



ЗЂВМШеЦкЃК2026-4-13 20:30:58
ЕБЧАЃЌвдюбКЯН№ЮЊДњБэЕФЧсжЪИпЧПВФСЯЁЂПеЧЛБЁБкећЬхНсЙЙВЛНіФмТњзуКНПеКНЬьСьгђЖдгкГЌИп/ЕЭЮТЁЂДѓдиКЩЁЂГЌ/ЪЇжиЕШНЛБфЁЂМЋЖЫПСПЬЗЩааШЮЮёПМКЫашЧѓЃЌИќФмЯджјЬсЩ§ВњЦЗећЬхадФмЃЌДгЖјдкКНПеКНЬьВњЦЗжаЕУЕНЙуЗКгІгУЁЃИпЧПБЁБкюбЙмЭЌЪБОпБИСЫЧсжЪИпЧПВФСЯЁЂПеЧЛБЁБкећЬхНсЙЙЕФЫЋжиЬиЕуЃЌдкКНПеКНЬьЙмТЗЯЕЭГЩшМЦжЦдьСьгђЕУЕНИпЖШЙизЂЁЃЖјюбЙмЪєгкФбМгЙЄВФСЯЃЌашвЊМгШШВХФмЭфЧњГЩаЮЃЌЕМжТЦфдкЭфЧњЙ§ГЬжаДцдкШШБфаЮааЮЊИДдгКЭГЩаЮШБЯнФбПиЕФЮЪЬтЃЌИјИпЧПБЁБкюбЙмВњЦЗМгЙЄДјРДСЫШЋаТЕФЬєеНЁЃ
НќЪЎФъРДЃЌЙњФкЭтИпаЃЁЂбаОПдКЫљЁЂЦѓвЕЯШКѓПЊеЙСЫБЁБкюбКЯН№ВФСЯМгШШЭфЧњЛљДЁЙЄвебаОПЁЃЩђбєКНПеКНЬьДѓбЇПЊеЙСЫTC4(Ti-6Al-4V)БЁБкюбАхМЄЙт/ГЌЩљИЈжњVаЭЭфЧњЙЄвебаОП[1];ЮїББЙЄвЕДѓбЇЮЇШЦTC4БЁБкюбЙмПЊеЙСЫМгШШШЦЭфГЩаЮад[2]КЭгаЯодЊНЈФЃ[3]ЕШбаОП;ФЯОЉЙЄвЕДѓбЇПЊеЙСЫTA16(Ti-2Al-2.5Zr)юбЙмЭфЧњГЩаЮжЪСПгАЯьбаОП[4];ФЯОЉКНПеКНЬьДѓбЇЁЂеуНН№ТэбЗжЧФмжЦдьгаЯоЙЋЫОЕШЕЅЮЛКЭЙњЭтбЇепЮЇШЦTA18(Ti-3Al-2.5V)ИпЧПюбЙмПЊеЙСЫгыМгШШШЦЭфЯрЙиЕФЛиЕЏНЈФЃгыПижЦ[5-7]ЁЂЙЄвеВЮЪ§гХЛЏ[8]ЁЂБтЛЏПижЦ[9]ЁЂГЩаЮМЋЯо[10]КЭЪЕбщбщжЄ[11]ЕШбаОП;ФЯВ§КНПеДѓбЇПЊеЙСЫTA18юбЙмВюЮТЭЦЭфГЩаЮЙЄвебаОП[12];жаЙњДЌВАжиЙЄМЏЭХЙЋЫОЕкЦпЖўЮхбаОПЫљЁЂжЃжнДѓбЇЮЇШЦTA24(Ti75)юбЙмПЊеЙСЫжаЦЕИагІМгШШЭфЧњЙЄвебаОП[13]ЁЂИпЮТЭфЧње§НЛгаЯодЊФЃФт[14];ЩЯКЃЙЄГЬММЪѕДѓбЇПЊеЙСЫюбЙмВюЮТЭЦЭфГЩаЮФЃОпВЮЪ§ЛЏЩшМЦ[15]ЁЃЭЈЙ§етаЉЙЄвебаОПЃЌЬНУїСЫВЛЭЌюбЙмМгШШЭфЧњЕФШШБфаЮЛњРэЃЌЛёЕУСЫМгШШЭфЧњЙЄвеВЮЪ§ЃЌНтОіСЫЭфЧњЛиЕЏбЯжиЁЂГЩаЮШБЯнФбвдПижЦЕФЮЪЬтЁЃЕЋетаЉбаОПжиЕуОлНЙюбЙмМгШШЭфЧњЙЄвеЃЌЖдШШЭфФЃОпНсЙЙЁЂМгШШЯЕЭГЁЂИєШШНсЙЙКЭРфШДЯЕЭГбаОПНЯЩйЁЃ
БОЮФЗжЮіСЫБЁБкюбЙмИпЮТШЦЭфЙЄвеЬиЕуЃЌПЊеЙСЫБЁБкюбЙмИпЮТШЦЭфФЃОпЕФМгШШЯЕЭГЁЂИєШШНсЙЙКЭРфШДЯЕЭГЩшМЦвдМАФЃОпВФСЯбЁгУЃЌВЂвдTC4БЁБкюбЙмЮЊЕфаЭВФСЯЭъГЩСЫЪ§жЕФЃФтгыЪЕбщбщжЄЃЌЭЦНјСЫБЁБкюбЙмИпЮТШЦЭфГЩаЮММЪѕЕФЙ§ГЬЛЏгІгУЁЃ
1ЁЂБЁБкюбЙмИпЮТШЦЭфЙЄвеЗжЮі
1.1БЁБкюбЙмИпЮТШЦЭфЛљБОдРэ
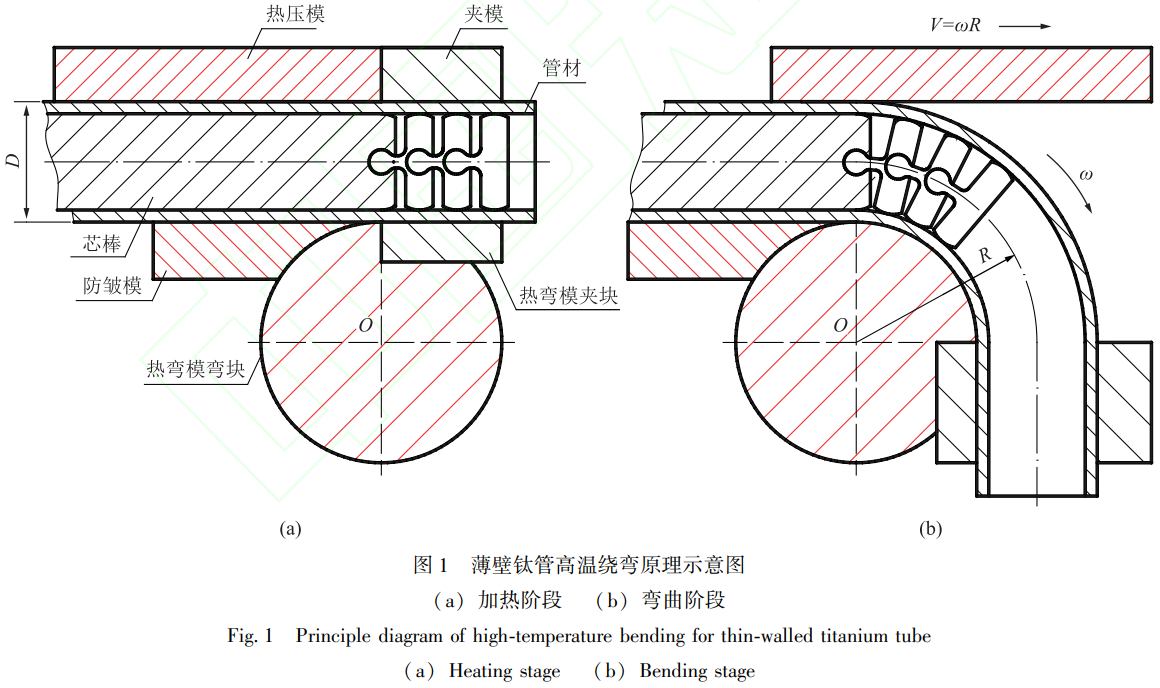
юбЙмИпЮТШЦЭфЪЧвЛИіЮТЖШГЁ-СІГЁ-дЫЖЏГЁЕФЖрГЁаЭЌёюКЯЙ§ГЬЁЃЪзЯШЃЌЭЈЙ§МгШШЯЕЭГНЋюбЙмМАФЃОпЙЄзїЧјМгШШжСЬиЖЈИпЮТЃЌвдЯджјНЕЕЭюбКЯН№ЕФЮЛДэЛЌвЦзшСІЃЌЪЙЖЏЬЌдйНсОЇаЇгІБЛМЄЛюЃЌДгЖјЬсЩ§ВФСЯЕФЩьГЄТЪЃЌдіЧПЫмадБфаЮФмСІЁЃЫцКѓЃЌЭЈЙ§Ъ§ПиЯЕЭГЕФЫХЗўЕчЛњОЋзМПижЦЫЭНјЛњЙЙЕФдЫЖЏВЮЪ§ЃЌЪЙюбЙмбиФЃОпЧњУцЗЂЩњСЌајЁЂПЩПиЕФЭфЧњБфаЮЃЌДгЖјЛёЕУИпОЋЖШЭфЙмМўЁЃвђДЫЃЌюбЙмИпЮТШЦЭфАќКЌМгШШНзЖЮКЭШШЭфНзЖЮЃЌашвЊЪЙгУЕФФЃОпАќКЌШШЭфФЃЁЂМаФЃЁЂШШбЙФЃЁЂЗРжхФЃЁЂаОАєЃЌЦфжаШШЭфФЃгЩМаПщКЭЭфПщзщГЩЃЌМћЭМ1ЁЃЭМ1жаЃЌDЮЊюбЙмЭтОЖЃЌRЮЊЭфЧњАыОЖЃЌωЮЊЭфЧњНЧЫйЖШЃЌVЮЊЭфЧњЯпЫйЖШЃЌOЮЊЭфЧњжааФЁЃ
1.2БЁБкюбЙмИпЮТШЦЭфЙЄвеЙ§ГЬ
дкМгШШНзЖЮЃЌЪзЯШНЋБЁБкЙмВФЬзШыаОАєЪЙаОАєНєУмжЇГХЙмВФФкБкЃЌЫцКѓМаФЃМаНєЙмВФЖЫЭЗЃЌШШбЙФЃДгрУцНєЬљЙмВФЃЌШЛКѓЭü§ЕчШШЙмЖдШШЭфФЃЁЂШШбЙФЃКЭЗРжхФЃМгШШЃЌЭü§ШШДЋЕМЙмВФж№НЅБЛМгШШЃЌжБЕНЙмВФЕНДяГЩаЮЮТЖШЪБНјШыШШЭфНзЖЮЁЃдкШШЭфНзЖЮЃЌШШЭфФЃАДвЛЖЈЕФНЧЫйЖШwДјЖЏМаФЃЁЂЙмВФЖЫЭЗЮЇШЦЭфЧњжааФ(OЕу)а§зЊЃЌЪЙЙмВФГЩаЮГіЭфЧњАыОЖЮЊRЕФЕМЙмЁЃШШЭфЦкМфЃЌШШбЙФЃДгЭфЧњЭтВржЇГХЙмВФвдЫйЖШV=wRзіжБЯпвЦЖЏЃЌЗРжЙдкЭтВрГіЯжЙФАќ;ЗРжхФЃЙЬЖЈВЛЖЏ,ДгЭфЧњФкВржЇГХЙмВФЗРжЙФкВрЦ№жх;аОАєЙЬЖЈВЛЖЏ,ДгЙмВФФкБкжЇГХЙмВФЗРжЙГіЯжНчУцЛћБфЁЃ
1.3БЁБкюбЙмИпЮТШЦЭфФЃОпЕФЩшМЦвЊЧѓ
ФЃОпЪЧБЁБкюбЙмИпЮТШЦЭфЕФКЫаФдиЬхЃЌжБНгОіЖЈСЫюбЙмЕФГЩаЮОЋЖШКЭБэУцжЪСПЁЃНсКЯюбЙмИпЮТШЦЭфЙЄвеЙ§ГЬКЭюбКЯН№ВФСЯЕФГЩаЮЬиадЃЌЙщФЩГіБЁБкюбЙмИпЮТШЦЭфФЃОпЕФЩшМЦвЊЧѓЁЃ
(1)ИпГадиЗРЛЄадФмЁЃФЃОпгІОпБИ800ЁцИпЮТФЭФЅадгыПЙШШЦЃРЭадЃЌФмЙЛЕжгљШЦЭфЪБЕФЛњаЕдиКЩгыФІВСЃЌЭЌЪБФмБмУтОжВПбЙСІЙ§ДѓЕМжТЕФЙмБкбЙКлЛђЫњЯнЁЃ
(2)ИпОЋЖШПиЮТФмСІЁЃМгШШЯЕЭГФмЙЛПижЦФЃОпЮТЖШдкЙмВФдВжмОљдШадЮѓВюаЁгк±15ЁцЃЌБмУтБЁБкюбЙмвђОжВПЮТВюВњЩњБфаЮЁЂПЊСбЛђОЇСЃДжДѓЁЃ
(3)ИпаЇИєШШадФмЁЃФЃОпгыЭфЙмЛњЙЄзїЬЈгІОпгаИєШШВуЃЌзшЖЯШШСПЯђЭфЙмЛњДЋЕнЃЌдкБЃЛЄЭфЙмЛњОЋЖШЕФЭЌЪБНЕЕЭЛЗОГИпЮТЗчЯеЁЃ
(4)ПьЫйРфШДФмСІЁЃФЃОпОпБИПьЫйРфШДФмСІЃЌБмУтФЃОпвђГжајИпЮТВњЩњСбЮЦЁЃ
(5)ЪЪХфБЁБкЙмЬиадЁЃФЃОпдкНсЙЙЁЂОЋЖШКЭМфЯЖЕШЗНУцгІгыюбЙмЕФПеЧЛБЁБкОЋзМЦЅХфЃЌНтОіБЁБкюбЙмГЩаЮУцСйЕФЭфЧњЛиЕЏбЯжиЁЂГЩаЮШБЯнФбПиЕФЮЪЬтЁЃ
2ЁЂБЁБкюбЙмИпЮТШЦЭфФЃОпЩшМЦ
2.1ФЃОпМгШШЯЕЭГЩшМЦ
2.1.1ФЃОпМгШШВПЮЛШЗЖЈ
ФЃОпМгШШЯЕЭГЕФКЫаФФПБъЪЧЪЕЯжБЁБкюбЙмЭфЧњЧјгђЮТЖШЕФОљдШадгыЮШЖЈадПижЦЃЌФПЧАгІгУзюГЩЪьЁЂзюЙуЗКЕФЪЧФкжУЪНЕчШШЙмМгШШЗНЪНЃЌЦфОпгаЮТЖШЯьгІЫйЖШПьЁЂПиЮТОЋЖШИпЕШгХЪЦЁЃ
ЮЊБЃжЄШШФмРћгУзюДѓЛЏЃЌФЃОпМгШШЮЛжУгІНєЬљЙмВФЭфЧњЧјгђЁЃНєЬљЙмВФФкБкЕФФЃОпЮЊаОАєЃЌЕЋаОАєЯИГЄЃЌЮоЗЈАВзАЕчШШЙмЁЃНєЬљЙмВФЭтБкЕФФЃОпгаШШЭфФЃЁЂШШбЙФЃЁЂЗРжхФЃКЭМаФЃЃЌЦфжаШШЭфФЃМаПщгыМаФЃашвЊЮЌГжюбЙмЭфЧњЙ§ГЬЕФМаГжЧПЖШЃЌВЛФмАВзАЕчзшЫПЗЂШШЙмЃЌвђДЫЃЌПЩАВзАЕчШШЙмЕФФЃОпжЛгаШШЭфФЃЭфПщЁЂШШбЙФЃКЭЗРжхФЃЁЃ
2.1.2ЕчШШЙмбЁаЭ
НсКЯБЁБкюбЙмЭфЧњФЃОпНсЙЙЯСаЁКЭ800ЁцЙЄзїЮТЖШвЊЧѓЃЌбЁгУВЛатИжВФжЪЕФЕЅЖЫГіЯпЧвжБОЖЮЊ8mmЕФЕчШШЙмЃЌФЭЮТЮТЖШДѓгк1000ЁцЃЌИљОнФЃОпЬхЛ§АД5~8W.cm-3МЦЫуЕчШШЙмЙІТЪЁЃЮЊЗНБуВЩЙКЃЌЭГвЛбЁгУЖюЖЈЙІТЪЮЊ500WЕФЕчШШЙмЁЃ
2.1.3МгШШПзВМОж
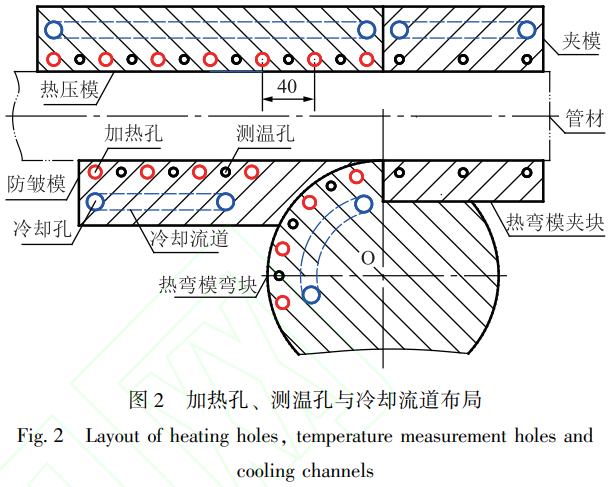
АВзАЕчШШЙмЕФМгШШПзАД“НєППЙмВФЁЂОљдШМгШШ”ддђдкФЃОпЩЯВМОжЁЃШШЭфФЃЭфПщЩЯВМОжМгШШПзЕФНЧЖШЗЖЮЇгІВЛЕЭгкюбЙмЭфЧњНЧЖШ,вЛАуАД30°МфИєдк90°ЩШаЮЧјгђФкВМжУЁЃШШбЙФЃКЭЗРжхФЃШЋГЄВМОжМгШШПзЃЌЯрСкМгШШПзЕФжааФОрдМЮЊ40mmЃЌСНЖЫМгШШПзгІППНќФЃОпЖЫУцЃЌБмУтГіЯжЮТЖШЬнЖШВюЁЃМгШШПзжБОЖБШЕчШШЙмЭтОЖДѓ0.1~0.2mmЁЃЕфаЭМгШШПзВМОжМћЭМ2ЁЃ
2.1.4ЮТЖШПижЦЯЕЭГбЁаЭ
ЮТЖШПижЦЯЕЭГбЁгУ“МгШШ-ВтЮТ-ЗДРЁ”БеЛЗПижЦЕФЮТЖШПижЦвЧЃЌПЩЪЕЯжФЃОпМгЮТЁЂВтЮТКЭКуЮТздЖЏПижЦЁЃЗжБ№дкШШЭфФЃЭфПщЁЂЗРжхФЃЁЂШШбЙФЃЩЯЯрСкСНМгШШПзЕФжаМфЮЛжУПЊГіжБОЖ5mmЕФВтЮТПз(ЭМ2)ЃЌВЂАВзАВтЮТЗЖЮЇ0~1000ЁцЕФШШЕчХМЃЌЪЕЪБВЩМЏФЃОпЕФЮТЖШаХКХ;НЋШШЕчХМаХКХДЋЪфжСЮТПивЧЃЌгыЩшЖЈЮТЖШНјааЖдБШКѓЃЌЭЈЙ§ЕїНкЕчШШЙмЕФЙЉЕчЕчбЙЪЕЯжМгШШЙІТЪЕФЖЏЬЌЗДРЁПижЦЃЌШЗБЃБЁБкюбЙмЭфЧњЙ§ГЬжаЮТЖШОљдШадЮѓВюаЁгк±15ЁцЁЃ
2.2ФЃОпИєШШНсЙЙЩшМЦ
2.2.1ФЃОпШШИєШШВПЮЛШЗЖЈ
ИєШШНсЙЙЕФКЫаФЙІФмЪЧзшЖЯФЃОпШШСПЯђЭфЙмЛњДЋЕнЃЌвдБЃЛЄЭфЙмЛњЕФОЋЖШЃЌМѕЩйШШСПЩЂЪЇЃЌНЕЕЭМгШШЯЕЭГЕФФмКФЁЃБЁБкюбЙмЭфЧњЙ§ГЬжаФЃОпгыЭфЙмЛњжЎМфЕФШШДЋЕнЭООЖжївЊЪЧДЋЕМгыЗјЩфЃЌЦфжаШШЭфФЃЁЂМаФЃЁЂШШбЙФЃКЭЗРжхФЃгыЭфЙмЛњжБНгНгДЅЃЌжївЊШШДЋЕнЭООЖЪЧШШДЋЕМ;ЖјгыЭфЙмЛњИЈжњВПМўМфНгНгДЅЃЌжївЊШШДЋЕнЭООЖЪЧШШЗјЩфЁЃИљОнШШДЋЕнТЗОЖЃЌФЃОпИєШШНсЙЙЩшМЦжївЊАќРЈФЃОпгыЭфЙмЛњЙЄзїЬЈИєШШЩшМЦЁЂЭфЙмЛњИЈжњВПМўЗРШШДІРэЁЃ
2.2.2ФЃОпгыЭфЙмЛњЙЄзїЬЈИєШШЩшМЦ
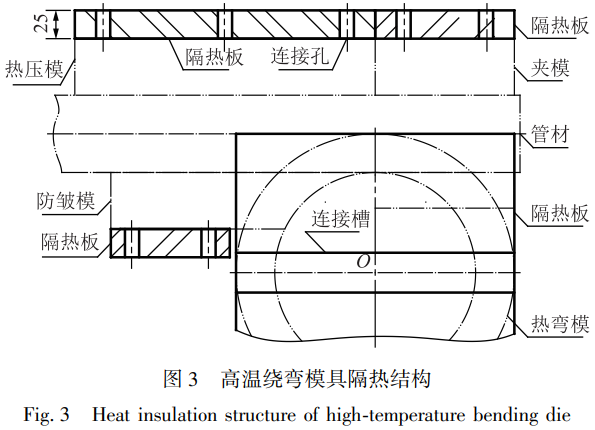
ФПЧА,ИпЮТФЃОпгыЭфЙмЛњЙЄзїЬЈЭЈГЃВЩгУФЭИпЮТЬеДЩЯЫЮЌзїЮЊИєШШАх,ЕЋЬеДЩЯЫЮЌАхШчЙћЬЋКёЛсгАЯьФЃОпАВзАОЋЖШЃЌШчЙћЬЋБЁдђИєШШаЇЙћЮоЗЈТњзувЊЧѓЁЃЮЊЭЌЪБТњзуБЁБкюбЙмИпЮТШЦЭфФЃОпЕФМгШШЮТЖШЁЂАВзАОЋЖШКЭПЩМгЙЄадФмвЊЧѓЃЌдкФЃОпгыЭфЙмЛњЙЄзїЬЈЕФИєШШАхбЁгУКёЖШЮЊ25mmЕФбѕЛЏТСЬеДЩЃЌдкИєШШАхЩЯжЦГіСЌНгПзЛђСЌНгВлЃЌЭЈЙ§ИпЮТКЯН№ТнЫЈНЋФЃОпЁЂИєШШАхгыЭфЙмЛњНєЙЬСЌНг;вВПЩдкИєШШАхЩЯжЦГіЗНаЮВлЃЌвдМѕЩйИєШШАхгыФЃОпЕФНгДЅУцЛ§ЃЌЬсЩ§ИєШШаЇЙћЁЃЕфаЭИєШШАхНсЙЙМћЭМ3ЁЃ
2.2.3ЭфЙмЛњИЈжњВПМўЗРШШДІРэ
ЫфШЛЭфЙмЛњЦфЫћИЈжњВПМўВЛгыюбЙмИпЮТШЦЭфФЃОпжБНгНгДЅЃЌЕЋГЄЦкДІгкИпЮТЛЗОГжавзГіЯжВПМўРЯЛЏЃЌЧвДцдкЬЬЩЫВйзїШЫдБЕФЗчЯеЃЌашНјааОжВПИєШШДІРэЁЃВЩгУЙшЫсТСЯЫЮЌеБЃЌВУМєГЩгыВПМўЦЅХфЕФаЮзДКѓЃЌАќЙќдкЭфЙмЛњИЈжњВПМўБэУцЃЌМШФмМѕЩйШШСПЩЂЪЇЃЌгжФмЦ№ЕНШШЗРЛЄзїгУЁЃ
2.3ФЃОпРфШДЯЕЭГЩшМЦ
2.3.1ФЃОпРфШДЗНЪНбЁдё
РфШДЯЕЭГжївЊгУгкПьЫйНЕЕЭФЃОпЮТЖШЃЌвдЗНБуШЁГіюбЙмЃЌЫѕЖЬМгЙЄжмЦкЃЌЭЌЪБОЋзМПижЦФЃОпЮТЖШЃЌЗРжЙЮТЖШГЌГіЪЙгУМЋЯоЁЃВЩгУФПЧАгІгУзюЙуЗКЕФФкжУЪНСїЕРЫЎРфЗНЪНЃЌОпгаРфШДаЇТЪИпЁЂПиЮТОЋзМЕШгХЪЦЁЃ
2.3.2РфШДСїЕРЩшМЦ
ШШЭфФЃЭфПщЕФРфШДСїЕРЩшМЦдкФЃОпжаВПЃЌНєППЕчШШЙмВЂГЪ90°ЩШаЮВМОж;МаФЃЁЂШШбЙФЃЁЂЗРжхФЃЕФРфШДСїЕРНєППЕчШШЙмВЂГЪжБЯпВМОжЁЃЫљгаРфШДСїЕРПеМфВМОжгІгыМгШШПзЁЂВтЮТПзаЕївЛжТЃЌБмУтЯрЛЅИЩЩцЃЌвдШЗБЃПьЫйРфШДЁЃдкРфШДСїЕРСНЖЫПЊГіжБОЖ10mmЕФРфШДПзЃЌзїЮЊНјЫЎгыГіЫЎЪЙгУЁЃРфШДСїЕРЕФНјГіПкВЩгУКИНгУмЗтЃЌКИНгКѓНјааЫЎбЙЪдбщЃЌЗРжЙИпЮТЯТРфШДЫЎаЙТЉЕМжТФЃОпПЊСбЁЃЕфаЭРфШДСїЕРВМОжМћЭМ2ЁЃ
2.3.3ЫЎЮТПижЦЯЕЭГбЁаЭ
ЮЊБмУтздРДЫЎНсЙИЖТШћРфШДСїЕР,РфШДНщжЪбЁгУЙЄвЕДПОЛЫЎЁЃЫЎЮТПижЦЯЕЭГбЁгУЮТПиЫЎЯфздЖЏЕїНкЫЎЮТЃЌЭЈЙ§ЕчДХСїСПМЦПижЦЫЎСїСПЁЃдкЮТПиЫЎЯфГіЫЎПкЮЛжУЩшжУЮТЖШДЋИаЦїЃЌЪЕЪБМрВтГіЫЎЮТЖШЃЌЕБГіЫЎЮТЖШГЌЙ§50ЁцЪБЃЌЮТПиЫЎЯфздЖЏЦєЖЏжЦРфзАжУЃЌШЗБЃРфШДЫЎЮТЖШЮШЖЈЁЃ
БЁБкюбЙмИпЮТШЦЭфЙ§ГЬжаЃЌРфШДЯЕЭГДІгк“ЕЭЫйбЛЗ”зДЬЌЃЌНіЮЌГжФЃОпЮТЖШЮШЖЈ;ШЦЭфЭъГЩКѓЃЌРфШДЯЕЭГЧаЛЛжС“ИпЫйРфШД”зДЬЌЃЌЭЈЙ§ЕїНкСїСПгыЫЎЮТЃЌЪЙФЃОпПьЫйНЕЮТЁЃ
2.4ФЃОпВФСЯбЁгУ
БЁБкюбЙмИпЮТШЦЭфФЃОпЕФВФСЯжБНгОіЖЈЦфдкИпЮТЙЄПіЯТЕФГадиФмСІгыЪЙгУЪйУќЃЌашТњзуИпЮТЧПЖШЁЂШШЮШЖЈадЁЂФЭФЅадКЭЕМШШадЫФДѓКЫаФвЊЧѓЃЌНсКЯФЃОпИїВПМўЕФЙІФмВювьдёгХбЁгУЁЃ
юбЙмИпЮТШЦЭфЪБЃЌжїЪмСІФЃОп(ШШЭфФЃЁЂМаФЃ)жБНггыИпЮТюбЙмНгДЅЃЌГаЪмНЯДѓЕФЛњаЕдиКЩгыФІВСзїгУЃЌбЁгУИпЮТадФмгХвьЕФW6Mo5Cr4V2 ИпЫйИжЃЌЦфдк800ЁцЪБЕФгВЖШПЩДя50HRCвдЩЯЃЌЧвОпгаСМКУЕФШШЦЃРЭПЙСІ;ДЮЪмСІФЃОп(ШШбЙФЃЁЂЗРжхФЃЁЂаОАє)жївЊЪЧжЇГХЙмВФЗРжЙЛћБфКЭЦ№жхЃЌШчЧПЖШЬЋИпЛсгАЯьШШЭфФЃдЫЖЏЃЌШчЧПЖШЬЋЕЭдђЮоЗЈДяЕНжЇГХаЇЙћЃЌвђДЫЃЌбЁдёБШ W6Mo5Cr4V2ИпЫйИжЧПЖШТдЕЭЕФH13ШШзїФЃОпИжЁЃФЃОпгыЭфЙмЛњСЌНгЕФИєШШАхбЁгУДПЖШЮЊ85%ЕФAl2O3бѕЛЏТСЬеДЩЃЌЦфдк800ЁцЪБОпгазуЙЛЕФЧПЖШКЭИєШШадФмЁЃ
3ЁЂБЁБкюбЙмИпЮТШЦЭфФЃОпЪ§жЕФЃФт
вдЭтОЖD=Φ60mmЁЂБкКёδ=1mmЁЂСНЖЫжБЯпЖЮГЄЖШЮЊ120mmЁЂжаМфЭфЧњЖЮАыОЖR=120mmЁЂЭфЧњНЧЮЊ40°ЕФTC4БЁБкюбЙмЮЊЕфаЭДњБэНјааИпЮТШЦЭфФЃОпЪ§жЕФЃФтЃЌбщжЄФЃОпЕФЮТЖШЗжВМФмЗёТњзуюбЙмИпЮТШЦЭфЕФЙЄвевЊЧѓЁЃ
3.1Ъ§жЕФЃаЭЙЙНЈ
3.1.1МИКЮФЃаЭЙЙНЈ
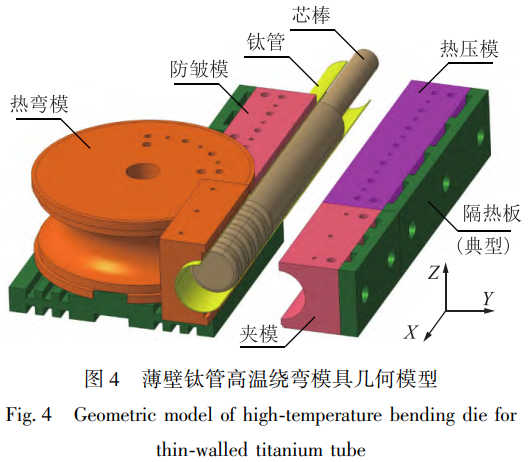
АДБЁБкюбЙмИпЮТШЦЭфФЃОпЩшМЦНсЙћЙЙНЈШЋГпДчМИКЮФЃаЭЃЌАќРЈШШЭфФЃЁЂМаФЃЁЂШШбЙФЃЁЂЗРжхФЃЁЂаОАєЁЂИєШШАхКЭюбЙмЁЃЭъећЕФБЁБкюбЙмИпЮТШЦЭфФЃОпМИКЮФЃаЭМћЭМ4ЁЃ
3.1.2ЭјИёЛЎЗж
ВЩгУ“ЗжЧјЛЎЗж”ЗНЪННјааВЛЭЌРраЭЁЂДѓаЁЕФЭјИёЛЎЗжЁЃЮЊЦНКтМЦЫуОЋЖШгыМЦЫуаЇТЪЃЌЖдФЃаЭНјааКЯРэМђЛЏ:БЃСєФЃОпзмЬхНсЙЙЁЂМгШШПзЕРЕШЙиМќЬиеї,КіТдСЌНгПзЁЂЕЙНЧЕШЗЧЙиМќЯИНкЁЃюбЙмЭфЧњЖЮбЁгУШ§НкЕуШ§НЧаЮПЧЕЅдЊ,ЭјИёГпДчЮЊ2~5mm;юбЙмжБЯпЖЮбЁгУЫФНкЕуЫФБпаЮПЧЕЅдЊ,ЭјИёГпДчЮЊ8~12mmЁЃЫљгаФЃОпЕФЙЄзїаЭУцЁЂМгШШПзЕШЙиМќЧјгђОљВЩгУСљУцЬхНсЙЙЛЏЭјИёЃЌЭјИёГпДчЮЊ2~5mmЁЃЫљгаФЃОпЕФЗЧЙЄзїаЭУцЁЂИєШШАхОљВЩгУЫФУцЬхЗЧНсЙЙЛЏЭјИёЃЌЭјИёГпДчЮЊ10~15mmЁЃ
3.1.3ВФСЯЪєадЩшжУ
БЁБкюбЙмИпЮТШЦЭфФЃОпЪ§жЕФЃФташЩшжУW6Mo5Cr4V2ИжЁЂH13ИжЁЂAl2O3 бѕЛЏТСЬеДЩКЭTC4юбЙм4жжФЃОпВФСЯЕФИпЮТСІбЇКЭЮяРэадФмВЮЪ§ЃЌВЮПМжЕМћБэ1ЁЃЦфжаTC4юбЙмдкИпЮТ700~900ЁцЕФгІСІ-гІБфЧњЯпПЩВЮПМЙњФкИпаЃЪЕВтЪ§Он[16-17]ЁЃ
Бэ1 4жжФЃОпВФСЯЕФИпЮТСІбЇКЭЮяРэадФмЪ§ОнВЮПМжЕ
Table 1 Reference values for high-temperature mechanical and physical property data of four materials
| адФмВЮЪ§ | W6Mo5Cr4V2Иж | H13Иж | 85%Al2O3 бѕЛЏТСЬеДЩ | TC4юбЙм |
| ПЙРЧПЖШ/MPa | 400~500 | 350~450 | вЛ | 200~250 |
| ЧќЗўЧПЖШ/MPa | 350~450 | 300~400 | 150~200 | |
| ЩьГЄТЪ/% | 10~20 | 15~25 | <0.1 | 30~50 |
| ЕЏадФЃСП/GPa | 170~190 | 160~180 | 280~350 | 60~70 |
| ШШЕМТЪ/(W. (m.K)-1) | 28~32 | 35~40 | 13.8~16.7 | 15~18 |
| БШШШШн/(J. (kg.K)-1) | 600~700 | 750~850 | 800~900 | 900~1000 |
| ВДЫЩБШ | 0.31~0.34 | 0.32~0.35 | 0.22~0.24 | 0.35~0.38 |
3.1.4БпНчЬѕМўЩшжУ
ЮТЖШБпНчЬѕМў:РфШДСїЕРНјЫЎАДЮТПиЫЎЯфзюИпЮТЖШ50ЁцЩшжУ,ГіПкЮЊздгЩСїГі;ЛЗОГЮТЖШЮЊ25Ёц,ЖдСїЛЛШШЯЕЪ§ЮЊ10W.(m2.K)-1;МгШШПзАД“ФкШШдД”ДІРэЃЌЙІТЪУмЖШАДЕчШШЙмзюДѓжЕ8W.cm-3ЩшжУЁЃ
СІбЇБпНчЬѕМў:дМЪјЭфЧњФЃZжсЗНЯђЮЛвЦЃЌгУа§зЊЮЛвЦМгдиЗНЪНЪЉМгНЧЫйЖШw=0.05 rad.s-1;МаФЃЪЉМг10~15MPaЕФМаНєСІ;дМЪјШШбЙФЃYЁЂZжсЗНЯђЮЛвЦЃЌXжсЗНЯђЪЉМгЯпЫйЖШV=wR=6mm.s-1;ЭЌЪБдМЪјЗРжхФЃЁЂаОАєЕФXЁЂYЁЂZжсЗНЯђЮЛвЦЁЃ
НгДЅБпНчЬѕМў:ШШЭфФЃЁЂШШбЙФЃЁЂЗРжхФЃгыюбЙмжЎМфЕФНгДЅРраЭЮЊ“ШШ-СІёюКЯНгДЅ”ЃЌФІВСвђЪ§ЮЊ0.1;МаФЃЁЂаОАєгыюбЙмЕФНгДЅРраЭЮЊ“гаЯоЛЌЖЏ”;ЫљгаФЃОпгыИєШШАхЕФНгДЅРраЭОљЮЊ“ЮоЛЌЖЏНгДЅ”ЁЃ
3.2Ъ§жЕФЃФтНсЙћЗжЮі
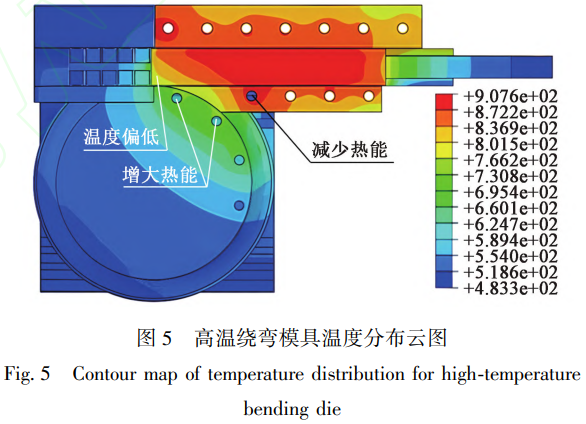
БЁБкюбЙмИпЮТШЦЭфФЃОпЪ§жЕФЃФтКѓЃЌЕУЕНФЃОпЮТЖШГЁЗжВМдЦЭММћЭМ5(ЮДЯдЪОИєШШАх)ЁЃЭЈЙ§ЭМ5ПЩвдПДГі:ШШбЙФЃгыЗРжхФЃЕФЕчШШЙмЕФЙІТЪУмЖШЖдФЃОпЮТЖШгАЯьзюДѓ;ШШЭфФЃЁЂШШбЙФЃгыЗРжхФЃШ§епжЎМфЧјгђЕФЮТЖШЮЊ792~890ЁцЃЌЮТЖШВювьЙ§ДѓЃЌгШЦфЪЧШШЭфФЃЭфЧњЧаЕуЮТЖШзюЕЭЃЌЮЊ792ЁцЃЌашМгДѓШШЭфФЃИУЮЛжУМгШШЙмЕФЖюЖЈЙІТЪЃЌдіДѓШШФмЪфШыФмСІЃЌЬсЩ§ИУЧјгђЕФЮТЖШ;ЗРЗРжхФЃЩЯЕк1ИіМгШШПзЕФжмБпЮТЖШЦЋИпЃЌДяЕН890ЁцЃЌПЩЪЪЕБМѕЩйМгШШЙмШШФмЪфШыЁЃ
ЭЈЙ§ЗДИДгХЛЏЃЌЕБШШЭфФЃЭфЧњЧаЕуИННќ2ИіМгШШПзЙІТЪУмЖШЮЊ8.5W.cm-3ЁЂЗРжхФЃЩЯЕк1ИіМгШШПзЙІТЪУмЖШЮЊ7.7W.cm-3ЃЌЦфгрМгШШПзЙІТЪУмЖШЮЊ7.9W.cm-3ЪБЃЌФЃОпЮТЖШГЁЗжВМдЦЭММћЭМ6ЁЃгЩЭМ6ПЩжЊЃЌШШЭфФЃЁЂШШбЙФЃгыЗРжхФЃШ§епжЎМфЧјгђЕФЮТЖШЮЊ804~865Ёц,ЮТЖШВювьУїЯдМѕаЁ,ЧвТњзуСЫюбЙмГЩаЮЮТЖШ800ЁцЕФвЊЧѓЁЃ
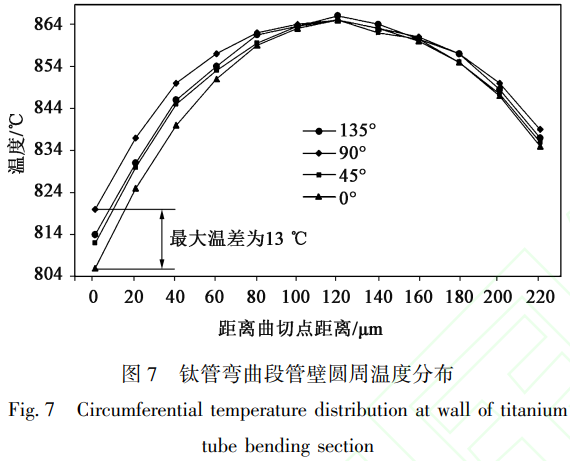
ДггХЛЏКѓЕФЪ§жЕФЃФтНсЙћжаЬсШЁГіюбЙмЭфЧњЖЮЙмБкдВжм0°ЁЂ45°ЁЂ90°КЭ135°ЕФЮТЖШЪ§ОнаЮГЩЮТЖШЧњЯпЃЌМћЭМ7ЁЃПЩвдПДГі:юбЙмЭфЧњЖЮЮТЖШгыФЃОпЮТЖШЗжВМЧїЪЦвЛжТ,ЫЕУїФЃОпФмЙЛНЋШШФмДЋЕнЕНЙмВФ;ЭфЧњЖЮЙмБкдВжмФкЮТЖШВювьадзюДѓЕФЧјгђЮЊЭфЧњЧаЕуЮЛжУЃЌзюДѓЮТВюЮЊ13ЁцЃЌТњзуСЫБЁБкюбЙмИпЮТШЦЭфЮТЖШВювьаддк±15ЁцЕФвЊЧѓЁЃ
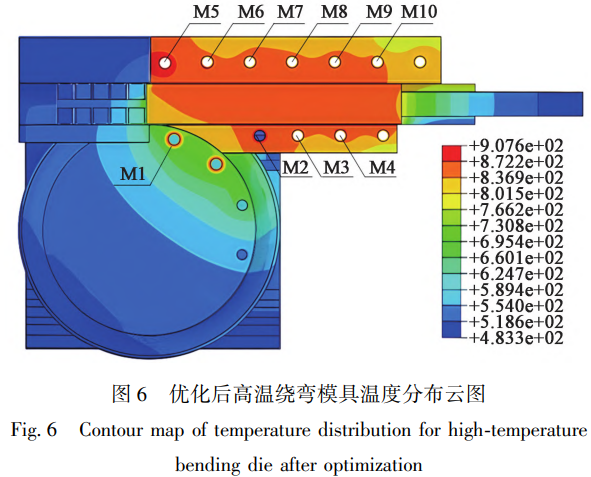
юбЙмИпЮТШЦЭфЪБЃЌюбЙмЭфЧњЖЮЙмБкдВжмЖМБЛФЃОпМаГжЃЌЮоЗЈжБНгВтСПЙмБкЮТЖШЃЌжЛФмМфНгВтСПФЃОпЮТЖШЃЌДгЪ§жЕФЃФтНсЙћжаЬсШЁ10ИіШШЕчХМ(M1~M10)АВзАЮЛжУЕФЮТЖШЪ§ОнЃЌЮЊюбЙмИпЮТШЦЭфФЃОпЪЕбщВтЪдЬсЙЉРэТлЪ§ОнЁЃШШЕчХМ(M1~M10)ЗжВМЮЛжУМћЭМ6ЃЌЦфжаШШЭфФЃЩЯАВзА1ИіШШЕчХМЁЂШШбЙФЃЩЯАВзА6ИіШШЕчХМЁЂЗРжхФЃЩЯАВзА3ИіШШЕчХМЁЃ
4ЁЂБЁБкюбЙмИпЮТШЦЭфФЃОпЪЕбщВтЪд
4.1ЪЕбщЙ§ГЬ
ЪЕбщЕФФПЕФЪЧбщжЄФЃОпЕФЪЕМЪадФмЪЧЗёТњзуБЁБкюбЙмИпЮТШЦЭфФЃОпЕФЩшМЦвЊЧѓ,TC4юбЙмдкЪЕбщЙ§ГЬжазїЮЊадФмбщжЄЕФдиЬх,ЗЧжїЬхПМКЫЖдЯѓЁЃЪЕбщжївЊЙ§ГЬШчЯТЁЃ
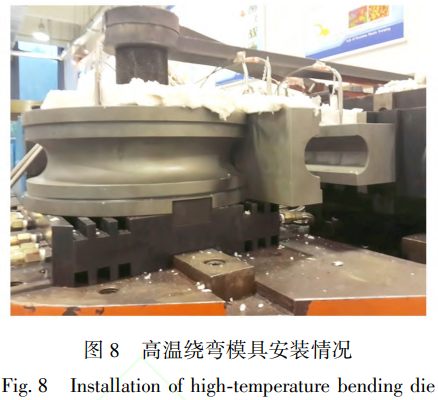
(1)ЪЕбщЬЈАВзА:АДЩшМЦЭМбљМгЙЄГіЫљгаЕФФЃОпЃЌВЂЪЙгУТнЫЈЙЬЖЈдкЭфЙмЛњЙЄзїЬЈЩЯ;НЋЮТЖШПижЦвЧЕФЕчШШЙмЁЂШШЕчХМАВзАдкФЃОпЩЯ;НЋЮТПиЫЎЯфЕФЫЎЙмСЌНгдкФЃОпЕФРфШДПзЩЯ;НЋюбЙмЬздкаОАєЩЯЁЃ
ЕфаЭюбЙмИпЮТШЦЭфФЃОпАВзАЧщПіМћЭМ8ЁЃ
(2)ЪЕбщЧАМьВщ:МьВщШШЕчХМгІдкаЃзМгааЇЦкФк;МьВщЭфЙмЛњЁЂЮТЖШПижЦвЧЁЂЮТПиЫЎЯфСЌНггІПЩПП;МьВщФЃОпЁЂюбЙмАВзАЕФЮЛжУКЭОЋЖШгІТњзувЊЧѓ;МьВщЮТЖШПижЦвЧЕФМгЮТЁЂВтЮТЁЂКуЮТЙІФмгІе§ГЃЁЃ
(3)ВЮЪ§ЩшжУ:дкЭфЙмЛњЩЯЩшжУЭфЧњНЧЖШЮЊ40°ЁЂЭфЧњЫйЖШЮЊ0.05 rad.s^{-1}ЁЂМаФЃбЙСІЮЊ10~15 MPaЁЂШШбЙФЃЫйЖШЮЊ6mm.s-1;дкЮТЖШПижЦвЧЩЯЩшжУМгШШЮТЖШЮЊ800Ёц;дкЮТПиЫЎЯфЩЯЩшжУЫЎЮТЮТЖШЮЊ50ЁцЁЃ
(4)ЪжЖЏМгШШЮТЖШВтЪд:НЋЮТЖШПижЦвЧЫљгаЕчШШЙмДІгкЪжЖЏПижЦФЃЪНЃЌЦєЖЏМгШШЯЕЭГМгШШФЃОпЃЌ30minКѓЃЌМЧТМФЃОпЩЯИїШШЕчХМ(M1~M10)ЕФЪЕВтЮТЖШЁЃ
(5)здЖЏМгШШЮТЖШВтЪд:НЋЮТЖШПижЦвЧЫљгаЕчШШЙмДІгкздЖЏПижЦФЃЪНЃЌЦєЖЏМгШШЯЕЭГМгШШФЃОпЃЌ30minКѓЃЌМЧТМФЃОпЩЯИїШШЕчХМ(M1~M10)ЕФЪЕВтЮТЖШЁЃ
(6)ИпЮТШЦЭфГЩаЮ:ЕБФЃОпЮТЖШТњзувЊЧѓКѓЃЌЦєЖЏЭфЙмЛњЃЌМаФЃМаНєюбЙмЃЌЭфЧњБлДјЖЏюбЙмШЦЭфЃЌШШбЙФЃгыюбЙмЭЌВНЧАНјЃЌЗРжхФЃЁЂаОАєЪЕЪБжЇГжюбЙмЗРжЙЛћБфКЭЦ№жхЁЃ
(7)РфШДгыШЁМў:ШЦЭфЭъГЩКѓЃЌРфШДЯЕЭГЧаЛЛжСИпЫйФЃЪНЃЌФЃОпЮТЖШЯТНЕКѓЃЌДђПЊМаФЃШЁГіюбЙмбљМўЃЌНјааКѓајМьВтЁЃ
4.2ЪЕбщНсЙћЗжЮі
4.2.1ФЃОпЪЕВтЮТЖШЗжЮі
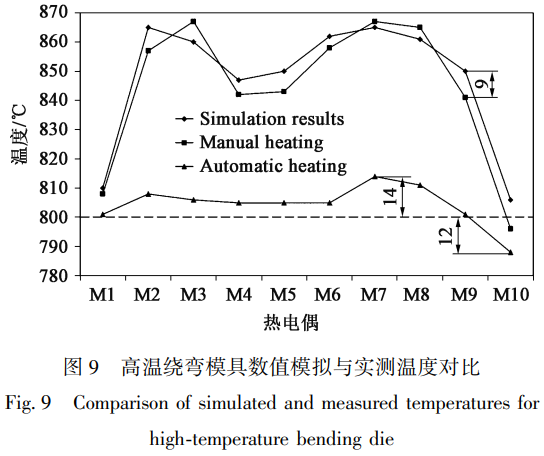
ЮТЖШПижЦвЧдкЪжЖЏМгШШЁЂздЖЏМгШШЧщПіЯТЕФюбЙмИпЮТШЦЭфФЃОпШШЕчХМ(M1~M10)ЪЕВтЮТЖШЧњЯпМћЭМ9ЁЃЭЈЙ§ЭМ9ПЩвдПДГі:
(1)ЪжЖЏМгШШЧщПіЯТ,ШШЕчХМЕФЪЕВтЮТЖШгыЪ§жЕФЃФтЮТЖШЕФзюДѓЦЋВюЮДГЌЙ§9Ёц,ЫЕУїЪ§жЕФЃФтНсЙћгыЪжЖЏМгШШНсЙћЪЧЛљБОЮЧКЯЕФ;
(2)здЖЏМгШШЧщПіЯТЃЌГ§ШШЕчХМ(M10)ЭтЃЌЦфгрШШЕчХМ(M1~M9)ЕФЪЕВтЮТЖШдк801~814ЁцжЎМфЃЌТњзуБЁБкюбЙмИпЮТШЦЭфЮТЖШвЊЧѓ(800Ёц)ЃЌЫЕУїЮТЖШПижЦвЧЕФздЖЏКуЮТзїгУУїЯдЃЌФмОЋШЗЖЏЬЌЕїПиФЃОпЕФЪЕМЪЮТЖШ;
(3)ЮоТлдкЪжЖЏМгШШЧщПіЃЌЛЙЪЧдкздЖЏМгШШЧщПіЯТЃЌШШЕчХМ(M10)ЕФЮТЖШЖМЦЋЕЭЃЌзюЕЭЮЊ788ЁцЃЌЕЋИУЮЛжУвбГЌГіюбЙмЭфЧњЖЮЗЖЮЇЃЌВЛгАЯьюбЙмЭфЧњГЩаЮЃЌПЩКіТдЮТЖШВювьЁЃ
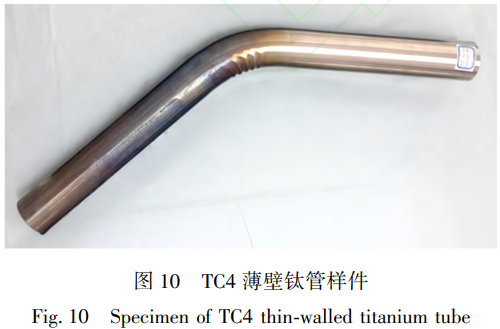
4.2.2юбЙмбљМўжЪСПЦРЙР
ЭфЧњКѓЕФTC4БЁБкюбЙмбљМўМћЭМ10ЁЃЭЈЙ§МьВщЗЂЯж:(1)юбЙмМгШШЧјБэУцЗЂКкУїЯдЃЌЫЕУїюбЙмвбДяИпЮТбѕЛЏЮТЖШЃЌашвЊдкюбЙмЩЯдіМгИпЮТЗРбѕЛЏЭПВу;(2)юбЙмЭфЧњЖЮФкВрЦ№жхУїЯдЃЌЫЕУїЗРжхФЃНсЙЙГпДчЛђАВзАЮЛжУвьГЃЃЌУЛгаДяЕНЗРжЙЦ№жхЕФФПЕФЃЌЛЙашвЊНјааЗРжхФЃНсЙЙГпДчгХЛЏвдМАюбЙмШЦЭфГЩаЮЙЄвеИФНјЁЃ
5ЁЂНсТл
(1)БЁБкюбЙмИпЮТШЦЭфЕФКЫаФЪЧЭЈЙ§ЮТЖШГЁгыСІГЁЕФаЭЌПижЦЬсЩ§юбКЯН№ЫмадЃЌИпЮТШЦЭфФЃОпашЭЌЪБЪЕЯжОЋзММгШШЁЂИпаЇИєШШЁЂПьЫйРфШДгыИпЮТГадиетЫФДѓЙІФмЁЃ
(2)ФЃОпМгШШЯЕЭГВЩгУФкжУЪНЕчШШЙмМгШШЃЌХфжУ“МгШШ-ВтЮТ-ЗДРЁ”БеЛЗПижЦЙІФмЕФЮТЖШПижЦвЧЃЌПЩЪЕЯжФЃОпОЋзММгЮТЁЂВтЮТКЭКуЮТ;дкФЃОпгыЭфЙмЛњЙЄзїЬЈжЎМфЩшжУбѕЛЏТСЬеДЩИєШШАхЃЌФмЪЕЯжФЃОпгыЭфЙмЛњЕФИпаЇИєШШ;РфШДЯЕЭГВЩгУФкжУЪНСїЕРЫЎРфЗНЪНЃЌХфжУздЖЏЮТПиЫЎЯфЃЌФмПьЫйНЕЕЭФЃОпЮТЖШ;ИпЮТжїЪмСІФЃОпВФСЯбЁгУИпЫйИжЁЂИпЮТДЮЪмСІФЃОпВФСЯбЁгУШШзїФЃОпИжЃЌвдТњзуюбЙмИпЮТЙЄПіЯТЕФИпЮТГадиашЧѓЁЃ
(3)гаЯодЊЪ§жЕФЃФтПЩгааЇдЄВтФЃОпЮТЖШЗжВМзДЬЌЃЌбщжЄФЃОпЮТЖШФмЗёТњзуюбЙмГЩаЮвЊЧѓЃЌДѓЗљМѕЩйЮяРэЪЕбщЕФЕќДњДЮЪ§ЁЃЭЈЙ§ВтЪдБэУїЃЌФЃОпЮТЖШЗжВМТњзуБЁБкюбЙмИпЮТШЦЭфЙЄвевЊЧѓЃЌюбЙмЭфЧњЖЮЙмБкдВжмЕФЮТЖШОљдШадПижЦдквЊЧѓЗЖЮЇФкЁЃ
ВЮПМЮФЯз:
[1]ЗызПЃЌЭѕПЗцЃЌВХвЋфПЃЌЕШ.ЛљгкFEAЕФTC4юбКЯН№МЄЙт/ГЌЩљИЈжњVаЭЭфЧњЙЄве[J].ЖЭбЙММЪѕЃЌ2025ЃЌ50(8):64-71.
Feng Z, Wang K F, Cai Y Q, et al. Laser/ultrasonic assisted V-type bending process of TC4 titanium alloy based on FEA[J].Forging& Stamping Technology,2025,50(8):64-71.
[2]ЬежЧО§.ДѓжБОЖБЁБкTC4юбЙмЪ§ПиЮТШШЭфЧњГЩаЮадбаОП[D].ЮїАВ:ЮїББЙЄвЕДѓбЇЃЌ2017.
Tao Z J. Formability of Large-Diameter Thin-Walled TC4 Titanium Alloy Tube in NC Warm Bending Process[D]. Xi'an: Northwestern Polytechnical University,2017.
[3]Tao Z, Li H, Ma J, et al. FE modeling of a complete warm-bending process for optimal design of heating stages for the forming of large-diameter thin-walled Ti-6Al-4V tubes[J]. Manufacturing ReviewЃЌ2017ЃЌ4:2017010.
[4]ЭѕН№УїЃЌЭѕЛЊЃЌаьеёЛЊЃЌЕШ.ЙмФЃМфЯЖЖдTi-2Al-2.5ZrюбКЯН№ЙмВФЪ§ПиЭфЧњГЩаЮжЪСПЕФгАЯь[J].ЖЭбЙММЪѕЃЌ2024ЃЌ49(1):81-88.
Wang J M, Wang H, Xu Z H, et al. Influence of clearance between pipe and die on CNC bending quality for Ti-2Al-2.5Zr titanium alloy pipe[J]. Forging& Stamping Technology,2024,49(1):81-88.
[5]ТэПЁ.ИпЧПюбКЯН№ЙмШШГЁИЈжњЭфЧњГЩаЮЛиЕЏНЈФЃгыПижЦ[D].ЮїАВ:ЮїББЙЄвЕДѓбЇ,2020.
Ma J. Modeling and Control of Springback in Heat-assisted Bending of High-Strength Titanium Tube[D]. Xi'an: Northwestern Polytechnical University,2020.
[6]Simonetto Enrico, Venturato Giulia, Ghiott Andrea, et al. Modelling of hot rotary draw bending for thin-walled titanium alloy tubes[J]. International Journal of Mechanical Sciences. 2018, 148:698-706.
[7]Li G J,He Z R,Ma J,et al. Springback analysis for warm Bending of titanium tube based on coupled thermal-mechanical simulation[J].MaterialsЃЌ2021ЃЌ14(17):5044.
[8]ИЖгБЃЌеХебЃЌбюКуЃЌЕШ.ИпЧПаЁЭфЧњАыОЖюбЙмШШГЁИЈжњЪ§ПиЭфЧњЙЄвеВЮЪ§ШЗЖЈадгХЛЏ[J].ЫмадЙЄГЬбЇБЈЃЌ2021ЃЌ28(4):60-69.
Fu Y, Zhang Z, Yang H, et al. Process parameters deterministic optimization of heat field-assisted numerical control bending for titanium tube with high strength and small bending radius[J].Journal of Plasticity Engineering,2021,28(4):60-69.
[9]СжвІГНЃЌдјдЊЫЩЃЌЮтЮЊЃЌЕШ.ЛљгкФЃОпДДаТЩшМЦЕФИпЧПюбЙмаЁАыОЖМгШШШЦЭфБтЛЏПижЦ[J].ОЋУмГЩаЮЙЄГЬЃЌ2022ЃЌ14(1):95-100.
Lin Y C, Zeng Y S, Wu W, et al. Control of sectional flattening in heat-assisted rotary draw bending of high- strength titanium tubes with small-radius based on innovative design of die[J]. Journal of Netshape Forming Engineering,2022,14(1):95-100.
[10] Yang H, Li H, Ma J, et al. Breaking bending limit of difficult-to-form titanium tubes by differential heating-based reconstruction of neutral layer shifting[J]. International Journal of Machine Tools& Manufacture: Design, Research and Application, 2021, 166:103742.
[11]Cheng Z, Ali Abd El-Aty, Zhang R,et al. Finite element modeling and experimental investigation on manufacturing TA18 alloy pipes via hot free bending forming technology: Forming characteristics and process optimization[J]. Journal of Materials Research and TechnologyЃЌ2024ЃЌ29:5225-5240.
[12]ТоЪБНЁЃЌаьбЉЗхЃЌЗЖгёБѓЃЌЕШ.аЁЭфЧњАыОЖюбЙмВюЮТЭЦЭфГЩаЮЙЄвебаОП[J].ВФСЯПЦбЇЃЌ2024ЃЌ14(4):427-432.
Luo S J, Xu X F, Fan Y B, et al. Research on differential temperature push-bending forming process of titanium tube with small bending radius[J]. Material Sciences, 2024, 14(4): 427-432.
[13]ИЖРћЙњЃЌЬеЛЖЃЌСѕРжРжЃЌЕШ.ДѓжБОЖБЁБкTA24юбКЯН№ЙмжаЦЕИагІМгШШЭфЧњЙЄвебаОП[J].ШШМгЙЄЙЄвеЃЌ2023ЃЌ52(21):148-151.
Fu L G, Tao H, Liu L L, et al. Study on medium frequency induction heating bending process of large diameter thin-walled TA24 titanium alloy tube[J]. Hot Working Technology, 2023, 52(21):148-151.
[14]еХОВЃЌЫЮЕТОќЃЌжьЧПЃЌЕШ.Ti75ЙмВФИпЮТЭфЧњГЩаЮЕФе§НЛгаЯодЊФЃФт[J].ВФСЯШШДІРэбЇБЈЃЌ2020ЃЌ41(6):190-196.
Zhang J, Song D J, Zhu Q, et al. Orthogonal finite element simulation of Ti75 tube bending at high temperature[J]. Transactions of Materials and Heat Treatment, 2020, 41(6): 190-196.
[15]дЌЗНЃЌЭѕЪЄРЖЃЌвЖАюЫЩ.ЛљгкVBЕФВюЮТЭЦЭфГЩаЮФЃОпВЮЪ§ЛЏЩшМЦ[J].жЧФмМЦЫуЛњгыгІгУЃЌ2024ЃЌ14(6):158-162.
Yuan F, Wang S L, Ye B S. Parameterized design of differential temperature push bending mold based on VB[J]. Intelligent Computer and Applications, 2024, 14(6): 158-162.
[16]СѕДѓКЃЃЌСѕПЕЃЌбюССЃЌЕШ.TC4юбКЯН№ШШРЩьБфаЮааЮЊМАБОЙЙФЃаЭЕФНЈСЂ[J].ОЋУмГЩаЮЙЄГЬЃЌ2025ЃЌ17(4):104-112.
Liu D H, Liu K, Yang L, et al. Hot tensile deformation behavior and constitutive model of TC4 titanium alloy[J]. Journal of Netshape Forming Engineering, 2025, 17(4): 104-112.
[17]ТРПЁНѕЃЌЮКХєЗЩЃЌКњжОСІ.TC4юбКЯН№ШШБфаЮааЮЊМАШШГхбЙЙЄве[J].ЫмадЙЄГЬбЇБЈЃЌ2025ЃЌ32(4):33-42.
Lyu J J, Wei P F, Hu Z L. Hot deformation behavior and hot stamping process of TC4 titanium alloy[J]. Journal of Plasticity Engineering,2025,32(4):33-42.
ЃЈзЂЃЌдЮФБъЬтЃКБЁБкюбЙмИпЮТШЦЭфФЃОпбажЦгыВтЪд_РюЙтПЁЃЉ
tagБъЧЉ:КНПеКНЬь,БЁБкюбЙм,ИпЮТШЦЭфФЃОп,ЙиМќНсЙЙЩшМЦ