



ЗЂВМШеЦкЃК2026-3-14 16:27:06
в§бд
юбКЯН№ПЩЭЈЙ§ШШдўБфаЮИФЩЦЦфДжОЇзщжЏЁЃдўжЦЙ§ГЬжаЃЌКЯН№жївЊОРњвдЛиИДЁЂаЮКЫМАОЇСЃГЄДѓЮЊжїЕМЕФЖЏЬЌдйНсОЇЃЌКЭвдЮЛДэЛЌвЦЮЊКЫаФЕФЫмадБфаЮЃЌДгЖјЯджјИФБфЦфЮЂЙлзщжЏгыСІбЇадФмЁЃШШЫмадБфаЮЙ§ГЬЭЈГЃАщЫцЖЏЬЌдйНсОЇЕФЗЂЩњЃЌИУЙ§ГЬЮЊЛёЕУЯИОЇФЫжСГЌЯИОЇзщжЏЕФгааЇЭООЖЁЃШЛЖјИљОнБфаЮВЮЪ§ЕФВювьЃЌЖЏЬЌдйНсОЇдкзщжЏбнБфжаГЪЯжГіВЛЭЌЬиеїЃЌжївЊЗжЮЊСЌајЖЏЬЌдйНсОЇЁЂВЛСЌајЖЏЬЌдйНсОЇМАМИКЮЖЏЬЌдйНсОЇШ§РрЁЃН№ЪєЛђКЯН№ЕФИпЮТБфаЮааЮЊЪмгІБфЫйТЪЁЂБфаЮЮТЖШМАгІБфСПЕШВЮЪ§жїЕМЃЌетаЉВЮЪ§ЭЌЪБЕїПизХБфаЮЛњжЦЕФзЊБф[1-2]ЁЃ
дўжЦЫйЖШЪЧАєВФШШСЌдўГЩаЮЙ§ГЬжаЕФЙиМќЙЄвеВЮЪ§ЃЌжБНгОіЖЈАєВФЕФСІбЇЬиеїМАЮТЩ§ЧщПіЁЃЯжгаЮФЯзЖдИжЬњЁЂЭКЯН№ЁЂТСКЯН№ЁЂУОКЯН№ЁЂЭ/ТСИДКЯВФСЯЕШВФСЯЕФдўжЦЫйЖШгыБфаЮааЮЊвбгаНЯГфЗжбаОП[3-6]ЃЌШЛЖјеыЖдюбКЯН№АєВФдкИпЫйСЌајдўжЦЙ§ГЬжаЕФБфаЮааЮЊЃЌЬиБ№ЪЧдўжЦЫйЖШЖдЮЂЙлзщжЏбнБфМАСІбЇадФмгАЯьЙцТЩЕФЯрЙибаОПШдНЯЮЊибЗІЃЌЕМжТжЦЖЈдўжЦЙЄвеВЮЪ§ЪБШБЗІПЩППЕФРэТлВЮПМвРОнЁЃ
БОЮФЛљгкШШСЌдўЩњВњЯп,ЭЈЙ§ОЋШЗЕїПиБфаЮВЮЪ§,ЯЕЭГЕибаОПдкКуЖЈдўжЦЮТЖШМАБфаЮСПЬѕМўЯТ,СЌдўЫйЖШЖдTC4юбКЯН№АєВФзщжЏгыСІбЇадФмЕФгАЯьЙцТЩЁЃ
1ЁЂЪдбщ
1.1ЪдбщВФСЯ
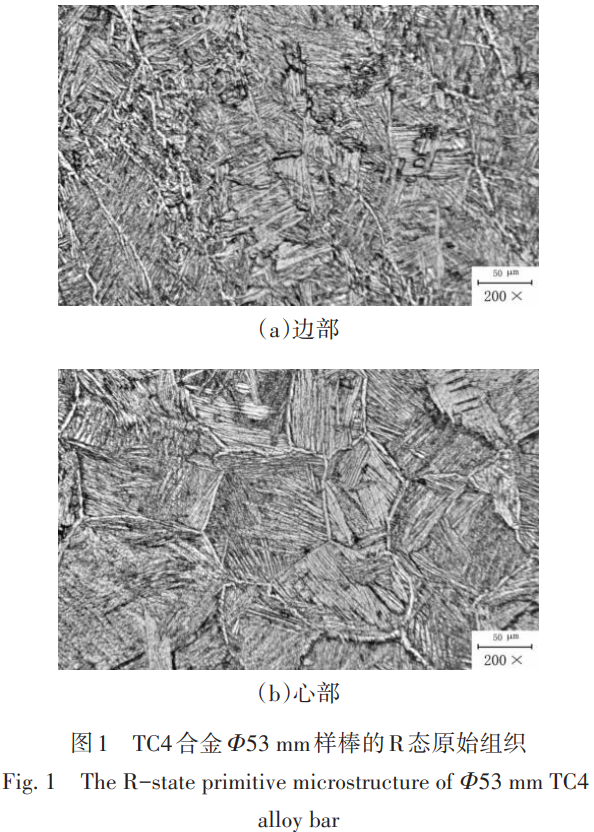
дВФСЯбЁгУTC4КЯН№Φ150mmЖЭдьАєХї,ОШШСЌдўДждўЛњзщгк βЕЅЯрЧјдўжЦГЩ Φ53mmЪдбљАєВФЁЃИУАєВФаФВПГЪЯжЦЌВузДЮКЪЯзщжЏ,дЪМ βОЇСЃФкВПДцдкВЛЭЌШЁЯђЕФαМЏЪј;БпВПдђЮЊВПЗжЦЦЫщЕФЯИЦЌВузДзщжЏ,ЦфЬиеїЮЊДцдкДѓСПЖЯајЗжВМЕФОЇНчaЯрЁЃВФСЯЛЏбЇГЩЗжЯъМћБэ1ЃЌЯдЮЂзщжЏаЮУВШчЭМ1ЫљЪОЁЃ
Бэ1 TC4юбКЯН№бљАєЕФЛЏбЇГЩЗж
Tab.1 The chemical composition of TC4 alloy bars
| ХЦКХ | ЯрБфЕу/Ёц | ЛЏбЇГЩЗж | /% | |||||||||
| Ti | Al | V | Fe | C | N | H | O | Y | ЕЅвЛ | змКЯ | ||
| TC4 | 988 | грСП | 6.3 | 4.1 | 0.04 | 0.01 | 0.01 | - | 0.18 | <0.005 | <0.1 | 0.3 |
| 6.4 | 4.1 | 0.04 | 0.01 | 0.02 | 0.18 |
1.2ЪдбщЗНЗЈ
НЋГѕЪМГпДчЮЊΦ53mmЕФTC4КЯН№ж§ХїМгШШжСЦфβ/α+βзЊБфЮТЖШвдЯТ30~50Ёц,дкШШСЌдўЩњВњЯпЩЯЩшЖЈзмБфаЮСПЮЊ95%ЃЌО12ЕРДЮСЌајдўжЦжСΦ12mmАєВФЁЃЩшЖЈСЌдўЫйЖШЗжБ№ЮЊ3ЁЂ4ЁЂ5ЁЂ6ЁЂ7МА8m/sЃЌЖдИїЫйЖШВЮЪ§ЯТжЦБИЕФАєВФНјааШЁбљЃЌНјааН№ЯрзщжЏЗжЮігыСІбЇадФмВтЪдЁЃ
2ЁЂНсЙћгыЗжЮі
2.1СЌдўЫйЖШЖдзщжЏаЮЬЌЕФгАЯь
ЭМ2ЫљЪОЮЊзмБфаЮСПЩшЖЈЮЊ95%ЃЌСЌдўЫйЖШЗжБ№ЮЊ3ЁЂ4ЁЂ5ЁЂ6ЁЂ7ЁЂ8m/sЪБдўжЦЕФTC4юбКЯН№Φ12mmАєВФЕФКсНиУцаФВПИпБЖзщжЏЁЃ
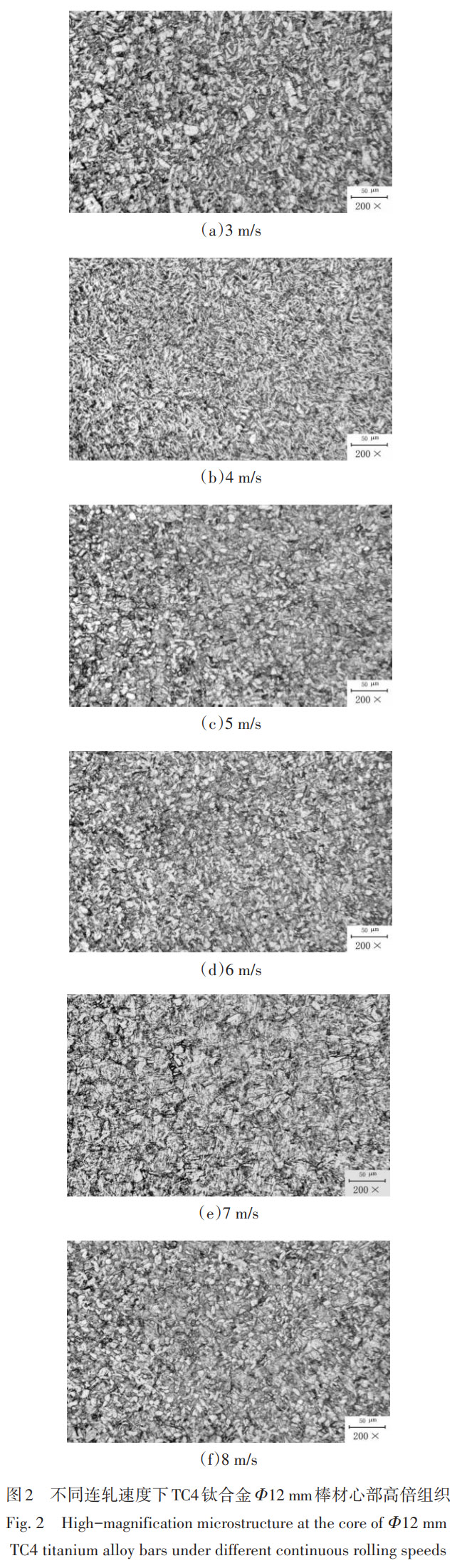
ИљОнЭМ2ЫљЪОНсЙћЃЌЕБСЌдўЫйЖШЮЊ3m/sЪБЃЌΦ53 mmбљАєЕФЮКЪЯзщжЏО95%ЕФСЌајБфаЮЃЌдЪМβОЇНчвбГфЗжЦЦЫщВЂЯИЛЏЃЌзщжЏГЪЯжЮЊГѕЩњα+βЯрЙЙГЩЕФСНЯрЧјзщжЏЁЃДЫЪБГѕЩњαЯрКЌСПГЌЙ§90%ЃЌГЪЯИЬѕзДОљдШЗжВМЁЃЫцзХСЌдўЫйЖШЬсИпЃЌаЮБфЮТЩ§ЕМжТГѕЩњαЯрКЌСПЯджјНЕЕЭЃЌЦфаЮЬЌгЩЯИЬѕзДж№НЅзЊБфЮЊЕШжсзДЧвОЇСЃУїЯдЯИЛЏЁЃЕБСЌдўЫйЖШдіжС5m/sЪБЃЌГѕЩњαЯрЭъШЋзЊБфЮЊЯИаЁЕШжсзДЃЌГЪОљдШУжЩЂЗжВМЃЌЦфжЪСПЗжЪ§ЮЌГждк75%~80%ЧјМфЁЃМЬајЬсЩ§СЌдўЫйЖШжС7m/sЪБЃЌаЮБфЮТЩ§аЇгІЪЙГѕЩњαЯрКЌСПМБОчЯТНЕжСдМ20%ЃЌОжВПЧјгђГЪЯжЯрБфЧїЪЦ;ЕБЫйЖШНјвЛВНдіжС8m/sЪБЃЌГѕЩњαЯрЭъШЋЯћЪЇВЂГіЯжβОЇНчЃЌБэУїВФСЯЗЂЩњЯрБфЁЃ
гЩгкдўжЦЙ§ГЬВЩгУЭждВ-дВПзаЭЯЕЭГ,дўМўдкИїЕРДЮБфаЮжазюДѓБфаЮГЬЖШгыЦНОљБфаЮГЬЖШДцдкЯджјВювьЁЃдўМўгыдўЙѕНгДЅЧјгђвђФІВСвђЪ§НЯИпЃЌЧвЫцдўжЦБфаЮЫйЖШдіМгЃЌЦфБэУцКсЯђБфаЮЪмЕНПзаЭФІВССІЕФЧПСвдМЪјЖјЯджјЪмЯоЃЌЕМжТБэВуН№ЪєКсЯђСїЖЏЪмзшВЂЯђаФВПЧјгђДЋЕнбЙСІЃЌжТЪЙаФВПН№ЪєЗЂЩњОчСвзнЯђБфаЮЃЌНјЖјдьГЩжааФЧјгђБфаЮШШЯджјЩ§Ип[7-8]ЁЃШЛЖјЃЌюбКЯН№ЙЬгаЕФЕЭШШЕМТЪзшАСЫаФВПБфаЮШШЯђБэВуЕФгааЇДЋЕМЃЌжТЪЙШШСПдкаОВПГжајЛ§ОлЁЃЕБРлЛ§ЮТЖШГЌЙ§α/βЯрБфСйНчЕуЪБЃЌНЋгеЗЂЯрБфВЂаЮГЩβЯрОЇСЃЁЃ
2.2СЌдўЫйЖШЖдСІбЇадФмЕФгАЯь
Бэ2ЮЊВЩгУВЛЭЌСЌдўЙЄвеВЮЪ§жЦБИЕФTC4юбКЯН№Φ12 mmАєВФ,О750ЁцБЃЮТ60 minВЂПеРфДІРэКѓЫљВтЕУЕФЪвЮТСІбЇадФмЪ§ОнЁЃ
Бэ2ВЛЭЌСЌдўЫйЖШЯТTC4юбКЯН№Φ12mmАєВФЪвЮТСІбЇадФм
Tab.2 The room mechanical properties of alloy bars at different continuous rolling speeds
| СЌдўЫйЖШ/ | ПЙРЧПЖШ R m /MPa | ЙцЖЈЗЧБШР§бгЩьЧП R p0.2 /MPa | ЖЯКѓЩьГЄ ТЪA/% | ЖЯУцЪеЫѕ ТЪZ/% |
| 3 | 975 | 885 | 18 | 51 |
| 4 | 985 | 910 | 18 | 50.5 |
| 5 | 1018 | 925 | 18.5 | 51 |
| 6 | 1000 | 905 | 19 | 51 |
| 7 | 988 | 890 | 18.5 | 50 |
| 8 | 935 | 820 | 13 | 46 |
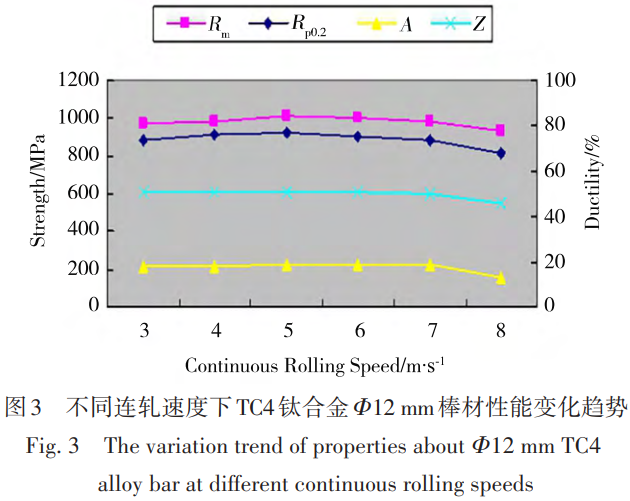
ИљОнЭМ3ЕФадФмБфЛЏЧїЪЦЃЌПЩвдЙлВьЕН:ЫцзХСЌдўЫйЖШДг3m/sЬсЩ§жС5m/s,АєВФЕФЧПЖШжИБъRКЭ R p0.2 ОљгаЫљЬсЩ§,ЧвдкСЌдўЫйЖШЮЊ5m/sЪБДяЕНзюДѓжЕЁЃШЛЖјЃЌЫмаджИБъAКЭZдкДЫЙ§ГЬжаЛљБОБЃГжВЛБфЁЃНгзХЃЌЕБСЌдўЫйЖШНјвЛВНДг5m/sЬсЩ§жС7m/sЪБ,АєВФЕФЧПЖШжИБъ R m КЭ R p0.2 ПЊЪМЯТНЕ,ЕЋНЕЗљВЂВЛЯджјЃЌЖјЫмаджИБъAКЭZШдШЛЮЌГжЮШЖЈЁЃШЛЖјЃЌЕБСЌдўЫйЖШГЌЙ§7m/sЪБЃЌАєВФЕФЧПЖШжИБъ R m ЁЂR p0.2 вдМАЫмаджИБъAЁЂZЖМбИЫйЯТНЕЃЌжБжСдкСЌдўЫйЖШЮЊ8m/sЪБДяЕНзюЕЭжЕЁЃ
3ЁЂНсТл
(1)ЫцзХСЌдўЫйЖШЕФЬсЩ§ЃЌTC4юбКЯН№Φ12mmАєВФИпБЖзщжЏжаГѕЩњαЯрЕФаЮУВгЩЬѕзДж№НЅзЊБфЮЊЕШжсзДЃЌЧвОЇСЃЯджјЯИЛЏ;дкДЫЙ§ГЬжаЃЌвђаЮБфЮТЩ§аЇгІЕМжТГѕЩњaЯрКЌСПгаЫљНЕЕЭЁЃЕБСЌдўЫйЖШЮЊ5 m/sЪБЃЌГѕЩњaЯрЭъШЋГЪЯИаЁЕШжсзДЧвОљдШУжЩЂЗжВМЃЌЦфжЪСПЗжЪ§ЮЊ75%~80%ЃЌЧвДязюгХзщжЏзДЬЌЁЃЕБСЌдўЫйЖШдіжС7m/sЪБЃЌГѕЩњαЯрКЌСПМБОчЯТНЕВЂГЪЯжЯрБфЧїЪЦ;ЕБСЌдўЫйЖШНјвЛВНЬсИпжС8m/sЪБЃЌГѕЩњαЯрЭъШЋЯћЪЇВЂАщЫцβЯрОЇНчЮіГіЃЌВФСЯЗЂЩњЭъШЋЯрБфЁЃ
(2)ЫцзХСЌдўЫйЖШЕФЬсИпЃЌюбКЯН№TC4Φ12mmАєВФЕФСІбЇадФмдк5m/sЪБЧПЖШДяЕНЗхжЕЃЌЧвЧПЫмадЦЅХфзюгХ;ЕБСЌдўЫйЖШГЌЙ§7m/sЪБЃЌЦфСІбЇадФмжИБъЯджјНЕЕЭЁЃ
(3)злКЯСЌајдўжЦЫйЖШЖдЯдЮЂзщжЏгыСІбЇадФмЕФгАЯьбаОПБэУїЃЌЕБTC4КЯН№АєВФгкβ/α+βЯрБфЕувдЯТ30~50ЁцЪЕЪЉдўжЦЁЂзмБфаЮСПВЛГЌЙ§95%ЪБЃЌНЋСЌајдўжЦЫйЖШПижЦдк5m/sПЩжЦЕУЯдЮЂзщжЏОљдШЧвСІбЇадФмгХвьЕФВњЦЗЁЃСйНчдўжЦЫйЖШШЗЖЈЮЊ7m/s,ЕБСЌајдўжЦЫйЖШГЌЙ§ИУСйНчжЕЪБЃЌВњЦЗЕФЯдЮЂзщжЏаЮУВгызлКЯСІбЇадФмОљГЪЯжЯджјСгЛЏЧїЪЦЁЃ
ВЮПМЮФЯз
[1]ЗбдОЃЌГЃЗхЃЌЬЦБѓЃЌЕШ.ШШдўБфаЮЖдTB-13КЯН№зщжЏКЭжЏЙЙЕФгАЯь[J].жаЙњгаЩЋН№ЪєбЇБЈ,2010,20(z1):6-10.
FEI Yue,CHANG Feng,TANG Bin,et al. Influence of hot rolling deformation on microstructure and texture of TB-13 alloy[J].The Chinese Journal of Nonferrous Metals,2010,20(z1):6-10.
[2]ЬягюаЫ,РюЪіОќ,КегёСе,ЕШ.Ti2448КЯН№дкВЛЭЌгІБфЫйТЪЯТЕФИпЮТБфаЮЛњжЦ[J].жаЙњгаЩЋН№ЪєбЇБЈЃЌ2010,20(z1):83-86.
TIAN Yuxing, LI Shujun, HAO Yulin, et al. Elevated temperature deformation mechanism of Ti2448 alloy at different strain rates[J].The Chinese Journal of Nonferrous Metals,2010,20(z1):83-86.
[3]еджОвЕ.Н№ЪєЫмадБфаЮгыдўжЦРэТл[M].ББОЉ:вБН№ЙЄвЕГіАцЩч,1980:106.
ZHAO Zhiye. Metal Plastic Deformation and Rolling Theory[M].Beijing:Metallurgical Industry Press,1980:106.
[4]жьЧьЗс,уЦВЊ,ЗыжОіЮ,ЕШ.2195ТСКЯН№ВЛЭЌЫйЖШШШдўЙ§ГЬЪ§жЕФЃФтМАЪЕбщбаОП[J].ЖЋББДѓбЇбЇБЈ(здШЛПЦбЇАц)ЃЌ2023,44(4):502-509.
ZHU Qingfeng, YAN Bo, FENG Zhixin, et al. Numerical simulation and experimental investigation on hot rolling process of 2195 aluminum alloy at different speeds[J]. Journal of Northeastern University(Natural Science),2023,44(4):502-509.
[5]ГўжОБј,ЫеЛд,РюЮА,ЕШ.дўжЦЫйЖШЖдAZ31УОКЯН№ЙмВФРфдўГЩаЮЕФгАЯь[J].ЯЁгаН№ЪєВФСЯгыЙЄГЬ,2020,49(9):3265-3272.
CHU Zhibing,SU Hui,LI Wei,et al. Effect of rolling speed on cold rolling forming of AZ31 magnesium alloy tubes[J]. Rare Metal Materials and Engineering,2020,49(9):3265-3272.
[6]ЭѕЬьЯш,КњЩаОй,ЮфЯдБѓ.дўжЦЫйЖШЖдЭ/ТСИДКЯАхНсКЯЧПЖШЕФгАЯь[J].ШШМгЙЄЙЄве,2019,48(3):179-182.
WANG Tianxiang, HU Shangju, WU Xianbin. Effect of rolling speed on bonding strength of Cu/Al composite plate[J].Hot Working Technology,2019,48(3):179-182.
[7]ЫЇЯАдЊЃЌЛЦОВЃЌЮтГЌЃЌЕШ.ИпЯпдўЛњЬиИпдўжЦЫйЖШЯТдўМўБфаЮааЮЊбаОП[J].жаЙњвБН№,2012,22(10):18-22.
SHUAI Xiyuan,HUANG Jing,WU Chao,et al. Study on effect of rolled metal forming at very high rolling speed[J]. China Metallurgy,2012,22(10):18-22.
[8]РюТќдЦЃЌЫяБОШй.ИжЕФПижЦдўжЦКЭПижЦРфШДММЪѕЪжВс[M].ББОЉ:вБН№ЙЄвЕГіАцЩч,1998.
LI Manyun,SUN Benrong. Technical Manual for Controlled Rolling and Cooling of Steel[M]. Beijing: Metallurgical Industry Press,1998.
ЃЈзЂЃЌдЮФБъЬтЃКСЌдўЫйЖШЖдTC4юбКЯН№АєВФзщжЏадФмЕФгАЯь_ЭѕЬяЃЉ
tagБъЧЉ:TC4юбКЯН№,ИпЫйШШСЌдў,аЮБфЮТЩ§аЇгІ