser powder bed fusion additive manufacturing: a review[J]. Powder Technology,2022,409:117789.
[3] BAYOUMY D,KWAK K,BOLL T, et al. Origin of non-uniform plasticity in a high-strength Al-Mn-Sc based alloy produced by laser powder bed fusion[J]. Journal of Materials Science& Technology,2022,103:121-133.
[4] KRISTOMBU B S, NAVARATNAM S, ABU-ZIDAN Y, et al. Improving performance of additive manufactured(3D printed) concrete:a review on material mix design, processing, interlayer bonding and reinforcing methods[J].Structures,2021,29:1597-1609.
[5] TANG C,LE K Q,WONG C H. Physics of humping formation in laser powder bed fusion[J]. International Journal of Heat and Mass Transfer,2020,149:119172.
[6] LIU W, CHEN C Y, SHUAI S S, et al. Study of pore defect and mechanical properties in selective laser melted Ti6Al4V alloy based on X-ray computed tomography[J]. Materials Science and Engineering:A,2020,797:139981.
[7] ZHOU X,DAI N,CHU M Q,et al. X-ray CT analysis of the influence of process on defect in Ti-6Al-4V parts produced with Selective Laser Melting technology[J].The International Journal of Advanced Manufacturing Technology,2020,106(1):3-14.
[8] HIGASHI M,OZAKI T. Selective laser melting of pure molybdenum: evolution of defect and crystallographic texture with process parameters[J].Materials& Design,2020,191:108588.
[9] GHAMARIAN I,BALL S,GHAYOOR M,et al. Statistical analysis of spatial distribution of pores in metal additive manufacturing[J].Additive Manufacturing,2021,47:102264.
[10] WOLFF S J,WANG H,GOULD B, et al. In situ X-ray imaging of pore formation mechanisms and dynamics in laser powder-blown directed energy deposition additive manufacturing[J]. International Journal of Machine Tools and Manufacture,2021,166:103743.
[11] LY S, RUBENCHIK A M, KHAIRALLAH S A, et al. Metal vapor micro-jet controls material redistribution in laser powder bed fusion additive manufacturing[J]. Scientific Reports, 2017,7(1):4085
[12] BAYAT M,THANKI A,MOHANTY S,et al.Keyhole-induced porosities in laser-based powder bed fusion(L-PBF) of Ti6Al4V: high-fidelity modelling and experimental validation[J]. Additive Manufacturing,2019,30:100835.
[13] LI E L, ZHOU Z Y, WANG L, et al. Modelling of keyhole dynamics and melt pool flow in laser powder bed fusion process[J]. Powder Technology,2022,400:117262.
[14] LI E L,ZHOU Z Y, WANG L,et al. Particle scale modelling of melt pool dynamics and pore formation in selective laser melting additive manufacturing[J]. Powder Technology,2022,397:117012.
[15] ZHANG Z D, HUANG Y Z,KASINATHAN A R, et al. 3-Dimensional heat transfer modeling for laser powder-bed fusion additive manufacturing with volumetric heat sources based on varied thermal conductivity and absorptivity[J]. Optics& Laser Technology,2019,109:297-312.
[16] XIAO Z X,CHEN C P,ZHU H H,et al.Study of residual stress in selective laser melting of Ti6Al4V[J].Materials&Design,2020,193:108846.
[17]ГТЮФИя,ЭѕЗЂеЙ.ЗлФЉвБН№ЙЄвеМАВФСЯ[M].ББОЉ:вБН№ЙЄвЕГіАцЩч,2011.
CHEN W G, WANG F Z. Powder metallurgy technology and materials[M]. Beijing: Metallurgical Industry Press,2011.
[18] GUO Q L,ZHAO C,QU M L,et al. In-situ full-field mapping of melt flow dynamics in laser metal additive manufacturing[J]. Additive Manufacturing,2020,31:100939.
[19] JUE J B,GU D D,CHANG K, et al. Microstructure evolution and mechanical properties of Al-Al2O3 composites fabricated by selective laser melting[J].Powder Technology,2017,310:80-91.
[20] WANG D,WU S B,FU F, et al. Mechanisms and characteristics of spatter generation in SLM processing and its effect on the properties[J].Materials& Design,2017,117:121-130.
[21]ФєОДОД,ТэЦНвх,ЫяОЉРі,ЕШ.бЁЧјМЄЙтШлЛЏTC4КЯН№ИпЮТСІбЇадФмМАИЏЪДааЮЊбаОП[J].ЯЁгаН№ЪєВФСЯгыЙЄГЬ,2023,52(6):2126-2133.NIE J J,MA P Y,SUN J L,et al. High temperature mechanical properties and corrosion behavior of selective laser melted TC4 alloy[J].Rare Metal Materials and Engineering,2023,52(6):2126-2133.
[22] YANG W L,DIAO H,XIN H, et al. Wear assessment of a Ti-6Al-4V motion-preserving porous artificial-cervical-joint fabricated by SLM after surface carburization[J].Ceramics International,2022,48(18):26137-26146.
[23] PAL S,LOJEN G,HUDAK R, et al. As-fabricated surface morphologies of Ti-6Al-4V samples fabricated by different laser processing parameters in selective laser melting[J].Additive Manufacturing,2020,33:101147.
[24] SIDAMBE A T,TIAN Y,PRANGNELL P B,et al. Effect of processing parameters on the densification, microstructure and crystallographic texture during the laser powder bed fusion of pure tungsten[J]. International Journal of Refractory Metals and Hard Materials,2019,78:254-263.
[25] YANG J X,ZHU Q,WANG Z K,et al. Effects of metallurgical defects on magnetic properties of SLM NiFeMo permalloy[J]. Materials Characterization,2023,197:112672.
[26]МжГЉгБ,АВчљ,ЭѕДцгё,ЕШ.бЁЧјМЄЙтШлЛЏГЩаЮ2%TiB_w/TA15ИДКЯВФСЯЕФЯдЮЂзщжЏгыадФм[J].жаЙњгаЩЋН№ЪєбЇБЈ,2024,34(4):1164-1178.
JIA C Y,AN Q,WANG C Y, et al. Microstructure and mechanical properties of 2%TiBw/TA15 composite formed by selected laser melting[J].The Chinese Journal of Nonferrous Metals,2024,34(4):1164-1178.
ЃЈзЂЃЌдЮФБъЬтЃКSLMДђгЁTC4КЯН№ПзЯЖШБЯнаЮГЩгыЗжЮі_ЭѕДКНѕЃЉ
tagБъЧЉ:юбКЯН№,TC4юбКЯН№,ИпФмМЄЙт,SLMГЩаЮ