



·ўІјИХЖЪЈә2026-3-12 20:21:44
оСәПҪрЖҫҪиУЕТмөДұИЗҝ¶ИЎўДНёҜКҙРФәНЙъОпПаИЭРФ,іЙБЛПЦҙъ№ӨТөАпІ»ҝЙМжҙъөДҪб№№ІДБПЎЈИИҙҰАнЧчОӘёДЙЖоСәПҪрЧЫәПРФДЬөД№Шјь№ӨТХ,ЖдОВ¶ИҝШЦЖҫ«¶ИЦұҪУҫц¶ЁІДБПЧоЦХЦКБҝЎЈҙ«НіИИҙҰАн№ӨТХҙжФЪОВ¶ИІЁ¶ҜҪПҙуөДЗйҝцЈ¬іЈөјЦВЧйЦҜІ»ҫщФИЎўРФДЬ·ЦЙўРФҙуөИОКМв,ЛжЧЕҫ«ГЬЦЖФмјјКхІ»¶П·ўХ№,¶ФоСәПҪрИИҙҰАнОВҝШҫ«¶ИМбіцБЛёьёЯТӘЗу1]ЎЈҪьДкАҙ»щУЪКэЧЦ»ҜҝШЦЖөДҫ«ГЬОВҝШјјКхЦрҪҘРЛЖрЈ¬НЁ№э¶аҙ«ёРЖчИЪәПЎўЦЗДЬЛг·ЁУЕ»ҜөИКЦ¶ОКөПЦ¶ФИИҙҰАн№эіМҫ«И·ҝШЦЖ,ПЦҙъОВҝШПөНіІ»ҪцТӘЗуОВ¶ИОИ¶ЁРФБјәГЈ¬УІјюЕдЦГөДәПАнРФУлХл¶ФІ»Н¬ЕЖәЕөДІоТм»ҜҝШЦЖІЯВФКЗКөПЦҫ«ГЬОВҝШөДЦШТӘұЈХПЎЈ»№РиҫЯұёҝмЛЩПмУҰДЬБҰәНБјәГККУҰРФЈ¬ТФВъЧгІ»Н¬оСәПҪрЖ·ЦЦәНёҙФУјёәОРОЧҙ№ӨјюИИҙҰАнРиЗуЎЈ
1ЎўоСәПҪрИИҙҰАнОВҝШјјКхФӯАнУл·Ҫ·Ё
1.1оСәПҪрПаұд№эіМОВ¶ИҝШЦЖ»ъАн
оСәПҪрИИҙҰАн№эіМЦР»біцПЦaПаәНβПаЦ®јдөДПа»ҘЧӘұдЗйҝцЈ¬ЖдПаұдОВ¶ИЗшјд¶ФУЪ»ҜС§іЙ·ЦУРЧЕёЯ¶ИөДГфёРРФЎЈβЧӘұдОВ¶ИTBКфУЪ№ШјьөДБЩҪзөгЈ¬ҫц¶ЁБЛоСәПҪрөДПаЧйіЙТФј°ПФОўЧйЦҜ·ҪГжөДМШХчЎЈөұОВ¶ИҪУҪь TβөДКұәт,ПаұдЗэ¶ҜБҰ»бјұҫзөШФцҙу,ОВ¶ИІЁ¶Ҝ ±5 ∘CҫНДЬ№»К№ПаұИАэіцПЦПФЦшөДұд»Ҝ,Ҫш¶ш¶ФІДБПөДБҰС§РФДЬІъЙъУ°Пм α + βБҪПаЗшДЪөДОВ¶ИҝШЦЖҫ«¶ИЦұҪУҫц¶ЁБЛ αПаәН βПаөДМе»э·ЦКэ,ОВ¶ИЖ«Іо»бёДұдПаҪзГжөДЗЁТЖЛЩВКТФј°ОціцПаөДРОМ¬·ЦІјЎЈ
1.2ҫ«ГЬОВҝШПөНіЙијЖУлКөПЦ
ҫ«ГЬОВҝШПөНіФЛУГ·ЦІјКҪОВ¶ИјаІвНшВз,ФЪИИҙҰАнВҜДЪІҝ№ШјьО»ЦГІјЦГ¶аёцёЯҫ«¶ИИИөзЕјҙ«ёРЖч,ТФҙЛКөПЦОВ¶ИіЎөДКөКұјаІвУл·ҙАЎҝШЦЖЎЈПөНіәЛРДІЙУГёДҪшРН PIDҝШЦЖЛг·Ё,НЁ№э¶ФОВ¶ИЖ«Іо e(t)Ўў»э·ЦПоJe(t)dtәНОў·ЦПоde(t)/dtҪшРРЧЫәПөчҪЪ,Ҫш¶шКөПЦ¶ФјУИИ№ҰВКөДҫ«И·ҝШЦЖЎЈОӘБЛЙоИл·ЦОцОВҝШПөНіөДҝШЦЖРФДЬЈ¬ҙоҪЁПөНіПмУҰМШРФ·ЦОцДЈРНЈ¬ИзНј1ЛщКҫЎЈ
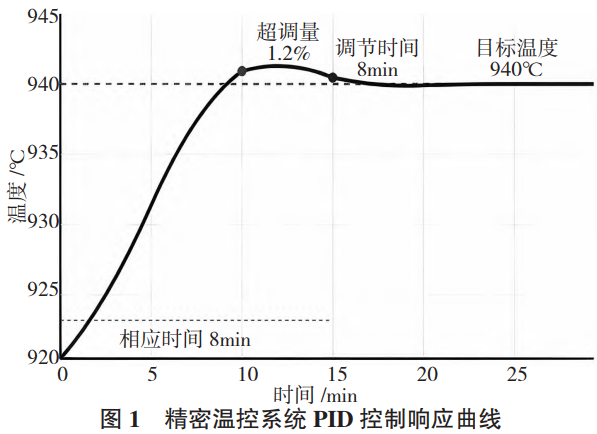
ҙУНј1ҝЙЦӘ,ҫ«ГЬОВҝШПөНіФЪДҝұкОВ¶ИЙи¶ЁіЙ940ЎжКұХ№ПЦіцУЕТм¶ҜМ¬МШРФЈ¬ПөНіПмУҰКұјдОӘ8minЗТі¬өчБҝҪц1.2%,Ф¶Ф¶УЕУЪҙ«НіҝШЦЖПөНі15minПмУҰКұјдәН5%і¬өчБҝөДРФДЬЦёұкЈ¬ОВ¶ИОИ¶ЁЦ®әуІЁ¶Ҝ·щ¶Иұ»ҝШЦЖФЪ±1.5Ўж·¶О§ДЪЈ¬ВъЧг±2ЎжөДҫ«¶ИТӘЗуЎЈ
1.3ОВҝШҫ«¶ИЖАјЫұкЧјУлІвКФ·Ҫ·Ё
ОВҝШҫ«¶ИЖАјЫҪЁБўФЪ¶аО¬¶ИЦёұкМеПө»щҙЎЙП,°ьАЁОВ¶ИОИ¶ЁРФЎўҫщФИРФәНПмУҰМШРФИэёцәЛРДО¬¶ИЎЈОВ¶ИОИ¶ЁРФІЙУГұкЧјЖ«ІоҪшРР¶ЁБҝЖА№А,ИзКҪ(1):

КҪЦР: T i ОӘөЪ iҙОІвБҝЦө; TОӘЖҪҫщОВ¶И; nОӘІвБҝҙОКэЎЈОВҝШҫ«¶ИұкЧјТӘЗуФЪұЈОВҪЧ¶ОҪ«ОВ¶ИІЁ¶Ҝ·щ¶ИҝШЦЖФЪДҝұкОВ¶И ±2 ∘CЎЈОВ¶ИҫщФИРФНЁ№эВҜДЪІ»Н¬О»ЦГөДОВІоАҙҪшРРЖАјЫ,ТӘЗу№ӨјюУРР§јУИИЗшУтДЪЧоҙуОВІоІ»ДЬі¬№э± 3 ∘CЎЈПөНіПмУҰМШРФНЁ№эҪЧФҫПмУҰІвКФАҙЖА№А,ТӘІвБҝҙУЙи¶ЁОВ¶Иұд»ҜөҪҙпөҪРВОИМ¬өДөчҪЪКұјдәНі¬өчБҝ,әПёсөДОВҝШПөНіТӘЗуөчҪЪКұјдІ»ДЬі¬№э10·ЦЦУЗТі¬өчБҝТӘҝШЦЖФЪ2%ТФДЪ [2]ЎЈ
1.4ОВҝШПөНіУІјюЕдЦГУлЙиұёСЎРН
ОВҝШПөНіөДУІјюЕдЦГЗйҝц»бЦұҪУУ°ПмҝШЦЖҫ«¶ИУлҝЙҝҝРФЎЈФЪҙ«ёРЖчСЎРН·ҪГж, KРНИИөзЕјККУГУЪ 600~1200ЎжОВЗшЗТҫ«¶ИОӘ±0.4%,SРНІ¬ооИИөзЕјФЪёЯОВЗшҫ«¶ИДЬҙпөҪ±0.25%ёьККәП βПаЗшҙҰАн,јУИИФӘјюНЖјцК№УГ 120~150kW№иМј°ф»товЛҝІўЕдәП·ЦЗшҝШЦЖАҙУЕ»ҜОВ¶ИіЎЎЈКэҫЭІЙјҜПөНіІЙУГ 16О» A/DЧӘ»»ЖчЗТІЙСщЖөВКОӘ 10Hz,Жш·ХұЈ»ӨРиТӘЕдЦГХжҝХ¶ИФЪ 1x10-3PaТФПВөДЧ°ЦГТФ·АЦ№Сх»Ҝ,ҝШЦЖ№с·А»ӨөИј¶ОӘIP54ЗТҝШЦЖЖчИЯУаЙијЖИГПөНіҝЙҝҝРФҙп 99.8%ТФЙПЎЈ
2ЎўОВҝШјјКх¶ФоСәПҪрРФДЬУ°ПмөДКөСйСРҫҝ
2.1 Ti-6Al-4VәПҪрОВҝШКөСй
Ti-6Al-4VәПҪрКФСщНЁ№эХжҝХөз»ЎИЫБ¶өД·ҪКҪАҙЦЖұё,Жд»ҜС§іЙ·ЦОӘAl6.2%ЎўV4.1%ЎўFe0.18%ЎўO0.15%ЗТУаБҝОӘоСЎЈКФСщ№жёсКЗΦ10mm80mmөДФІ°фЧҙ,ҫӯ№э»ъРөјУ№ӨөГөҪұкЧјАӯЙмКФСщәНЖЈАНКФСйКФСщ,КөСйФЛУГҝЙҝШЖш·ХИИҙҰАнВҜ,ёГВҜЧ°ұёБЛҫ«ГЬОВҝШПөНіЗТОВҝШҫ«¶ИҙпөҪ ±1 ∘CЎЈН¬Кұ,КөСйЙијЖИэёцОВҝШҫ«¶ИЛ®ЖҪ,·ЦұрОӘёЯҫ«¶ИЧй(±2Ўж)ЎўЦРҫ«¶ИЧй(±5Ўж)әНөНҫ«¶ИЧй (±10 ∘C),ГҝЧйҫщЙиЦГ 15ёцЖҪРРКФСщЎЈИИҙҰАн№ӨТХІЙУГ№МИЬКұР§ҙҰАнЈ¬јҙ940ЎжұЈОВ1РЎКұәуЛ®ҙгЈ¬ЛжәуФЪ540ЎжКұР§4РЎКұҝХАдЎЈКөСй№эіМЦРСПёс°ҙХХASTM E8ұкЧјЦҙРРАӯЙмКФСй,°ҙХХ ASTM E466ұкЧјҪшРРЖЈАНКФСйАҙИ·ұЈКэҫЭөДҝЙҝҝРФәНҝЙұИРФ [3]ЎЈ
2.2ОВҝШҫ«¶ИөДУ°Пм
ПФОўЧйЦҜ№ЫІмҪб№ыПФКҫ,ОВҝШҫ«¶И¶Ф αПаРОМ¬әН·ЦІјУРПФЦшУ°Пм,ёЯҫ«¶ИОВҝШЧйөұЦР αПаіКПёРЎөИЦбЧҙ·ЦІј,ЗТЖҪҫщҫ§БЈіЯҙзОӘ 8.5μm,өНҫ«¶ИЧйДЪ αПаҙЦҙуН¬Кұ·ЦІјІ»ҫщФИ,ЗТЖҪҫщҫ§БЈіЯҙзҙп 15.2μm,»щУЪҙуБҝКөСйКэҫЭҪЁБўЖрОВҝШҫ«¶ИУлІДБПРФДЬөД¶ЁБҝ№ШПөКэҫЭҝвЈ¬Изұн1ЛщКҫЎЈ
ұн1 І»Н¬ОВҝШҫ«¶ИПВTi-6Al-4VәПҪрБҰС§РФДЬ¶ФұИ
| ОВҝШҫ«¶И | ҝәАӯЗҝ¶И | Зь·юЗҝ¶И | СУЙмВК | ЖЈАНКЩГь | ҫ§БЈіЯҙз |
| /Ўж | /MPa | /MPa | 1% | /x106ҙО | /μm |
| ±2 | 1021 | 952 | 16.8 | 2.8 | 8.5 |
| ±5 | 978 | 908 | 15.6 | 2.5 | 11.2 |
| ±10 | 912 | 846 | 14.2 | 2.4 | 15.2 |
| МбЙэ·щ¶И | 12.0% | 12.5% | 18.3% | 16.7% | 44.1% |
ұн1КөСйКэҫЭПФКҫЈ¬ОВҝШҫ«¶ИМбЙэ»б¶ФTi-6Al-4VәПҪрЧЫәПРФДЬІъЙъИ«·ҪО»ёДЙЖР§№ыЈ¬өұОВҝШҫ«¶ИҙУ±10ЎжМбЙэөҪ±2ЎжКұЈ¬ІДБПҝ№АӯЗҝ¶ИәНЗь·юЗҝ¶И·ЦұрМбёЯ12.0%әН12.5%,СУЙмВКФцјУБЛ18.3%ЗТЖЈАНКЩГьСУіӨ16.7%ЎЈҫ§БЈПё»ҜР§№ыЧоОӘПФЦш,ЖҪҫщҫ§БЈіЯҙзјхРЎ 44.1%,ХвКЗБҰС§РФДЬМбЙэёщұҫФӯТтЎЈөзЧУұіЙўЙдСЬЙд·ЦОцұнГч,ёЯҫ«¶ИОВҝШЧйЦҜ»ъ№№Зҝ¶ИПөКэОӘ 2.8,ПаұИөНҫ«¶ИЧй 4.6ҪөөН 39%,ЛөГчЧйЦҜҫщФИРФПФЦшёДЙЖЎЈУІ¶ИІвКФұдТмПөКэҙУ 8.2%ҪөЦБ 3.1%,·ҙУііцҫ«ГЬОВҝШјјКх¶ФМбёЯІъЖ·Т»ЦВРФУРЦШТӘЧчУГЎЈ
2.3№ШјьОВҝШІОКэУЕ»ҜУлРФДЬМбЙэ»ъЦЖ
ОВҝШІОКэУЕ»ҜСРҫҝПФКҫјУИИЛЩВКУлОВҝШҫ«¶ИҙжФЪРӯН¬Р§УҰ,өұјУИИЛЩВКҝШЦЖФЪ 3~7C/minКұ,ОВҝШҫ«¶И¶ФЧйЦҜРФДЬУ°ПмЧоОӘПФЦш,НЁ№эҝӘХ№ПөНіРФөДІОКэУЕ»ҜКөСйҪТКҫБЛОВҝШјјКхөДРФДЬМбЙэ№жВЙ,ИзНј 2ЛщКҫЎЈ
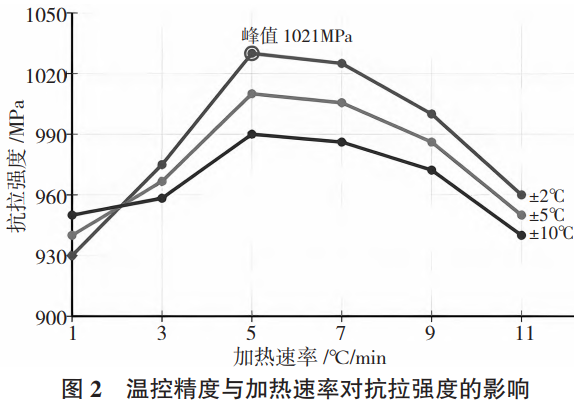
УЙНј 2Ҫб№ыҝЙЦӘ,ОВҝШҫ«¶ИәНјУИИЛЩВКҙжФЪГчПФРӯН¬Р§УҰ,ФЪ 5 ∘C/minөДЧоУЕјУИИЛЩВКМхјюЦ®ПВ, ±2 ∘CОВҝШҫ«¶ИЧйҝ№АӯЗҝ¶ИҙпөҪ 1021MPa·еЦө,И»¶ш ±10 ∘CОВҝШҫ«¶ИЧйҝ№АӯЗҝ¶ИҪцОӘ 912 MPaЎЈөұјУИИЛЩВКЖ«АлЧоУЕЗшјдөДКұәт,ёчОВҝШҫ«¶ИЧйөДРФДЬІоТм»бЦрҪҘЛхРЎ,№эҝмөДјУИИЛЩВКТІҫНКЗҙуУЪ 9C/min»бІъЙъҪПҙуОВ¶ИМЭ¶И,Хв»бПчИхҫ«ГЬОВҝШЛщЖрөҪөДР§№ыЎЈ№эВэөДјУИИЛЩВКјҙРЎУЪ 3 ∘C/min»бСУіӨёЯОВұ©В¶Кұјд,ҙУ¶шөјЦВҫ§БЈіцПЦҙЦ»ҜПЦПу [4]ЎЈёщҫЭ Johnson-Mehl-AvramiПаұд¶ҜБҰС§АнВЫ,ИзКҪ(2):

КҪЦР:ЛЩВКіЈКэ kәНОВ¶ИЦ®јдіКПЦіцЦёКэТААө№ШПө,МбЙэОВҝШҫ«¶ИДЬНЁ№эјхЙЩ kЦөІЁ¶ҜИГПаұд№эіМёьОӘҫщФИЎЈ
2.4І»Н¬оСәПҪрЕЖәЕОВҝШПмУҰМШРФ¶ФұИ
І»Н¬ЕЖәЕөДоСәПҪрТтОӘ»ҜС§іЙ·ЦҙжФЪІоТмЈ¬ЛщТФ¶ФОВҝШҫ«¶ИөДПмУҰМШРФУРПФЦшЗшұрЈ¬СЎИЎTC4ЎўTC11әНTA15ИэЦЦөдРНЕЖәЕАҙҪшРР¶ФұИСРҫҝЈ¬КөСйІЙУГБЛ±2ЎжЎў±5ЎжЎў±10ЎжХвИэёцҫ«¶ИөИј¶ЎЈҪб№ыПФКҫTC11әПҪр¶ФОВҝШҫ«¶ИЧоОӘГфёРЈ¬өұОВҝШҫ«¶ИҙУ±10ЎжМбЙэөҪ±2ЎжКұЖдαПаіЯҙзјхРЎ52%Ј¬ПФЦшёЯУЪTC4өД44%әНTA15өД38%Ј¬ФЪ±2Ўжҫ«ГЬОВҝШөДМхјюПВЈ¬ИэЦЦәПҪрЖЈАНКЩГь·ЦұрМбЙэБЛ19%Ўў17%әН15%ЎЈә¬βОИ¶ЁФӘЛШҪП¶аөДәПҪр¶ФОВҝШҫ«¶ИөДТӘЗу»бёьёЯЈ¬КөјКЙъІъЦРУҰёщҫЭәПҪрЕЖәЕЦЖ¶ЁІоТм»ҜөДОВҝШІЯВФЎЈ
3ЎўоСәПҪрИИҙҰАнОВҝШјјКх№ӨіМУҰУГУл·ўХ№
3.1өдРН№ӨіМБмУтУҰУГР§№ы·ЦОц
ФЪәҪҝХ·ў¶Ҝ»ъТ¶Ж¬ЦЖФм№эіМөұЦРЈ¬ҫ«ГЬОВҝШјјКхөДУҰУГПФЦшМбЙэБЛІъЖ·ЦКБҝОИ¶ЁРФЈ¬ДіРНОРВЦТ¶Ж¬ІЙУГTC4оСәПҪрҪшРРЦЖФм,ҙ«НіОВҝШ№ӨТХөДәПёсВКҪцУР89.5%,ФЪУҰУГ±2Ўжҫ«ГЬОВҝШјјКхЦ®әу,әПёсВКМбЙэЦБ98.5%Ј¬ЗТ·ПЖ·ВКҪөөНБЛ81%ЎЈОӘБЛИ«ГжЖА№Аҫ«ГЬОВҝШјјКхөД№ӨіМУҰУГјЫЦөЈ¬¶ФЖдФЪ¶аёцБмУтөДУҰУГР§№ыХ№ҝӘБЛНіјЖ·ЦОцЈ¬Изұн2ЛщКҫЎЈ
ұн2 ҫ«ГЬОВҝШјјКхФЪІ»Н¬№ӨіМБмУтөДУҰУГР§№ы(%)
| УҰУГБмУт | ҙ«Ні№ӨТХ | ҫ«ГЬОВҝШ | РФДЬ | іЙұҫ | УҰУГ |
| әПёсВК | әПёсВК | МбЙэ | ҪөөН | °ёАэКэ | |
| әҪҝХ·ў¶Ҝ»ъТ¶Ж¬ | 89.5 | 98.5 | 18 | 25 | 156 |
| ТҪУГЦІИлМе | 92.3 | 99.1 | 25 | 22 | 89 |
| әЈСу№ӨіМ№№јю | 86.8 | 96.7 | 15 | 18 | 67 |
| ЖыіөБгІҝјю | 91.2 | 97.8 | 12 | 15 | 234 |
| »Ҝ№ӨЙиұё | 88.6 | 95.9 | 20 | 28 | 45 |
| ЖҪҫщЦө | 89.7 | 97.6 | 18 | 22 |
ұн2КэҫЭПФКҫЈ¬ҫ«ГЬОВҝШјјКхФЪёчБмУтУРПФЦшУҰУГР§№ы,ІъЖ·әПёсВКЖҪҫщҙУ89.7%МбЙэЦБ97.6%,ФЪТҪУГЦІИлМеБмУтУҰУГР§№ыЧоОӘН»іцЈ¬әПёсВКҙп99.1%ЎўРФДЬМбЙэ25%,№йТтУЪЙъОпТҪУГоСәПҪр¶ФЧйЦҜҫщФИРФёьёЯТӘЗуЎЈ»Ҝ№ӨЙиұёБмУтіЙұҫҪөөНР§№ыЧоГчПФЈ¬ХвУлјхЙЩёҜКҙК§Р§СУіӨК№УГКЩГьГЬЗРПа№Ш,ЧЬјЖ591ёцУҰУГ°ёАэКэҫЭСйЦӨБЛҫ«ГЬОВҝШјјКхөДҝЙҝҝРФәНЖХККРФЈ¬ОӘёГјјКхөДНЖ№гөм¶ЁБЛјбКө»щҙЎЎЈ
3.2ОВҝШјјКхІъТө»ҜР§ТжЖА№А
іЙұҫР§Тж·ЦОцПФКҫЈ¬ҫ«ГЬОВҝШјјКхН¶ЧК»ШұЁВКҙп285%Ј¬ЙиұёіхЖЪН¶ЧКҙуёЕ150НтФӘәӯёЗОВҝШПөНіЙэј¶Ўўҙ«ёРЖчНшВзІјЙиәНҝШЦЖИнјюҝӘ·ўЈ¬ДкФЛРРіЙұҫФцјУФј25НтФӘЦчТӘУГУЪПөНіО¬»ӨәНДЬәДФцјУЎЈГҝДкІъЙъөДЦұҪУҫӯјГР§Тж°ьАЁУЙ·ПЖ·ВКҪөөН¶шҪЪФјөДіЙұҫ180НтФӘЎўУЙІъЖ·ЦКБҝМбЙэ¶шІъЙъөДТзјЫКХИл240НтФӘЎўУЙЙъІъР§ВКМбёЯ¶шҪЪФјөДИЛ№ӨіЙұҫ85НтФӘЎЈДЬФҙР§ВК·ЦОцөДҪб№ыПФКҫЈ¬ҫ«ГЬОВҝШПөНіЛдИ»ФЪіхЖЪДЬәДЙПВФУРФцјУЈ¬ө«КЗНЁ№эјхЙЩЦШ№ӨәН·ПЖ·ҙҰАнЈ¬ЧЫәПДЬәДҪөөНБЛ12%,ЙиұёАыУГВКҙУ75%МбЙэЦБ92%,өҘО»ІъЖ·ЦЖФміЙұҫПВҪөБЛ18%Ј¬КРіЎҫәХщБҰөГөҪБЛПФЦшФцЗҝЈ¬ФЪёЯ¶ЛоСәПҪрЦЖЖ·КРіЎ·Э¶оҙУ23%ФціӨөҪБЛ38%ЎЈ
3.3ЦЗДЬ»ҜОВҝШјјКх·ўХ№З°ҫ°
ИЛ№ӨЦЗДЬЛг·ЁФЪОВҝШПөНіөұЦРөДУҰУГіКПЦіцҫЮҙуөДЗұБҰ,»ъЖчС§П°ДЈРННЁ№э·ЦОцАъК·ОВҝШКэҫЭҪЁБўОВ¶И-Кұјд-РФДЬ¶аО¬УіЙд№ШПөЗТФӨІвҫ«¶Иі¬95%,Йо¶ИЙсҫӯНшВзЛг·ЁДЬ№»КөКұК¶ұрОВҝШПөНіТміЈЧҙМ¬№КХПЈ¬ЖдФӨҫҜЧјИ·ВКҙп97%,УРР§ұЬГвБЛЕъҙОРФЦКБҝКВ№КЎЈКэЧЦВПЙъјјКх№№ҪЁИИҙҰАн№эіМРйДв·ВХжДЈРНІўНЁ№эКөКұКэҫЭЗэ¶ҜКөПЦОВҝШ№эіМ¶ҜМ¬УЕ»ҜЈ¬·ВХжҪб№ыәНКөјК№ӨТХЖ«ІоҝШЦЖФЪ2%ТФДЪ,ОӘ№ӨТХІОКэУЕ»ҜМṩБЛҝЙҝҝТАҫЭЎЈ№ӨТөОпБӘНшјјКхҙпіЙ¶аМЁИИҙҰАнЙиұёРӯН¬ҝШЦЖЈ¬ІўНЁ№эФЖ¶ЛјЖЛгЖҪМЁНіТ»өч¶ИЈ¬К№ЙиұёЧЫәПР§ВКМбЙэ25%ЎЈұЯФөјЖЛгјјКх°СІҝ·ЦЦЗДЬЛг·ЁІҝКрөҪПЦіЎҝШЦЖЖчИГПмУҰЛЩ¶ИМбЙэ80%,ФӨјЖөҪ2030ДкЦЗДЬ»ҜОВҝШјјКхҪ«КөПЦНкИ«ЧФЦч»ҜФЛРРЈ¬ҪшТ»ІҪҪөөНИЛ№ӨёЙФӨЎўМбЙэОВҝШҫ«¶ИЈ¬ОӘоСәПҪрЦЖФмТөЦЗДЬ»ҜЧӘРНМṩәЛРДјјКхЦ§іЕЎЈ
4ЎўҪбУп
ЧЫЙПЛщКцЈ¬ҫ«ГЬОВҝШјјКхФЪоСәПҪрИИҙҰАнБмУтУҰУГіЙР§ПФЦшЈ¬№ӨіМУҰУГСйЦӨұнГчУІјюУЕ»ҜәНЕЖәЕІоТм»ҜҝШЦЖҪшТ»ІҪМбЙэБЛОВҝШПөНіөДККУГРФЎЈәҪҝХ·ў¶Ҝ»ъТ¶Ж¬өИ№ШјьІҝјюЦЖФмәПёсВКҙп98.5%,№ШјьІҝјю·ПЖ·ВКҪөөНБЛ81%Ј¬КөПЦБЛ285%өДН¶ЧК»ШұЁВКЎЈОВҝШјјКхІъТө»ҜУҰУГІ»ҪцёДЙЖБЛоСәПҪрПФОўЧйЦҜҫщФИРФЧҙҝцЈ¬»№ҙу·щМбЙэБЛІъЖ·ЦКБҝОИ¶ЁРФУлҫӯјГР§ТжЛ®ЖҪЎЈЦЗДЬ»ҜОВҝШјјКх·ўХ№УөУР№гА«өДЗ°ҫ°Ј¬ИЛ№ӨЦЗДЬЛг·ЁФӨІвҫ«¶ИТСҙпөҪ95%ТФЙПЈ¬КэЧЦВПЙъјјКхКөПЦБЛ№ӨТХ№эіМөДҫ«И··ВХжДЈДвЎЈЛжЧЕ5GНЁРЕәНұЯФөјЖЛгөИјјКхЙо¶ИИЪәП·ўХ№Ј¬оСәПҪрИИҙҰАнОВҝШјјКхҪ«іҜЧЕНкИ«ЧФЦч»Ҝ·ҪПтІ»¶П·ўХ№Ј¬ОӘоСәПҪрЦЖФмТөЦЗДЬ»ҜЧӘРНМṩәЛРДјјКхЦ§іЕұЈХПЎЈ
ІОҝјОДПЧ
[1]БхТвЈ¬ІМУкЙэЈ¬ҪӘгеіШЈ¬өИ.ИИҙҰАн¶ФјӨ№вСЎЗшИЫ»ҜіЙРОёЯОВоСәПҪрЧйЦҜУлБҰС§РФДЬУ°Пм[J].ПЎУРҪрКфІДБПУл№ӨіМЈ¬2025,54(7):1828-1837.
[2]КҜәмҪЬ,БОЦҫЗ«,ёЯёЈСу,өИ.ҫЦІҝИИҙҰАн¶ФоСәПҪрХӯјдП¶әёҪУҪУН·ІРУаУҰБҰөДУ°Пм[J].Ан»ҜјмСй-ОпАн·ЦІб,2025,61(7):11-15.
[3]јЦСЮәҪ.ИИҙҰАнЦРАдИҙ·ҪКҪ¶ФоСәПҪрОў№ЫҪб№№УлБҰС§РФДЬУ°ПмөДСРҫҝПЦЧҙ[J].ЙҪ¶«»Ҝ№Ө,2025,54(13):51-52+55.
[4]ЦЬО°,РБЙзО°,БхПтәк,өИ.TB18оСәПҪрβИИҙҰАнәуЧйЦҜМШХчУлБҰС§РФДЬөД№ШПөСРҫҝ[J].оС№ӨТөҪшХ№,2025,42(3):8-13.
[5]іВәмСЮ.ИИҙҰАн¶ФоСәПҪрІДБПЖЈАНРФДЬөДУ°ПмСРҫҝ[J].ЙҪОчТұҪр,2025,48(5):52-54.
ЈЁЧўЈ¬ФӯОДұкМвЈәоСәПҪрИИҙҰАнОВҝШјјКхј°Жд№ӨіМУҰУГ·ЦОц_ХЕжВЈ©
tagұкЗ©:БҰС§РФДЬ,ОВҝШҫ«¶И,оСәПҪрЧйЦҜҫщФИРФ