



·ўІјИХЖЪЈә2026-2-8 10:03:46
ФЪәҪҝХ·ў¶Ҝ»ъөДСР·ўЦЖФм№эіМЦРЈ¬ЖдәЛРДДҝұкКјЦХКЗКөПЦёьёЯөДНЖБҰКдіцЎўёьУЕөДФЛРРР§ВКТФј°ёьөНөДИјУНПыәДЎЈОӘКөПЦЙПКцДҝұкЈ¬НЁіЈРиТӘМбЙэОРВЦЗ°ҪшҝЪОВ¶ИЈ¬ІўҫЎҝЙДЬҝШЦЖЧӘЧУУлҫІЧУІҝјюЦ®јдөДЕдәПјдП¶ЎЈИ»¶шЈ¬ФЪёш¶ЁҪб№№УлІДБПМхјюПВЈ¬ОРВЦЗ°ОВ¶ИөДМбЙэҙжФЪГчИ·ЙППЮЈ¬ТтҙЛЈ¬НЁ№эЖшВ··вСПјјКхАҙјхРЎС№Жш»ъУлОРВЦЦРТ¶јвәН»ъП»јдөДјдП¶Ј¬ұгіЙОӘМбЙэ·ў¶Ҝ»ъЧЫәПРФДЬөД№ШјьНҫҫ¶ЎЈЖдЦРЈ¬ҝЙДҘәД·вСПНҝІгТтЖдЦЖұё№ӨТХПа¶ФјтөҘЎўО¬»ӨУлРФДЬөчҝШұгҪЭЎў·вСПР§№ыПФЦшЗТ№ӨЧчОИ¶ЁРФёЯөИН»іцУЕөгЈ¬»сөГБЛ№г·әөДУҰУГЎЈОДХВНЁ№э¶ФБгјюөДҪб№№ј°№ҰДЬҪшРР·ЦОцЈ¬И·ұЈ·вСПЧ°ЦГГЬ·вРФДЬј°ІъЖ·јУ№ӨөДЦКБҝЈ¬ҙУ№ӨТХ·Ҫ·ЁЎў№ӨЧ°јРҫЯЎўө¶ҫЯөИ·ҪГжҪшРРСРҫҝЈ¬ұЈЦӨБгјюҙпөҪЙијЖТӘЗуЎЈ
1ЎўҪб№№МШөг
1 Ц§өгЗ°·вСПЧ°ЦГ°ІЧ°УЪ·зЙИЦбҙу¶ЛҙҰЎЈНЁ№э·вСПНҝІгУл·вСПіЭЦ®јдөДјдП¶ҙпөҪ·вУНөДДҝөДЎЈ1 Ц§өгЗ°·вСПЧ°ЦГУЙИИөИҫІС№№ӨТХҫ«ГЬЦэФмЈ¬ҫӯНЛ»рҙҰАнЈ¬ФЩҫӯ№э»ъРөјУ№ӨәуЈ¬ФЪДЪҝЧ·вСПІҝ·ЦЕзНҝҝЙДҘәДРФөД¶ЖІгІДБПЈ¬ҙУ¶шҙпөҪ·вУНөДДҝөДЎЈ
1 Ц§өгЗ°·вСПЧ°ЦГҙу¶ЛГжЙиУР 3 ҙҰ Φ28+0.033 0 mm ҫ«ГЬҝЧЈ¬ЖдО»ЦГ¶И№«ІоТӘЗуОӘ 0.03mmЈ¬ЗТҙу¶Л°ІЧ°ГжЙи¶ЁОӘЛщУРЦбПтіЯҙзөДЙијЖ»щЧјЎЈЦэјюТЧіцПЦјРФьЎўҫЦІҝұЪәсІ»ЧгөИИұПЭЈ¬ҪшТ»ІҪФміЙБгјюәПёсВКЖ«өНЎЈҙЛНвЈ¬ДЪҝЧНҝІгөДРФДЬОИ¶ЁРФј°іЯҙзҫ«¶ИЦұҪУУ°ПмЧйјюөДГЬ·вҝЙҝҝРФЈ¬ТтҙЛЈ¬МбЙэҫ«ГЬіЯҙзјУ№ӨЦКБҝУлНҝІгЦКБҝОИ¶ЁРФКЗёГБгјюЦЖФм№эіМЦРРиҪвҫцөДәЛРДјјКхДСМвЎЈ
2ЎўДСөг·ЦОц
2.1 ҫ«ГЬҝЧО»ЦГ¶Иј°№эУҜВЭОЖҝЧЦКБҝДСТФұЈЦӨ
Бгјю¶ЛГжЙиУР 3 ҙҰҫ«ГЬҝЧЈ¬ЖдјУ№ӨЙо¶ИҪПЙоЗТЗРПчУаБҝҪПҙуЈ¬ө¶ҫЯРФДЬОИ¶ЁРФ¶ФБгјюјУ№ӨЦКБҝҫЯУРЦұҪУУ°ПмЎЈФЪЧкПчВЭОЖҝЧөЧҝЧ№эіМЦРЈ¬јУ№ӨГжБЩөДјјКхМфХҪ°ьАЁЈәјУ№ӨЗшУтТЧІъЙъёЯОВЎўө¶јвУл№ӨјюҪУҙҘГж»эРЎөјЦВУҰБҰјҜЦРЎўЗРРјЕЕіцА§ДСЈ¬ЗТ№ӨТХІОКэҙ°ҝЪПБХӯЈ¬ЙПКцТтЛШ№ІН¬јУҫзБЛјУ№Ө№эіМөДІ»ОИ¶ЁРФЈ¬Ҫш¶шТэ·ў№ӨјюұдРОј°ө¶ҫЯЙХЛрөИОКМвЎЈҙЛНвЈ¬Бгјюҙу¶ЛГжЙиУР 10 ҙҰ DG6 №жёсөД№эУҜЕдәПВЭОЖЈ¬ЖдУРР§Йо¶ИОӘ 14mmЈ¬іӨҫ¶ұИҪПҙуЈ¬ЗТВЭОЖјУ№Ө№«ІоТӘЗуСПҝБЈ¬Ч°ЕдЗ°Ри¶ФВЭОЖҪшРР·ЦЧйСЎЕдЈ¬Ул¶ФУҰ№жёсВЭЛЁКөПЦҫ«ЧјЕдәПЈ¬ГҝЧ鹫ІоҙшҪцОӘ 0.015mmЈ¬ҪшТ»ІҪМбЙэБЛјУ№ӨДС¶ИЎЈјУ№Ө№эіМЦРТЧіцПЦВЭОЖҙ№Цұ¶Иі¬ІоОКМвЈ¬өјЦВОЮ·ЁВъЧгЧ°ЕдҪф¶ИТӘЗуЎЈ
2.2 ЕзНҝІгЦКБҝІ»јС
ЙијЖТӘЗуГчИ·ЕзНҝЗ°ДЪҝЧФӨБфіЯҙзРиҪПЕзНҝәуНҝІгЧоЦХіЙРНіЯҙзөҘұЯҙу 0.3mmЈ¬ёГФӨБфБҝУГУЪәуРшіөПчРЮХыТФұЈХПДЪҝЧЧоЦХҫ«¶ИЈ»ө«УЙУЪЕзНҝЗшУтөДұЈ»ӨҙшЙијЖөјЦВНҝІгХіҪбГж»эУРПЮЈ¬ЗТНҝІгЙи¶Ёәс¶ИҪПРЎЈ¬К№өГұЈ»ӨҙшЗшУтНҝІгУл»щМеөДҪзГжрӨҪбЗҝ¶ИІ»ЧгЈ¬Н¬КұұЎНҝІгЧФЙнҝ№БСРФДЬҪПИхЈ¬ХвБҪҙуТтЛШ№ІН¬ЧчУГПВЈ¬ФЪәуРшіөПчИҘіэ¶аУаНҝІгөДјУ№Ө№эіМЦРЈ¬ұЈ»ӨҙшұнГжөДНҝІгТЧТтЗРПчБҰЧчУГІъЙъУҰБҰјҜЦРЈ¬Ҫш¶шЖө·ұіцПЦНҝІг°юАлЎўОўБСОЖА©Х№ЙхЦБХыМеҝӘБСөДОКМвЈ¬СПЦШУ°ПмНҝІгНкХыРФУлБгјюјУ№ӨәПёсВКЎЈ
3Ўў№ӨТХУЕ»Ҝ
3.1 ҫ«ГЬҝЧј°ВЭОЖҝЧјУ№ӨјјКх
оСәПҪрФЪЧкҝЧ№эіМЦРИЭТЧТтёЯОВҫЫјҜ¶шөјЦВө¶ҫЯЙХЛрЈ¬Іў°йЛж»эРјБцөДІъЙъЈ¬Ҫш¶шТэЖрБгјюіЯҙзі¬ІоУлҝЧұЪұнГжҙЦІЪөИОКМвЎЈОӘМбЙэҝЧјУ№ӨөДЦКБҝәНР§ВКЈ¬ҝЙҙУТФПВ№Шјь·ҪГжҪшРРУЕ»ҜЎЈ
НЁ№э¶ФІ»Н¬ІДЦКЧкН·өДКФСйұИҪП·ўПЦЈ¬і¬Пёҫ§БЈУІЦКәПҪрЧкН·ФЪјУ№ӨоСәПҪрКұИРҝЪұЈіЦ·жАыЎўДҘЛріМ¶ИҪПөНЈ¬ДЬПФЦшМбЙэјУ№ӨР§ВКЈ¬КЗҪПОӘАнПлөДө¶ҫЯСЎФсЎЈИзМхјюКЬПЮЈ¬ТІҝЙСЎУГ M42 »т B201 өИЕЖәЕөДёЯЛЩёЦЧкН·»тЖХНЁУІЦКәПҪрЧкН·ЎЈ
ҙЛНвЈ¬ІЙУГККЕдоСәПҪрІДБПМШРФөДАдИҙ·ҪКҪЈ¬КөК©ід·ЦУРР§өДАдИҙЈ¬УРЦъУЪСУіӨө¶ҫЯК№УГКЩГьЈ¬ТІДЬҪшТ»ІҪМбёЯХыМејУ№ӨР§ВКЎЈјУ№ӨВЭОЖКұІЙУГ¶Ҙјв¶ҘҪфЛҝЧ¶ОІІҝөДЦРРДҝЧЈ¬ІўК№УГ№ҘЛҝДЈұЈЦӨВЭОЖҝЧөДҙ№Цұ¶ИТӘЗуЎЈұЈЦӨЛҝЧ¶·жАыЈ¬ұЬГвУЙУЪН·ІҝДҘЛрСПЦШЈ¬ФміЙВЭОЖҝЧіКПЦЧ¶¶ИЈ¬¶ш°ІЧ°І»өҪО»ЎЈУРР§өШҪвҫцБЛВЭОЖЦКБҝјУ№ӨІ»ОИ¶ЁЈ¬ІЩЧч·ҪұгЈ¬ДЬТ»ҙОРФҪ«ВЭЛЁ°ІЧ°өҪО»Ј¬·АЦ№¶аҙОөчХыВЭЛЁ°ІЧ°І»өҪО»»тВЭЛЁ¶ПБСЈ¬ФміЙБгјюұЁ·ПЎЈ
3.2 ЕзНҝІгЦКБҝҝШЦЖУЕ»Ҝ
3.2.1 НҝІгУҰБҰІвКФјјКх
ёГКФСйЦчТӘДҝөДКЗ»сөГөНУҰБҰөДТшНӯәПҪрНҝІгЎЈОЮВЫІЙУГРВөД№ӨТХ·Ҫ·Ё»№КЗФЪПЦУР№ӨТХ»щҙЎЙПҪшРРёДҪш»т¶ФНҝІгҪшРРәуҙҰАнЈ¬ЧјИ·Цұ№ЫөШИ·¶ЁНҝІгУҰБҰЧҙМ¬КЗұҫҙОКФСйөД№ШјьЎЈ
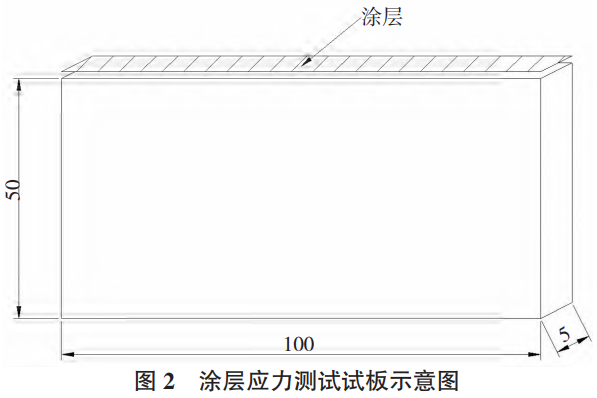
ОДХВІОҝј Almen КФСй»щұҫ·Ҫ·ЁЈ¬ІЙУГ°юАл·ЁИ·¶ЁНҝІгУҰБҰЈ¬ҫЯМеІЩЧч·ҪКҪОӘФЪ№жёсОӘ 100mm×50mm×5mm өДКФ°е¶ЛГжЕзНҝНҝІгЈ¬КФ°е№жёсИз� 2 ЛщКҫЈ¬ЕзНҝәГөДКФСщҙпөҪ№ж¶Ёәс¶ИКұУГө¶Ж¬Ҫ«НҝІгҙУКФ°еұнГж°юАлЈ¬ІвБҝНҝІгұдРОіМ¶ИЎЈРиТӘҪшРРНҝІгәуҙҰАнКұЈ¬НҝІгЛжКФ°еТ»ЖрҙҰАнЈ¬И»әуФЩ°юАлІвБҝНҝІгұдРОіМ¶ИЎЈ
ёГ·Ҫ·ЁөДУЕөгКЗІ»РиТӘІвБҝНҝІгҫЯМеөДІРУаУҰБҰЦөЈ¬І»РиТӘҝјВЗНҝІгЦЦАаЈ¬І»РиТӘҝјВЗИзХіМщУҰұдЖ¬өД·Ҫ·ЁФЪИИЕзНҝ№эіМЦРНҝІгұдРО¶ФДЪУҰБҰөДУ°ПмЈ¬ёщҫЭНҝІгұдРОіМ¶ИЦұҪУҝЙ»сөГІРУаУҰБҰ¶ФНҝІгУҰБҰөДУ°ПміМ¶ИЎЈ
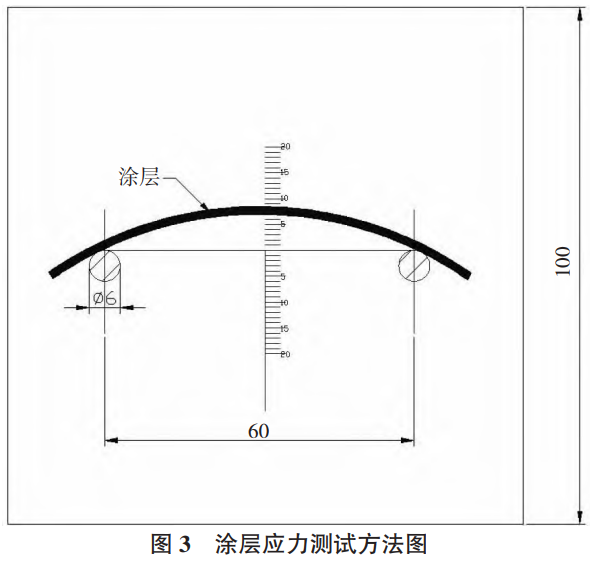
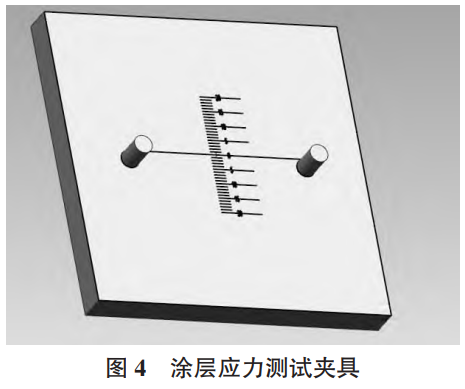
ІвБҝ·Ҫ·ЁЈ¬ИзНј 3 ЛщКҫЈ¬ФЪ 100mm×100mm өД»щ°еЙП№М¶ЁБҪёц Φ6mm ФІЦщЈ¬БҪёцФІЦщЦРРДҫаОӘ 60mmЈ¬УлБҪёцФІЦщН¬·ҪПтПаЗРөДЦұПЯ¶ЁТеОӘіхКФПЯЈ¬іхКФПЯЦРРДБҪІаұкҝМ¶ИПЯЈ¬ИзНј 4 ЛщКҫЎЈУЙУЪ°юАлПВАҙөДНҝІгЗҝ¶ИҪПөНЈ¬ёГІвБҝ·Ҫ·ЁІ»ККәПУГ°Щ·ЦұнЈ¬УГДҝКУИ·¶ЁФІ»ЎёЯ¶ИІўјЗВјЎЈКФСйІЙУГ AUTOCAD Инјю 1:1 ҙтУЎЈ¬ФЪҙтУЎЦҪЙП¶ФХХІвБҝФІ»ЎёЯ¶ИЎЈ
3.2.2 НҝІгУҰБҰ·ЦОцУлҝШЦЖ·Ҫ·ЁСРҫҝ
ОӘБЛјхРЎЙхЦБПыіэНҝІгІОУлИИУҰБҰ¶ФНҝІгЦКБҝөДУ°ПмЈ¬ұШРлХЖОХәПАнөД№ӨТХ·Ҫ·ЁЎЈёщҫЭНҝІгУҰБҰМШөгј°ПЦУР№ӨТХ·Ҫ·ЁЈ¬¶ФНҝІгІРУаУҰБҰҝЙІЙИЎТФПВ№ӨТХ·Ҫ·ЁЈә
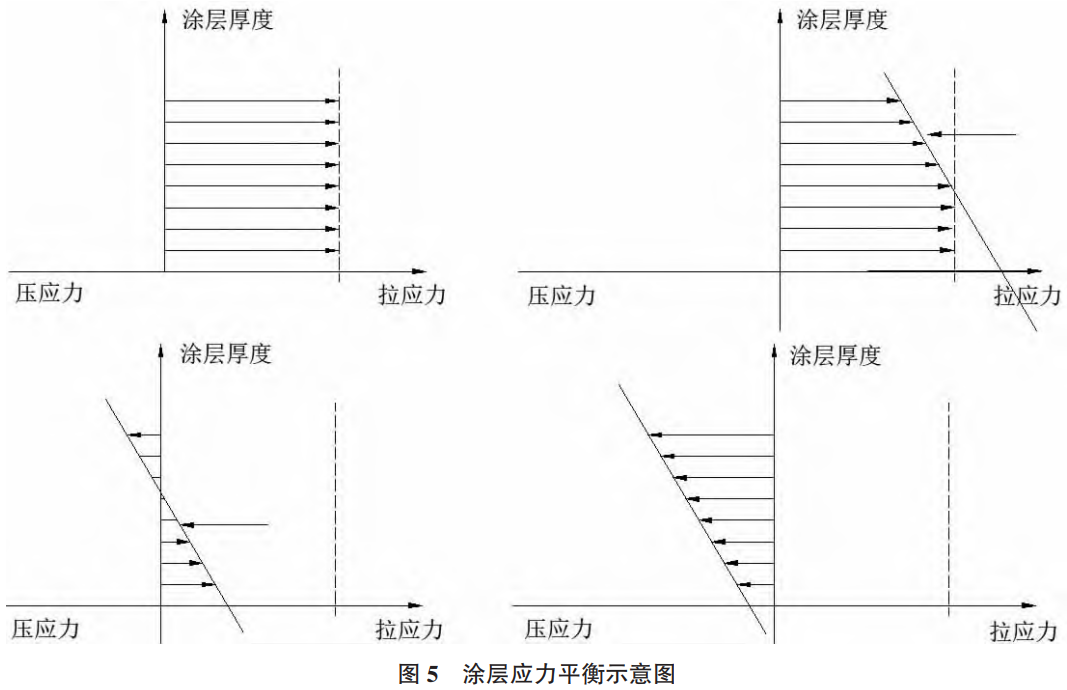
(1) УҰБҰЖҪәвјјКхЎЈУҰБҰЖҪәвјјКхКЗФЪНҝІгұнГжУГМШ¶ЁөД№ӨТХ·Ҫ·ЁёДұдНҝІгУҰБҰЧҙМ¬Ј¬К№НҝІгұнГжіКС№УҰБҰЈ¬НҝІгХыМеҙпөҪАӯУҰБҰУлС№УҰБҰЖҪәвЧҙМ¬ЎЈИзНј 5 ЛщКҫЈ¬ІЙУГККөұөД№ӨТХ·Ҫ·ЁЈ¬К№НҝІгұнГжУЙАӯУҰБҰЧҙМ¬ПтПа·ҙ·ҪПт·ўЙъёДұдЈ¬јҙПтС№УҰБҰЧҙМ¬·ўЙъұд»ҜЎЈЛжЧЕЧчУГБҰ¶ИөДФцјУЈ¬НҝІгХыМеҝЙіКПЦИэЦЦІ»Н¬ЧҙМ¬ЎЈ
(2) УҰБҰПыјхЎЈНҝІгІРУаИИУҰБҰҙуРЎУлНҝІгәс¶ИУРЦұҪУ№ШПөЈ¬НҝІгәс¶ИФҪҙуІРУаИИУҰБҰФҪҙуЈ¬УҰБҰПчјхКЗНЁ№эјхРЎНҝІгәс¶ИҪөөННҝІгІРУаИИУҰБҰЎЈНЁіЈіэЙијЖ№эіМЦРјхРЎНҝІгәс¶ИТФНвЈ¬ЕзНҝНкіЙәуСёЛЩҪшРР»ъРөјУ№ӨКЗҝШЦЖНҝІгУҰБҰөДУРР§КЦ¶ОЎЈ
4ЎўјУ№ӨР§№ы
НЁ№э¶Ф 1 Ц§өгЗ°·вСПЧ°ЦГјУ№ӨИ«№эіМөДМҪЛчУлСРҫҝЈ¬РОіЙБЛҙуРНоСәПҪрЦэјюҫ«ГЬјУ№ӨјјКхМеПөЈәЖдТ»Ј¬НЁ№эУЕ»ҜјУ№Ө№ӨТХ·Ҫ°ёЎўө¶ҫЯСЎРНј°Ч°јР¶ЁО»·ҪКҪЈ¬УРР§ҪвҫцБЛҫ«ГЬҝЧО»ЦГ¶ИЖ«ІоОКМвЈ»Жд¶юЈ¬ІЙУГёЯРФДЬјУ№ӨЙиұёКөК©¶а№ӨРтјҜЦРјУ№ӨЈ¬ҙУёщұҫЙПҪвҫцБЛ¶аҙОЧ°јРҙшАҙөД¶ЁО»АЫ»эОуІоөИ№ШјьОКМвЈ¬ёГјјКх·Ҫ°ёКөПЦБЛёҙФУДСМвөДјт»ҜҙҰАнЈ¬ҫЯұёБјәГөД№ӨіМҝЙКөК©РФЎЈ¶ФёГБгјюіЙЖ·ҪшРРИ«ГжјмІвСйЦӨЈ¬Ҫб№ыұнГчЈ¬З°ОДЛщКцөДёчАајУ№ӨЦКБҝОКМвҫщөГөҪУРР§№ҘҝЛЈ¬ёч№ШјьМШРФіЯҙзҫщОИ¶ЁҙҰУЪәПёс·¶О§Ц®ДЪЈ¬Н¬КұПФЦшМбЙэБЛБгјюХыМејУ№ӨЦКБҝУлҝЙҝҝРФЎЈ
5ЎўҪбВЫ
ЧЫЙПЛщКцЈ¬ОДХВТФ 1 Ц§өгЗ°·вСПЧ°ЦГХвТ»ҙуРНоСәПҪрЦэјюОӘСРҫҝ¶ФПуЈ¬Хл¶ФЖдЦЖФм№эіМЦРҫ«ГЬјУ№ӨУлЕзНҝЦКБҝБҪҙуәЛРДЖҝҫұҝӘХ№ПөНіРФ№ӨТХУЕ»ҜСРҫҝЎЈФЪ»ъРөјУ№Ө»·ҪЪЈ¬НЁ№эЦШ№№јУ№Ө№ӨТХВ·ПЯЎўУЕ»Ҝө¶ҫЯСЎРНУлЧ°јР¶ЁО»·Ҫ°ёЈ¬ҫ«ЧјҪвҫцБЛҫ«ГЬҝЧО»ЦГөДЖ«ІоОКМвЈ»ФЪЕзНҝј°әуРшјУ№Ө»·ҪЪЈ¬НЁ№эУЕ»ҜЕзНҝЗ°ФӨБфБҝЙијЖЎўёДҪшұЈ»ӨҙшНҝІгЦЖұё№ӨТХЈ¬УРР§ФцЗҝБЛНҝІгУл»щМеөДҪзГжҪбәПЗҝ¶ИЈ¬і№өЧҪвҫцБЛіөПчРЮХыКұұЈ»ӨҙшНҝІгҝӘБСөДНзјІЎЈҙЛҙОСРҫҝРОіЙөДҙуРНоСәПҪрЦэјюҫ«ГЬјУ№ӨУлЕзНҝЦКБҝҝШЦЖјјКх·Ҫ°ёЈ¬ОӘН¬АаёҙФУоСәПҪр№№јюөДЦЖФмМṩБЛҝЙҪијшөД№ӨіМҫӯСйЈ¬ҫЯұёЦШТӘөДКөјКУҰУГјЫЦөУлНЖ№гТвТеЎЈ
ІОҝјОДПЧ
[1] СоХсіҜЈ¬ХЕ¶Ё»ӘЈ¬ТҰі«·жЈ¬өИЎЈёЯЛЩПіПчЛЩ¶И¶Ф TC4 оСәПҪрұнГжНкХыРФУ°Пм»ъАн [J]. ДПҫ©әҪҝХәҪМмҙуѧѧұЁЈ¬2009,41 (5):644-648.
[2] СоХсіҜЈ¬ХЕ¶Ё»ӘЈ¬ТҰі«·жЈ¬өИ.TC4 оСәПҪрёЯЛЩПіПчІОКэ¶ФұнГжНкХыРФУ°ПмСРҫҝ [J]. Очұұ№ӨТөҙуѧѧұЁЈ¬2009,27 (4):538-543.
[3] РмұхКҝЈ¬ЦмЙЬ»ӘЎЈұнГж№ӨіМөДАнВЫУлјјКх (өЪ 2 °ж)[M]. ұұҫ©Јә№ъ·А№ӨТөіц°жЙзЈ¬2010.
ЈЁЧўЈ¬ФӯОДұкМвЈәЦэФмоСәПҪр»ъРөјУ№Өј°ЕзНҝЦКБҝҝШЦЖјјКхСРҫҝ_НхјТұҰЈ©
tagұкЗ©:оСәПҪрЦэјю,№ӨТХУЕ»Ҝ,әҪҝХ·ў¶Ҝ»ъ,ҫ«ГЬҝЧО»ЦГ¶И,№эУҜВЭОЖҝЧ