



ЗЂВМШеЦкЃК2026-2-5 22:58:31
TC4юбКЯН№ЪЧЕфаЭЕФα+βаЭЫЋЯрюбКЯН№ЃЌдкКН ПеЙЄвЕжаГЃгУгкживЊВПЮЛЕФНсЙЙМў[1-2] ЁЃКИНгЪЧюбКЯ Н№НсЙЙМўжЦдьЙ§ГЬжаВЛПЩБмУтЕФМгЙЄЪжЖЮЃЌФПЧА TC4юбКЯН№ЕФГЃгУКИНгЗНЗЈжївЊгаTIGКИЁЂЕчзгЪј КИЁЂЮЂЪјЕШРызгЛЁКИКЭМЄЙтКИЕШКИНгЗНЗЈ[3-4] ЁЃЗЖіЋ ПЕЕШ[5] РћгУЕчзгЪјЭъГЩСЫ1.2mmКёTC4БЁАхКИНгЃЌ ЕУЕНСЫЮоШлКЯШБЯнЕФКИЗьЃЌКИНгНгЭЗРЩьЧПЖШБШФИ ВФИпЁЃЙиЗцЕШ[6] ЪЙгУМЄЙтКИЪЕЯж1mmКёTC4БЁАхКИ НгЃЌЕУЕНСЫГЩаЮОљдШЧвжЪСПСМКУЕФКИЗьЁЃЯрНЯгкЦф ЫћИпФмЪјКИНгЗНЗЈЃЌЮЂЪјЕШРызгЛЁКИОпгаЕчЛЁЮШЖЈ адКУЁЂКИНгБфаЮаЁЕШгХЕу[7] ЃЌГЃгУгкКИНгГЌБЁН№ЪєЙЙ МўЁЃКЮНЈЦМЕШ[8]баОПЗЂЯжЃЌТіГхЮЂЪјЕШРызгЛЁКИЃЈpulsedmico-plasmaarcweldingЃЌP-MPAWЃЉвђЦфЦНОљ ШШЪфШыЕЭЁЂШлГиНСАшзїгУКУЁЂКИНгСбЮЦЧуЯђаЁЕШЬиЕу ИќгаРћгкГЌБЁАхКИНгЁЃ
ФПЧАTC4юбКЯН№БЁАхЁЂжаКёАхвдМАЙмВФЕФКИНг гІгУгыКИНгЪ§жЕФЃФтОљгаВЛЩйбаОПБЈЕРЃЌЕЋдкАхКё аЁгк200μmЕФTC4ГЌБЁАхКИНгСьгђЃЌШДЯЪгаШЫба ОПЁЃвђДЫБОЮФдЫгУP-MPAWММЪѕбаОП100μmКёюб КЯН№ГЌБЁАхЕФКИНгЙЄвеЃЌЬНЫїЛљжЕЕчСїКЭТіГхЦЕТЪ ЖдКИЗьГЩаЮЕФгАЯьЁЃдкДЫЛљДЁЩЯЃЌЪЙгУгаЯодЊЗжЮіШэ МўФЃФтВЛЭЌТіГхВЮЪ§ЯТЕФКИНгЙ§ГЬЃЌЖдБШВЛЭЌЛљжЕ ЕчСїКЭЦЕТЪЧщПіЯТЕФЪдбщКИЗьГЩаЮКЭФЃФтКИЗьГЩ аЮЃЌНвЪО100μmКёюбКЯН№ГЌБЁАхТіГхЮЂЪјЕШРызг ЛЁКИКИНгЛњРэЁЃ
1ЁЂЪдбщВФСЯгыЗНЗЈ
1.1ЪдбщВФСЯ
ЫљгУВФСЯЮЊ TC4(Ti-6Al-4V)юбКЯН№,ЦфжївЊЛЏбЇГЩЗжМћБэ 1,ШШЮяРэВЮЪ§МћБэ 2ЁЃбЁШЁЪдбљГпДчЮЊ 100 mm50mm0.1mmЕФ TC4юбКЯН№ГЌБЁАхЮЊбаОПЖдЯѓЁЃ
Бэ 1 TC4юбКЯН№ЕФжївЊЛЏбЇГЩЗж(жЪСПЗжЪ§,%)
Tab. 1 Main chemical composition of TC4 titanium alloy(wt%)
| Al | V | C | H | Fe | O | N | Ti |
| 6.75 | 4.5 | ≤0.08 | ≤0.015 | ≤0.30 | ≤0.20 | ≤0.05 | грСП |
Бэ 2 TC4юбКЯН№ЕФШШЮяРэВЮЪ§
Tab. 2 Thermophysical parameters of TC4 titanium alloy
| ШлЛЏ ЮТЖШ/K | еєЗЂ ЮТЖШ/K | УмЖШ / (kg ⋅ m −3) | ШШЕМТЪ / (W ⋅ m −1 ⋅ K −1) | ШлЛЏЧБШШ / (J ⋅ kg −1) |
| 1878 | 3591 | 4500 | 5.8 | 390000 |
1.2КИНгЗНЗЈ
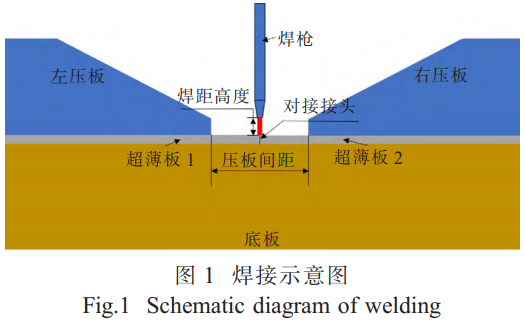
БОЪдбщгУТіГхЮЂЪјЕШРызгЛЁКИ,ЫљгУКИЛњЮЊPLASMAFIX51КИЛњ,КИНгЪОвтЭМШчЭМ 1ЫљЪОЁЃКИНгГЌБЁАхЪБВЩгУЖдНгЕФКИНгНгЭЗаЮЪН,ЙЄМўзАХфВЮЪ§:бЙАхБпдЕОрЖдНгЯп1mmЁЃКИНгЪБЮоКИЫПЬюГфЃЌЙЬЖЈКИНгВЮЪ§:ЮйАєжБОЖ1.0mmЁЂХчзьПзОЖ1.2mmЁЂЮйАєФкЫѕСП 2.0mmЁЂРызгЦјЬхКЭБЃЛЄЦјЬхОљВЩгУИпДПыВЦј,СїСПЗжБ№ЮЊ 0.35КЭ 2.5 L/minЁЂКИЧЙИпЖШ 1.5 mmЁЂКИНгЫйЖШ 4.5mm/sЁЃ
дкБЃГжЦНОљЕчСїКуЖЈЮЊ 2AЕФЧщПіЯТ,БОЮФЩшжУСЫ 24зщТіГхВЮЪ§,ТіГхЮЂЪјЕШРызгЛЁКИКИНгВЮЪ§МћБэ 3ЁЃТіГхЕчСїЕФЦНОљжЕМЦЫу [8]:

ЪНжа: IЮЊЦНОљЕчСї; I p ЮЊЗхжЕЕчСї; I b ЮЊЛљжЕЕчСї; t p ЮЊЗхжЕГжајЪБМф; t b ЮЊЛљжЕЕчСїзїгУЪБМф; tЮЊТіГхжмЦкЁЃ
Бэ 3ТіГхЮЂЪјЕШРызгЛЁКИКИНгВЮЪ§
Tab. 3 Welding parameters of pulsed microbeam plasma arc welding
| еМПеБШ(%) | ЦЕТЪ/Hz | ЛљжЕЕчСї/A | ЗхжЕЕчСї/A |
| 30 | 25ЁЂ100ЁЂ200 | 0.8 | 4.8 |
| 1.1 | 4.1 | ||
| 1.4 | 3.4 | ||
| 1.7 | 2.7 | ||
| 50 | 25ЁЂ100ЁЂ200 | 0.8 | 3.2 |
| 1.1 | 2.9 | ||
| 1.4 | 2.6 | ||
| 1.7 | 2.3 |
1.3БэеїЗНЗЈ
КИНгЭъГЩКѓ,дкЙтбЇЯдЮЂОЕКЭМЄЙтЙВОлНЙЩЈУшЯдЮЂОЕЯТЙлВьКИЗьаЮУВ,ШЛКѓМєЕЖЧаШЁЪдбљ,ВЂгУРфЯтЧЖжЦзїН№ЯрЪдбљ,Н№ЯрЪдбљГпДчЮЊ 12mm5mmЁЃВЩгУ 600 # ∼ 2000 #ЕФЩАжНЖдН№ЯрЪдбљНјааДђФЅ,ЗжБ№гУ 2.5μmКЭ 1.5μmХзЙтИрЖдН№ЯрЪдбљНјааХзЙтЁЃЪЙгУ KellerЪдМСЖдН№ЯрЪдбљНјааИЏЪД,ГхЯДКѓДЕИЩ,ШЛКѓдкЙтбЇЯдЮЂОЕ VHX-5000ЯТЙлВьКИНгНгЭЗзщжЏаЮУВЁЃ
1.4гаЯодЊЗжЮіЗНЗЈ
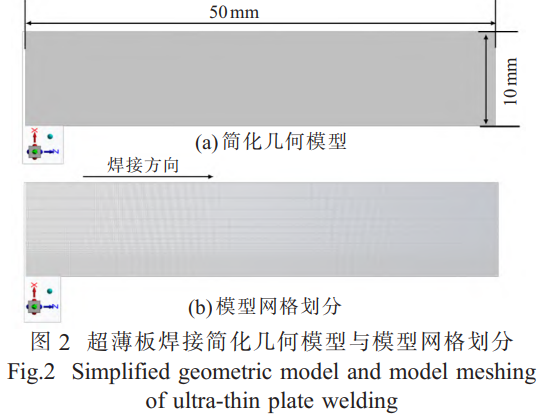
РћгУ ANSYSFLUENTШэМўНЈФЃФЃФтКИНгЙ§ГЬ,ШШдДЮЊИпЫЙШШдД [9],БпНчЬѕМўЩшЮЊздШЛЖдСїЁЃЭМ 2ЮЊЭЌжжВФСЯГЌБЁАхКИНгМђЛЏМИКЮФЃаЭгыФЃаЭЭјИёЛЎЗжЁЃ100μmКёTC4ГЌБЁАхP-MPAWКИНгЪБЃЌШчЭМ1ЫљЪОЕФАхВФЭтВПгаЙЄзАМаОпЃЌШчЙћАДееЪЕМЪКИНгЬѕМўНЈФЃНЋдіМгЪ§жЕМЦЫуЪБМфКЭгАЯьНсЙћЕФзМШЗад,вђДЫНЋШ§ЮЌМИКЮФЃаЭМђЛЏ(ЭМ2(a)),МђЛЏКѓЕФГЌБЁАхГпДчЮЊ50mmx10mmx0.1mmЁЃФЃаЭЭјИёЛЎЗжЪЙгУСљУцЬхЭјИёЛЎЗжЗЈ(ЭМ2(b)),ВЩШЁКИЗьжааФИННќ2mmФкЭјИёУмМЏ,АхКёЗНЯђгыКИНгЗНЯђЭјИёДѓаЁОљЮЊ0.1 mm,дЖРыКИЗьжааФЧјгђЭјИёДѓаЁОљдШЕндіЕФддђЃЌзюдЖЖЫЭјИёДѓаЁЮЊ0.8mm,змЭјИёЪ§СПЮЊ17500ЁЃ
2ЁЂЪдбщНсЙћМАЬжТл
2.1КъЙлКИЗьГЩаЮЬиеї
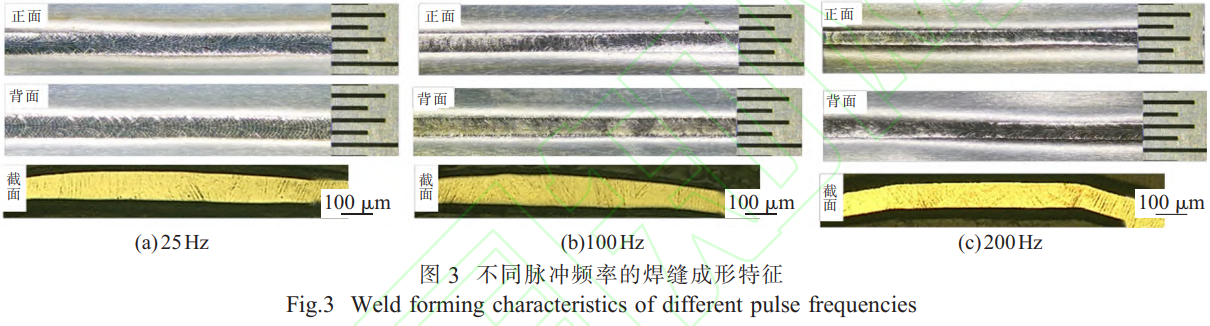
100μmКёTC4юбКЯН№ГЌБЁАхP-MPAWдкеМПеБШ30%ЁЂЛљжЕЕчСї0.8AЪБ,ВЛЭЌТіГхЦЕТЪЕФКИЗьГЩаЮЬиеїШчЭМ3ЫљЪОЁЃНсЙћБэУїЃЌP-MPAWЪЕЯжСЫВЛЭЌТіГхВЮЪ§ЯТ100μmКёTC4юбКЯН№ГЌБЁАхЕФЕЅУцКИЫЋУцГЩаЮЙЄвеЃЌЖјЧвКИЗьГЩаЮвЛжТадСМКУЁЃЕБТіГхЦЕТЪЮЊ25HzЪБЃЌКИЗьГЪЯжЮЊгуСлзДЃЌЧвОљдШСЌајЮДГіЯжЦјПзЁЂСбЮЦЕШКИНгШБЯн;ЕБТіГхЦЕТЪЗжБ№ЮЊ100ЁЂ200HzЪБЃЌКИЗьОљГЪЯжЮЊЙтЛЌСЌајКИЗьЁЃЕБТіГхЦЕТЪдіДѓЪБдкЮЂЪјЕШРызгЛЁЕФИпЦЕбЙЫѕЬиадЕФзїгУЯТ,ЪЙЕУКИЗьБфе,вђДЫТіГхЦЕТЪЮЊ200HzЪБКИЗье§УцгыБГУцПэЖШЯрНЯгкТіГхЦЕТЪЮЊ25ЁЂ100HzЪБЕФИќеЃЌКИЗьНиУцПэЖШвВИќаЁЁЃ
2.2ТіГхВЮЪ§ЖдКИЗьГЩаЮЕФгАЯь
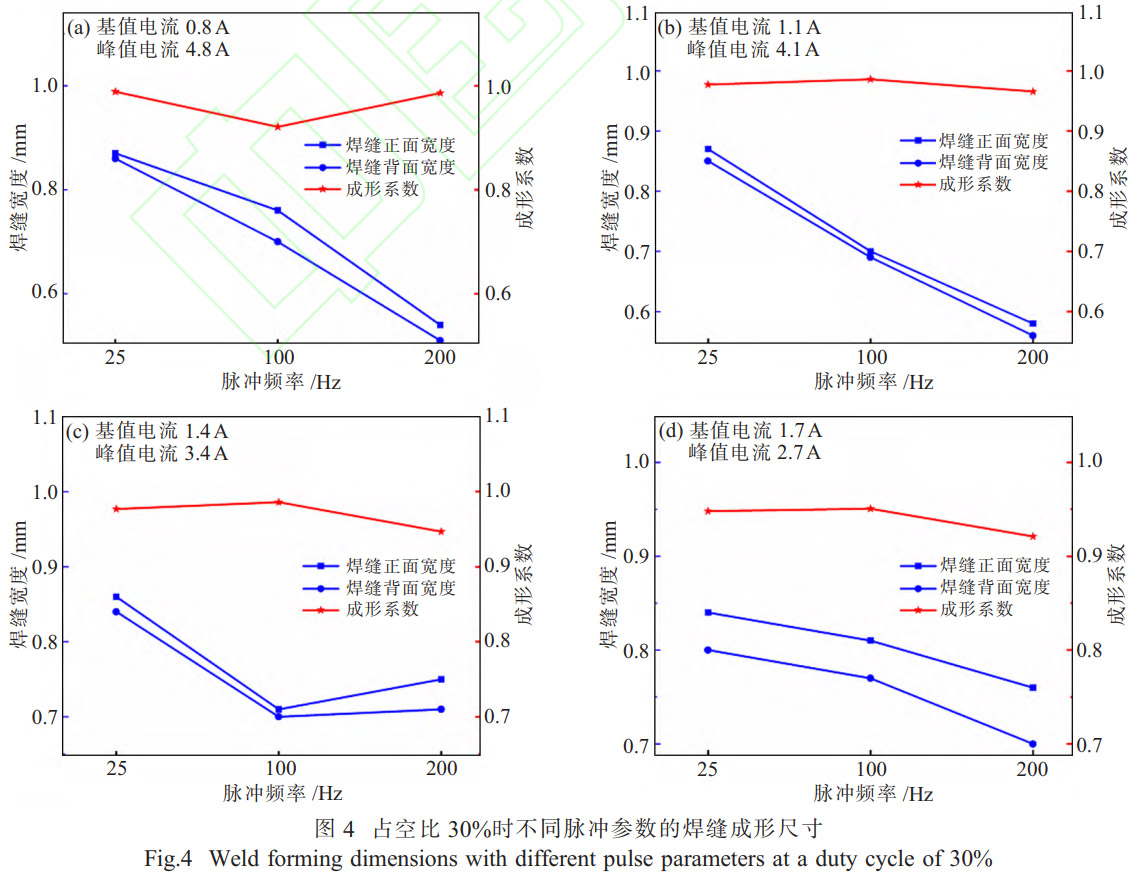
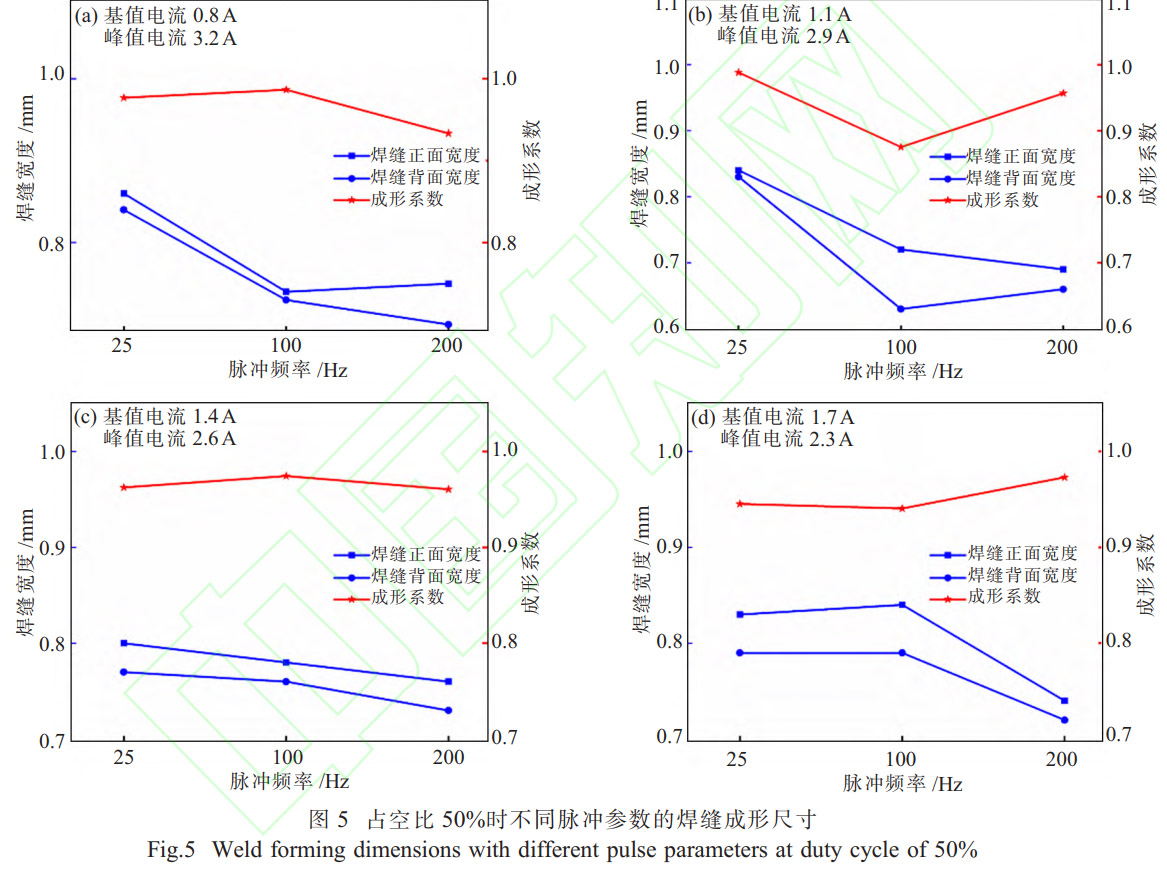
ЭМ4ЮЊеМПеБШ30%ЪБВЛЭЌТіГхВЮЪ§ЕФКИЗьГЩаЮГпДчЁЃНсЙћБэУїЃЌдкЦНОљЕчСїЙЬЖЈЮЊ2AЁЂеМПеБШ30%ЪБЃЌВЛЭЌТіГхВЮЪ§ЯТЃЌКИЗье§УцПэЖШДѓгкКИЗьБГУцПэЖШ,КИЗьГЩаЮЯЕЪ§ЧїНќ,КИЗьГЩаЮЮШЖЈ;ЫцзХЛљжЕЕчСїЕФдіДѓЃЌКИЗьПэЖШж№ВНБфаЁЃЌЕЋБфЛЏЧїЪЦгаЫљМѕаЁ;ЫцзХТіГхЦЕТЪЕФдіДѓЃЌКИЗьПэЖШж№ВНБфаЁЁЃЦфдвђЪЧЕБЦНОљЕчСїЁЂеМПеБШКЭЛљжЕЕчСїБЃГжВЛБфЕФЧщПіЯТЃЌЕБТіГхЦЕТЪдіДѓЪБЃЌдкЮЂЪјРызгЛЁКИЕФИпЦЕбЙЫѕЬиадзїгУЯТЃЌЕШРызгЪјБфЯИДгЖјЪЙЕУКИЗьПэЖШБфеЁЃ
ЭМ5ЮЊеМПеБШ50%ЪБВЛЭЌТіГхВЮЪ§ЕФКИЗьГЩаЮГпДчЁЃНсЙћБэУїЃЌдкЦНОљЕчСїЙЬЖЈВЛБфЮЊ2AЁЂеМПеБШ50%ЪБЃЌВЛЭЌТіГхВЮЪ§ЯТЃЌКИЗье§УцПэЖШДѓгкКИЗьБГУцПэЖШ,КИЗьГЩаЮЯЕЪ§ЧїНќ,КИЗьГЩаЮЮШЖЈ;ЫцзХЛљжЕЕчСїЕФдіДѓЃЌКИЗьПэЖШж№ВНБфаЁ;ЫцзХТіГхЦЕТЪЕФдіДѓЃЌКИЗьПэЖШж№ВНБфаЁЁЃдкЦНОљЕчСїЯрЭЌЁЂеМПеБШВЛБфЕФЧщПіЯТЃЌеМПеБШЮЊ30%ЪБЕФКИЗьПэЖШДѓгкеМПеБШЮЊ50%ЪБЕФКИЗьПэЖШЃЌЦфдвђЪЧЕБЦНОљЕчСїЁЂеМПеБШЁЂЛљжЕЕчСїЁЂТіГхЦЕТЪВЛБфЕФЧщПіЯТЃЌеМПеБШ30%ЪБЕФЗхжЕЕчСїДѓгкеМПеБШ50%ЪБЕФЗхжЕЕчСїЃЌЗхжЕЕчСїдНДѓЃЌЕчЛЁФмСПМЏжаЃЌЕчЛЁСІдНДѓЃЌШлЩюКЭШлПэдіМгЃЌвђДЫКИЗьПэЖШдіДѓЁЃ
2.3КИНгЮТЖШГЁЗжЮі
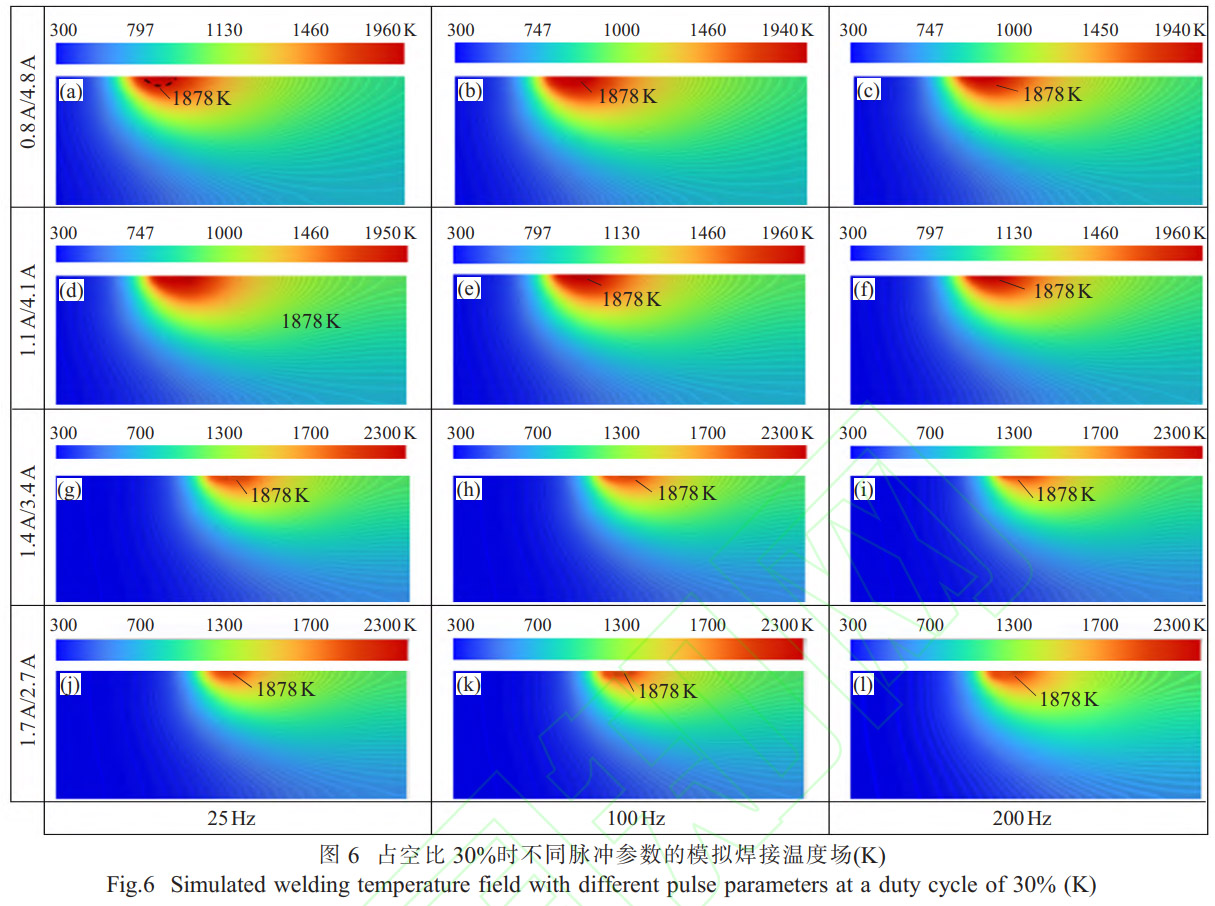
ЭМ6ЮЊеМПеБШ30%ЪБВЛЭЌТіГхВЮЪ§ЕФФЃФтКИНгЮТЖШГЁЁЃЭМ6(a)~(c)ЗжБ№ЮЊеМПеБШ30%ЁЂЛљжЕЕчСї0.8AВЛБфЪБЃЌТіГхЦЕТЪЗжБ№ЮЊ25ЁЂ100ЁЂ200HzЪБЕФФЃФтКИНгЮТЖШГЁ,ЭМ6(a)ЁЂ(d)ЁЂ(g)ЁЂ(j)ЗжБ№ЮЊеМПеБШ30%ЁЂТіГхЦЕТЪ25HzВЛБфЪБЃЌЛљжЕЕчСїЖдгІЮЊ0.8ЁЂ1.1ЁЂ1.4КЭ1.7AЪБЕФФЃФтКИНгЮТЖШГЁЁЃНсЙћБэУї,ЕБеМПеБШКЭЛљжЕЕчСїБЃГжВЛБфЕФЧщПіЯТ,ЫцзХТіГхЦЕТЪЕФдіДѓЃЌИпгкTC4юбКЯН№ШлЕу(1878K)ЕФЮТЖШГЁУцЛ§гаЫљМѕаЁ;ЕБеМПеБШКЭТіГхЦЕТЪБЃГжВЛБфЕФЧщПіЯТЃЌЫцзХЛљжЕЕчСїЕФдіДѓЃЌИпгкTC4юбКЯН№ШлЕуЕФЮТЖШГЁУцЛ§вргаЫљМѕаЁЁЃдкФЃФтећИіКИНгЙ§ГЬжаЗЂЯжЃЌКИНгЮТЖШГЁДгЮШЬЌЕНЗЧЮШЬЌдйЙ§ЖЩЕНЮШЬЌ,ФЃФтКИНгЮТЖШГЁШШдДИННќЮТЖШзюИп,дЖРыШШдД,ЮТЖШж№НЅНЕЕЭЃЌШШдДе§ЧАЗНЕШЮТЯпУмМЏЁЃЫЕУїИУЧјгђЮТЖШЬнЖШНЯДѓЃЌШШдДКѓЗНаЮГЩгахчЮВзДЮТЖШГЁЃЌЮТЖШЬнЖШНЯаЁ,вђДЫЕШЮТЯпНЯЮЊЗжЩЂЁЃ
2.4ЪдбщгыФЃФтНсЙћЖдБШЗжЮі
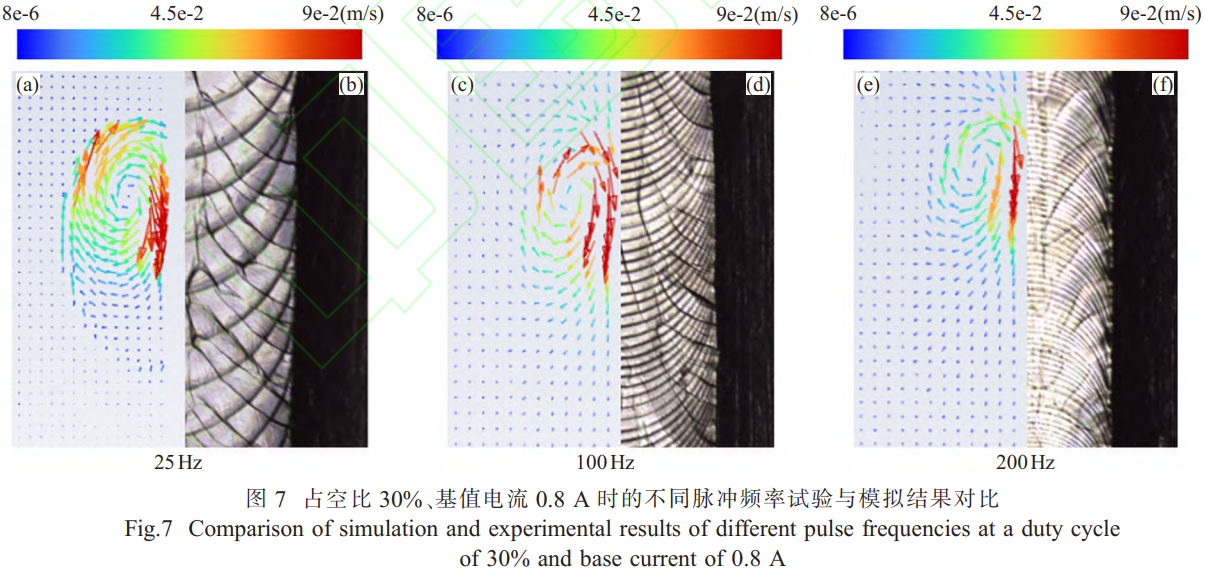
ЭМ7ЮЊеМПеБШ30%ЁЂЛљжЕЕчСї0.8AЪБЕФВЛЭЌТіГхЦЕТЪЪдбщгыФЃФтНсЙћЖдБШЁЃЁЃЦфжаЭМ7(a)ЁЂ(c)ЁЂ(e)ЗжБ№ЮЊТіГхЦЕТЪЮЊ25ЁЂ100ЁЂ200HzЪБЪ§жЕФЃФтКИНгШлГиСїГЁ;ЭМ7(b)ЁЂ(d)ЁЂ(f)ЗжБ№ЮЊТіГхЦЕТЪЮЊ25ЁЂ100ЁЂ200HzЪБЃЌЙВОлНЙЯдЮЂОЕЙлВьЕНЕФКИЗьаЮУВЁЃНсЙћБэУї,ШлГиСїГЁећЬхГЪЭждВаЮ,дкЛљжЕЕчСїКЭТіГхЕчСїЕФНЛЬцзїгУЯТЃЌЖдШлГиаЮГЩСЫвЛЖЈНСАшзїгУ,ЪЙКИЗьвКЬЌН№ЪєЫГЪБеыСїЖЏЁЃЦфжа,ШШдДжааФЮЛжУСїЫйзюДѓЃЌНсКЯЮТЖШГЁЗжЮіЃЌШлГиЧАЗНЮТЖШЬнЖШДѓЃЌН№ЪєЮДШлЛЏЃЌШлГиНЯеЃЌвКЬЌН№ЪєСїЖЏЪмзшЪЙЕУСїЫйНЯДѓЁЃШлГиКѓЗНЮТЖШЬнЖШаЁЃЌвКЬЌН№ЪєДІгкРфШДФ§ЙЬЙ§ГЬ,ШлГиНЯПэ,вКЬЌН№ЪєЖбЛ§ЕМжТСїЫйНЯТ§,вђДЫСїГЁећЬхГЪЭждВаЮЁЃЖдБШЭМ7(a)ЁЂ(c)ЁЂ(e)ПЩвдУїЯдПДГі,ФЃФтШлГиТжРЊгыЪдбщЫљЕУЕНЕФКИЗьаЮУВЛљБОЮЧКЯЁЃЫцзХТіГхЦЕТЪЕФдіДѓЃЌФЃФтШлГиСїГЁЗЖЮЇБфаЁЃЌКИЗьПэЖШвВЫцжЎМѕаЁЃЌгыЙЄвеЪдбщНсЙћвЛжТЁЃЫцзХТіГхЦЕТЪЕФдіДѓЃЌвКЬхН№ЪєСїЫйБфаЁЃЌж№НЅЧїгкЦНЮШ,гаРћгкКИЗьГЩаЮ,КИЗьДггуСлКИЗьж№НЅЙ§ЖЩжССЌајКИЗьЁЃ
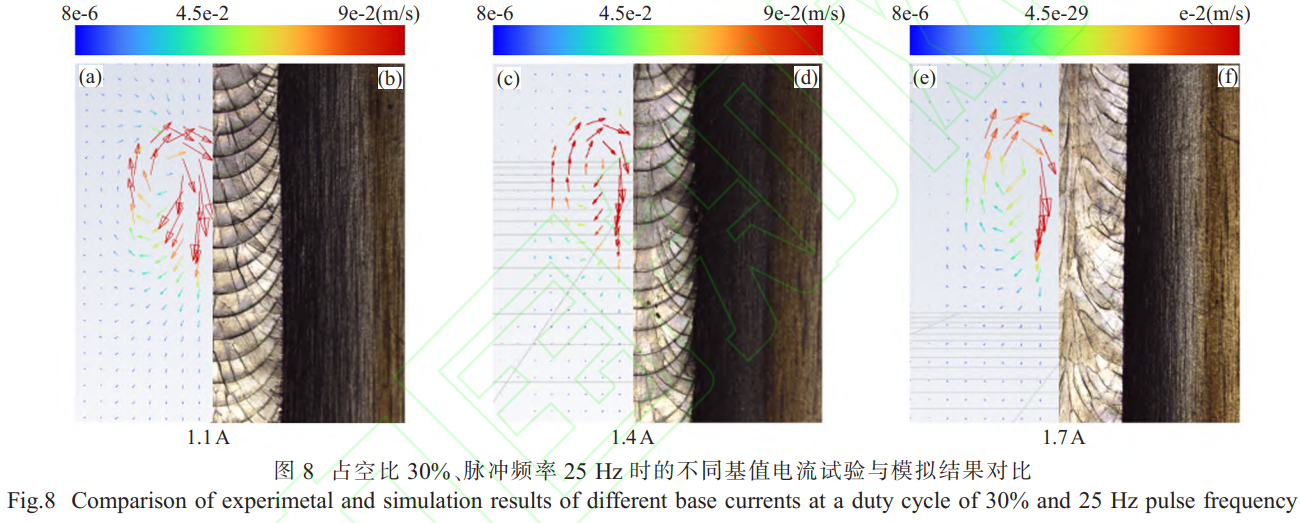
ЭМ8ЮЊеМПеБШ30%ЁЂТіГхЦЕТЪ25HzЪБЕФВЛЭЌЛљжЕЕчСїЪдбщгыФЃФтНсЙћЖдБШЁЃЭМ8(a)ЁЂ(c)ЁЂ(e)ЗжБ№ЮЊЛљжЕЕчСї1.1ЁЂ1.4ЁЂ1.7AЪБЪ§жЕФЃФтКИНгШлГиСїГЁ;ЭМ8(b)ЁЂ(d)ЁЂ(f)ЗжБ№ЮЊЛљжЕЕчСї1.1ЁЂ1.4ЁЂ1.7AЪБЃЌЙВОлНЙЯдЮЂОЕЙлВьЕНЕФКИЗьаЮУВЁЃЖдБШЭМ8(b)ЁЂ(d)ЁЂ(f)ПЩвдУїЯдПДГіЃЌФЃФтШлГиТжРЊгыЪдбщЫљЕУЕНЕФКИЗьаЮУВЛљБОЮЧКЯЃЌЫцзХЛљжЕЕчСїЕФдіДѓЃЌФЃФтШлГиСїГЁЗЖЮЇБфаЁЃЌКИЗьПэЖШвВЫцжЎМѕаЁЃЌгыЙЄвеЪдбщНсЙћвЛжТЁЃЫцзХЛљжЕЕчСїЕФдіДѓЃЌЗхжЕЕчСїгыЛљжЕЕчСїВюжЕБфаЁЃЌвКЬхН№ЪєСїЫйБфаЁЃЌж№НЅЧїгкЦНЮШЁЃ
2.5КИНгНгЭЗШШбЛЗгыЯдЮЂзщжЏ
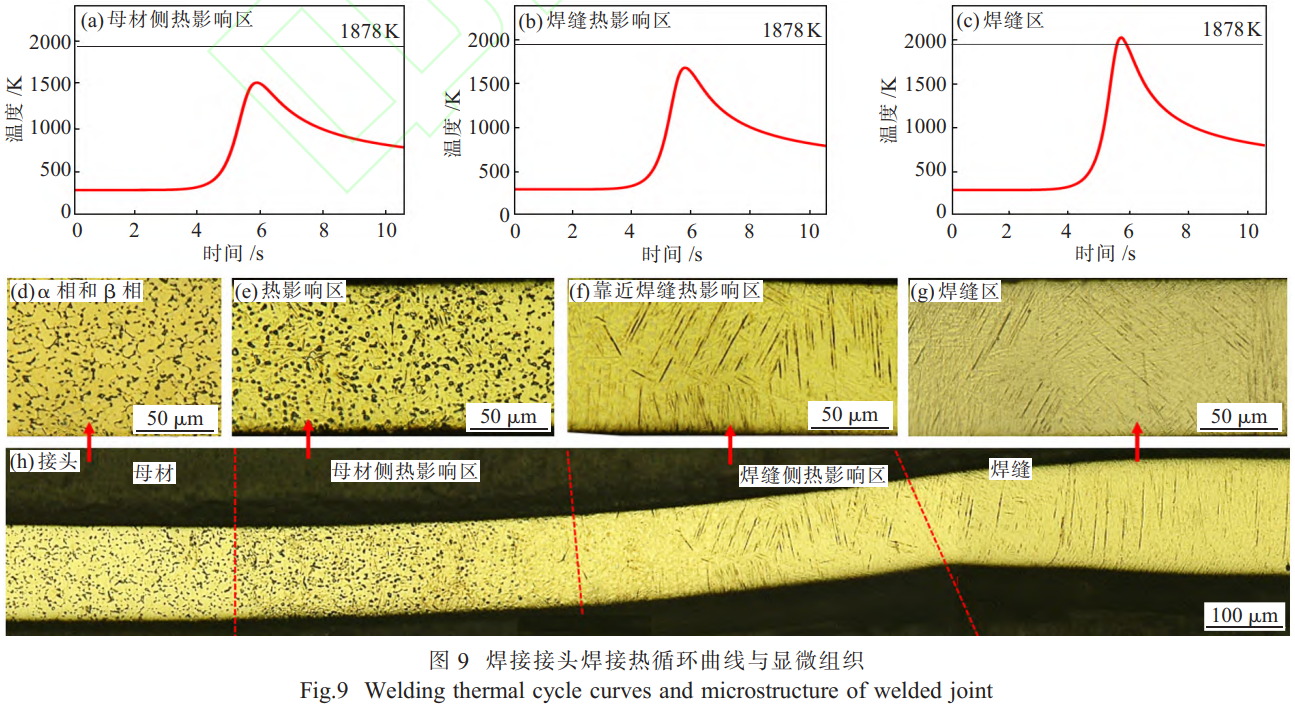
еМПеБШ30%ЁЂЛљжЕЕчСї0.8AЁЂТіГхЦЕТЪЗжБ№ЮЊ25HzЪБ,КИНгНгЭЗКИНгШШбЛЗЧњЯпгыЯдЮЂзщжЏШчЭМ9ЫљЪОЁЃЦфжаЃЌЭМ9(h)ЮЊЕфаЭЕФ100μmКёTC4юбКЯН№ГЌБЁАхP-MPAWЕФКИНгНгЭЗЯдЮЂзщжЏЁЃгЩЭМ9(d)ПЩМћ,TC4юбКЯН№ЮЊЕШжсЕФαЯрКЭβЯрЫЋЯрюбКЯН№ЁЃгЩЭМ9(g)ПЩМћ,КИЗьЧјЕФЮЂЙлзщжЏжївЊБэЯжЮЊЭјРКзщжЏЃЌетЪЧгЩгкКИНгЙ§ГЬжадкТіГхЕчСїЕФзїгУЯТЃЌКИЗьН№ЪєбИЫйДяЕНЯрБфЮТЖШЃЌдЩњ αЯрКЭβЯрЯђИпЮТβЯрзЊБф,ИпЮТβЯрЭЈЙ§ОЇИёжиЙЙзЊБфЮЊ α ′ТэЪЯЬхЯр [10],ЩњГЩЕФДѓСП α ′ТэЪЯЬхЯрЛЅЯрНЛжЏдквЛЦ№аЮГЩЭјРКзщжЏЁЃгЩЭМ9(e)ЁЂ(f)ПЩжЊ,ШШгАЯьЧјЕФЮЂЙлзщжЏжївЊБэЯжЮЊЕШжс αЯрКЭβЯрвдМАеызД α ′ЯрТэЪЯЬхЖрЯрЙВДцЯжЯѓЁЃдкЭМ9(b)ЁЂ(f)жа,ШШгАЯьЧјгЩгкППНќКИЗьЃЌдкКИЗьИпЮТгАЯьЯТдЩњ αЯрКЭβЯрЯђИпЮТβЯрзЊБф,ЕЋгЩгкРфШДЫйЖШПь,РфШДКѓВПЗжαЯрКЭИпЮТβЯрзЊБфЮЊα'ТэЪЯЬхЃЌвђДЫдкЭМ9(f)жаПЩвдУїЯдПДГіШШгАЯьЧјФкДцдкВПЗжеызДα'ТэЪЯЬх,дкЭМ9(a)ЁЂ(e)жаШШгАЯьЧјгЩгкППНќФИВФ,КИЗьЮТЖШЯрНЯгкКИЗьВрШШгАЯьЧјгаЫљНЕЕЭЃЌДгЖјЯдЮЂзщжЏвргаЫљВЛЭЌ,ЯдЮЂзщжЏБэЯжЮЊВПЗжαЯрЁЂИпЮТβЯрвдМАеызДТэЪЯЬхЖрЯрЙВДцЁЃ
3ЁЂНсТл
(1)ЪЙгУP-MPAWКИНг100μmКёTC4юбКЯН№ГЌБЁАх,ТіГхЦЕТЪЮЊ25HzЪБ,ВЛЭЌЛљжЕЕчСїЕФЧщПіЯТКИЗьОљГЪЯжЮЊгуСлзДЃЌТіГхЦЕТЪЗжБ№ЮЊ100ЁЂ200HzЪБКИЗьОљГЪЯжЮЊЙтЛЌСЌајКИЗьЁЃ
(2)P-MPAWКИНг100μmКёTC4юбКЯН№ГЌБЁАхЕФКИЗье§УцПэЖШДѓгкБГУцПэЖШ,дкЦНОљЕчСї2AЁЂеМПеБШ30%КЭ50%ЪБ,ЫцзХЛљжЕЕчСїКЭТіГхЦЕТЪЕФдіДѓЃЌКИЗьПэЖШж№ВНБфаЁЁЃ
(3)гаЯоЕЅдЊЗЈФЃФтP-MPAWКИНгTC4юбКЯН№ГЌБЁАхЕФКИНгЙ§ГЬ,ЮТЖШГЁГЪхчЮВзД,СїГЁГЪЭждВзДЃЌТіГхЕчСїКЭТіГхЦЕТЪгАЯьШлГиДѓаЁвдМАШлГивКЬЌН№ЪєСїЫйЁЃ
(4)100μmКёTC4юбКЯН№ГЌБЁАхP-MPAWКИНгНгЭЗ,КИЗьЧјЯдЮЂзщжЏжївЊЮЊЭјРКзщжЏ,ШШгАЯьЧјзщжЏжївЊЮЊЕШжсαЯрКЭβЯрвдМАеызДα'ЯрТэЪЯЬхЃЌTC4ФИВФзщжЏЮЊЕШжсαЯрКЭβЯрЁЃ
ВЮПМЮФЯз:
[1] Lu Y, Qiao H C, Zhao J. Surface microstructure evolution analysis of TiAl alloy by laser shock peening[J]. Rare Metal Materials and Engineering,2019,48(3):841-846.
[2]УЯЪЅъЛ,ЫОВ§НЁ,ШЮвнШК,ЕШ.жаКёАхTC4юбКЯН№ецПеЛЗОГМЄЙтКИНгЬиад[J].КИНгбЇБЈ,2021,42(8):40-47.
[3]ГТЙњЧьЃЌеХБќИеЃЌЮтЫЋЛдЃЌЕШ.TC4/Ta-WКЯН№вьжжН№ЪєЕчзгЪјКИНг[J].КИНгбЇБЈ,2011,32(8):21-24.
[4]ГТЫиУї,едАВАВ,НЊву,ЕШ.TC4юбКЯН№МЄЙтЬюЫПКИЙЄвеВЮЪ§ЖдКИЗьКъЙлГЩаЮЕФгАЯь[J].жаЙњМЄЙт,2021,48(14):74-80.
[5]ЗЖіЋПЕ,ЦыВЌН№,РюЯўХє,ЕШ.БЁАхTC4юбКЯН№ТіГхЕчзгЪјКИНгММЪѕбаОП[J].ЯЁгаН№ЪєВФСЯгыЙЄГЬ,2019,48(12):4026-4034.
[6]ЙиЗх,едуќВЉ,ФпМвЧП,ЕШ.ГЌЫмГЩаЮTC4БЁАхМЄЙтКИНгЭЗзщжЏМАадФмбаОП[J].КИНг,2018(6):28-33.
[7]ЬРСјРкЃЌКЮНЈЦМЃЌеХЛЂ.ТіГхВЮЪ§ЖдГЌБЁАхТіГхЮЂЪјЕШРызгЛЁКИКИЗьГЩаЮМАКИНгШШЪфШыЕФгАЯь[J].ШШМгЙЄЙЄве,2019,48(15):22-25.
[8]КЮНЈЦМ,ЮтіЮ,МЊгРЗс,ЕШ.100μmГЌБЁВЛатИжАхТіГхЮЂЪјЕШРызгЛЁКИГЩаЮЛњРэ[J].КИНгбЇБЈ,2021,42(6):77-84.
[9] Xu L,He J P, Pan X H,et al. Numerical and experimental study on oscillation mechanism of molten pool during pulsed microplasma arc welding ultrathin sheets[J]. Results in Physics,2022,35:105359.
[10]еХцК,ЖХЮА,ЭѕУЯЙћ,ЕШ.юбКЯН№МЄЙт-MIGЕчЛЁИДКЯКИНгЭЗзщжЏадФм[J].Н№ЪєМгЙЄ:ШШМгЙЄ,2023(4):10-13.
ЃЈзЂЃЌдЮФБъЬтЃК100μmКёюбКЯН№ГЌБЁАхТіГхЮЂЪјЕШРызгЛЁКИКИНгЙЄвегыЪ§жЕФЃФт_ВёХєЃЉ
tagБъЧЉ:TC4юбКЯН№,КНПеОЋУмЙЙМў,100ІЬmГЌБЁАх