



·ўІјИХЖЪЈә2026-3-12 20:21:54
оСәПҪрІДБПЖҫҪиЗбЦКЎўёЯЗҝ¶ИЎўУЕТмөДДНёҜКҙРФЎўДНИИРФәНЙъОпПаИЭРФЈ¬ФЪТҪБЖЖчРөЎўәҪҝХәҪМмУлҙ¬І°өИБмУтөГөҪ№г·әУҰУГ[1-2]ЎЈЖдЦРЈ¬ФЪәҪҝХәҪМмБмУтөД№ШјьІҝјюЦРЈ¬ИзәҪҝХ·ў¶Ҝ»ъТ¶Ж¬Ўў»ъЙніРБҰҝтөИ¶ФоСәПҪрөДТААөУИОӘН»іцЎЈЛжЧЕҝЖјјөДҪшІҪЈ¬МбЙэоСәПҪрөДјУ№ӨР§ВКУлЦКБҝТСіЙОӘёЯ¶ЛЦЖФмБмУтөДЖИЗРРиЗу[3-4]ЎЈИ»¶шЈ¬оСәПҪрҫЯУРј«өНөДИИөјВКЈ¬ІЙУГҙ«НіөДПіПч·Ҫ·ЁјУ№ӨКұЈ¬ДСТФҪ«ПіПч№эіМЦРөДЗРПчИИҝмЛЩөјіцЈ¬өјЦВө¶-РјҪзГжОВ¶ИСёЛЩЙэёЯЈ¬ө¶ҫЯДҘЛрУлЖЖЛрјУҫзЈ¬ЖдјУ№ӨіЙұҫПФЦшФцјУ[5]ЎЈТтҙЛЈ¬ШҪРиҝӘ·ўёЯР§ЎўөНЛрәДөДоСәПҪрјУ№ӨРВ·Ҫ·ЁТФВъЧгёЯ¶ЛЧ°ұёЦЖФмөДЖИЗРРиЗуЎЈ
ECMЧчОӘТ»ЦЦ·ЗҪУҙҘКҪјУ№ӨјјКхЈ¬ҫЯұёОЮІРУаУҰБҰЎўОЮө¶ҫЯДҘЛрј°І»КЬІДБПУІ¶ИПЮЦЖөИјјКхУЕКЖЈ¬Тт¶ш№г·әУҰУГУЪоСәПҪрөИДСјУ№ӨІДБПөДјУ№Ө[6]ЎЈјшУЪоСәПҪрІДБПөДұнГжТЧ¶Ы»ҜМШРФәНөзҪвјУ№ӨөД¶АМШУЕКЖЈ¬№ъДЪНвС§ХЯ¶ФөзҪвјУ№ӨоСәПҪрҝӘХ№БЛ№г·әСРҫҝЎЈАоә®ЛЙөИ[7]АыУГ10%NaNO3өзҪвТә¶ФTi-6Al-4V(TC4ЛщКфЕЖәЕПөБР)ҪшРРСЪДӨөз»ҜС§јУ№Ө(through-mask electrochemical machining,TMECM)КөСйСРҫҝЈ¬·ўПЦөұөзС№ОӘ35VЎўВціеЖөВКОӘ400HzЎўХјҝХұИОӘ20%КұЈ¬ҝЙјУ№ӨіцҝЧҫ¶·¶О§ОӘ2.52~2.57mmЎўЧоҙуФІ¶ИОӘ9μmөДОўҝЧХуБРЎЈіВПюАЪөИ[8]ТІІЙУГСЪДӨОўПёөзҪвјУ№Ө(through-mask electroche-mical micromachining,TMEMM)јјКхФЪоСәПҪрұнГжҪшРРБЛОў°јҝУХуБРКФСйЎЈКөСй·ўПЦЈ¬ФЪөзС№24VЎўВціеХјҝХұИ10%ЎўЖөВК100Hzј°20ЎжөзҪвТәМхјюПВЈ¬ҝЙ»сөГЦұҫ¶Фј110μmЎўЙо¶ИФј20μmЗТОЮФУЙўёҜКҙөД№жФтОўҝУХуБРЎЈРмХэСпөИ[9]ФтІЙУГХэҪ»КФСй·Ё¶ФTi60ёЯОВоСәПҪрҪшРРөзҪвјУ№Ө№ӨТХУЕ»ҜЎЈСЎУГ13wt%NaClөзҪвТәЈ¬ФЪјУ№ӨөзС№20VЎўВціеЖөВК0.4kHzЎўХјҝХұИ0.3ЎўОВ¶И23Ўжј°Сфј«ҪшёшЛЩВК0.5mm/minөД№ӨТХІОКэЧйәППВЈ¬іЙ№ҰКөПЦБЛХыМеТ¶ЕМТ¶Ж¬өДёЯЦКБҝјУ№ӨЎЈё¶міөИ[10]К№УГ¶Мөз»ЎјУ№Ө(short electric arc machining, SEAM)TC4оСәПҪрЈ¬МбёЯРЎҝЧSEADөДІДБПИҘіэВКЈ¬ҪөөНөзј«ДҘЛрЈ¬өГөҪБЛҪПәГөДРЎҝЧЦұҫ¶УлЧ¶¶ИЎЈәъ№ъУсөИ[11]»щУЪ¶Мөз»Ў-өз»ҜС§ёҙәПјУ№Ө·Ҫ·ЁЈ¬ФЪЦұБчУлВціеБҪЦЦіЈУГөзФҙАаРНПВ¶ФоСәПҪрTC4ҪшРРөҘҙО·ЕөзКөСйЈ¬МҪҫҝБЛІ»Н¬·ҪКҪ¶Ф°јҝУөДУ°ПмЎЈ
ФЪМбЙэөзҪвјУ№Ө(ECM)ДСјУ№ӨІДБП(УИЖд¶ЫРФІДБП)өДјУ№ӨР§ВК·ҪГжЈ¬өзҪвТәОВ¶ИіЎ¶ФјУ№ӨөДУ°ПмКЗ№ъДЪНвС§ХЯөДСРҫҝЦШөгЈ¬ІўФЪҙЛ·ҪГжИЎөГБЛТ»ПөБРөДЦШТӘіЙ№ы[10-13]ЎЈTHANIGAIVELAN RөИ[12]СРҫҝБЛәмНв№вјУИИөзҪвТә¶ФECMјУ№ӨұнГжРОГІөДУ°ПмЈ¬ЖдСРҫҝ·ўПЦЈ¬іЈОВөзҪвТәУлјУИИәуөзҪвТәМхјюПВөДјУ№ӨұнГжҪб№№ҙжФЪПФЦшІоТмЎЈDIKUSAR A IөИ[13]өДСРҫҝЗҝөчБЛөзҪвТәОВ¶И·ЦІјөДҫщФИРФ¶ФМбёЯCrNiёЦөзҪвјУ№Өҫ«¶ИөД№ШјьЧчУГЎЈLIU W DөИ[14]Хл¶ФTB6оСәПҪрөДКөСй·ўПЦЈ¬өзҪвТәОВ¶ИПФЦшУ°ПмЖдјУ№Өҫ«¶ИЎЈCHEN X LөИ[15]ФЪTi-6Al-4VәПҪрОўҝУөзҪвјУ№ӨСРҫҝЦРЦӨКөЈ¬өзҪвТәОВ¶ИКЗҝШЦЖОўҝУөЧЗРБҝј°ХыМејУ№Өҫ«¶ИөДЦШТӘІОКэЎЈоСәПҪрІДБП¶ФөзҪвјУ№Ө№эіМЦРөДБчіЎУлөзіЎұд»ҜёЯ¶ИГфёР[16]ЎЈТФЙПСРҫҝұнГчЈ¬МбёЯөзҪвТәОВ¶ИДЬПФЦшФцЗҝЖд·ҙУҰ»оРФ[17]Ј¬ХвОӘНЁ№эУЕ»ҜОВ¶ИіЎМбЙэоСәПҪрөзҪвјУ№ӨР§ВКМṩБЛАнВЫ»щҙЎЎЈ
Хл¶ФTC4оСәПҪрөзҪвјУ№ӨөДР§ВКЖҝҫұЈ¬ұҫОДҙҙРВРФөШҪ«ёЯЗҝ¶ИҫЫҪ№і¬Йщ(HIFU)јјКхТэИлөзҪвјУ№Ө№ӨТХЦР(јҙHIFUёЁЦъөзҪвјУ№Ө)ЎЈёГ·Ҫ·ЁЦјФЪАыУГҫЫҪ№і¬ЙщФЪҪ№УтІъЙъөДЙщИИР§УҰЈ¬¶ФјУ№ӨЗшУтКөПЦҫ«ЧјЙэОВЈ¬НЁ№эЙщИИР§УҰҪцМбёЯјУ№ӨЗшУтөз»ҜС§·ҙУҰР§ВКЈ¬ұЬГвТт¶Ы»ҜДӨөДҙжФЪөјЦВјУ№ӨА§ДСЎЈұҫСРҫҝНЁ№эПөНі»ҜөД№ӨТХ¶ФұИКөСйЈ¬¶ЁБҝМҪҫҝHIFUёЁЦъөзҪвјУ№Ө¶ФTC4оСәПҪрјУ№ӨР§ВКөДКөјКМбЙэР§№ыЎЈ
1ЎўјУ№ӨФӯАн
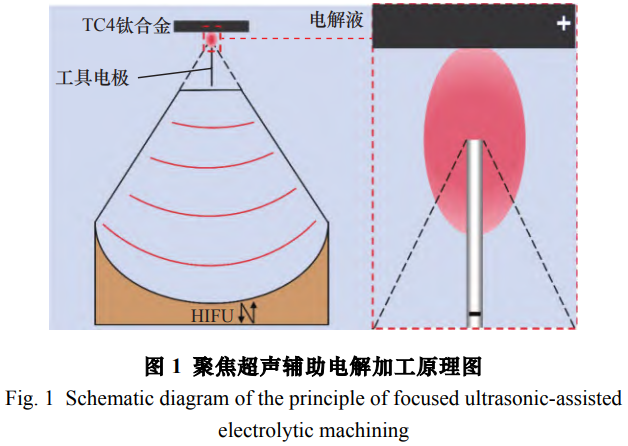
ECMКЗТ»ЦЦ»щУЪөз»ҜС§Сфј«ИЬҪвФӯАнөДМШЦЦјУ№ӨјјКхЎЈ№ӨјюЧчОӘСфј«Б¬ҪУөзФҙХэј«Ј¬№ӨҫЯЧчОӘТхј«Б¬ҪУөзФҙёәј«Ј¬БҪХЯҫщҪюИлөзҪвТәЦР№№іЙөјөз»ШВ·ЎЈФЪНвјУөзіЎЧчУГПВЈ¬Сфј«ұнГж·ўЙъСх»Ҝ·ҙУҰЈ¬Тхј«ұнГжФт·ўЙъ»№Фӯ·ҙУҰЎЈУЙУЪ·ҙУҰҪцПЮУЪөзҪвТәЦРөДј«ОўРЎјдП¶ДЪ,№ӨҫЯУл№ӨјюОЮәк№ЫҪУҙҘ,ТтҙЛ№ӨҫЯОЮЛрәДЈ¬Ҫц№ӨјюІДБП·ўЙъҝЙҝШИЬҪвЈ¬КөПЦІДБПИҘіэЎЈУлҙ«НіЗРПчПаұИЈ¬ECMҫЯУРОЮәк№ЫУҰБҰЎўУлІДБПУІ¶ИОЮ№ШЎўР§ВКёЯәНұнГжНкХыРФәГөИУЕКЖЎЈОӘҪшТ»ІҪМбЙэECMјУ№ӨРФДЬЈ¬ұҫСРҫҝТэИлHIFUЧчОӘёЁЦъКЦ¶ОЈ¬ИзНј1ЛщКҫЎЈЖдЙщИИР§УҰНЁ№эТәМеЦРөДрӨЦНОьКХЎўИИҙ«өјј°·ЦЧУіЫФҘөИ»ъЦЖ,Ҫ«і¬ЙщДЬБҝЧӘ»ҜОӘИИДЬЎЈөұҫЫҪ№і¬ЙщФЪөзҪвТәЦРҙ«ІҘІў»гҫЫКұЈ¬ДЬБҝФЪҪ№Утұ»ОьКХЈ¬ТэЖрҫЦІҝПФЦшОВЙэЎЈёГОВ¶ИіЎ·ЦІјҝЙІЙУГФҙУЪЙъОпҙ«ИИСРҫҝөД Pennes·ҪіМҪшРРГиКц,ККУГУЪДЈДвөзҪвТәЦРУЙі¬ЙщТэ·ўөДЛІМ¬ИИР§УҰЎЈНЁ№эҪ«ЙщИИР§УҰУлөзҪвјУ№ӨПаҪбәП,ҝЙКөПЦҫЦІҝЗшУтөДІДБПИЬҪвФцЗҝ,ҙУ¶шМбёЯјУ№ӨР§ВКУлҫ«¶ИЎЈ
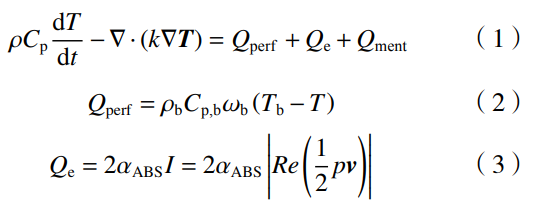
КҪЦР:QperfЧчОӘҙ«өЭПоҙъұнСӘТә№аЧўөД¶ФБчАдИҙЦө,ЙъОпЧйЦҜөДГЬ¶ИЎўИИИЭБҝТФј°өјИИПөКэ·ЦұрОӘ ρЎў Cp Ўўk; ρb ОӘСӘТәГЬ¶И, Cp,b ОӘСӘТәИИИЭБҝ, Tb ОӘСӘТәТәОВ¶И; ωb ОӘСӘТә№аЧўВК; QeОӘИИФҙ; αABS ОӘОьЙщПөКэ; IОӘЙщЗҝҙуРЎ; pОӘЙщС№; vОӘЙщЦКөгЛЩ¶ИКёБҝ; Qment ОӘҙъР»ИИФҙ; TОӘіхКјОВ¶И; ∇TКЗОВ¶ИМЭ¶И(КёБҝ);tОӘКұјдЎЈ
2ЎўКөСйЧ°ЦГУл·Ҫ·Ё
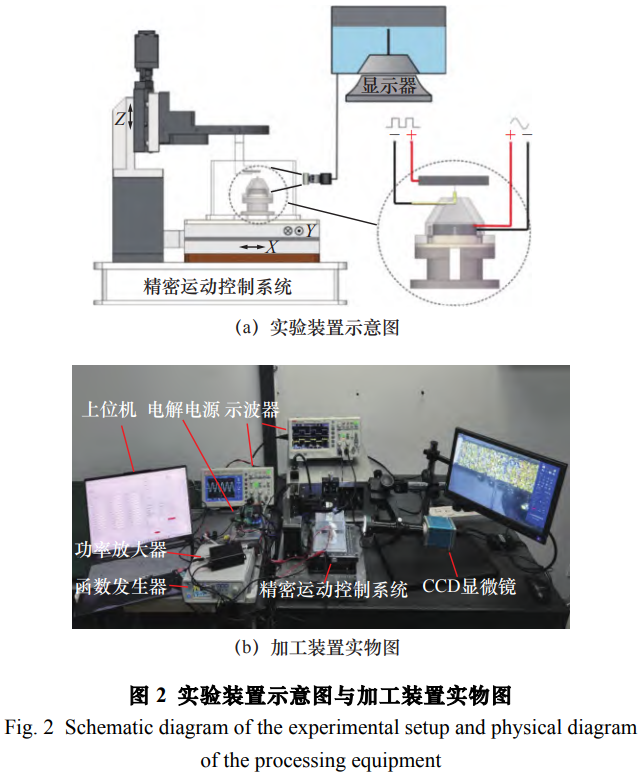
ұҫКөСйҪ«HIFUҫЫҪ№»»ДЬЖч(HIFUtransducer)ЦГУЪ№ӨҫЯөзј«(Тхј«)Ул№Өјюөзј«(Сфј«)өДХэПВ·ҪЈ¬ҫЯМеЧ°ЦГКҫТвНјУлКөјК°ІЧ°Нј·ЦұрИзНј2aәННј 2 bЛщКҫЎЈХыёцКөСйПөНіЦчТӘУЙҫЫҪ№і¬ЙщДЈҝйЎўөзҪвјУ№ӨДЈҝйТФј°јмІвПөНі 3Іҝ·ЦЧйіЙЎЈЖдЦР,ҫЫҪ№і¬ЙщДЈҝйУЙәҜКэ·ўЙъЖчІъЙъЗэ¶ҜРЕәЕ,ҫӯ№ҰВК·ЕҙуЖч·ЕҙуәуЗэ¶Ҝ HIFUҫЫҪ№»»ДЬЖч;өзҪвјУ№ӨДЈҝй°ьАЁЧФЦчСРЦЖөДҝЙұаіМөзФҙЎўҝШЦЖјЖЛг»ъЎў№ӨҫЯөзј«(Тхј«)әН№Өјюөзј«(Сфј«);јмІвПөНі°ьАЁКҫІЁЖчЎўөзБчМҪН·ТФј°CCDПФОўҫөөИЎЈ
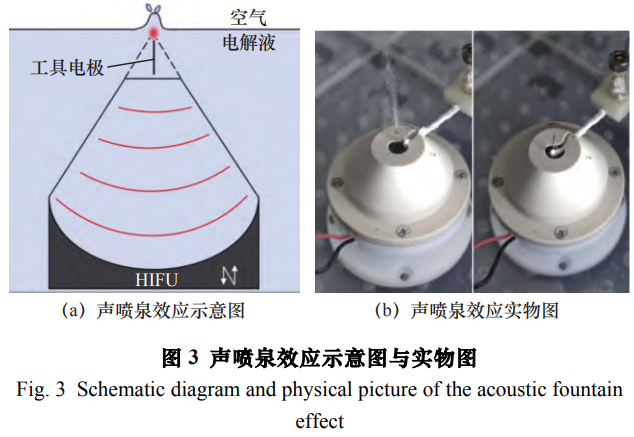
ФЪұҫСРҫҝЦР,HIFUҫЫҪ№»»ДЬЖчЛщІъЙъөДЙщіЎҫ«И·ЦШәПУЪјУ№ӨЗшУтКЗКөСйіЙ№ҰөД№ШјьЎЈұҫСРҫҝІЙУГЙщЕзИӘР§УҰАҙ¶ЁО»Ҫ№өгО»ЦГЎЈЙщЕзИӘР§УҰ [18]КЗЦёЙщІЁ(НЁіЈҙУЙщЧиҝ№ҪПёЯөДІЁГЬҪйЦК)ҙ«ІҘЦБЙщЧиҝ№ҪПөНөДІЁКиҪйЦК(ИзТәМе-ЖшМеҪзГж)Кұ,ФЪҪзГжҙҰТтЙщ·шЙдС№БҰІо¶шРОіЙөДТ»ЦЦОпАнПЦПу,ИзНј 3ОӘЙщЕзИӘР§УҰКөОпНјУлКҫТвНјЎЈНЁ№э№ЫІвёГР§УҰФЪТәГжІъЙъөДЧоҙуРОұдөг,јҙҝЙ¶ЁО»ЙщІЁДЬБҝЧојҜЦРөДҪ№өгЎЈ
ФЪұҫСРҫҝКөСй№эіМЦР,К№УГёЯҫ«¶ИИэЦб№вС§ФЛ¶ҜЖҪМЁКөПЦ№ӨјюөДҫ«И·¶ЁО»ЎЈ№Өјю(Сфј«)УлПВ·Ҫ°ІЧ°өД HIFUҫЫҪ№»»ДЬЖч№ІН¬№М¶ЁФЪФЛ¶ҜЖҪМЁөД№ӨЧчМЁЙП,ІўНЁ№эјЖЛг»ъЙПО»»ъИнјюҝШЦЖЖдФЪ XЎў Y·ҪПтБӘ¶ҜФЛ¶ҜЎЈ№ӨјюНЁ№эЧЁУГјРҫЯ°ІЧ°УЪФЛ¶ҜЖҪМЁөДZЦбД©¶ЛЎЈ№ӨҫЯөзј«ІЙУГНвҫ¶1mmөДЦРҝХНӯ№ЬЧчОӘөзј«ЛҝЈ¬ЖдЧ°јР»щМеТФНвөДВгВ¶Іҝ·ЦҫщК№УГДНЛ®ҫшФөҪәҙшСПГЬ°ь№ьҪшРРҫшФөҙҰАнЎЈ№Өјю(Сфј«)НЁ№эөјПЯБ¬ҪУЦБВціеөзФҙХэј«ЎЈОӘ¶ФұИІ»Н¬№ӨТХөДјУ№ӨР§№ыЈ¬·ЦұрҪшРРБЛECMУлёЯЗҝ¶ИҫЫҪ№і¬ЙщёЁЦъөзҪвјУ№Ө(HIFU-ECM)КөСйЎЈЛщУРјУ№ӨКөСйНкіЙәуЈ¬Ҫ«јУ№Ө№ӨјюТАҙОЦГУЪОЮЛ®ТТҙјЦРҪшРРі¬ЙщЗеПҙЈ¬Лжәуід·ЦёЙФпЈ¬ТФұёәуРшөДІДБПРФДЬұнХчЎЈ
ФЪұҫКөСйЦРЈ¬ТтҫЫҪ№»»ДЬЖчЦЖФмКЬПЮЈ¬ЧоЦХёДУЙЦұҪУІЙ№ә°лЗтРОС№өзМХҙЙЖ¬ЧчОӘHIFU·шЙдФҙЎЈёГ»»ДЬЖчУЙәҜКэ·ўЙъЖчІъЙъөДХэПТөзРЕәЕҫӯ№ҰВК·ЕҙуЖчЗэ¶ҜЈ¬ТФјӨ·ўёЯЖөХс¶ҜЎЈФЪУҰУГЗ°Ј¬К№УГЧиҝ№·ЦОцТЗИ·¶ЁБЛёГС№өзМХҙЙ»»ДЬЖчөДЧојСРіХсЖөВКОӘ4.8MHzЎЈКөСйІОКэјыұн1ЎЈ
ұн1КөСйІОКэ
| Ааұр | ІОКэ | КэЦө |
| PZT-4 | »»ДЬЖчЦұҫ¶/mm | 19.8 |
| ЗъВК°лҫ¶ | 19 | |
| РіХсЖөВК/MHz | 4.8 | |
| өзҪвөзФҙ | өзС№/V | 8.5Ўў24 |
| ЖөВК | 500 HzЎў250 kHz | |
| ХјҝХұИ/(%) | 50 | |
| јУ№ӨІОКэ | өзҪвТә | 5 wt%NaNO3 |
| јУ№ӨјдП¶/μm | 20 | |
| ОВ¶И/Ўж | 20 | |
| №ӨјюІДБП | TC4оСәПҪр | |
| №Өјю№жёс/(mmxmmxmm) | 35102 | |
| №ӨҫЯөзј«ІДБП | УІЦКәПҪр(Мј»ҜОЩ) | |
| №ӨҫЯөзј«Цұҫ¶/μm | 200 | |
| јУ№Ө·ҪКҪ | ҫІТәјУ№Ө(ОЮҪшёш) | |
| HIFUөзФҙ | Зэ¶ҜөзФҙ/V | 7 |
| ·Еҙуұ¶Кэ | 4 | |
| Зэ¶ҜЖөВК/MHz | 4.8 |
3ЎўҫЫҪ№ЙщіЎЙщИИР§УҰ·ВХж
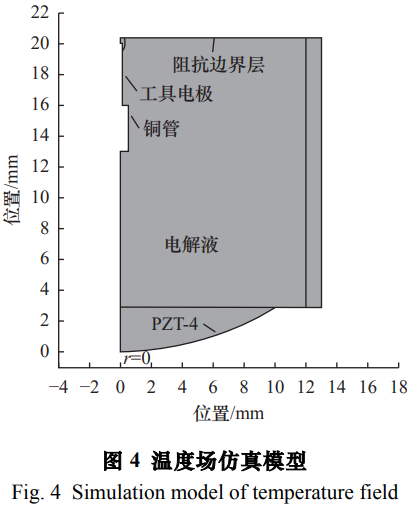
ОӘМҪҫҝҫЫҪ№і¬ЙщҪ№УтОВ¶И·ЦІјј°ОВЙэМШРФЈ¬ұҫСРҫҝІЙУГCOMSOL MultiphysicsУРПЮФӘ·ВХжИнјюҪшРРҪЁДЈ·ЦОцЎЈСЎУГҫЯУРЗтГжҫЫҪ№Ҫб№№өДС№өзМХҙЙЖ¬ЧчОӘЙщФҙЈ¬ҪЁБў¶юО¬Цб¶ФіЖјёәОДЈРНЈ¬НЁ№эсоәПС№БҰЙщС§УлБчМеҙ«ИИОпАніЎЈ¬ЗуҪвҫЫҪ№ЗшУтөДЛІМ¬ОВ¶ИіЎ·ЦІјЈ¬·ВХжДЈРНИзНј4ЛщКҫЈ¬ЖдЦРr=0ҙҰОӘ¶юО»РэЧӘ¶ФіЖЦбЎЈ
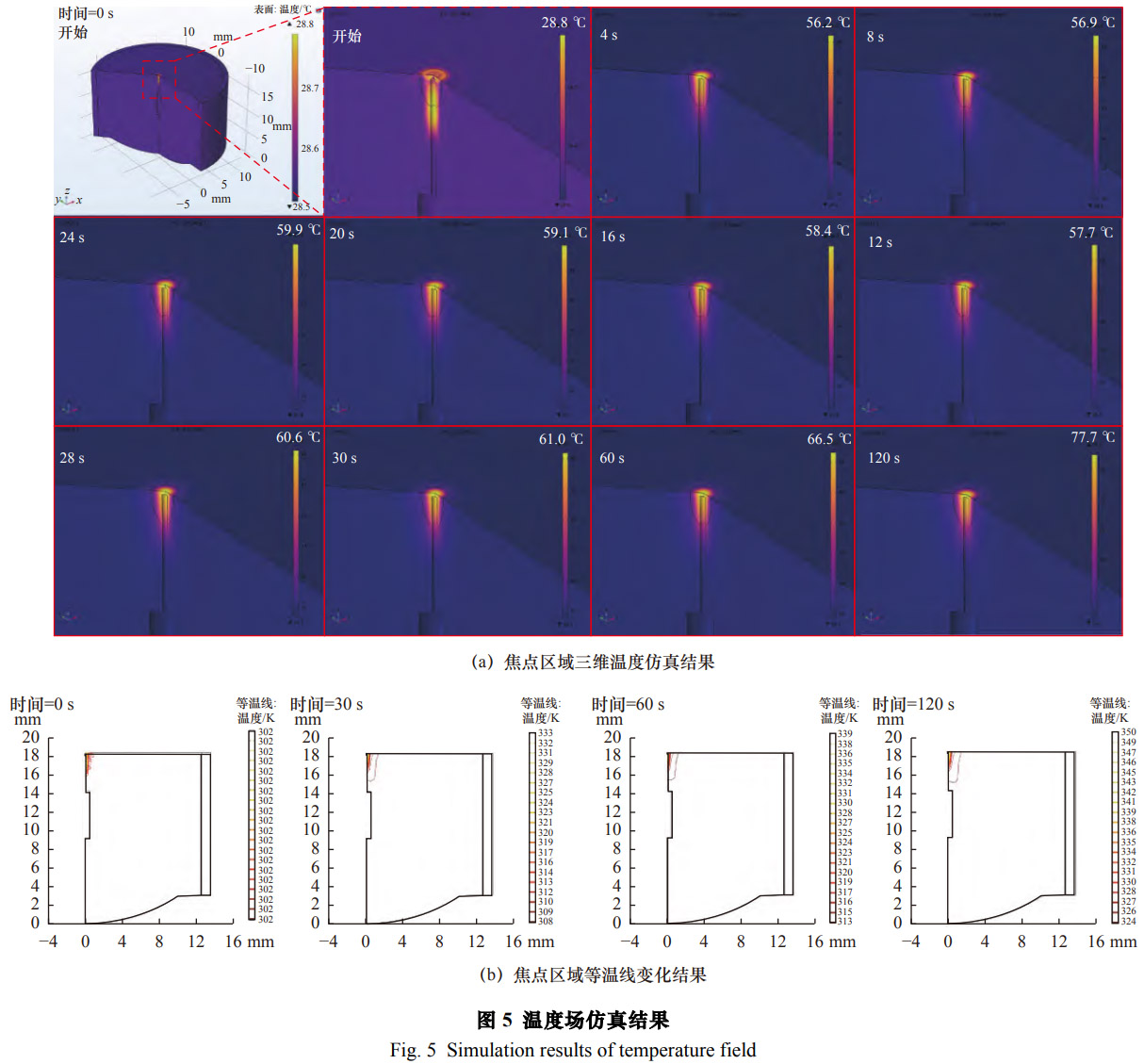
·ВХжҪб№ыИзНј5ЛщКҫЎЈУЙ·ВХжҪб№ыҝЙЦӘ,ҫЫҪ№і¬ЙщҝӘЖфәуЈ¬Ҫ№өгЗшУтОВ¶ИСёЛЩЙПЙэЈ¬Па¶ФУЪіхКјОВ¶ИЈ¬ОИМ¬ОВЙэ·щ¶ИФјОӘ50ЎжЎЈН¬КұЈ¬УЙОВ¶ИіЎөИОВПЯ·ЦІјҝЙЗеОъөШ№ЫІмөҪ,ПФЦшОВЙэПЦПуҪцҫЦПЮУЪҪ№өгёҪҪьөДј«РЎҝХјд·¶О§,Хвід·ЦМеПЦБЛЙщіЎөДЗҝҫЫҪ№МШРФЎЈНј5aЛщКҫОӘІ»Н¬КұҝМПВОВ¶ИіЎЛжКұјдөДСЭұд№эіМЈ¬ФЪЖрКјЧҙМ¬ПВЈ¬Ҫ№өгЗшУтОВ¶ИУлөзҪвТәОВ¶ИТ»ЦВЈ¬ЛжЧЕКұјдөДФцјУЈ¬ҫЫҪ№і¬ЙщЙщИИЧчУГПВДЬБҝІ»¶П»эАЫЈ¬Ҫ№өгЗшУтОВ¶ИІ»¶ПЙэёЯЈ¬ҙУЖрКјКұ28.7ЎжЧоЦХФЪ120sәуЙэёЯөҪ77.7ЎжЎЈНј5bЛщКҫОӘҪ№өгЗшУтөИОВПЯұд»ҜҪб№ыНјЈ¬ҙУЖрКјОВ¶И·ЦұрјЗВј 30Ўў 60Ўў 120 sәуөДөИОВПЯ·ЦІјҪб№ы,ҝЙТФ№ЫІмөҪҪ№өгОВ¶ИЦрҪҘЙэёЯЈ¬УлИэО¬ОВ¶ИіЎТ»ЦВЈ¬Н¬КұҝЙТФ№ЫІмөҪ,Ҫ№өгТФНвЗшУтјёәхІ»ҙжФЪОВ¶Иұд»Ҝ,ЛөГчБЛҫЫҪ№і¬ЙщөДЗҝҫЫҪ№РФЎЈ
4ЎўКөСйУлМЦВЫ
4.1Ҫ№өгЗшУтОВ¶ИІвБҝ
ОӘҫ«И·ұнХчHIFUҪ№УтОВЙэМШРФЈ¬ұҫСРҫҝІЙУГ¶аФҙІвОВ·Ҫ°ёЈ¬К№УГHIKMICROәмНвИИПсТЗҪшРРәмНвІвОВЈ¬Цұ№Ы№ЫІвҪ№өгЗшУтөДОВ¶И·ЦІјј°ОВЙэПЦПуЎЈН¬КұК№УГҪУҙҘКҪИИөзЕјҪшРРІвОВЈ¬ХлКҪИИөзЕјСЎУГKРНХлКҪИИөзЕјЈ¬ФЪОЮ№ӨјюёЙИЕМхјюПВЦұҪУЦГУЪҪ№УтДЪІвБҝОВ¶ИЎЈМщЖ¬КҪИИөзЕјСЎУГKРНМщЖ¬КҪИИөзЕјЈ¬Ҫ«ЖдАО№МХіМщУЪ№ӨјюұнГжЈ¬УГУЪДЈДвКөјКјУ№ӨЧҙМ¬ПВ№ӨјюҪьҪ№УтЗшУтөДОВЙэЎЈ
ФЪРЕәЕІЙјҜУлҙҰАнЦРЈ¬ЛщУРИИөзЕјІЙјҜөДДЈДвөзС№РЕәЕЈ¬ҫщНЁ№эҫЯұёАд¶ЛІ№іҘ№ҰДЬөДMAX6675ИИөзЕјЦБКэЧЦЧӘ»»РҫЖ¬ЧӘ»ҜОӘКэЧЦРЕәЕЎЈёГКэЧЦРЕәЕҫӯУЙSPIНЁРЕРӯТйҙ«КдЦБSTM32ОўҝШЦЖЖчҪшРР¶БИЎЎўјЗВјУләуРш·ЦОцЎЈ
ҫ«ГЬЙЁГиУлКэҫЭІЙјҜТІКЗ·ЗіЈЦШТӘөД»·ҪЪЈ¬АыУГҫ«ГЬФЛ¶ҜҝШЦЖПөНіЗэ¶ҜKРНХлКҪИИөзЕј»тМщЖ¬КҪИИөзЕјСШҝХјдЦұҪЗЧшұкПөөДZЦбПтТЖ¶Ҝ;Н¬КұЗэ¶ҜHIFU»»ДЬЖчСШXЦбПтТЖ¶ҜЈ¬КөПЦҪ№УтөДҝХјд¶ЁО»ЙЁГиЎЈТАҫЭЙщС§АнВЫ№АЛгөДҪ№УтіЯҙзЈ¬Йи¶ЁЙЁГи·¶О§ОӘXУлZ·ҪПтёч±2mmЎЈФЪФӨЙиЙЁГиВ·ҫ¶ЙПТФ0.4mmОӘІҪҫаҪшРРФИЛЩЙЁГиЎЈФЪГҝёцЙЁГиөгО»ЙПБ¬РшІвБҝ10ҙООВ¶ИКэҫЭЈ¬ТФИ·ұЈНіјЖҝЙҝҝРФЎЈ»щУЪІЙјҜөД10ҙООВ¶ИІвБҝЦөЈ¬№№ҪЁПдПЯНјҪшРРНіјЖ·ЦОцЈ¬УГТФұнХчОВЙэөДҝХјд·ЦІјМШХчј°ЖдІЁ¶Ҝ·¶О§ЎЈ
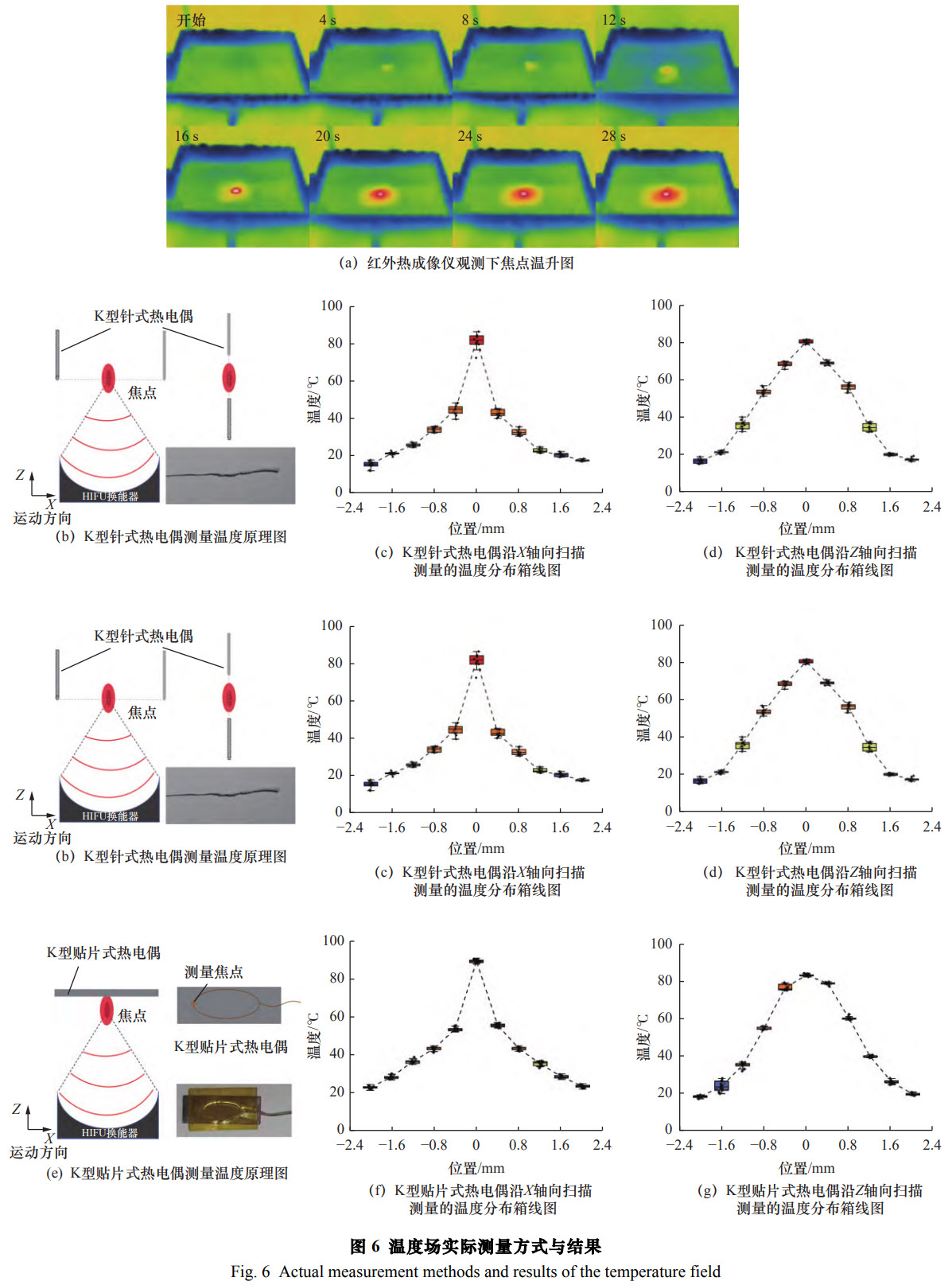
ИзНј6ЛщКҫЈ¬Нј6aОӘәмНвИИіЙПсТЗ№ЫІвПВөДҪ№өгОВЙэНјЈ¬Нј6bОӘХлКҪИИөзЕјІвБҝОВ¶ИФӯАнНјЈ¬Нј6cәННј6d·ЦұрЛщКҫОӘKРНХлКҪИИөзЕјСШXЦбПтУлZЦбПтЙЁГиІвБҝөДОВ¶И·ЦІјПдПЯНјЎЈНј6eОӘМщЖ¬КҪИИөзЕјІвБҝОВ¶ИФӯАнНјЈ¬Нј6fәННј6g·ЦұрЛщКҫОӘKРНМщЖ¬КҪИИөзЕјСШXЦбПтУлZЦбПтЙЁГиІвБҝөДОВ¶И·ЦІјПдПЯНјЎЈ
ІвБҝҪб№ыұнГчЈ¬әмНвИИіЙПсТЗҝЙТФГчПФҝҙіцҫЫҪ№ЙщіЎЧчУГПВіКПЦёЯ¶ИҫЫҪ№МШРФЈ¬ОЮВЫКЗК№УГХлЧҙөДИИөзЕј»№КЗМщЖ¬КҪИИөзЕјЈ¬ІвБҝҪб№ыЗчКЖТ»ЦВЈ¬Ҫ№өгЗшУтөДОВ¶И·ЦІјіКПЦіцПФЦшөДҝХјдТмЦКРФЈ¬УЙУЪЙщіЎіКНЦЗтЧҙҫЫҪ№МШХчЈ¬ФЪҙ№ЦұУЪЙщКшҙ«ІҘ·ҪПтөДОВ¶ИМЭ¶Иј«ОӘ¶ёЗНЈ¬өјЦВОВ¶ИЛжЖ«АлҪ№өгО»ЦГ¶шіКЦёКэКҪЛҘјх;¶шСШЙщКшҙ«ІҘ·ҪПтөДОВ¶Иұд»ҜФтПа¶ФЖҪ»әЈ¬ұнПЦОӘМЭ¶ИөЭјхДЈКҪЎЈКөІвҪб№ыұнГчЈ¬Ҫ№УтЦРРДОВЙэ·еЦөҙп70ЎжЈ¬УлЗ°КцУРПЮФӘ·ВХжФӨІвөД50ЎжОВЙэЗчКЖТ»ЦВЈ¬ө«ҙжФЪФј40%өДҫш¶ФКэЦөІоТмЎЈёГЖ«ІоЦчТӘФҙУЪИИөзЕјЧФЙнИИИЭР§УҰТэ·ўөДІвБҝёЙИЕЎўёЯЖөі¬ЙщЙщіЎ¶Фҙ«ёРРЕәЕөДОпАнИЕ¶ҜТФј°·ВХжДЈРН¶ФКөјКұЯҪзМхјюУл¶аіЎсоәПР§УҰөДјт»ҜЈ¬№ІН¬У°ПмБЛОВ¶ИіЎІвКФөДХжКөРФұнХчЎЈ
4.2І»Н¬өзҪвТәОВ¶И¶ФјУ№ӨРОГІУ°Пм
»щУЪЗ°КцҫЫҪ№ЗшУтОВ¶ИІвБҝҪб№ыЈ¬ұҫСРҫҝНЁ№эЦЗДЬҝШОВЧ°ЦГҪ«өзҪвТәҫ«ЧјјУИИЦБФӨЙиОВ¶И(70Ўў80Ўў90Ўж)Ј¬ІўІЙУГұн1ЛщБР№ӨТХІОКэМеПөҪшРР¶ФұИКөСйЎЈјУ№Ө№эіМЦРН¬ІҪІЙУГөзБчМҪН·КөКұјаІв¶ҜМ¬өзБчұд»ҜЎЈИзНј7ЛщКҫЈ¬Нј7a¶ФұИХ№КҫБЛ70Ўў80Ўў90ЎжМхјюПВК©јУ8.5VјУ№ӨөзС№Кұ¶ФУҰөДөзҪвөзС№/өзБчКұУтІЁРОј°ОўҪб№№РОГІМШХч;Нј7bПөНііКПЦБЛПаН¬ОВ¶ИМЭ¶ИПВ24VјУ№ӨөзС№¶ФУҰөДөзС№өзБчІЁРОСЭ»Ҝ№жВЙј°ЖдұнГжјУ№ӨРОГІІоТмЎЈ
ИзНј7ЛщКҫЈ¬КөСйҪб№ыұнГчЈ¬ЖдЦРөзС№өзБчІЁРОНјЦРЙП·ҪВціеІЁРООӘөзС№ІЁРОЈ¬ПВ·ҪІЁРООӘөзБчІЁРОЈ¬өзҪвТәОВ¶ИЙэёЯөјЦВМеПөөзБчПФЦшФцҙуЈ¬ёГПЦПуУлјИУРОДПЧұЁөАөДөз»ҜС§»оРФЛжОВ¶ИМбЙэөД№жВЙОЗәПЎЈЙэОВ№эіМН¬ІҪУХ·ўБЛПФЦшөД·ЗјУ№ӨЗшФУЙўөзБчёҜКҙЈ¬ФЪ8.5VөНөзС№№ӨҝцПВЈ¬ЛдИ»TC4оСәПҪрұнГжҝмЛЩРОіЙөД¶Ы»ҜДӨҝЙЧи¶ПіЈ№жИЬҪв№эіМЈ¬ө«өзҪвТәИИ»о»ҜР§УҰИФ»бФЪІДБПҫ§Ҫз»тұнГжОўИұПЭҙҰТэ·ўҫЦІҝөгКҙ;¶шФЪ24VёЯөзС№МхјюПВЈ¬өзБчГЬ¶ИјұҫзФцјУЦВК№¶Ы»ҜДӨ»чҙ©Ј¬ЗТХыМеөзҪвТәОВ¶И¶јҙҰУЪ»о»ҜЧҙМ¬Ј¬ЧоЦХөјЦВ·ЗјУ№ӨЗш·ўЙъҙуГж»эөз»ҜС§ФУЙўёҜКҙЎЈ
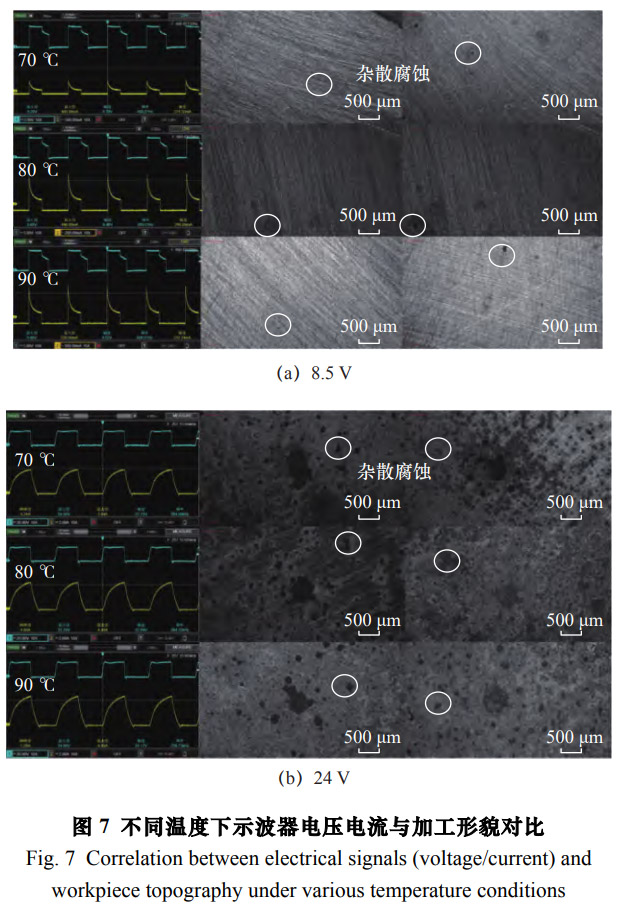
¶ҜМ¬өзБчСЭ»Ҝ»ъЦЖҪшТ»ІҪНЁ№эКҫІЁЖчРЕәЕөГТФІыГчЈ¬өНөзС№јУ№ӨКұЈ¬¶ФУҰНј7aЦРөзБчІЁРОЈ¬іхКјөзБчЛІјдФцҙуФҙУЪ¶Ы»ҜДӨЙРОҙРОіЙөДЛІКұ»оРФИЬҪвЈ¬ЛжәуөзБчЛҘјх¶ФУҰ¶Ы»ҜДӨЙъіӨ¶ФөзҪвјУ№Ө·ҙУҰөДТЦЦЖЧчУГЈ¬ТІҝЙТФАнҪвОӘФЪ·ҙУҰЛІјдҝӘКјКұЈ¬өзБчҙпөҪ·еЦө,ө«УЙУЪ¶Ы»ҜДӨҙжФЪ,өзБч»бЦрІҪҪөөН,Н¬КұҝЙТФ№ЫІмөҪөзС№ІЁРОөДұд»ҜЈ¬¶ФУЪөзС№ІЁРОіцПЦГчПФБҪёцҪЧ¶ОЈ¬ХвКЗТтОӘОўРЎјУ№ӨјдП¶Ўў¶ЫРФөзҪвТә(ПхЛбДЖ)ј°TC4оСәПҪрІДБПФЪө№БўјУ№ӨЧҙМ¬ПВЈ¬ЖшЕЭУлөзҪвІъОп»эҫЫөјЦВјдП¶өзЧиФцҙуЈ¬ТэЖрөзС№ПВҪө;ёЯөзС№№ӨҝцПВЈ¬өзБч»әВэЙПЙэҪЧ¶ОФт№йТтУЪөзј«Л«өзІгөзИЭідөз№эіМЈ¬ЦұЦБҙпөҪ»чҙ©гРЦөәуҙҘ·ўіЦРшөДСфј«ИЬҪв·ҙУҰЎЈХвЦЦөзБчЛІМ¬ПмУҰУлјУ№ӨРОГІМШХчіКПЦСПёс¶ФУҰ№ШПөЎЈ
4.3 HIFU-ECMУлECM¶ФұИ
ОӘ¶ФұИёЯЗҝ¶ИҫЫҪ№і¬ЙщёЁЦъөзҪвјУ№Ө(HIFU-ECM)УліЈ№жөзҪвјУ№Ө(ECM)ФЪјУ№ӨР§ВКУлРОГІМШХч·ҪГжөДІоТмЈ¬ұҫСРҫҝІЙУГұн1ЛщБРІОКэҝӘХ№јУ№ӨКөСйЈ¬ІўАыУГөзЧУПФОўҫөәНјӨ№в№ІҫЫҪ№ПФОўҫө¶ФјУ№ӨәуөД№ӨјюұнГжҪшРР№ЫІвУлұнХчЎЈКөСйҪб№ыұнГчЈ¬ФЪіЈ№жECM№ӨТХПВЈ¬ЛщөГОўҝУЦұҫ¶ФјОӘ1000μmЈ¬Йо¶ИФјОӘ100μm;¶шФЪHIFUёЁЦъөзҪвјУ№ӨМхјюПВЈ¬ОўҝУЦұҫ¶јхРЎЦБФј500μmЈ¬Йо¶ИФцјУЦБ150μmЎЈҪб№ыұнГчЈ¬ёЯЗҝ¶ИҫЫҪ№і¬ЙщөДТэИлІ»ҪцПФЦшМбёЯБЛІДБПИҘіэР§ВКЈ¬»№ГчПФёДЙЖБЛјУ№ӨөДіЯҙзҫ«¶ИЎЈ
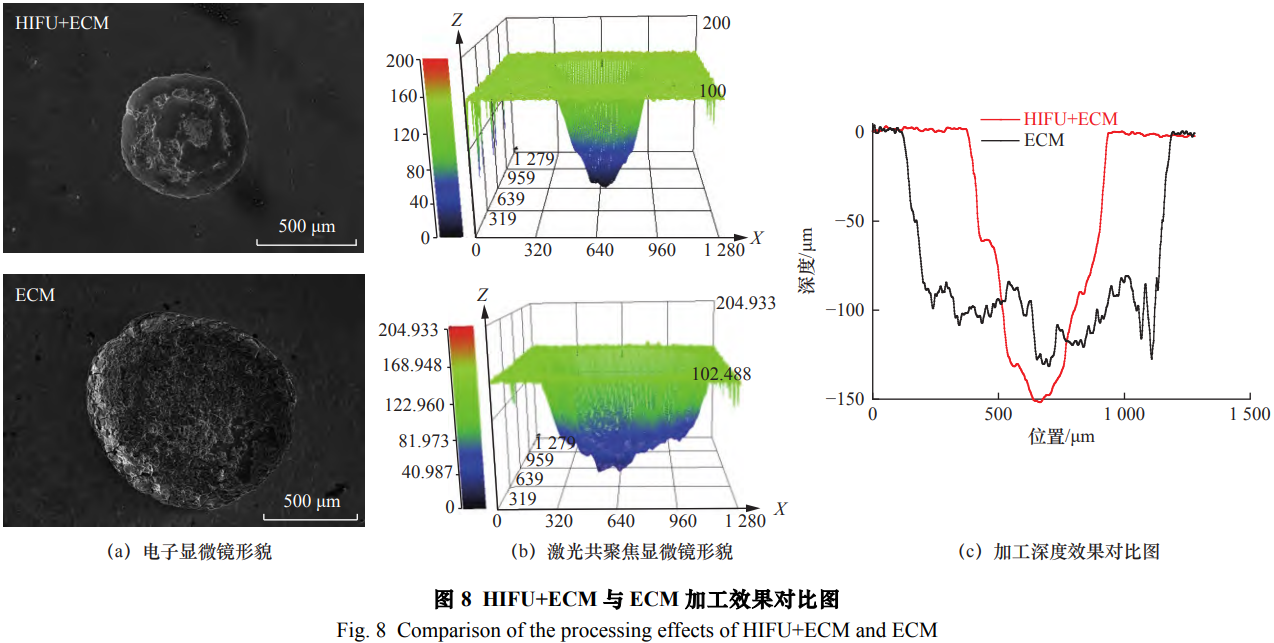
Нј8өДјУ№ӨРОГІј°ҪШГжВЦАӘ¶ФұИұнГчЈ¬ПаҪПУЪіЈ№жөзҪвјУ№Ө(ECM)Ј¬ёЯЗҝ¶ИҫЫҪ№і¬ЙщёЁЦъөзҪвјУ№Ө(HIFU-ECM)ФЪҝХјд¶ЁУтРФУлІДБПИҘіэЙо¶ИЙПҫщұнПЦіцПФЦшУЕКЖЎЈХвЦЦФцТжР§УҰФҙУЪҫЫҪ№і¬ЙщөДЙщИИсоәП»ъЦЖЈ¬ЖдҪ№УтДЪҫЦІҝөзҪвТәОВ¶ИЦиЙэЈ¬ҝЙМбЙэАлЧУЗЁТЖВКІўЗҝ»Ҝөз»ҜС§»оРФ;¶шҪ№УтНвЗшУтИФО¬іЦҪьіЈОВЧҙМ¬Ј¬УЙҙЛ№№ҪЁіцОВ¶ИМЭ¶ИұЯҪзЎЈёГҪ№өгЗшУтОВ¶ИіЎФЪФцЗҝ»оРФЗшУтІДБПКҙіэР§ВКөДН¬КұЈ¬УРР§ТЦЦЖБЛ·ЗјУ№ӨЗшөДФУЙўөзБчёҜКҙЈ¬К№ДЬБҝјҜЦРЧчУГУЪ°РПтјУ№ӨУтЎЈ
ФЪҫЫҪ№і¬ЙщёЁЦъөзҪвјУ№Ө№эіМЦРЈ¬ЙщіЎЈ¬ОВ¶ИіЎЈ¬БчіЎәНөзіЎөИ¶ј¶ФКөСйҪшРРЧчУГЈ¬ЖдЦРФЪјУ№Ө№эіМЦРҫЫҪ№і¬ЙщЛщІъЙъөДЙщіЎ¶ФУЪЖшЕЭУлөзҪвІъОпөДИҘіэН¬СщЖрөҪФцТжЧчУГЎЈ¶ФУЪұҫОДМҪҫҝЙщИИР§УҰ¶ФјУ№ӨөДУ°ПмЈ¬ёщҫЭЙщС§ФӯАнјЖЛгіцөДҪ№өгҙуРЎұИКөСйҪб№ыЛщөГөҪөДОўҝУВФРЎЈ¬ЛөГчФЪјУ№ӨЗшУтОВЙэөДФцТжР§№ыІўІ»»бУ°Пм·ЗјУ№ӨЗшУтЈ¬ЗТ·ЗјУ№ӨЗшУтЙъіЙөД¶Ы»ҜДӨҝЙТФәЬәГөШТЦЦЖФУЙўёҜКҙЈ¬¶шјУ№ӨЗшУтНЁ№эҫЦІҝОВЙэЗҝ»Ҝөз»ҜС§»оРФЈ¬ДЬ№»УРР§ҙЩҪш·ҙУҰҪшРРЈ¬ҙУ¶шМбёЯІДБПИҘіэР§ВКЎЈ
5ЎўҪбУп
ұҫОДХл¶ФTC4оСәПҪрөзҪвјУ№ӨЦРөДЧФ¶Ы»ҜМШРФЈ¬ҙҙРВРФөШТэИлёЯЗҝ¶ИҫЫҪ№і¬Йщ(HIFU)ёЁЦъјјКхЈ¬НЁ№эЖдЙщИИР§УҰМбЙэҫЦІҝөзҪвТә»оРФЎЈ»щУЪCOMSOL Multiphysics¶аОпАніЎсоәП·ВХжј°ПөНіөДКөСйСйЦӨЈ¬өГіцТФПВҪбВЫ:
(1)КэЦө·ВХжҪб№ы(С№БҰЙщС§-БчМеҙ«ИИсоәПДЈРН)ұнГчЈ¬ҫЫҪ№і¬ЙщФЪҪ№УтҝЙУХөјПФЦшОВЙэ(ЎчT≈70Ўж)Ј¬ЗТОВ¶ИіЎіКёЯ¶ИҝХјдҫЦУт»ҜМШХчЎЈәмНвИИіЙПсУлKРНИИөзЕјКөІвКэҫЭУл·ВХжФӨІвЗчКЖОЗәПЈ¬СйЦӨБЛЙщИИР§УҰөДЛ«ЦШМШРФЈ¬ОВ¶ИіЎҝХјдФјКшРФУлёЯДЬБҝГЬ¶ИМШРФЎЈ
(2)КөСйКэҫЭұнГчЈ¬ФЪ8.5VУл24VјУ№ӨөзС№ПВЈ¬өзҪвТәОВ¶ИЙэёЯҝЙМбЙэМеПөАлЧУөзөјВКЎЈИ»¶шЈ¬өҘҙҝТАҝҝИ«ҫЦөзҪвТәЙэОВөДІЯВФҙжФЪёщұҫРФҫЦПЮЈ¬УЙУЪTC4оСәПҪрФЪөз»ҜС§јУ№Ө№эіМЦРј«ЖдГфёРөДМШРФЈ¬ИИ»о»ҜЧчУГЖЖ»ө¶Ы»ҜДӨОИ¶ЁРФЈ¬өјЦВ·ЗјУ№ӨЗшУтФУЙўөзБчёҜКҙГж»эА©ҙуЈ¬ЦӨГчёГ·Ҫ·ЁДСТФјж№ЛјУ№ӨР§ВКУлРОГІҫ«¶ИҝШЦЖЎЈ
(3)ұҫОДОӘМбёЯјУ№ӨЗшУтОВ¶ИМбіцБЛТ»ЦЦРВөД·Ҫ·ЁЈ¬ІўФЪјУ№Ө¶ЫРФҪрКфІДБПЦРЖрөҪБЛПФЦшЧчУГЎЈК№УГҫЫҪ№і¬ЙщёЁЦъөзҪвјУ№ӨTC4оСәПҪрІДБПЈ¬ФЪПаН¬өзҪвјУ№ӨІОКэПВЈ¬HIFU+ECM¶ФұИECMјУ№Өҫ«¶ИёьёЯЈ¬јУ№ӨР§ВКёьёЯЎЈ
ІОҝјОДПЧ
[1]ХЕХсУо,ОвҝЎ,ЛОҝЛ·е,өИ.оСәПҪрі¬ОўПёДҘПчЦРДҘПчБҰәНјУ№ӨұнГжЦКБҝөДСРҫҝ[J].»ъРө№ӨіМС§ұЁ,2022,58(15):75-91.
[2]ЗьКў№Щ,өФјцЛ¶,¶Оіҝ·з,өИ.TC4оСәПҪр¶юО¬і¬ЙщХс¶ҜіөПчРФДЬСРҫҝ[J].ІДБПөјұЁ,2023,37(22):181-189.
[3] KLOCKE F, ZEIS M, KLINK A, et al. Experimental research on the electrochemical machining of modern titanium-and nickel-based alloys for aero engine components[J].Procedia CIRP,2013,6:368-372.
[4] SAXENA K K, QIAN J, REYNAERTS D, et al. A review on process capabilities of electrochemical micromachining and its hybrid variants[J].International journal of machine tools and manufacture,2018,127:28-56.
[5]»ЖЗҝ.әҪҝХоСәПҪрјУ№Ө·Ҫ·Ёј°ұнГжНкХыРФҝШЦЖјјКх[J].ҪрКфјУ№Ө(АдјУ№Ө),2021(7):1-5.
[6] MOUNT A R, ELEY K L, CLIFTON D. Theoretical analysis of chronoamperometric transients in electrochemical machining and characterization of titanium 6/4 and Inconel 718 alloys[J]. Journal of applied electrochemistry,2000,30:447-455.
[7]LIH S, GAO C P, WANG G Q, et al. A study of electrochemical machining of Ti-6Al-4V in NaNO3 solution[J]. Scientific reports, 2016, 6:35013.
[8]CHEN X L,XUH S,HOU Z Y. Electrochemical micromachining of micro-dimple arrays on the surface of Ti-6Al-4V with NaNO3 electrolyte[J].International journal of advanced manufacturing technology,2016,88(1):1-10.
[9]CHEN X Z, XU Z Y, ZHU D, et al. Experimental research on electrochemical machining of titanium alloy Ti60 for a bisk[J]. Chinese journal of aeronautics,2015,29(1):274-282.
[10]ё¶мі,әъ№ъУс,ХЕкЙкЙ,өИ.TC4оСәПҪр¶Мөз»ЎЧкҝЧ№ӨТХРФДЬСРҫҝ[J].ЦЖФмјјКхУл»ъҙІ,2024(6):25-32.
[11]әъ№ъУсЈ¬НхјТәАЈ¬ЦЬҪЁЖҪЈ¬өИ.өзФҙАаРН¶Ф¶Мөз»Ў-өз»ҜС§ёҙәПјУ№Ө·Еөз°јҝУУ°ПмСРҫҝ[J].ЦЖФмјјКхУл»ъҙІ,2024(1):41-47.
[12]THANIGAIVELAN R,ARUNACHALAM R M,KUMAR M,et al.Performance of electrochemical micromachining of copper through infrared heated electrolyte[J]. Materials and manufacturing processes,2018,33(4):383-389.
[13]DIKUSAR A I, LIKRIZON E A, DIKUSAR G K, High-rate pulsed galvanostatic anodic dissolution of chromium-nickel steels in electrolytes for electrochemical machining: the role of surface temperature[J]. Surface engineering,2021,57:10-18.
[14]LIU W D,AO S S, LI Y,et al, Jet electrochemical machining of TB6 titanium alloy[J]. International journal of machine tools and manufac-ture,2017,90:2397-2409.
[15]CHEN X L,QUN S,HOU Z B, Electrochemical micromachining of micro-dimple arrays on the surface of Ti-6Al-4V with NaNO3 electrol-yte[J].Scientific reports,2017,88:565-574.
[16]LIU Y, QU N S. Experimental and numerical investigations of reducing stray corrosion and improving surface smooth in macro electrolyte jet machining titanium alloys[J]. Journal of the electrochemical society,2020,167(8):083502.
[17]PAUL L,KURIAN D G.Effects of preheating electrolyte in micro ECDM process[J].Materials today:proceedings,2018,5(5):11882-11887.
[18]ВнКАәХ.ёЯЗҝ¶ИҫЫҪ№і¬ЙщёЁЦъөзҪвјУ№ӨјјКхСРҫҝ[D].№гЦЭ:№г¶«№ӨТөҙуС§,2022.
ЈЁЧўЈ¬ФӯОДұкМвЈәёЯЗҝ¶ИҫЫҪ№і¬ЙщёЁЦъөзҪвјУ№ӨTC4оСәПҪрЙщИИР§УҰУ°ПмСРҫҝ_Со»ЫПНЈ©
tagұкЗ©:TC4оСәПҪр,ЧФ¶Ы»ҜМШРФ,јУ№ӨЖҝҫұ