



·ўІјИХЖЪЈә2026-3-9 10:02:40
ИИҪ»»»Жч№г·әУҰУГУЪәҪҝХ/әҪМмБмУтЈ¬ёщҫЭІ»Н¬№ӨҝцМхјюЈ¬ҝЙІЙУГНӯЎўВБЎўј°І»РвёЦІДБПҪшРРЦЖФмЎЈЛжЧЕЦР№ъҙу·Й»ъј°РВРНЧчХҪ·Й»ъөДСРЦЖЈ¬¶ФИИҪ»»»ЖчөДТӘЗуҙу·щМбёЯЈ¬ИИҪ»»»ЖчІ»ҪцРиТӘҫЯУРУЕБјөД»»ИИРФДЬЈ¬»№УҰВъЧгДНёҜКҙДЬЗҝЎўЗҝ¶ИёЯЎўЦШБҝЗбөДјјКхТӘЗуЈ¬ХвҫНК№өГІЙУГҙ«НіІДБПТСОЮ·ЁВъЧгЦч»ъөДөДІъЖ·РиЗуЎЈ¶шоСәПҪрІДБПУөУРұИЗҝ¶ИёЯЎўДНёЯОВЎўДНёҜКҙөИБјәГРФДЬЈ¬УҰУГУЪИИҪ»»»ЖчҝЙВъЧгЦч»ъөДҝБҝМТӘЗуЎЈ
Хл¶ФоСәПҪр°еібКҪЙўИИЖчөДЗҘәё№эіМЈ¬№ъДЪТСУРёЯРЈј°СРҫҝЛщ¶ФЖдҪшРРБЛЙоИлСРҫҝЈ¬АоФГөИ[1]Хл¶ФоСәПҪр°еібКҪҪб№№»»ИИЖчөДХжҝХЗҘәё№эіМҝӘХ№ИИ-№МсоәПҪЁДЈј°·ВХжСРҫҝЈ¬ІыКцБЛЗҘәё№эіМОВ¶ИҫщФИРФј°ІРУаУҰБҰөД·ЦІјМШХчЈ¬өГіцБЛ°еібКҪҪб№№БҪІаОВ¶ИҪПёЯЈ¬ЦРІҝОВ¶ИҪПөНЈ¬СУіӨұЈОВКұјдҝЙУРР§ёДЙЖ°еібҪб№№өДОВ¶ИҫщФИРФЎЈВнБъ·ЙөИ°еібКҪЙўИИЖчҪшРРБЛХжҝХЗҘәё№эіМОВ¶ИіЎөДҫщФИРФСРҫҝ,өГіцБЛ№ӨјюОВ¶ИіЎөДҫщФИРФКЬ№ӨјюҪб№№өДУ°ПмПФЦшЈ¬°еібҪб№№өД·еЦөОВ¶ИО»УЪ°еібҪб№№БҪІаЎЈөұ№ӨјюКЬөҪИИ·шЙдөД·ҪПтРФҪПІоКұЈ¬ЖдОВ¶ИҫщФИРФёьәГЈ¬ТтҙЛјдёф·ЦІјөДјУИИҙшОВ¶ИҫщФИРФёьУЕЈ¬¶шЙэОВЛЩВКФцҙуКұЈ¬№ӨјюөДОВ¶ИіЎҫщФИРФұдІоЎЈЦЬПНҫьөИ[3]Хл¶ФоСәПҪр°еібКҪ»»ИИЖчөДЗҘәё№эіМҪшРРБЛ№ӨТХ·ВХж·ЦОцЈ¬ЙијЖБЛФЪөІ°е(·вМх)ПВС№0.1mmКұөД№ӨТХ·Ҫ°ёЈ¬ІўҪшРРБЛСйЦӨ№ӨЧчЈ¬ЦЖұёБЛЦКБҝБјәГЎўәёҪУҪфГЬөД»»ИИЖчСщјюЎЈЦУЛШҫкөИ [4]ҙУЗҘәё·Ҫ·ЁУлЙиұёЎўЗҘәё№ӨТХјјКхЎўоСәПҪрЗҘәёІДБПИэёцәЛРДТтЛШ·ҪГж¶ФДҝЗ°№ъДЪНвөДПа№ШАнВЫЦӘК¶УлјјКхСРҫҝҪшРРБЛЧЫәП·ЦОцЖАКцЈ¬ІўЦёіцБЛДҝЗ°ҙжФЪөДОКМвУлРиҪвҫцөДДСМвЎЈ
ЛдИ»№ъДЪТСУР¶аИЛҪшРРБЛоСәПҪр°еібКҪөДЗҘәёөДПа№ШСРҫҝ№ӨЧчЈ¬ө«¶ФУЪоСәПҪрИИҪ»»»ЖчЗҘәё№эіМөД№ӨТХ№эіМПёҪЪДЪИЭСРҫҝҪПЙЩЎЈұҫОДҪбәПІъЖ·өДЙъІъ№эіМ¶ФоСәПҪр°еібКҪИИҪ»»»ЖчөДЗҘәё№ӨТХҪшРРСРҫҝЎЈ
оСәПҪр°еібКҪРҫМеЗҘәёЗҘБП¶аІЙУГТш»щЗҘБП»тоС»щЗҘБПЈ¬Тш»щЗҘБПҫЯУР¶ФДЬТэЖрёҜКҙөДВИАлЧУГфёРөДМШРФј°ёЯОВ№ӨЧчКұЗҝ¶ИҪПөНөДИұөгЈ¬№ӨТөУҰУГҪПЙЩЎЈ¶шоС»щЗҘБПҫЯУРЗҝ¶ИёЯЎўДНёҜКҙРФДЬәГөДМШөгЈ¬ҝЙТФККУҰёҙФУөД№Өҝц»·ҫіЎЈө«УЙУЪоС»щЗҘБПТұБ¶ұИҪПА§ДСЈ¬ЗТҙаРФҪПҙуЈ¬јУ№ӨРФДЬІоЈ¬ЗҘБПІӯІДЦЖұёА§ДСЈ¬ЛдИ»ІЙУГ·Зҫ§ј«АдЦЖІӯјјКхіЙРН·Зҫ§ЗҘБП,ө«УЙУЪҝн¶ИҪцДЬҙпөҪ20mm,ОЮ·ЁУГУЪИИҪ»»»ЖчҙуГж»эөДЗҘәёЈ¬ДҝЗ°оС»щЗҘБПҙу¶аТФ·ЫЧҙ»тёаЧҙҪшРР№©УҰЈ¬ТтҙЛұҫВЫОДЦчТӘ»щУЪёаЧҙоС»щЗҘБПөДЗҘәёҪшРР№ӨТХСРҫҝЎЈ
1Ўў№ӨТХРФ·ЦОц
1.1РҫМеҪб№№ј°ІДБП·ЦОц
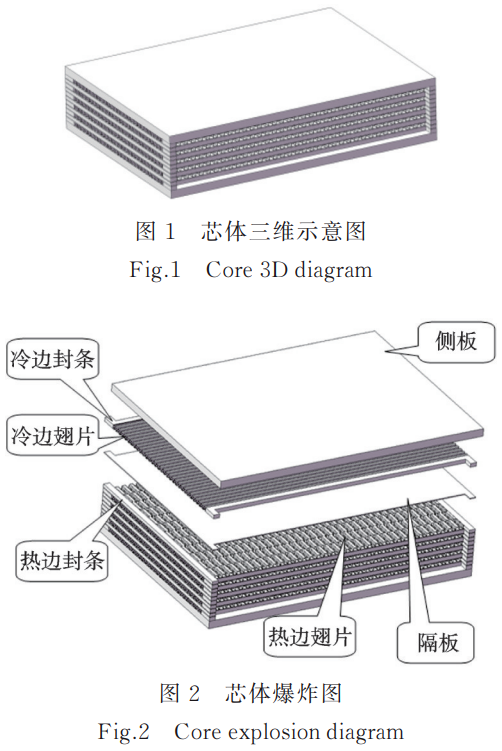
ұҫОДЙжј°өДоСәПҪр°еібКҪИИҪ»»»ЖчЦчТӘУЙІа°еЎўёф°еЎўАдұЯібЖ¬ЎўИИұЯібЖ¬ЎўАдұЯ·вМхЎўИИұЯ·вМх№№іЙ,ЖдІъЖ·РҫМеҪб№№ИзНј1-2ЛщКҫЎЈОӘБЛМбёЯ»»ИИРФДЬј°ҪөөНІъЖ·ЦШБҝ,ФЪДЬ№»ВъЧгіРС№ДЬБҰТӘЗуөДЗйҝцПВ,ёф°еІДБПәс¶ИТ»°гСЎФс0.5mm,ібЖ¬ІДБПәс¶ИТ»°гОӘ0.1mmЎЈФЪІДБПСЎФсЙПІ»ҪцТӘҝјВЗІъЖ·ДНёҜКҙРФДЬөДТӘЗу,Н¬Кұ»№УҰҝјВЗБгјюјУ№ӨөД№ӨТХРФ,ИзоУҪріЙРНј°ЗҘәёРФДЬөИЎЈTA1оСәПҪрІД
БПҫЯУРЛЬРФәГЈ¬ДНёҜКҙРФДЬУЕБјЎўТЧУЪІЙ№әөДМШөгЈ¬ТтҙЛ,ұҫОДСРҫҝөДИИҪ»»»ЖчРҫМеІДБПІЙУГTA1оСәПҪрЎЈёщҫЭИИҪ»»»ЖчөД№ӨҝцТӘЗуЈ¬ұҫВЫОДСРҫҝөДИИҪ»»»ЖчРҫМеЗҘәёЦКБҝТӘЗуИзПВ:
(a)ИИҪ»»»ЖчРҫМе·вМхІҝО»ЗҘәё·мУҰВъЧгГЬ·вөДТӘЗу;
(b)ібЖ¬Улёф°е»тІа°еөДЗҘЧЕВКУҰВъЧгРҫМеБҪЗ»өДіРС№ТӘЗуЈ¬ФЪДЪЗ»јУС№2MPa(ұнС№)ЗйҝцПВЈ¬І»»біцПЦРҫМеІа°е»тёф°е№Д°ьөДЗйҝцЎЈ
1.2ИИҪ»»»ЖчЗҘәё№ӨТХДСөг·ЦОц
ИИҪ»»»ЖчРҫМеІДБПІЙУГTA1оСәПҪр,TA1КфУЪ№ӨТөҙҝоС,Жд»ҜС§іЙ·ЦИзұн1ЛщКҫЎЈҙҝоСФЪіЈОВПВТФГЬЕЕБщ·Ҫҫ§ёсҪб№№ҙжФЪЈ¬іЖЦ®ОӘαоСЈ¬ФЪОВ¶ИЙэёЯөҪ882ЎжТФЙПКұЈ¬ЧӘұдОӘМеРДБў·ҪҪб№№Ј¬іЖОӘ βоС [6]ЎЈПаұдәуөДTA1ЖдЛЬРФ»бПВҪөЈ¬ТтҙЛЗҘәёОВ¶ИТ»°гУҰҝШЦЖФЪПаұдОВ¶ИТФПВЎЈ
ұн1 TA1оСәПҪр»ҜС§іЙ·Ц [6]
Tab.1 Chemical compositions of TA1
| ЕЖәЕ GB | ЦчТӘіЙ·Ц(ЦКБҝ·ЦКэ)/% |
| Ti Al Cr Mo Sn Mn V Fe Cu Si B Zr | |
| TAI | Уа--- |
оСәПҪрЗҘәёіЈУГөДоС»щЗҘБПИзұн2ЛщКҫЎЈХл¶ФұнЦРЛщКҫЗҘБП,НхДИөИ[7]ҪшРРБЛоС»щЗҘБПЗҘәёTA2оСәПҪрөД№ӨТХСРҫҝ,ІЙУГ37.5Ti-37.5Zr-15Cu-10Ni
ұн2оСј°оСәПҪрЗҘәёУГоС»щЗҘБП[6]
Tab.2 Ti base filler metals for brazing titanium and its alloy[6]
| ·ЦАа | ЕЖәЕ | ЦчТӘіЙ·Ц | ИЫ»ҜОВ¶И/Ўж | ЗҘәёОВ¶И/Ўж |
| Ti-Zr-Cu-Ni | Type 1510(MBF5002) | Ti-37.5Zr-15Cu-10Ni | 805~815 | 850~950 |
| Type 1515 | Ti-35Zr-15Cu-15Ni | 770~820 | 850~950 |
·Зҫ§ІӯҙшәН·ЫД©ЗҘБП¶ФTA2оСәПҪрҪшРРБЛҙоҪУЗҘәёЗҘәёКФСйЈ¬Ҫб№ыұнГчЈ¬ІЙУГ·Зҫ§ЗҘБПДЬёьәГТЦЦЖҪзГжҙаРФ»ҜәПОпөДРОіЙЎЈ
јшУЪTA1ІДБПУлTA2РФДЬПаҪь,ұҫОДН¬СщСЎУГ37.5Ti-37.5Zr-15Cu-10Niјҙ Type1510ЗҘБПҪшРРИИҪ»»»ЖчРҫМеөДЗҘәёЎЈ
1.2.1оСәПҪрөДЗҘәёМШРФ
оСәПҪрКфУЪ»оРФҪрКфЈ¬ІўҫЯУРЗҝБТөДОьЖшЗгПтЈ¬ТтҙЛЗҘәё№эіМұШРлФЪХжҝХМхјюПВҪшРРЎЈоСәПҪрФЪјУИИ№эіМЦРҙпөҪ250ЎжҝӘКјЗҝБТөШОьЗв,400ЎжКұОьСх,600ЎжКұОьөӘ[8]ЎЈТтҙЛЗҘәё№эіМЦРұШРл¶ФВҜДЪЖш·ХҪшРРҝШЦЖЎЈЗҘәё№эіМЦРЈ¬ХжҝХ¶ИКэЦөУҰІ»ёЯУЪ10-4Г«Ј¬Н¬Кұ¶ФГҝёцОьЖш№эіМТІУҰҪшРРҝШЦЖЈ¬јхЙЩОьЖшЗйҝцЎЈ
ФЪХжҝХМхјюПВ,оСөДСх»ҜДӨФЪОВ¶ИёЯУЪ700ЎжКұЗҝБТөДИЬИлоСЦРРОіЙαоСЈ¬Т»ЦЦоСәНСхөД№МИЬМе[6],К№оСәПҪрҪрКфұдҙаЎЈТтҙЛ¶ФоСәПҪрәёЗ°ұнГжЗеПҙЦКБҝУҰСПёсҝШЦЖЎЈ
УЙоС»щЗҘБПұнҝЙЦӘ,оС»щЗҘБПЦРCuәНNiФӘЛШөДә¬БҝҪПёЯЈ¬ХвБҪЦЦФӘЛШФЪЗҘәё№эіМЦРУлоСЧчУГЗҝБТЈ¬ЗҘәёКұ»бҝмЛЩА©ЙўөҪ»щМеҪрКфЦРУлоС·ҙУҰФміЙ¶Ф»щМеөДИЬКҙәНРОіЙҙаРФөДА©ЙўІгЈ¬ТтҙЛІ»АыУЪұЎұЪјюөДЗҘәё[6]ЎЈОӘјхЙЩCuәНNiФӘЛШ¶ФДёІДөДЗЦКҙЧчУГЈ¬РиСПёсҝШЦЖЗҘәёОВ¶ИәНЗҘәёКұјдЈ¬ІўУҰҝШЦЖЗҘБПУГБҝЎЈ
1.2.2ИИҪ»»»ЖчөДЗҘәёМШөг
УлјтөҘөДБгјюЗҘәёПаұИЈ¬оСәПҪр°еібКҪИИҪ»»»ЖчУЙУЪҪб№№ФӯТтҙжФЪЦо¶аІ»Н¬Ц®ҙҰ:
(a)РҫМеЗҘәё·мКэБҝЦЪ¶аЈ¬ҫщРиұЈЦӨЗҘәёЦКБҝЈ¬·ҪДЬВъЧгІъЖ·өДіРС№ТӘЗуЎЈ
(b)УЙУЪ°еібКҪИИҪ»»»ЖчЗҘәё№эіМЦРҙжФЪГчПФөДДЪНвОВІоЈ¬ЗҘәёЗъПЯөДЙиЦГДС¶ИҪПҙуЈ¬ЙиЦГІ»өұТЧФміЙНСәё»тИЬКҙЎЈ
(c)оСәПҪр°еібКҪИИҪ»»»ЖчІЙУГоС»щёаЧҙЗҘБПҪшРРЗҘәё,ОӘҫ«ПёҝШЦЖЗҘБПУГБҝ,ёаЧҙЗҘБПөДҫщФИНҝёІј°әс¶ИҝШЦЖТӘЗуҪПёЯЎЈ
(d)°еібКҪ»»ИИЖчібЖ¬ІЙУГ0.1mmәсөДTA1ІӯІДіЙРН¶шіЙЈ¬ЖдФЪёЯОВПВіРС№ДЬБҰҪПөНЈ¬ЗҘәё№эіМЦРј«ТЧіцПЦРҫМеС№ЛъПЦПуЎЈ
»щУЪТФЙПФӯТтЈ¬ОӘұЈЦӨоСәПҪрРҫМеөДЗҘәёЦКБҝЈ¬
РиТӘ¶ФТФПВ№эіМҪшРРҝШЦЖ:
(a)рӨҪбјБІРБфОпҝШЦЖ:оСәПҪрЗҘәёЛщУГёаЧҙЗҘБПЦРрӨҪбјБөД»У·ў»т·З»У·ўІРУаіЙ·ЦІ»УҰФміЙоСәПҪрДёІДОЫИҫЈ¬У°ПмЗҘәёЦКБҝ»тІДБПРФДЬЎЈ
(b)БгјюіЯҙзҝШЦЖ:ОӘұЈЦӨРҫМеҙуБҝөДЗҘәё·мТ»ҙОЗҘәёәПёсЈ¬РиСПёсҝШЦЖБгјюёчІҝО»өДЗҘәёјдП¶Ј¬ВъЧгЗҘәёөДТӘЗуЎЈ
(c)ХжҝХ¶ИҝШЦЖ:ЗҘәё№эіМЦРЗҘәёЗъПЯөДЙиЦГУҰУлЗҘәёВҜөДійЛЩПаЖҘЕдЈ¬рӨҪбјБ»У·ўНкіЙәуҝЙК№ХжҝХ¶ИКэЦөҝмЛЩҙпөҪ10^4З§ТФПВЎЈ
(d)әёЗ°ЗеПҙ:әёЗ°ЗеПҙУҰұЈЦӨИҘіэұнГжөДСх»ҜДӨЎЈ
(e)ЗҘәёЗъПЯЙиЦГ:ЗҘәёЗъПЯөДЙиЦГУҰјж№ЛЗҘәё№эіМЦРХжҝХ¶ИөДТӘЗуј°№ӨјюДЪНвОВІоөДТӘЗуЈ¬ұЬГвіцПЦОВІо№эҙуөјЦВРҫМеұдРОј°НСәё»тИЬКҙИұПЭЎЈ
(f)ЗҘБПНҝ·уҝШЦЖ:ИИҪ»»»ЖчРҫМеЗҘәёІЙУГ·ЫЧҙ»тёаЧҙЗҘБП,ЗҘБПәс¶ИөДҫщФИҫ«ПёҝШЦЖ·ЗіЈЦШТӘ,ЗҘБП№э¶а»т№эЙЩ»бөјЦВЗҘәёИЬКҙ»тНСәёЎЈ
(g)ЗҘәё№ӨЧ°ЙијЖј°С№ҪфБҰҝШЦЖ:¶ФУЪИИҪ»»»ЖчАҙЛөЈ¬ібЖ¬әс¶ИҪцУР0.1mmЈ¬ФЪёЯОВПВібЖ¬іРС№ДЬБҰҪПИхЈ¬ИфС№БҰ№эҙуј«ТЧФміЙібЖ¬К§ОИРҫМеЛъПЭЎЈ
2Ўў№ӨТХКФСй
2.1ёаЧҙЗҘБПөДКФСй
2.1.1ёаЧҙЗҘБП»тҪәөД»У·ўРФКФСй
ёаЧҙЗҘБПрӨҪбјБөДіЙ·ЦХјұИТ»°гІЙУГХжҝХМхјюПВ550ЎжұЈОВ»У·ўЗ°әуөДЦШБҝІоЦөУлёаЧҙЗҘБПөД°Щ·ЦұИҪшРРЖАЕР[9]ЎЈОӘБЛЕР¶ПрӨҪбјБөД»У·ўЗйҝц,Хл¶ФёаЧҙЗҘБПөДрӨҪбјБІРБфЗйҝцЈ¬ЦЖ¶ЁИзПВКФСй·Ҫ°ё:
ІЙУГҪаҫ»І»РвёЦ·вН·іЖИЎТ»¶ЁЦШБҝөДҪә»тёаЧҙЗҘБП,ІўІЙУГҪаҫ»І»РвёЦІӯёІёЗИЭЖчҝӘҝЪҙуІҝ·Ц,ФЪХжҝХВҜЦРҪшРР»әВэјУИИ»У·ўКФСй,јУИИ№эіМФЪ60minДЪіЈОВЙэОВЦБ550Ўж,ФЪ550ЎжұЈОВ60min,И»әуНЈЦ№јУИИЛжВҜҪөОВЦБіЈОВ,јмІйрӨҪбјБ»У·ўј°ІРБфЗйҝцЎЈ
ұҫҙОКФСйІЙУГ3ЦЦСщЖ·ҪшРРКФСй,СщЖ·ЗйҝцИзұн3ЛщКҫЎЈ
КФСйҪшВҜЗ°әуЗйҝцИзНј3Ўў4ЛщКҫЎЈ
ҙУКФСйәуЗйҝцҝЙТФҝҙіц:
ұн3КФСйСщЖ·Зйҝц
Tab.3 Test sample condition
| РтәЕ | СщЖ·ГыіЖ | ұёЧў |
| 1 | Л®»щҪәрӨҪбјБ | УГУЪ·ЫЧҙЗҘБПөчЕдёаЧҙЗҘБП |
| 2 | 320Ҫә | КРіЎІЙ№ә |
| 3 | ёаЧҙЗҘБП | өчЕдәГөДоС»щёаЧҙЗҘБП |
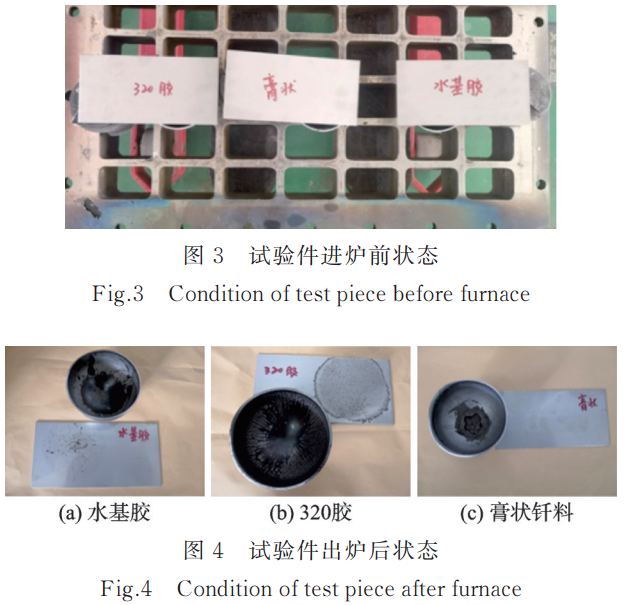
ёаЧҙЗҘБП(Нј4(c)рӨҪбјБНкИ«»У·ў,І»РвёЦ№ӨТХ·вН·ДЪҪцУР·ЫЧҙЗҘБПІРБфЈ¬ЗТіКПЦҪрКфЕЭДӯЧҙЎЈ·вН·ДЪОЮрӨҪбјБІРБфЈ¬ёЗ°еЙПОЮ·ЙҪҰОпЎЈ
Л®»щҪә(Нј4(a)КФСйәуФЪІ»РвёЦ№ӨТХ·вН·ДЪУРҪП¶аөДәЪЙ«ДӨЧҙІРБфЈ¬ЗТёЗ°еЙПУРәЪЙ«МхЧҙІРБфОпЈ¬·ЦОцИПОӘҪәёЯОВПВҫзБТ·ЙҪҰРОіЙЎЈ
320Ҫә(Нј4(b)КФСйәуІ»РвёЦ№ӨТХ·вН·ДЪУРәЪЙ«ДӨЧҙІРБфЈ¬ЗТёЗ°еЙПУРГчПФөДрӨҪбјБ»У·ўәЫјЈЈ¬·вН·ДЪұЪУРТәМеСШұЪБч¶ҜөДәЫјЈЈ¬ИПОӘҪәёЯОВПВРОіЙЕЭЧҙАдИҙКұСШұЪБчПВЎЈ
НЁ№эТФЙП·ЦОцЈ¬ҝЙТФҝҙіцёаЧҙЗҘБПФЪ550ЎжіӨКұјдұЈОВКұҝЙНкИ«»У·ўЗТОЮ»У·ўОпІРБфЎЈ320ҪәФЪ550ЎжКұҪәөДіЙ·ЦҝЙІҝ·Ц»У·ў,ІўУРСШ·вН·ДЪұЪБч¶ҜөДәЫјЈЎЈЛ®»щҪә·ЙҪҰұИҪПҫзБТЈ¬ҪәІҝ·Ц»У·ўЈ¬ІРБфҪП¶аЎЈұҫВЫОДөДІъЖ·ЗҘәёКФСйІЙУГСЎ¶ЁөДёаЧҙЗҘБПҪшРРЗҘәёЎЈ
2.1.2ёаЧҙЗҘБПЗҘәёКФСй
ОӘБЛСйЦӨёаЧҙЗҘБП¶ФTA1оСәПҪрөДЗҘәёР§№ыЈ¬Ри¶ФЗҘәёөДМо·мДЬБҰҪшРРКФСйЈ¬№ъДЪПа№ШұкЧј¶ФЗҘБПөДМо·мДЬБҰІвКФНЖјц»·ЧҙБгјюМЧәПЗҘәёКФСй·Ҫ°ёЎЈЛдИ»ёГКФСйҝЙТФН¬КұІвКФЗҘБПөДМо·мҝн¶ИЎўЗҘБПУлДёІДөДәПҪр»ҜЗйҝцөИ¶аПоКэҫЭ,ө«ёГКФСйҙжФЪКФСйЦЬЖЪіӨЈ¬БгјюјУ№ӨёҙФУөИОКМвЎЈОӘБЛёьЦұ№ЫөШ№ЫІмКФСйҪб№ыЈ¬ІЙУГTРНҪУН·ҪшРРБЛЗҘБПМо·мКФСй,ІўНЁ№эёф°еНҝёІЗҘБПЗҘәёҪшРРБЛЗҝ¶ИКФСйј°НдЗъКФСйЎЈ
Мо·мКФСйІЙУГTРНҪУН·ҪшРРЗҘәё,КФСйЗйҝцИзНј5ЛщКҫЎЈ
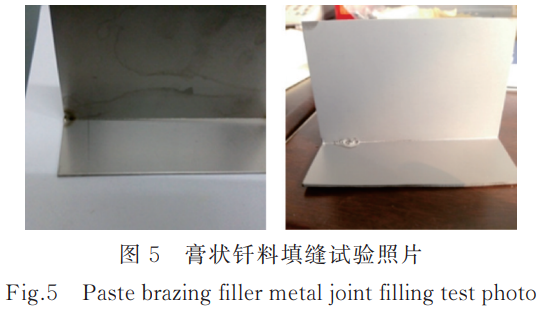
Нј5ОӘЗҘәёЗ°ҫӯ№э¶ЁО»әёөДTРНКФСщәНәёәуөДМо·мКФСй(880ЎжЗҘәё5min),ҝЙТФҝҙөҪЗҘБПҙУЧуІаФӨЦГО»ЦГБч¶ҜөҪЧоУТ¶ЛЈ¬ЗТХэ·ҙГжҫщРОіЙҪПәГөДЗҘәёФІҪЗЈ¬ҪУН·ҙҰБ¬ҪУІҝО»іКГчББЙ«ЎЈ
јшУЪоС»щЗҘБП¶ФДёІДҫЯУРТ»¶ЁөДЗЦКҙЧчУГ,өјЦВІДБПРФДЬ·ўЙъұд»Ҝ,У°ПмІъЖ·өДЛЬРФј°Зҝ¶ИЎЈН¬КұІ»Н¬і§јТөДЗҘБПУЙУЪіЙ·ЦҙжФЪОўБҝөДІоТм,ЗҘәё№эіМЦР¶Фёф°еөДРФДЬУ°ПмТІІ»ПаН¬,ОӘБЛСйЦӨІ»Н¬ЗҘБП¶Фёф°еөДРФДЬУ°ПмІЙУГФӯІДБПЎўёаЧҙЗҘБПөҘГжНҝёІёф°е(TA1,әс¶И0.3mm)Ўў·ЫЧҙЗҘБПрӨҪбјБөчЕдЧФЦЖёаЧҙЗҘБПҪшРРН¬ВҜЛжВҜЗҘәё,КФСщҪшРРНдЗъј°ҝ№АӯКФСйЎЈКФСйҪб№ыИзұн4ЛщКҫЎЈ
ұн4 TA1°еІДНҝёІЗҘБПЗ°әуөДЗҝ¶Иј°НдЗъҪЗ¶И
Tab.4 Strength and bending Angle of sheet metal before and after coating with filler metal
| КФСщ | 0.3mm-ҝ№АӯЗҝ¶И/MPa | 0.3mm-НдЗъ/(°) |
| ФӯІДБП | 341.5 | 180 |
| ёаЧҙЗҘБП | 141 | 15 |
| ЧФЕдёаЧҙЗҘБП | 242 | 30 |
¶ФКэҫЭҪшРР·ЦОц,·ЦОцҪб№ыИзНј6ЛщКҫЎЈ
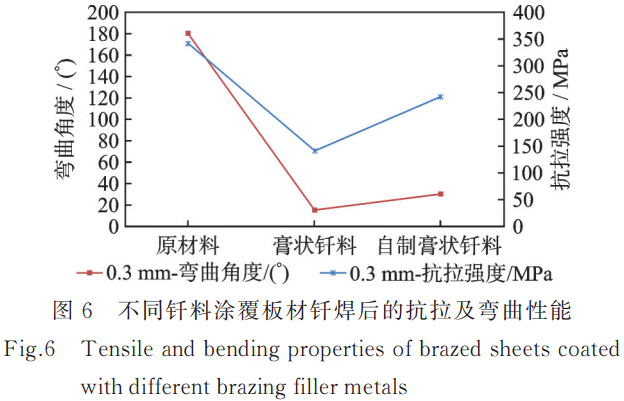
ҙУКФСйКэҫЭҝЙТФҝҙіцЈ¬TA1оСәПҪрФӯІДБПҫЯУРәЬәГөДЛЬРФЈ¬ҝ№АӯЗҝ¶ИҪПёЯЎЈЗҘәёәуіКПЦҙа¶ПөДЗчКЖЈ¬ЧФЦЖёаЧҙЗҘБПөДДННдЗъДЬБҰЙФУЕУЪёаЧҙЗҘБПЎЈёщҫЭТФЙП·ЦОцЈ¬ҝЙЦӘЗҘБПФЪЗҘәё№эіМЦР¶ФДёІДөДЗЦКҙЧчУГұИҪПГчПФЈ¬ІДБПЛЬРФҙу·щҪөөНЎЈХвКЗУЙУЪоС»щЗҘБПЧФЙнМШөгЛщЦВЈ¬ҝјВЗөҪЙъІъ№эіМЦРөДЗҘБПНҝёІөДұгАыіМ¶ИЈ¬ұҫВЫОДІъЖ·ЗҘәёІЙУГёаЧҙЗҘБП(КРКЫ)ҪшРРЗҘәёЎЈ
2.2БгјюіЯҙзҝШЦЖ
оСәПҪр°еібКҪИИҪ»»»ЖчРҫМеУЙІа°еЎўёф°еЎўАдұЯібЖ¬ЎўИИұЯібЖ¬ЎўАдұЯ·вМхЎўИИұЯ·вМх№№іЙЈ¬¶ФГҝТ»ІгИИұЯ»тАдұЯҫщ°ьАЁБҪІаөД·вМхј°ЦРјдөДібЖ¬Ј¬ОӘұЈЦӨЗҘәё№эіМЦР·вМхәНібЖ¬ҫщДЬУлІа°е»тёф°еЗҘәёРОіЙУЕЦКөДЗҘәёҪУН·Ј¬·вМхәНібЖ¬өДБгјюёЯ¶ИУҰ°ҙТ»¶ЁөДёЯ¶ИІоҪшРРЖҘЕдЎЈ
¶ФУЪТ»°гЗҘәё№ӨТХЈ¬ЗҘ·мјдП¶өДЧојСЦөФЪ0.01~0.2mmЦ®јдЎЈ¶ФУЪ°еібКҪИИҪ»»»ЖчҪб№№АҙЛөЈ¬ЖдЗҘәёҪУН·РОКҪКфУЪФӨЦГЗҘБПЗҘәёЈ¬ЗҘәёҪУН·өДРОіЙ№эіМІ»РиТӘЗҘБПіӨҫаАлөДБч¶ҜЈ¬Т»°гҝШЦЖјдП¶ФЪ0.05mmЧуУТјҙҝЙЈ¬ҝјВЗөҪЗҘәё№эіМЦРібЖ¬ёЯ¶И»бУЙУЪЗҘәёјРҫЯөДС№БҰУРЗбОўПВЛъөДЗйҝцЈ¬ТтҙЛұҫВЫОДөДЗҘәёКФСйҝШЦЖібЖ¬ёЯ¶ИұИБҪІа·вМхёЯ¶ИёЯіц0.01~0.05mmЎЈ
2.3әёЗ°ЗеПҙКФСй
оСј°оСәПҪрБгјюФЪЗҘәё№эіМЦРЈ¬ЖдұнГжөДСх»ҜДӨ»бИЬИлДёІДДЪРОіЙ№МИЬМеЧйЦҜЈ¬ТтҙЛұнГжСх»ҜДӨөД¶аЙЩ¶ФЗҘәёәуөДДёІДЦКБҝУРТ»¶ЁөДУ°ПмЈ¬НЁіЈЗҘәёЗ°ҫщРи¶ФБгјюҪшРРәёЗ°ЗеПҙЈ¬Т»°гІЙУГЗв·ъЛбҪшРРЛбПҙ [11]ЎЈОӘБЛУЕ»ҜІъЖ·өДЗеПҙ№ӨТХ,ІЙУГІ»Н¬өДЗеПҙ·Ҫ·ЁҪшРРЗеПҙЎЈОӘСйЦӨІ»Н¬өДЗеПҙ·Ҫ·Ё¶ФұнГжСх»ҜДӨөДУ°ПмЈ¬ІЙУГІ»Н¬өДұнГжҙҰАн·Ҫ·ЁЗеПҙәуЈ¬ЛжВҜЗҘәёЈ¬ІўІв¶ЁІДБПөДҝ№АӯЗҝ¶ИЈ¬ҫЯМеКФСй·Ҫ°ёИзПВ:
КФСй¶ФПу:0.3mmёф°еЎў0.15оСІӯ,ІДБПҫщОӘTA1оСәПҪрЎЈ
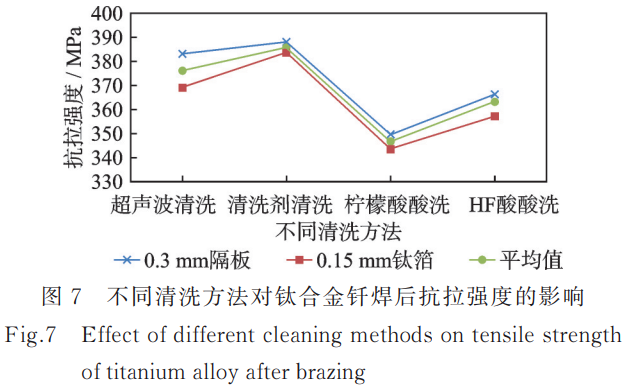
КФСй·Ҫ·Ё:ІЙУГІ»Н¬өДЗеПҙ·Ҫ·Ё(і¬ЙщІЁЗеПҙЎўЗеПҙјБЗеПҙЎўДыГКЛбЛбПҙЎўHFЛбЛбПҙ),ГҝЦЦЗеПҙ·Ҫ·ЁІЙУГБҪёцКФЖ¬ЎЈЛжВҜЗҘәёЈ¬јмІйКФЖ¬ҝ№АӯЗҝ¶ИЎЈ
КФСйҪб№ыИзұн5ЛщКҫЎЈ
¶ФКэҫЭҪшРР·ЦОц,·ЦОцҪб№ыИзНј7ЛщКҫЎЈ
ҙУЗъПЯұд»ҜЗчКЖҝЙТФҝҙіц,І»Н¬өДЗеПҙ·Ҫ·Ё¶ФЗҝ¶ИУРТ»¶ЁөДУ°ПмЈ¬ЖдЦР:ЗеПҙјБЗеПҙЗҝ¶И>і¬ЙщІЁЗеПҙЗҝ¶И>HFЛбЛбПҙЗҝ¶И>ДыГКЛбЛбПҙЗҝ¶ИЎЈУЙУЪФЪоСәПҪрЗҘәё№эіМЦРЈ¬ұнГжСх»ҜДӨ»бИЬИлДёІДЦРөјЦВДёІДіКПЦТ»¶ЁөДҙаРФЈ¬ТІ»бФміЙҝ№АӯЗҝ¶ИЙэёЯЈ¬ТтҙЛЈ¬ҙУЗъПЯКэҫЭҝЙТФҝҙіцЈ¬HFЛбПҙәуұнГжСх»ҜДӨІРБфҪПЙЩЈ¬ЖдЦРДыГКЛбЛбПҙәуР§№ыЧоәГЎЈ
ұн5І»Н¬ЗеПҙ·Ҫ·ЁөДЗҝ¶И
Tab.5 Strength of different cleaning methods
| КФСщ | І»Н¬ЗеПҙ·Ҫ·ЁөДЗҝ¶И R m /MPa | |||
| і¬ЙщІЁ ЗеПҙ | ЗеПҙјБ ЗеПҙ | ДыГКЛбЛбПҙ | HFЛбЛбПҙ | |
| 0.3mmёф°е | 383 | 388 | 349.5 | 366 |
| 0.15mmоСІӯ | 369 | 383.5 | 343.5 | 357 |
| ЖҪҫщЦө | 376 | 385.75 | 346.5 | 363 |
2.4ЗҘБПНҝёІКФСй
¶ФУЪёаЧҙЗҘБПөДНҝёІЈ¬іЈУГөДУРЕзНҝәНЛҝНшУЎЛў№ӨТХЎЈФЪ№ъДЪөзЧУРРТөҙуБҝІЙУГәёёаУЎЛў№ӨТХЈ¬БхіЙОДөИ [12]ҪшРРБЛұнГжМщЧ°јјКхУГәёёај°УЎЛўјјКхСРҫҝ,·ЦОцБЛәёёаУЎЛў№эіМЦРУ°ПмЦКБҝөДТтЛШ,ІўёшіцБЛҝШЦЖ·Ҫ·ЁЎЈ¶ФУЪЗҘБПөДЕзНҝ№ӨТХЈ¬УЙУЪУҰУГҪПЙЩЈ¬№ъДЪПа№ШСРҫҝЧКБПҪПЙЩЎЈОӘБЛСйЦӨБҪЦЦІ»Н¬өДНҝёІ№ӨТХ¶ФЗҘБПәс¶ИөДУ°ПмЈ¬·ЦұрІЙУГЕзНҝ№ӨТХј°ЛҝНшУЎЛўБҪЦЦ№ӨТХ·Ҫ·ЁҪшРРёаЧҙЗҘБПөДНҝёІКФСйЈ¬КФСйЗйҝцИзНј8-9ЛщКҫЎЈ
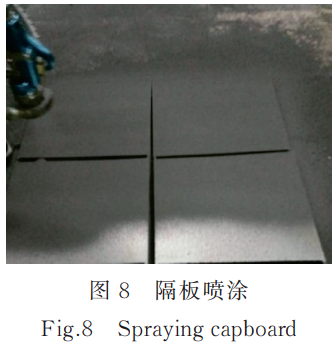
ЕзНҝ№ӨТХ:ІЙУГЧЁУГөДЕзНҝЙиұёҪ«ЗҘБПУлҪәТәҫщФИЕзНҝУЪБгјюұнГжЈ¬РОіЙЗҘБПІгЎЈІЙУГЗҘБПЕзНҝЙиұё,ДЬ№»ұЈЦӨҪПәГөДЗҘБПәНрӨҪбјБЕдұИ,ө«ФЪЕзНҝ№эіМЦР»бІЙУГИЛ№ӨІЩЧчЈ¬әс¶ИҫщФИРФДСТФұЈЦӨЈ¬Н¬Кұ°еІДұЯФөІҝО»ЕзНҝФміЙЗҘБПөДҙуБҝАЛ·СЗТІ»ДЬ»ШКХАыУГЎЈ
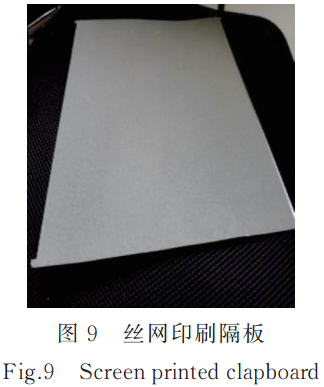
ЛҝНшУЎЛў№ӨТХ:ІЙУГЛҝНшУЎЛў»ъҪ«ёаЧҙЗҘБПНё№эЛҝНшНҝУЪёф°еұнГжЎЈЛҝНшУЎЛў№эіМҝЙТФНЁ№эөчҪЪС№БҰј°ёь»»ЛҝНшУРР§өчҪЪНҝёІЗҘБПәс¶ИЈ¬ІўҝЙҝШЦЖНҝёІәс¶ИҫщФИТ»ЦВЈ¬ЗҘБПАЛ·СҪөөНөҪЧоРЎЎЈ
»щУЪТФЙП¶ФұИ,ұҫВЫОДСЎУГЛҝНшУЎЛў№ӨТХҪшРРёф°еұнГжөДЗҘБПНҝёІЎЈНЁ№э¶ФЛҝНшУЎЛўәуёф°еҪшРРЛжВҜЗҘәёәуіЖЦШјЖЛг,ЖдЗҘБПёҪјУәс¶ИФј 0.03mmЧуУТЎЈ»щұҫУлөҘІг·Зҫ§ЗҘБПәс¶ИПаөұЈ¬ҝЙВъЧгЗҘәёРиТӘЎЈ
2.5ЗҘәёЗъПЯЙиЦГУлХжҝХ¶ИҝШЦЖ
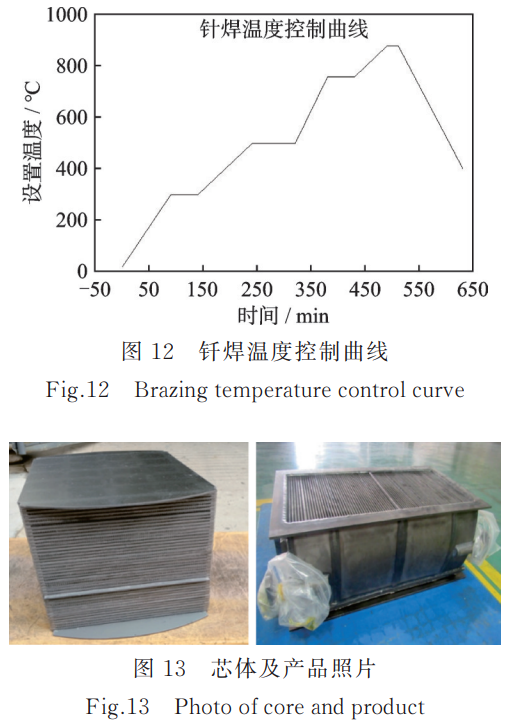
№ъДЪ¶ФоСәПҪрөДЗҘәёСРҫҝҪП¶а,ЛХФЖәЈөИ [13]ІЙУГТш»щЗҘБПҪшРРБЛоСәПҪр°еібКҪ»»ИИЖчөДЦЖФмСРҫҝ,ІЙУГТшВБГМЗҘБПФЪЗҘәёОВ¶И860ЎжұЈОВ40 minНкіЙБЛ TC9оСәПҪр°еібКҪ»»ИИЖчөДЗҘәёЎЈұҫОДСРҫҝөДИИҪ»»»ЖчІЙУГёаЧҙЗҘБП,ёаЧҙЗҘБПөД»У·ў»бСПЦШУ°ПмЗҘәёВҜөДХжҝХ¶ИЈ¬ЙхЦБ»бУЙУЪ№эБҝ»У·ўөјЦВА©ЙўұГ№ШұГ,У°ПмійҝХПөНіХэіЈ№ӨЧч,ТтҙЛЗҘәё№ӨТХЗъПЯөДЙиЦГУҰҝјВЗУҰёаЧҙЗҘБПөД»У·ў№эіМЎЈФЪрӨҪбјБөД»У·ў¶ОТ»°г»бЦГіӨКұұЈОВ¶О,ҙэрӨҪбјБ»У·ўНкәу,ФЩјМРшЙэОВЎЈН¬КұҪбәПTypel510ЗҘБПөДНЖјцЗҘәёОВ¶И·¶О§ј°TA1ІДБПөДПаұдОВ¶И,іхІҪЙиЦГЗҘәёЗъПЯИзНј10ЛщКҫЎЈ
ІЙУГТФЙПІОКэҪшРРБЛКФСйјюөДЗҘәёЈ¬ЗҘәёәуКФСйјюЗйҝцИзНј11ЛщКҫЎЈ
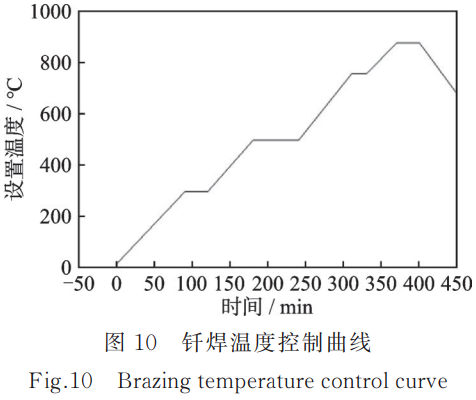
ҙУКФСйјюХХЖ¬ҝЙТФҝҙіц,ЗҘәё·мФІҪЗБјәГ,ібЖ¬УРЗбОўөДС№ЛъұдРОЗйҝцЎЈНЁ№эІйҝҙЗҘәё№эіМКэҫЭјЗВј,ФЪрӨҪбјБ»У·ўәуөДХжҝХ¶ИҙҰУЪ1×10−4∼5×10−5Шұ·¶О§ДЪЎЈЛөГчЗҘәёІОКэЙиЦГҝЙТФУГУЪёГРҫМеөДЗҘәёЎЈ
2.6ЗҘәё№ӨЧ°өДЙијЖј°С№ҪфБҰҝШЦЖ
оСәПҪрИИҪ»»»ЖчЗҘәё№эіМЦРУЙУЪрӨҪбјБөД»У·ў,РҫМеёЯ¶И»б·ўЙъГчПФұд»Ҝ,өјЦВІЙУГАӯёЛС№Ҫф·ҪКҪОЮ·ЁВъЧгЗҘәёОВ¶ИПВРҫМеөДС№Ҫф,рӨҪбјБ»У·ўәуөДС№ҪфБҰЦчТӘАҙЧФУЪЗҘәёјРҫЯЙПјРҫЯ°еөДЦШБҝј°Жд¶оНвФцјУөДЕдЦШЎЈҙУЙПҪЪДЪИЭҝЙТФҝҙіцЈ¬РҫМеЗҘәёТЧіцПЦРҫМеібЖ¬К§ОИНдЗъөДЗйҝц,ТтҙЛ¶ФјРҫЯЦШБҝј°ЕдЦШҪшРРҝШЦЖ·ЗіЈЦШТӘЎЈ
¶ФУЪЗҘәё№ӨЧ°¶ФЗҘәё№ӨјюөДЦКБҝУ°ПмЈ¬іВС§УАөИ [14]ҪшРРБЛВБәПҪрТәАд»ъПдХжҝХЗҘәё№ӨТХј°ұдРОҝШЦЖСРҫҝ,өГіцБЛІЙУГёХРФС№Ҫф№ӨЧ°әёҪУұдРОБҝГчПФёЯУЪөҜРФ№ӨЧ°ЎЈө«УЙУЪоСәПҪрөДЗҘәёОВ¶ИФ¶ёЯУЪВБәПҪр,І»ұгІЙУГөҜРФС№Ҫф·ҪКҪ,¶ш¶ФУЪоСәПҪрЗҘәёөДјРҫЯЦШБҝј°С№ҪфБҰ·ҪГжОЮВЫСРҫҝЛщ»тёЯРЈҫщСРҫҝДЪИЭҪПЙЩЎЈФЪоСәПҪрА©Йўәё№ӨТХСРҫҝ·ҪГжЈ¬УРСРҫҝҪб№ыЦёіц,¶ФУЪTA12ј°TA15оСәПҪрІЙУГ940Ўж,5 MPaөДА©ЙўәёС№БҰЈ¬А©ЙўәёР§№ыҪПәГ [15]ЎЈ
¶ФУЪІЙУГTA1ІДБПөДоСәПҪр°еібКҪИИҪ»»»ЖчЈ¬УЙУЪЗҘәёОВ¶ИФЪ900ЎжТФПВЈ¬ЗТІЙУГЗҘБПәёҪУЈ¬С№БҰІОКэҝЙТФРЎУЪА©ЙўәёөДС№БҰЈ¬ұҫОДЗҘәё№эіМІЙУГ3MPaС№БҰҪшРРЕдЦШјЖЛг(°ҙХХ·вМхҪ»ІжІҝО»өДГж»эҪшРРјЖЛг)ЎЈ
3ЎўІъЖ·ЗҘәёКФСй
ёщҫЭТФЙПСРҫҝіЙ№ы,ІЙУГХэ№жІъЖ·ЧйјюҪшРРЗҘәё,ҝјВЗөҪІъЖ·РҫМеіЯҙзҙуУЪКФСйјюіЯҙз,¶ФЗҘәёІОКэҪшРРБЛУЕ»ҜөчХы,ЗҘәёјРҫЯЕдЦШІЙУГ3MPaҪшРРәЛЛг,ҫЯМеЗҘәёЗъПЯИзНј12ЛщКҫЎЈ
ЗҘәёәуөДРҫМеХХЖ¬ј°ІъЖ·ХХЖ¬ИзНј13ЛщКҫЎЈ
¶ФІъЖ·ЗҘәё·мНв№ЫјмІйЈ¬Оҙ·ўПЦНСәёј°ИЬКҙПЦПуЈ¬ЗҘ·мұҘВъЎЈІъЖ·ҫӯ2MPa(ұнС№)ЖшГЬКФСйЈ¬Оҙ·ўПЦР№В©ПЦПуЎЈ
4ЎўҪбВЫ
(1)Type1510оС»щЗҘБПҝЙУГУЪTA1оСәПҪр°еібКҪИИҪ»»»ЖчөДХжҝХЗҘәёЈ¬ЗҘәёОВ¶И880Ўж,ЗҘәёКұјд10~20min,ёщҫЭЗҘәёРҫМеөДҙуРЎҪшРРСЎФсЎЈН¬КұЈ¬ІЙУГоС»щЗҘБПЗҘәёИИҪ»»»ЖчКұЈ¬УЙУЪоС»щЗҘБПөДЗЦКҙЧчУГ»бөјЦВДёІДҙа»ҜЎЈ
(2)оСәПҪрРҫМеБгјюәёЗ°ЛбПҙҝЙІЙУГДыГКЛб»тЗв·ъЛбҪшРРЛбПҙЈ¬ИҘіэБгјюұнГжСх»ҜДӨЎЈ
(3)¶ФУЪоСәПҪр°еібКҪИИҪ»»»ЖчЈ¬ІЙУГЛҝНшУЎЛў·ҪКҪҝЙҫ«ПёҝШЦЖЗҘБПНҝёІБҝ,НҝёІөДЗҘБПҪрКфәс¶ИҪЁТйҝШЦЖФЪ0.03mmЧуУТ;оС»щёаЧҙЗҘБПК№УГЗ°УҰҪшРРрӨҪбјБ»У·ўКФСйТФИ·¶ЁЖдІРБфЗйҝцЎЈФЪоСәПҪр°еібКҪИИҪ»»»ЖчібЖ¬әН·вМхөДёЯ¶ИІоҝШЦЖФЪ0.01~0.05mm·¶О§өДЗйҝцПВ,ЗҘәёЦКБҝБјәГЎЈ
(4)ЗҘәёОВ¶ИЗъПЯЙиЦГУҰҝјВЗРҫМеөДҙуРЎј°рӨҪбјБ»У·ўөјЦВөДХжҝХ¶ИПВҪөЈ¬ФЪрӨҪбјБ»У·ў¶ОіӨКұјдұЈОВУРЦъУЪЗҘәё№эіМЦРВҜДЪЖш·ХөДҝШЦЖЎЈҝШЦЖЗҘәё№эіМЦР(550ЎжТФЙП)ХжҝХ¶ИС№ЗҝКэЦөҝШЦЖФЪ10-4ШұТФПВЈ¬ҝЙ»сөГБјәГөДЗҘәёҪУН·ЎЈ
(5)ЗҘәёјРҫЯөДЙијЖУҰҝјВЗрӨҪбјБ»У·ўөјЦВРҫМеёЯ¶ИГчПФПВҪөөДЗйҝцЈ¬ФЪІЙУГ3MPaС№БҰЙијЖјРҫЯј°ЕдЦШКұЈ¬РҫМеЗҘәё№эіМІ»»біцПЦГчПФөДПВЛъұдРОЗйҝцЎЈ
ІОҝјОДПЧ:
[1]АоФГЈ¬НхҪЁ·еЈ¬ВнБъ·ЙЈ¬өИ.ұЈОВКұјд¶ФоСәПҪр°еібКҪ»»ИИЖчХжҝХЗҘәё№эіМОВ¶ИіЎј°ІРУаУҰБҰөДУ°Пм[J].әёҪУС§ұЁЈ¬2024,45(2):33-40.
[2]ВнБъ·ЙЈ¬НхҪЁ·еЈ¬АоФГЈ¬өИ.оСәПҪр°еібКҪҪб№№ХжҝХЗҘәё№эіМОВ¶ИіЎҫщФИРФСРҫҝ[J].ЦР№ъУРЙ«ҪрКфС§ұЁЈ¬2023,33(12):4070-4079.
[3]ЦЬПНҫьЈ¬іВРсЈ¬ҪріПЈ¬өИ.оСәПҪр°еібКҪЙўИИЖчЗҘәё№ӨТХ·ВХж·ЦОц[J].ПЦҙъҪ»НЁУлТұҪрІДБПЈ¬2024,4(4):75-79.
[4]ЦУЛШҫкЈ¬БхЕКЈ¬ЗШҪЁЈ¬өИ.оСәПҪр°еібКҪЙўИИЖчЗҘәёөДСРҫҝҪшХ№[J].өзәё»ъЈ¬2022,52(6):1-9.
[5]ХЕЗпЖҪЈ¬ХЕУАКЩ.оСәПҪрУГЗҘәёІДБПөД№ӨТХ·ўХ№ПЦЧҙ[J].·ЙәҪөјөҜЈ¬2005(7):56-64.
[6]ХЕЖфФЛЈ¬ЧҜәиКЩ.ЗҘәёКЦІб[M].3°жЈ¬ұұҫ©:»ъРө№ӨТөіц°жЙз.
[7]НхДИЈ¬БхИ«ГчЈ¬РӨҝЎ·еЈ¬өИ.TiZrCuNiЗҘБПЗҘәёTA2оСҪУН·өДЧйЦҜУлРФДЬ[J].ИИјУ№Ө№ӨТХЈ¬2022Ј¬51(23):136-139.
[8]ЧЮЬФБ«.TC1әНTC3оСәПҪрөДәёҪУРФСРҫҝ[J].әҪҝХІДБПЈ¬1986Ј¬6(1):16-20.
[9] American Welding Society. Specification for fillers met-als for brazing and braze welding: AWS A5.8M/A5.8:2019[S].2019.
[10]ЦР»ӘИЛГс№ІәН№ъ№ъјТЦКБҝја¶ҪјмСйјмТЯЧЬҫЦ,ЦР№ъ№ъјТұкЧј»Ҝ№ЬАнОҜФұ»б.ЗҘБПИуКӘРФКФСй·Ҫ·Ё:GB/T 11364-2008[S].ЦР№ъұкЧјіц°жЙз,2008.
[11]№ъјТ№ъ·АҝЖјј№ӨТөҫЦ.оСј°оСәПҪрЗҘәё№ӨТХј°ЦКБҝјмСй:HB/Z20021-2014[S].2015.
[12]БхіЙОДЈ¬ЛОХсУо.ұнГжМщЧ°јјКхУГәёёај°УЎЛўјјКх[J].өзЧУ№ӨТХјјКхЈ¬2003,24(4):147-151.
[13]ЛХФЖәЈ.оСәПҪр°еібКҪ»»ИИЖчөДЦЖФм[J].ИИДЬ¶ҜБҰ№ӨіМ,1990,5(2):16-19.
[14]іВС§УАЈ¬ВнБҰЈ¬»ЖКӨАы.ВБәПҪрТәАд»ъПдХжҝХЗҘәё№ӨТХј°ұдРОҝШЦЖСРҫҝ[J].әҪҝХҫ«ГЬЦЖФмјјКхЈ¬2019Ј¬55(3):49-52.
[15]»ЖББ.ёЯОВоСәПҪрА©ЙўәёҪзГжИұЗ·өДРОіЙј°¶ФБҰС§РФДЬөДУ°Пм[D].№ю¶ыұх:№ю¶ыұх№ӨТөҙуС§Ј¬2015.
ЈЁЧўЈ¬ФӯОДұкМвЈәоСәПҪр°еібКҪИИҪ»»»ЖчЗҘәё№ӨТХСРҫҝЈ©
tagұкЗ©:TA1оСәПҪр,ХжҝХЗҘәё,әҪҝХәҪМмИИҪ»»»Жч