



ЗЂВМШеЦкЃК2026-2-22 9:52:14
в§бд
ФјюбКЯН№ЪЧвЛжжаЮзДМЧвфКЯН№ЃЌВЛНіОпгагХвьЕФФЭИЏЪДадЁЂЩњЮяЯрШнадЃЌЛЙОпгаЖРЬиЕФаЮзДМЧвфаЇгІКЭГЌЕЏадЁЃетаЉгХвьЕФаджЪЪЙФјюбКЯН№ЙуЗКгІгУгкИїИіСьгђЃЌШчКНПеКНЬьЁЂЦћГЕЙЄвЕЁЂЩњЮявНбЇЕШЁЃР§ШчЃЌдке§ЛћжЮСЦСьгђЃЌЦОНшФјюбЫПгХвьЕФГЌЕЏадКЭаЮзДМЧвфЬиадЃЌНсКЯВЛатИжЫПСМКУЕФИеадКЭГпДчЮШЖЈадЃЌЪЙбРГндкНУжЮСІзїгУЯТЪЕЯжИќЮЊОЋзМЁЂИпаЇЕФЮЛвЦЃЌДгЖјМгЫйНУжЮНјГЬЁЃ
ЫцзХПЦММЕФЗЂеЙЃЌгІгУЛЗОГЖдВФСЯадФмЕФвЊЧѓШевцбЯПСЃЌЕЅвЛФјюбКЯН№вбЮоЗЈЭъШЋТњзуашвЊЁЃЫЋН№ЪєЕФЪЙгУЛсДјРДИќМггХвьЕФзлКЯадФмЃЌБШШчВЛатИжИДКЯЫЋН№ЪєИжЭЌЪБОпгаСМКУЕФСІбЇадФмКЭФЭИЏЪДадЃЌВЂЧвПЩНкЪЁАКЙѓЕФеНТдН№ЪєЃЌНкдМзЪдДЃЌНЕЕЭВФСЯГЩБОЁЃвђДЫЃЌНЋФјюбКЯН№гывьжжВФСЯНјааСЌНгБИЪмжиЪгЃЌШчЬМИжЁЂВЛатИжЁЂюбКЯН№ЕШЁЃЦфжаЃЌВЛатИжзїЮЊвЛжжживЊЕФНсЙЙВФСЯЃЌВЛНіеЙЯжГігХвьЕФФЭИЏЪДадЁЂЩњЮяЯрШнадЕШЃЌЖјЧвГЩБОЯрЖдНЯЕЭЁЃетЪЙЕУФјюбКЯН№гыВЛатИжЕФСЌНгзщКЯЪЪгУгкаэЖрСьгђЁЃР§ШчвНгУЕМЫПЃЌГѕДњЕМЫПЕФаОжсЮЊЕЅвЛВЛатИжЫПЃЌОпгаИпгВЖШвдМАНЯКУЕФжЇГХСІЁЂЭЦЫЭадЁЂХЄОиДЋЕМадЕШгХЕуЁЃЕЋЪЧЕЅвЛВЛатИжЫПдкЪЙгУЙ§ГЬжаМЋвзДСЦЦбЊЙмЃЌЕМжТЪжЪѕЪЇАмЃЌдьГЩбЯжиЮЃКІЁЃЖјФјюбКЯН№ОпгаГЌЕЏадЃЌЪЙгУЪБДЅОѕЗДРЁИќКУЁЃЭЌЪБЃЌФјюбКЯН№ЕФаЮзДМЧвфаЇгІПЩвдИГгшЕМЫПИќЖрЕФПЩФмадЃЌИќКУЕигІЖдИДдгЕФЬхФкЛЗОГЁЃгЩДЫЃЌФјюбКЯН№гыВЛатИжЕФСЌНгзщКЯгХЛЏСЫЕМЫПЃЌЪЙЪжЪѕИќвзНјааЁЃ
дкФјюбКЯН№гыВЛатИжЕФКИНгЙ§ГЬжаЃЌЦфдкМгШШЛђМгбЙЬѕМўЯТЃЌдзгЛёЕУзуЙЛФмСПЃЌПЫЗўдзгМфЕФНсКЯСІЃЌВњЩњЯрЖдЮЛвЦЃЌДгЖјЪЙВЛЭЌКИМўЕФдзгЯрЛЅРЉЩЂВЂЩјЭИЁЃЭЈЙ§дзгРЉЩЂЃЌКИМўжЎМфаЮГЩЙ§ЖЩЧјЃЌЪЕЯждзгМфЕФНсКЯЃЌДяЕНКИНгЕФФПЕФЁЃдкдзгРЉЩЂаЮГЩЕФЙ§ЖЩЧјжаЃЌгЩFe-Ni-TiШ§дЊЯрЭМПЩжЊЃЌРДздВЛатИжЕФЬњдзгПЩвдаЮГЩДрадЯрFe2TiЁЃШєдіМгФјЛђепюбЕФКЌСПЃЌКЯН№ЕФФ§ЙЬНЋДгNi3TiЯрЛђγЯрПЊЪМЃЌШЭадПЩЕУЕНЬсЩ§ЁЃдйНсКЯЖўдЊКЯН№ЯрЭММЏЗжЮіПЩжЊЃЌжЛгаLiдЊЫиПЩвдВЛгыNiЁЂTiЁЂFeвдМАCrдЊЫиаЮГЩН№ЪєМфЛЏКЯЮяЁЃЖјН№ЪєМфЛЏКЯЮяЛсдьГЩНгЭЗСІбЇадФмВЛОљдШЃЌв§Ц№аЮБфКЭгІСІМЏжаЃЌгеЕМСбЮЦВњЩњЃЌЕМжТНгЭЗадФмНЕЕЭЁЃвђДЫЃЌМгШыжаМфВуФмЙЛИФЩЦКИНгНгЭЗЕФадФмЃЌЕЋВЛФмЭъШЋБмУтН№ЪєМфЛЏКЯЮяЕФВњЩњЁЃ
ФјюбКЯН№гыВЛатИжЕФЮяРэЛЏбЇадФмВЛЭЌЃЌКИНгКѓНгЭЗжааЮГЩДрадН№ЪєМфЛЏКЯЮявдМАСбЮЦЁЂВагргІСІЕШЃЌЕМжТКИКѓВФСЯЕФадФмНЕЕЭЃЌФјюбКЯН№ЕФГЌЕЏадгыаЮзДМЧвфаЇгІИФБфЁЃвђДЫЃЌФјюбКЯН№гыВЛатИжЕФвьжжКИНгДцдкРЇФбЃЌУцСйзХЬєеНЁЃФбЕужївЊМЏжагкСНИіЗНУцЃКвЛЗНУцЃЌЫцзХдЊЫиЕФРЉЩЂЃЌдкКИНгНгЭЗжавзаЮГЩН№ЪєМфЛЏКЯЮяЃЌгШЦфЪЧFe-TiЯрЃЌетЪЧвђЮЊFeКЭTiЕФЛЅШмадгаЯоЁЃДрадН№ЪєМфЛЏКЯЮяЕФаЮГЩЛсдьГЩКИНгНгЭЗЕФРЩьадФмНЕЕЭЃЌгВЖШдіМгЃЌетЪЧСІбЇадФмНЕЕЭЕФжївЊдвђЁЃЮЊМѕЩйДрадН№ЪєМфЛЏКЯЮяЕФаЮГЩЃЌПЩвдВЩгУгХЛЏКИНгЙЄвеВЮЪ§КЭМгШыжаМфВуЕФЗНЗЈЁЃгХЛЏЙЄвеВЮЪ§ПЩвдгАЯьНгЭЗжадЊЫиЕФРЉЩЂЃЌЖјМгШыжаМфВуПЩвдИФБфНгЭЗжаЕФЯрзщГЩЁЃСэвЛЗНУцЃЌСНжжВФСЯЮяРэЛЏбЇаджЪЃЈШчШШЕМТЪЁЂБШШШШнЁЂЯпХђеЭЯЕЪ§ЕШЃЉЕФВювьдьГЩСЫНгЭЗжаСбЮЦЁЂВагргІСІЕШЕФДцдкЁЃЮЊНтОіДЫЮЪЬтЃЌПЩвдВЩгУКИКѓШШДІРэЕФЗНЪНЁЃБШШчЭЫЛ№ДІРэЃЌПЩвдНЕЕЭВагргІСІЃЌЪЙзщжЏОљдШЛЏЁЃ
ФјюбКЯН№гыВЛатИжЕФвьжжКИНггЩгкЖўепдкЮяРэЛЏбЇЬиадЩЯЕФЯджјВювьЃЌШчШШХђеЭЯЕЪ§ЪЇХфЁЂОЇЬхНсЙЙИївьвдМАвБН№ВЛЯрШнЕШЮЪЬтЃЌЕМжТЦфКИНгЙ§ГЬдтгіжюЖрФбЬтЃЌШчКИНгНгЭЗвзВњЩњСбЮЦЁЂЦјПзЁЂДрЛЏЕШШБЯнЃЌКИЗьзщжЏГЩЗжВЛОљдШвдМАСІбЇадФмВЛЮШЖЈЕШЁЃМјгкДЫЃЌБОЮФеыЖдФјюбКЯН№гыВЛатИжвьжжКИНгЕФЯрЙиЗНЗЈНјааСЫЯъОЁЕФзлЪіЃЌЩюШыЦЪЮіСЫКИНгМАКИКѓШШДІРэЙЄвеЖдФјюбКЯН№/ВЛатИж(NiTi/SS)НгЭЗЮЂЙлзщжЏаЮЬЌгыСІбЇадФмБэЯжЕФгАЯьЛњжЦЁЃНјвЛВНЕиЃЌНєУмНсКЯЕБЧАЕФбаОПЬЌЪЦКЭЪЕМЪгІгУашЧѓЃЌЖдИУСьгђЮДРДЕФЗЂеЙзпЯђНјааСЫЧАеАадеЙЭћЃЌжМдкЮЊКѓајЕФЩюШыбаОПЬсЙЉОпгаНЈЩшадКЭжИЕМадЕФВЮПМвРОнЃЌвджњСІЭЛЦЦЯжгаММЪѕЦПОБЃЌЭЦЖЏФјюбКЯН№гыВЛатИжвьжжКИНгММЪѕдкВЛЭЌЙиМќСьгђЕФЙуЗКгІгУгыММЪѕИяаТЁЃ
1ЁЂКИНгЕФНсЙЙБфЛЏКЭКИНгадФм
1.1НсЙЙБфЛЏ
КИНгНгЭЗгЩКИЗьЁЂШлКЯЯпвдМАШШгАЯьЧјЙЙГЩЁЃЦфжаЃЌШлКЯЯпГпДчЮЂаЁЃЌЙЪЖјКИЗьгыШШгАЯьЧјЪмЕНСЫИќЖрЕФЙизЂЁЃдкКИНгНјГЬжаЃЌКИЗьЧјОРњЯШШлЛЏКѓФ§ЙЬЕФЙ§ГЬЃЌЦфФ§ЙЬзщжЏФмЙЛвРОнПьЫйФ§ЙЬРэТлгшвдВћЪЭЁЃИУРэТлЬсГіЃЌКИЗьЧјЕФЮЂЙлНсЙЙЪмЫФИіВЮЪ§ЕїПиЃЌМДЮТЖШЬнЖШ(G)ЁЂЙ§РфЖШЁЂОЇЬхЩњГЄЫйТЪ(R)вдМАКЯН№ГЩЗжЁЃЦфжаЃЌGгыRЕФБШжЕ(G/R)КЭGгыRЕФГЫЛ§(G⋅R)ЗжБ№ЖдОЇСЃЕФаЮУВКЭГпДчЦ№ОіЖЈадзїгУЁЃдкКИНгЙ§ГЬжаЃЌКИНгЙЄвеВЮЪ§ЖдКИЗьЧјЕФЮТЖШЬнЖШЁЂЙ§РфЖШвдМАОЇЬхЩњГЄЫйТЪДцдкгАЯьзїгУЃЌНјЖјЛсЖдКИЗьЧјОЇСЃЕФаЮУВгыГпДчВњЩњзїгУЁЃгыжЎгаЫљЧјБ№ЕФЪЧЃЌШШгАЯьЧјЕФзщжЏаЮУВгыФИВФЕФГѕЪМзДЬЌНєУмЯрЙиЁЃШШгАЯьЧјдкКИНгЪБЮДЗЂЩњШлЛЏЯжЯѓЃЌНіНіОРњСЫЩ§ЮТМАРфШДСНИіЙ§ГЬЃЌвђДЫЦфЛЏбЇГЩЗжВЂЮДЗЂЩњБфЛЏЁЃ
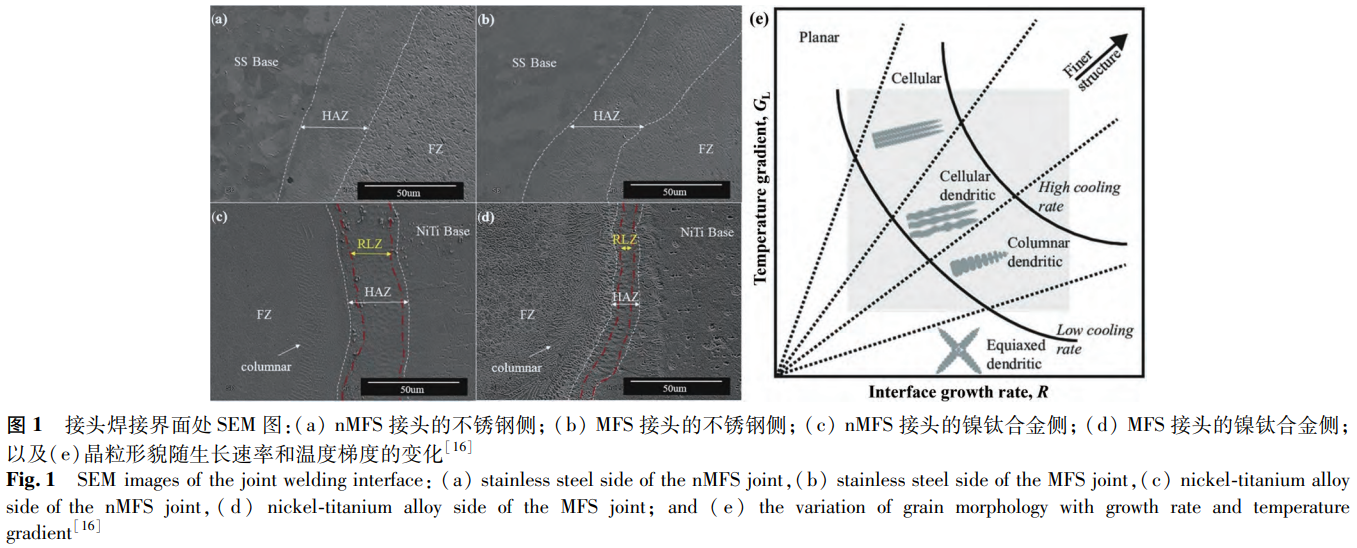
FarhangЕШЪЙгУМЄЙтКИСЌНгФјюбКЯН№гыВЛатИжЃЌЬНОПСЫЭтДХГЁЖдКИНгНгЭЗЕФгАЯьЁЃЦфжаЃЌЮоЭтДХГЁИЈжњЕФКИНгМЧЮЊnMFSЃЌЭтДХГЁИЈжњЕФКИНгМЧЮЊMFSСНжжНгЭЗКИЗьНчУцДІЕФSEMЭМШчЭМ1ЫљЪОЁЃДгЭМ1жаПЩвдЙлВьЕНЃЌдкетСНжжНгЭЗжаОљГіЯжДгШлКЯЧјжааФЯђШШгАЯьЧјЕФОЇЬхаЮЬЌзЊБфЕФЯжЯѓЁЃдкnMFSНгЭЗжаЃЌДгШлКЯЧјжааФжСВЛатИжВрЃЌОЇЬхаЮЬЌГЪЯжГігЩЕШжсОЇСЃЯђжљзДОЇдйЕНЦНУцОЇЕФзЊБфЃЛЖјДгШлКЯЧјжааФжСФјюбКЯН№ВрЃЌОЇЬхаЮЬЌЕФБфЛЏдђЮЊЕШжсОЇСЃЁЂжљзДОЇжБжСАћзДОЇЃЌЧвЦфжажљзДОЇСЃЕФШЁЯђгыРфШДЗНЯђЯрЛЅЦНааЁЃИУбаОПБэУїЃЌетаЉЯрБфааЮЊгыНчУцДІЕФЮТЖШЬнЖШКЭЩњГЄЫйТЪгаЙиЃЌЭМ1eЖдФ§ЙЬЙ§ГЬНјааСЫЙщФЩЁЃОпЬхРДЫЕЃЌдкШлКЯЧјжааФЃЌGжЕНЯЕЭЃЌRжЕНЯИпЃЌДйЪЙжІОЇЩњГЄаЮГЩЕШжсОЇЁЃдкДгШлКЯЧјжааФЯђЛљВФвЦЖЏЕФЙ§ГЬжаЃЌGжЕКЭRжЕИФБфЃЌаЮГЩжљзДЁЂАћзД/ЦНУцНсЙЙЁЃДХГЁЖдЕчзгдЫЖЏЕФгАЯьИФБфСЫЕчзгдкФ§ЙЬКЭЩњГЄЙ§ГЬжаЫљаЏДјЕФФмСПЁЃвђДЫЃЌдкMFSНгЭЗжаЙлВьЕНВЛЭЌгкnMFSНгЭЗЕФФ§ЙЬЯжЯѓЁЃЯрНЯгкnMFSНгЭЗЃЌMFSНгЭЗжаШлКЯЧјжааФаЮГЩНЯЯИЕФЕШжсОЇСЃ(ШчЭМ1aЁЂbЫљЪО)ЃЌетЪЧгЩгкДХГЁНЕЕЭGжЕЕФЭЌЪБдіМгСЫRжЕЁЃЧвШлШкВФСЯЪмЕНТхТззШСІЕФгАЯьЗЂЩња§зЊЃЌЪЙдБОЦНаагкРфШДЗНЯђЕФжљзДОЇСЃ(ЮЛгкДгШлКЯЧјЯђФјюбКЯН№зЊБфДІ)ШЁЯђИФБфЃЌГЪЫцЛњШЁЯђ(МћЭМ1d)ЁЃДЫЭтЃЌДХГЁЪЙЕчзгдЫЖЏЦЋвЦдьГЩЕФШШЪфШыМѕЩйвдМАДХГЁДйНјШлЬхдЫЖЏв§Ц№ЕФРфШДЫйТЪМгПьЙВЭЌЕМжТMFSНгЭЗЕФЗДгІВуЧјИќеЁЃ
1.2КИНгадФм
(1)СІбЇадФм
дкКИНгЙ§ГЬжаЃЌВФСЯЕФСІбЇадФмЛсЪмЕНЯджјгАЯьЁЃЦфжаЃЌКИНгЪБЫљаЮГЩЕФН№ЪєМфЛЏКЯЮяВЛНіЛсдьГЩКИНгВФСЯРЩьадФмЕФЯТНЕЃЌЖјЧвЛсЕМжТЦфгВЖШЕФЬсЩ§ЁЃгыДЫЭЌЪБЃЌКИНгНчУцЕФаЮЬЌЬиеїврЛсЖдКИНгНгЭЗЕФРЩьадФмВњЩњгАЯьЃЌдкећИіКИНгЬхЯЕжаЃЌИївђЫиЯрЛЅЙиСЊЃЌЙВЭЌОіЖЈСЫКИНгНгЭЗзюжеЕФСІбЇадФмБэЯжЁЃЧАЦквВгаВПЗжЯрЙибаОПеыЖдетвЛЗНУцНјааСЫЬНЬжЁЃVannodЕШЬсГіЃЌШлКЯЧјЕФЭызДНчУцФмЙЛЖдКИЗьЕФФјюбКЯН№ВрЦ№ЕНБЃЛЄЙІаЇЃЌжТЪЙСбЮЦВЂЗЧбизХФјюбЛљЬхКЭКИЗьЕФНчУцбгЩьЃЌЖјЪЧдкФјюбЛљЬхФкДЋВЅЁЃ
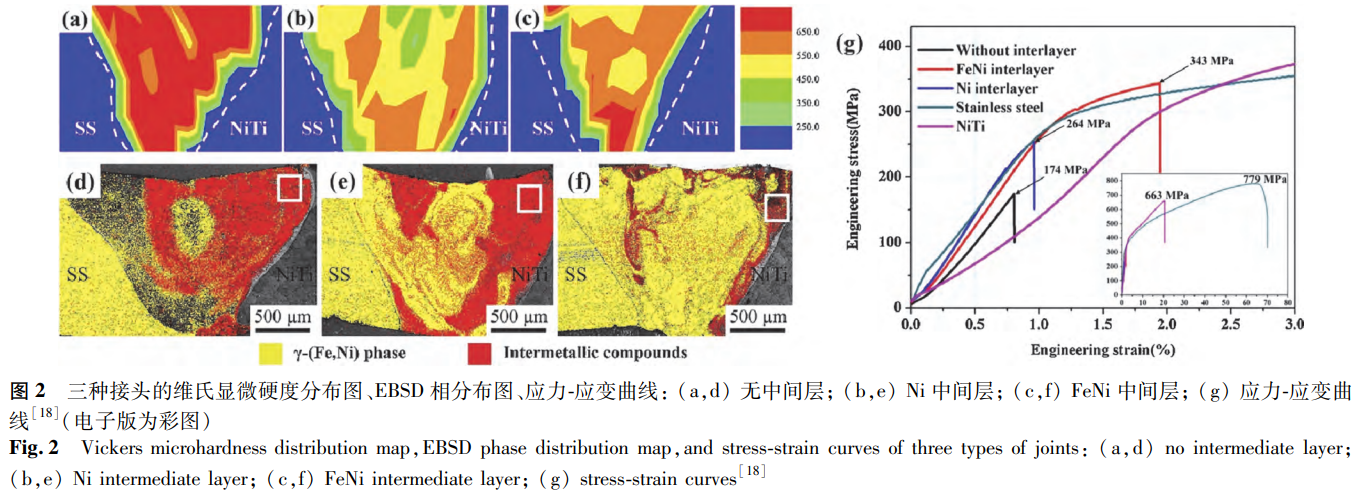
NiuЕШеыЖдЭЈЙ§ецПеЕчзгЪјКИНгаЮГЩЕФШ§жжNiTi/SSНгЭЗПЊеЙСЫЖдБШЦРМлЃЌетШ§жжНгЭЗЗжБ№ЮЊЕчзгЪјЦЋвЦЕНSSВрЧвЮожаМфВуЕФНгЭЗЁЂЬэМгNiжаМфВуЕФНгЭЗвдМАЬэМгFeNiжаМфВуЕФНгЭЗЁЃИїНгЭЗЕФгВЖШЗжВМЧщПіШчЭМ2a-cЫљЪОЃЌгЩЭМ2a-cПЩжЊЃЌКИЗьЧјЕФгВЖШЯджјИпгкСНжжФИВФЁЃетвЛЯжЯѓЕФГЩвђдкгкКИЗьЧјжаДцдкН№ЪєМфЛЏКЯЮявдМАЗЂЩњСЫЙЬШмЧПЛЏзїгУЁЃЭЈЙ§ЖдБШгВЖШЭМгыЯрЗжВМ(МћЭМ2d-f)ЗЂЯжЃЌНгЭЗжаЕФН№ЪєМфЛЏКЯЮяКЌСПдНЖрЃЌЦфгВЖШдНИпЁЃЮЊНјвЛВНЬНОПЖдЦфСІбЇадФмЕФгАЯьЃЌNiuЕШЖдКИНгбљЦЗНјааСЫРЩьВтЪдЃЌНсЙћБэУїFeNiжаМфВуНгЭЗеЙЯжГізюгХЕФРЩьадФмЃЌNiжаМфВуНгЭЗДЮжЎЃЌЖјЮожаМфВуНгЭЗЕФРЩьадФмзюВю(МћЭМ2g)ЁЃНјвЛВНЙлВьЗЂЯжЃЌШ§жжбљЦЗЕФЖЯСбЮЛжУОљДІгкКИЗьЧјФкППНќФјюбКЯН№вЛВрЁЃНшжњЩЈУшЕчзгЯдЮЂОЕ(SEM)КЭЕчзгБГЩЂЩфбмЩф(EBSD)ММЪѕЖдСбЮЦЗжЮіПЩжЊЃЌдкЮожаМфВуНгЭЗжаЃЌН№ЪєМфЛЏКЯЮявдFe2TiзїЮЊжїЯрЃЌNi3TiдђГЪСЌајЭјзДЗжВМгкЦфжаЁЃСбЮЦОЖжБДЉЙ§Н№ЪєМфЛЏКЯЮяНјааРЉеЙЃЌЕБгіЕННЯКёЕФNi3TiЯрЪБЃЌЛсГіЯжЧсЮЂЕФЦЋзЊЯжЯѓЁЃгЩДЫПЩМћЃЌИУЖЯСбНгЭЗГЪЯжГіНтРэЖЯСбЕФЬиеїЁЃдкNiжаМфВуНгЭЗРяЃЌН№ЪєМфЛЏКЯЮявдNi3TiЮЊжїЯрЃЌFe2TiГЪЭјзДЗжВМгкЦфжаЁЃСбЮЦЕФРЉеЙНіНідкFe2TiЯржаЗЂЩњЃЌВЂЧвЛсБЛNi3TiЯрзшЕВЁЃвђДЫЃЌИУНгЭЗЖЯПкБэЯжГібиОЇЖЯСбЕФЬиеїЁЃЖдгкFeNiжаМфВуНгЭЗЖјбдЃЌFe2TiвджљзДжІОЇЕФаЮЬЌЮіГіЃЌNi3TiЗжВМдкЦфжІОЇжЎМфЁЃСбЮЦжївЊГіЯждкFe2TiжІОЇФкВПЃЌВЛЙ§ЛсБЛжІОЇМфЕФNi3TiЯрзшЖЯЁЃетжжИДКЯНсЙЙФмЙЛгааЇЕизшжЙСбЮЦЕФНјвЛВНРЉеЙЃЌЪЙЕУЖЯСбНгЭЗЭЌЪБОпБИНтРэКЭШЭадЖЯСбЕФЬиеїЁЃ
(2)ИЏЪДадФм
NiTi/SSНгЭЗЕУвддкЩњЮявНСЦСьгђгІгУЕФЧАЬсЬѕМўЪЧОпБИСМКУЕФФЭИЏЪДадвдМАЩњЮяЯрШнадЁЃЮЊДЫЃЌЬНОПNiTi/SSНгЭЗЕФФЭИЏЪДадМЋЮЊживЊЁЃZhangЕШбаОПСЫДјЭжаМфВуЕФNiTi/SSНгЭЗдкКЌВЛЭЌЗњЛЏЮяХЈЖШЛђепЕААзжЪХЈЖШЕФШЫЙЄЭйвКжаЕФИЏЪДааЮЊЁЃЫцзХЗњЛЏЮяХЈЖШЕФдіМгЃЌНгЭЗЕФФЭЕчЛЏбЇИЏЪДФмСІНЕЕЭЁЃгыжЎВЛЭЌЃЌЕЭЕААзжЪХЈЖШЪЙНгЭЗЕФФЭЪДадНЕЕЭЃЌЖјИпЕААзжЪХЈЖШПЩвдМѕЧсетжжгАЯьЁЃ
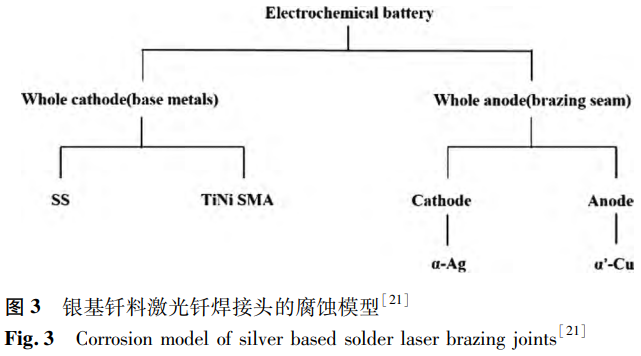
LiЕШбЁгУвјЛљКЯН№зїЮЊЬюГфН№ЪєЃЌЛёЕУМЄЙтЧЅКИNiTi/SSНгЭЗЃЌЬНОПСЫСНжжФИВФЁЂЬюГфН№ЪєвдМАКИНгНгЭЗдкВЛЭЌpHжЕЕФШЫЙЄЭйвКжаЕФИЏЪДааЮЊЁЃЫћУЧЗЂЯжНгЭЗЕФИЏЪДжївЊЗЂЩњдкЧЅКИЗьвдМАЬюГфН№ЪєгыСНжжФИВФЕФНчУцДІЃЌетЪЧвђЮЊЧЅКИЗьЕФЕчМЋЕчЮЛЕЭгкФјюбКЯН№гыВЛатИжЃЌдкШЫЙЄЭйвКжаГЩЮЊдЕчГиЕФбєМЋЪзЯШБЛИЏЪД(МћЭМ3)ЁЃНгЭЗЕФФЭИЏЪДадгыФјюбКЯН№ФИВФЯрНќЃЌгХгкЬюГфН№ЪєЃЌЕЋЕЭгкВЛатИжФИВФЁЃСэвЛЗНУцЃЌШЫЙЄЭйвКЕФpHжЕЛсЖдВФСЯЕФФЭИЏЪДаддьГЩгАЯьЃЌpHжЕдНИпЃЌВФСЯЕФИЏЪДЕчЮЛдНИпЃЌЕчСїУмЖШдНЕЭЃЌФЭИЏЪДаддНКУЁЃ
(3)аЮзДМЧвфаЇгІ
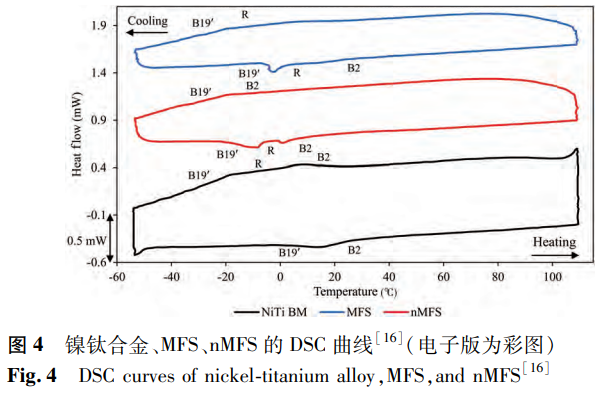
ФјюбКЯН№ЕФаЮзДМЧвфаЇгІдДгкТэЪЯЬхЯрБфЃЌетЪЧИУКЯН№ЕФвЛЯюЙиМќадФмЁЃМЄЙтКИНгЛсжТЪЙКЯН№ЕФЯдЮЂзщжЏЗЂЩњИФБфЃЌНјЖјЖдТэЪЯЬхЯрБфвдМАФцЯрБфЙ§ГЬВњЩњзїгУЃЌЪЙЕУКИНгНгЭЗЕФаЮзДМЧвфаЇгІгаБ№гкФјюбКЯН№ФИВФЃЌетвЛЕудквбгабаОПжагаЫљЬсМАЁЃМјгкДЫЃЌеыЖдКИНгНгЭЗаЮзДМЧвфаЇгІПЊеЙбаОПМЋЮЊБивЊЃЌвђЮЊаЮзДМЧвфКЯН№ЕФЯрБфЬиадЪЧЦРЙРЦфЙІФмЬиадЕФживЊвРОнжЎвЛЁЃFarhangЕШдЫгУВюЪОЩЈУшСПШШЗЈЖдФјюбКЯН№вдМАДцдкЛђВЛДцдкДХГЁЕФNiTi/SSНгЭЗНјааСЫВтЪдЃЌВтЪдНсЙћШчЭМ4ЫљЪОЁЃЦфжаЃЌАТЪЯЬх(B2)ЁЂТэЪЯЬх(B19’)вдМАRЯрЭЈЙ§ЭМжаЕФЗхЮЛЕУвдШЗЖЈЃЌЖјАТЪЯЬхжежЙЮТЖШAiдђБЛгУзїБШНЯВЛЭЌбљЦЗжЎМфзЊБфЮТЖШЕФжИБъЁЃОВтЪдЃЌФјюбКЯН№ЕФАТЪЯЬхжежЙЮТЖШЮЊ24.7ЁцЃЌгыжЎЯрБШЃЌnMFSбљЦЗЕФАТЪЯЬхжежЙЮТЖШНЕЕЭСЫдМ20ЁцЃЌетБэУїnMFSбљЦЗЕФЙІФмЬиадЗЂЩњСЫУїЯдИФБфЁЃЕМжТnMFSбљЦЗзЊБфЮТЖШНЕЕЭЕФвђЫиЪЧЖрЗНУцЕФЃЌАќРЈЦфФкВПДцдкНЯЖрЕФШБЯнЁЂКИНгЙ§ГЬжаРфМгЙЄадФмЕФЯћГ§ЁЂВагргІСІКЭОЇСЃЩњГЄЯжЯѓЕФГіЯжвдМАNi/TiБШЕФЩЯЩ§ЕШЁЃШЛЖјЃЌMFSбљЦЗЕФАТЪЯЬхжежЙЮТЖШЮЊ24.1ЁцЃЌЛљБОБЃГжСЫФјюбКЯН№ЛљВФЕФзЊБфЮТЖШЫЎЦНЃЌетвтЮЖзХФјюбКЯН№ЕФЙІФмЬиаддкMFSбљЦЗжаЕУЕНСЫгааЇЕФБЃСєЁЃ
2ЁЂКИНгММЪѕ
вРОнКИНгЙ§ГЬЫљГЪЯжГіЕФЬиадЃЌКИНгПЩБЛЛЎЗжЮЊШ§ДѓРрБ№ЃЌМДШлКИЁЂбЙКИгыЧЅКИЃЌЦфЯргІЕФНсЙЙМђЭМШчЭМ5ЫљЪОЁЃШлКИЪЧжИдкЮобЙСІЕФЧщПіЯТЖдФИВФНјааМгШШЃЌЪЙЦфШлЛЏВЂЯрЛЅЛьКЯЃЌдкРфШДКѓаЮГЩКИЗьЁЃыВЛЁКИЁЂЕчзгЪјКИЁЂМЄЙтКИЕШОљЪєгкШлКИЁЃбЙКИдкКИНгЙ§ГЬжаБиаыЖдФИВФЪЉМгбЙСІЃЌЕЋЖдМгШШУЛгавЊЧѓЁЃЫќЪЧвЛжжЪЙВФСЯдкЙЬЬЌЯТЪЕЯждзгМфНсКЯЖјЪЕЯжСЌНгЕФКИНгЗНЗЈЁЃбЙКИПЩЗжЮЊЖржжРраЭЃЌШчЕчзшКИЁЂФІВСКИЁЂГЌЩљВЈКИЕШЁЃЧЅКИЪЧжИЭЈЙ§МгШШЪЙКИВФжЎМфЕФЬюГфН№ЪєШлЛЏЃЌвКЬЌЧЅСЯгыЙЬЬЌКИВФЯрЛЅРЉЩЂЃЌРфФ§КѓаЮГЩНгЭЗЕФЗНЗЈЁЃФПЧАЃЌеыЖдФјюбКЯН№гыВЛатИжЕФКИНгбаОПЖрОлНЙгкМЄЙтКИНгСьгђЁЃжївЊЕУвцгкМЄЙтКИНгОпБИШШЪфШыСПЕЭЁЂФмСПУмЖШИпвдМАШлКЯЧјгыШШгАЯьЧјЗЖЮЇаЁЕШЯджјгХЪЦЁЃ
2.1МЄЙтКИ
МЄЙтКИНгОпгаШШЪфШыЕЭЁЂФмСПУмЖШИпЁЂШлКЯЧјКЭШШгАЯьЧјаЁЕШгХЕуЃЌдкФјюбКЯН№гыВЛатИжЕФСЌНгжаОГЃЪЙгУЁЃеХЖЌФнЕШЭЈЙ§МЄЙтДюНгКИНгФјюбКЯН№гыВЛатИжЃЌКИНгЙ§ГЬжаШлГиФкдЊЫиНјааЧЈвЦКЭРЉЩЂЃЌдьГЩКИЗьжаДцдквдFe-TiЁЂFe-NiЮЊжїЕФЛЏКЯЮяЁЃИУбаОПВЩгУMaterialStudio-CASTEPЖдН№ЪєМфЛЏКЯЮяНјааФЃФтКЭМЦЫуЃЌЕУвдДгЛЏКЯЮяаджЪНЧЖШНтЪЭЦфЖдКИНгНгЭЗЕФгАЯьЁЃгЩЕквЛаддРэМЦЫуНсЙћПЩжЊЃЌFeTiДІгкЗбУзФмМЖДІЕФФмСПжЕзюЕЭЃЌFe2TiОпгаЯрЖдНЯИпЕФЕТАнЮТЖШЃЌетЫЕУїЫќУЧЕФЮШЖЈадНЯКУЁЃFe2TiЁЂFeTiОпгаНЯЕЭЕФВДЫЩБШЁЂНЯИпЕФМєЧаФЃСПКЭkжЕ(МєЧаФЃСП/ЬхФЃСП)ЃЌжЄУїЦфЮЊгВДрЯрЁЃNiTi/SsНгЭЗжаОљдШЗжВМЕФFe2TiЁЂFeTiгВДрЯрдьГЩНгЭЗСІбЇадФмВЛОљдШЃЌв§Ц№аЮБфКЭгІСІМЏжаЃЌгеЕМСбЮЦВњЩњЁЃ
МЄЙтКИЕФИїЯюЙЄвеВЮЪ§ЃЌШчМЄЙтВЈаЮЁЂЙІТЪЁЂКИНгЫйЖШЁЂНЙЕуДѓаЁМАЦфЮЛжУЁЂБЃЛЄЦјЬхСїСПЕШЃЌОљЛсЖдКИНгНгЭЗЕФжЪСПВњЩњжиДѓгАЯьЁЃР§ШчЃЌHahnlenЕШЭЈЙ§діМгТіГхФмСПЗЂЯжЦфЛсв§Ц№NiTi/SSЙмВФНгЭЗЕФЪмгАЯьЧјгђПэЖШдіМгЃЌЕЋЖдШлЩюЕФгАЯьВЛУїЯдЁЃParimanikЕШЭЈЙ§аЇгУИХФюКЭЬяПкЗЈгХЛЏКИНгNiTi/SSНгЭЗЕФВЮЪ§зщКЯЃЌЗЂЯжЧАепИќМггХвьЁЃВЂЧвдкМЄЙтЙІТЪЮЊ300WЁЂЩЈУшЫйЖШЮЊ5mm/sЁЂНЙЕуЮЛжУЮЊ0mmЪБЃЌНгЭЗЕФЯдЮЂгВЖШзюКУЁЃНЙЕуЮЛжУгЩ0mmИФБфЮЊ0.5mmЪБЃЌНгЭЗЛёЕУзюИпРЩьЧПЖШЁЃ
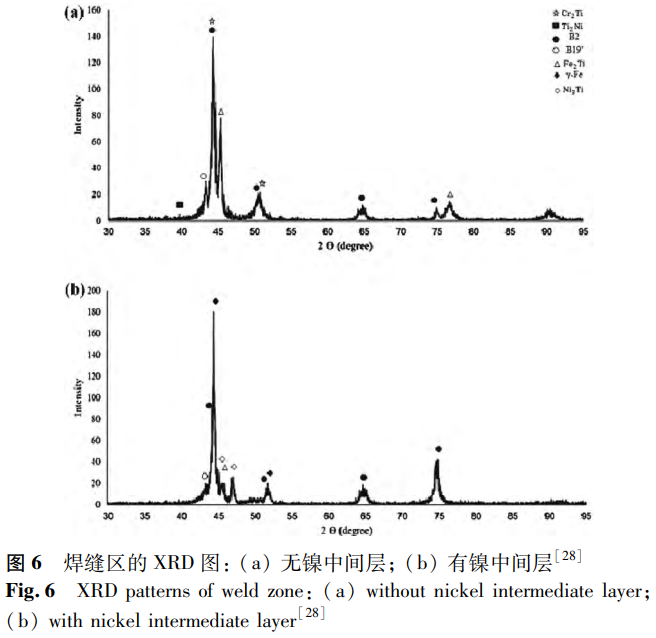
ДЫЭтЃЌЬэМгжаМфВувВЪЧПижЦFe-TiЕШН№ЪєМфЛЏКЯЮяаЮГЩЕФгааЇЗНЗЈЃЌФмЙЛИФЩЦНгЭЗадФмЁЃР§ШчЃЌдкжБНгКИНгЕФTC4/SSНгЭЗжаЛсВњЩњДѓСПFe-TiЕШН№ЪєМфЛЏКЯЮяЁЃLiuЕШВЩгУИДКЯжаМфВужЦБИTC4/SSНгЭЗЃЌЗЂЯжФмЙЛЗРжЙFe-TiДрадЯрЕФВњЩњЃЌПЩвддкКмДѓГЬЖШЩЯгХЛЏНгЭЗЕФСІбЇадФмЃЌОпгаживЊЕФбаОПМлжЕЁЃдкФјюбКЯН№гыВЛатИжвьжжКИНгЗНУцЃЌAsadiЕШбаОПСЫФјжаМфВуЖдМЄЙтКИНгНгЭЗЕФгАЯьЁЃЭЈЙ§xЩфЯпбмЩф(XRD)ЗжЮіПЩжЊ(МћЭМ6)ЃЌЬэМгФјЗлКѓКИЗьЕФFe2TiГѕЩњЯрзЊБфЮЊNi3TiГѕЩњЯрЃЌγЯрКЭNi3TiЯрКЌСПдіМгЃЌДрадН№ЪєМфЛЏКЯЮяКЌСПМѕЩйЁЃетЪЧвђЮЊКИЗьжаЙ§СПЕФФјЛсдьГЩTiЁЂFeКЭCrЕФМѕЩйЃЌВЂЧвФјЪЧАТЪЯЬхаЮГЩдЊЫиКЭγЯрЮШЖЈМСЃЌДйНјСЫγ-FeЕФаЮГЩЁЃLiЕШЩюШыбаОПСЫФјжаМфВуКёЖШЖдКИНгНгЭЗВњЩњЕФгАЯьЁЃбаОПБэУїЃЌЫцзХФјВуКёЖШж№ВНЕндіЃЌНгЭЗФкЕФФјКЌСПЯргІЩЯЩ§ЃЌДрадН№ЪєМфЛЏКЯЮяМѕЩйЃЌНјЖјЪЙЕУНгЭЗадФмЕУвдЬсЩ§ЁЃЕБФјжаМфВуЕФКёЖШдіГЄжС50μmЪБЃЌНгЭЗЕФПЙРЧПЖШвдМАЖЯСбЩьГЄТЪДяЕНзюДѓжЕЃЌЗжБ№ЮЊ372MPaКЭ4.4%ЁЃШЛЖјЃЌЬШШєФјжаМфВуКёЖШМЬајдіМгЃЌНгЭЗФкВПЛсаЮГЩИќЖрЕФNi3TiЯрЃЌЭЌЪБЛсВњЩњЦјПзгыЫѕПзЕШШБЯнЃЌзюжежТЪЙНгЭЗадФмЯТНЕЁЃетвЛбаОПНсЙћгыжмКЃПэЕШЕШЕУГіЕФНсТлЯрЛЅЮЧКЯЁЂБЃГжвЛжТЁЃвђДЫЃЌЮЊЛёЕУадФмгХвьЕФКИНгНгЭЗЃЌашвЊбЁдёКЯЪЪЕФжаМфВуКёЖШЃЌМДКИЗьГЩЗжЁЃДЫКѓЃЌLiЕШбаОПСЫЭжаМфВуЁЂюмжаМфВуЁЂ38Zn-61CuжаМфВуЖдNiTi/SSНгЭЗЕФгАЯьЃЌВЂдк38Zn-61CuжаМфВуЕФбаОПжадіМгМЄЙтЦЋвЦММЪѕЃЌдкНгЭЗДІаЮГЩШ§ИіЧјгђЃЌМДSSВрШлКЯЧјЁЂЮДШлЛЏSSвдМАNiTi/38Zn-61Cu/SSаЮГЩЕФРЉЩЂКИЗьЁЃдкетаЉбаОПжаЙлВьЕНРрЫЦЕФЯжЯѓЃЌМДЭЈЙ§вжжЦДрадН№ЪєМфЛЏКЯЮяЕФаЮГЩРДИФЩЦНгЭЗЕФСІбЇадФмЁЃЭЌЪБЃЌЭжаМфВуЕФЪЙгУЛЙПЩвдЯћГ§ШШгІСІВњЩњЕФСбЮЦЃЌЕЋЭжаМфВуЙ§КёЛсаЮГЩИЛЭЧђЃЌЦфгыжмЮЇЛљЬхЕФНсКЯЯрЖдНЯШѕЃЌгаРћгкСбЮЦаЮКЫКЭРЉеЙЁЃ
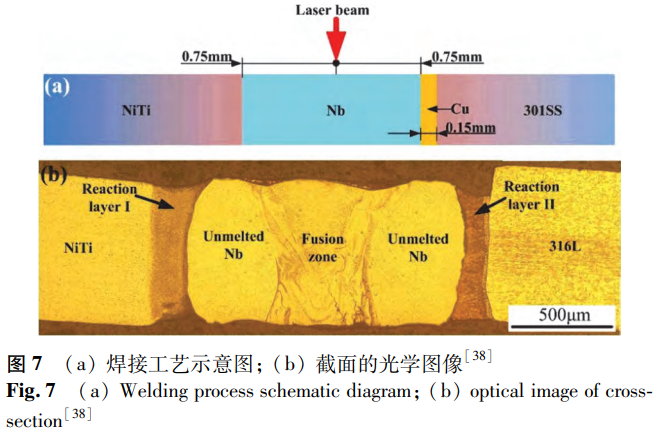
баОПепУЧЖдЦфЫћжжРрЕФжаМфВувВНјааЫГЂЪдЃЌБШШчTaжаМфВуЁЂCoCrFeNiMnИпьиКЯН№жаМфВуЁЂвјЛљжаМфВуЕШЁЃNgЕШбаОПСЫTaжаМфВуМАЦфКёЖШЖдКИНгНгЭЗЕФгАЯьЁЃTaдЊЫиВЛгыTiаЮГЩН№ЪєМфЛЏКЯЮяЃЌЫцзХTaжаМфВуЕФМгШыЃЌНгЭЗжааЮГЩTaCr2ЯрКЭNi3TaЯрЃЌвжжЦСЫCr2TiЁЂFeTiЕШДрадН№ЪєМфЛЏКЯЮяЕФаЮГЩЁЃЕБTaжаМфВуКёЖШЮЊ50μmЪБЃЌНгЭЗЕФРЩьадФмзюКУЁЃдкЕЅвЛжаМфВуЕФЛљДЁЩЯЃЌЖрВужаМфВуЕФЪЙгУвВБЛПМТЧЁЃGaoЕШЬсГіСЫNb/CuЖрВужаМфВуМЄЙтКИНгЗЈЃЌЕУЕНСЫгЩШ§ИівБН№СЌНгЧјзщГЩЕФНгЭЗ(МћЭМ7)ЃЌМДЛљгкШлКИЛњРэЕФШлЛЏЧјЁЂЛљгкNbКЭNiTiЙВОЇЗДгІЕФЗДгІВуЂёЁЂЛљгкЧЅКИЛњРэЕФЗДгІВуЂђЁЃИУНгЭЗжаЮоFe-TiЁЂNiyTi3Н№ЪєМфЛЏКЯЮяДцдкЃЌжЛдкЗДгІВуIIжагаЩйСПFe7Nb6Н№ЪєМфЛЏКЯЮяаЮГЩЁЃвђДЫЃЌМгШыжаМфВуПЩвдЪЙКИНгНгЭЗЕФадФмЕУЕНИФЩЦЃЌЕЋВЛФмЭъШЋБмУтН№ЪєМфЛЏКЯЮяЕФВњЩњЁЃ
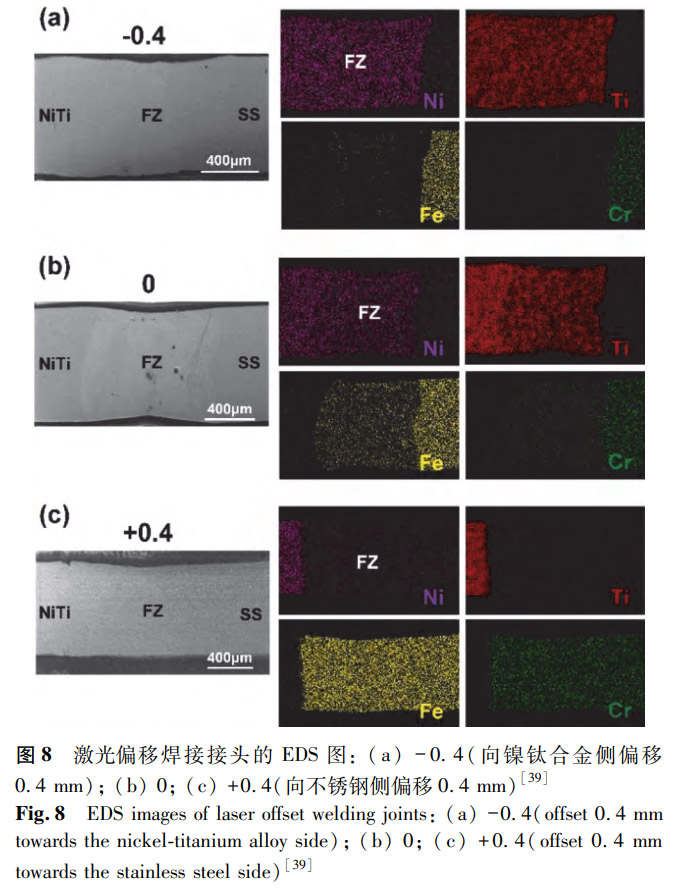
ZhangЕШЖдМЄЙтЦЋвЦКИНгММЪѕНјааСЫбаОПЁЃМЄЙтЦЋвЦПЩвдгАЯьдЊЫиРЉЩЂЃЌИФБфКИЗьжаЕФдЊЫиКЌСПЁЃШчЭМ8ЫљЪОЃЌ+0.4(ЯђВЛатИжВрЦЋвЦ0.4mm)НгЭЗЕФКИЗьжажївЊЮЊFeКЭCrдЊЫиЃЌNiКЭTiдЊЫиЕФКЌСПКмЩйЁЃFe-TiН№ЪєМфЛЏКЯЮяБЛШЯЮЊЪЧЯїШѕNiTi/SSНгЭЗжЪСПЕФжївЊвђЫиЁЃвђДЫЃЌ+0.4(ЯђВЛатИжВрЦЋвЦ0.4mm)НгЭЗжаTiдЊЫиЕФМѕЩйЪЙДрадН№ЪєМфЛЏКЯЮяМѕЩйЃЌДгЖјЕМжТНгЭЗгВЖШЕФЯджјНЕЕЭвдМАРЩьадФмЕФИФЩЦЁЃРрЫЦЕиЃЌShamsolhodaeiЕШЭЈЙ§МЄЙтЦЋвЦКИНгЗНЗЈЖдГЌЕЏадФјюбКЯН№ЫПгыВЛатИжЫПНјааСЌНгЃЌЗЂЯжМЄЙтЦЋвЦИФБфСЫНгЭЗКИНгЧјЕФдЊЫиЗжВМЃЌЬсЩ§СЫНгЭЗадФмЁЃ
FarhangЕШдкбаОПжав§ШыЭтДХГЁЃЌЯджјИФЩЦСЫНгЭЗЕФадФмЃЌОпЬхБэЯжЮЊгВЖШНЕЕЭЃЌЖјПЙРЧПЖШгыЩьГЄТЪЕУвдДѓЗљЬсЩ§ЃЌЦфжаПЙРЧПЖШДг338MPaЬсИпЕН431MPaЃЌЩьГЄТЪДг0.56%діМгжС1.33%ЁЃTanrikuluЕШвВЬНЫїСЫДХГЁЖдМЄЙтКИНгNiTi/SSНгЭЗЕФгАЯьЁЃДХГЁЕФМгШыВЛНіЖдНгЭЗЕФЮЂЙлНсЙЙгаЯджјгАЯьЃЌЖјЧвФмЙЛв§Ц№ШлГиМИКЮаЮзДЕФИФБфЃЌЪЙnMFSНгЭЗжаЕфаЭЕФVаЭШлГизЊБфЮЊMFSНгЭЗжаЕФUаЭШлГиЁЃжЕЕУзЂвтЕФЪЧЃЌMFSНгЭЗОпгагХвьЕФПЙРЧПЖШ(452.54MPa)ЃЌБШnMFSНгЭЗЬсИпСЫдМ30%ЁЃетжївЊЪЧгЩгкДХГЁЯћГ§СЫН№ЪєМфЛЏКЯЮяЃЌВЂдкНчУцДІЛёЕУСЫАћзДОЇСЃЁЃ
ДЫЭтЃЌLüЕШЯШЭЈЙ§ыВЛЁКИСЌНгФјюбКЯН№ЫПДиЃЌдйНЋЦфгыВЛатИжЙмОМЄЙтКИНјааСЌНгЁЃЫћУЧЗЂЯжЃЌФјюбКЯН№гыВЛатИждкШлКЯБпНчИННќУЛгаЗЂЩњЛьКЯЃЌЖјЪЧдкЖЬОрРыФкЗЂЩњЯрЛЅРЉЩЂЃЌЮіГіNi3TiЁЂ(Fe,Ni)TiЕШН№ЪєМфЛЏКЯЮяЁЃСэЭтЃЌФјюбКЯН№ЕФыВЛЁКИКИЗьжаДцдкЗжЩЂЗжВМЕФTiCЛЏКЯЮяЃЌЦфКЌСПдкФјюбКЯН№гыВЛатИжЕФШлКЯБпНчИННќУїЯдМѕЩйЁЃ
дкКИНгЙ§ГЬжаЃЌдЫгУЖЅЖЭСІФмЙЛгааЇЬсЩ§НгЭЗЕФадФмБэЯжЁЃОпЬхРДЫЕЃЌЕБдкВЛатИжВрЪЉМгЖЅЖЭСІЪБЃЌВПЗжвКЬЌН№ЪєЛсБЛМЗГіЃЌЭЈЙ§ИУЙ§ГЬБуПЩЛёЕУНЯеЕФКИЗьПэЖШЃЌЭЌЪБМѕЩйКИЗьЧјЯТЫњШБЯнЕФГіЯжЃЌВЂЪЙНгЭЗОпБИИќЮЊСМКУЕФРЩьадФмЁЃгыЮДЪЉМгЖЅЖЭСІЕФНгЭЗЯрБШЃЌЦфПЙРЧПЖШФмЙЛЬсИп50%вдЩЯЁЃ
2.2ыВЛЁКИ
ЮйМЋыВЛЁКИПЩбЁдёжБСїЕчСїЛђепТіГхЕчСїСНжжЗНЪНЁЃСНепЯрБШЃЌТіГхЮйМЋыВЛЁКИЕчЛЁЮШЖЈЃЌШШЪфШыаЁЃЌгаРћгкЯИЛЏОЇСЃЁЂМѕЩйЦјПзЁЂМѕаЁКИМўБфаЮЁЂНЕЕЭКИНггІСІЁЂИФЩЦНгЭЗСІбЇадФмЁЃЮйМЋыВЛЁКИЕФЙЄвеВЮЪ§жївЊАќРЈКИНгЕчСїЁЂЕчЛЁЕчбЙЁЂКИНгЫйЖШЁЂБЃЛЄЦјЬхСїСПЕШЁЃЖдгкNiTi/SSНгЭЗЃЌбЁдёКЯЪЪЕФКИНгЙЄвеВЮЪ§ПЩвдПижЦКИНгжЪСПЃЌМѕаЁКИНгБфаЮЁЃР§ШчЃЌКИНгЕчСїЕФИФБфЛсв§Ц№ШШЪфШыСПБфЛЏЃЌЦфЙ§ДѓЛђЙ§аЁЖМЛсЖдКИНгжЪСПВњЩњжБНггАЯьЁЃШєКИНгЕчСїЙ§ДѓЃЌШнвзЗЂЩњЩеДЉЁЂБГУцЯТЯнЙ§ЖрЁЂвЇБпЁЂАМПгЕШШБЯнЁЃШєКИНгЕчСїЙ§аЁЃЌдђЛсВњЩњЮДКИЭИЁЂЮДШлКЯЕШШБЯнЁЃвђДЫЃЌгІИљОнКИМўГпДчЁЂКИЗьЮЛжУЕШвђЫиећЬхПМТЧЃЌбЁдёКЯЪЪЕФКИНгЕчСїЁЃбаОПЛЙЗЂЯжЃЌЕчЛЁЕчбЙгыЕчЛЁГЄЖШдквЛЖЈЗЖЮЇФкЪЧе§БШР§КЏЪ§ЙиЯЕЁЃШєЕчЛЁЕчбЙЙ§ИпЃЌЛсВњЩњЦјПзЁЂШлЩюЖЬЁЂвЇБпЁЂМадќЕШШБЯнЁЃ
Г§СЫбЁдёКЯЪЪЕФКИНгЙЄвеВЮЪ§ЭтЃЌЛЙПЩвдЭЈЙ§МгШыжаМфВуЕФЗНЗЈРДИФЩЦКИНгжЪСПЁЃOliveiraЕШвдФјюбКЯН№КЭInconel625ЮЊЬюГфВФСЯЃЌЬНОПСЫВЛЭЌЬюСЯвдМАШШДІРэЖдыВЛЁКИКИНгНгЭЗЕФгАЯьЁЃдкНгЭЗжаЙлВьЕНЭЈЙ§ЭтбгФ§ЙЬаЮГЩЕФжІОЇЃЌжІОЇЕФЩњГЄЕМжТжІОЇМфПеЯЖжаДцдкШмжЪХХГтЃЌВЂПЩФмаЮГЩН№ЪєМфЛЏКЯЮяЃЌвђДЫЃЌСбЮЦжївЊбизХжІОЇМфЧјгђаЮГЩЁЃЮоађОЇИёМѕЛКСЫЮЛДэЕФЧЈвЦТЪКЭдзгРЉЩЂЙ§ГЬЃЌЕМжТНсЙЙжаФкгІСІЕФаЮГЩЃЌЬсЩ§СЫЦфгВЖШКЭДрадЁЃЯрБШгкФјюбКЯН№ЬюСЯЃЌЪЙгУInconel625ЬюСЯЕФНгЭЗЭЈГЃОпгаНЯИпЕФПЙРЧПЖШЃЌзюМбПЩДяЕН286MPaЁЃЖдгкЮДОКИКѓШШДІРэЕФбљЦЗЃЌдкКИЗьКЭФИВФжЎМфЕФШлКЯЯпДІаЮГЩСЫЧхЮњНчУцЧјгђЃЌМДВПЗжЯЁЪЭЧј(МћЭМ9)ЃЌИУЧјгђЛсЮіГіН№ЪєМфЛЏКЯЮяЁЃдкНјааШШДІРэжЎКѓЃЌКИНгНгЭЗжаВЛДцдкВПЗжЯЁЪЭЧјЁЃЧвКИКѓШШДІРэМѕаЁСЫНгЭЗжаЕФВагргІСІЃЌЪЙНгЭЗОпгаИќИпЕФСІбЇадФмЁЃ
2.3ЕчзгЪјКИ
ЕчзгЪјКИНгЪЧжИгУИпФмЕчзгЪјКфЛїКИМўНгЭЗДІЕФН№ЪєЃЌЪЙЦфШлЛЏЖјДяЕНСЌНгФПЕФЕФММЪѕЁЃдкКИНгЙ§ГЬжаЃЌИпФмСПУмЖШЕФЕчзгЪјзВЛїН№ЪєЙЄМўФмЙЛВњЩњЩюЖјеЕФПзЧЛЃЌИУПзЧЛБЛГЦЮЊ“ГзПз”ЁЃгЩгк“ГзПз”аЇгІЃЌЕчзгЪјКИФмЙЛЪЙКИНгШШСПДЋЕнЕНЙЄМўФкВПЃЌЪЕЯжЩюПэБШДѓЁЂБфаЮаЁЁЂШБЯнЩйЕФКИНгаЇЙћЁЃецПеЕчзгЪјКИНгжаЕФецПеЬѕМўПЩвдЗРжЙЕчзгЪјЕФКФЩЂЃЌЪЙOЁЂNЁЂHЕШгаКІдЊЫидЖРыКИЗьЃЌДгЖјБмУтЦјПзЕФВњЩњКЭСІбЇадФмЕФНЕЕЭЁЃHellbergЕШЭЈЙ§ЮЂЕчзгЪјКИЛёЕУБэУцКЭНиУцЩЯВЛДцдкШЮКЮСбЮЦЕФNiTi/SSНгЭЗЁЃгЩгкОЋШЗЕФЪјЖдзМКЭПьйЕФЪјЦЋзЊЃЌПЩвдОЋШЗПижЦКИЗьжаЕФГЩЗжКЭЯ∈ЭГЬЖШЃЌДгЖјЯджјМѕЩйН№ЪєМфЯрЕФБШР§ЁЃЬиБ№ЕиЃЌИљОнФмЦзЗжЮіНсЙћПЩжЊЃЌдкНгЭЗШлКЯЧјжаЫљгаЬНВтдЊЫиОљдШЛьКЯЃЌЕЋДцдкР§ЭтЃЌМДдкКИЗьжаВПNiдЊЫиКЭTiдЊЫиЕФВПЗжИЛМЏЁЃетПЩФмЪЧвђЮЊКИЗьжаВПЪЧКИНгЩюЖШзюИпЕФЧјгђЃЌЕЅЮЛЬхЛ§ШШСПзюЕЭЃЌ“ГзПз”жмЮЇЕФЖдСїСїЖЏКЭТэРМИъФсСїОљВЛУїЯдЃЌгАЯьдЊЫиЕФЛьКЯЁЃNiuЕШдкШ§жжВЛЭЌЬѕМўЯТЭЈЙ§ецПеЕчзгЪјКИНгСЌНгФјюбКЯН№гыВЛатИжЃЌЖдШ§жжНгЭЗЕФЮЂЙлзщжЏКЭСІбЇадФмНјааЖдБШЗжЮіЁЃ
2.4ЕчзшКИ
ЕчзшКИЪЧдкМгбЙЕФЬѕМўЯТЃЌвдЕчСїЭЈЙ§КИНгВФСЯМАНгДЅДІВњЩњЕФЕчзшШШЮЊШШдДНјааКИНгЕФЗНЗЈЁЃLiЕШЬНОПСЫКИНгЕчСївдМАКИКѓРфАЮЖдКИНгНгЭЗЕФгАЯьЁЃКИНгЕчСїЕФдіДѓЪЙКИЗьБфПэЃЌ40AНгЭЗЕФКИЗьНігЩ10μmЕФЗДгІВузщГЩЃЌЖј45AНгЭЗЕФКИЗьМгПэжС40μmЃЌГ§ЗДгІВуЭтЛЙаЮГЩСЫNiTiШлЛЏЧјЁЃгЩгк45AНгЭЗжаFe2TiвдМАЙВОЇЕФеМБШдіМгЃЌЦфгВЖШЯрЖдгк40AНгЭЗгаЫљЬсИпЁЃдйФ§ЙЬЕФОЇНчКЭШлЛЏЧјЕФЙВОЇзшАСЫОЇСЃМфЕФБфаЮХфКЯЃЌЕМжТОжВПДрЛЏЯжЯѓЃЌНјЖјЪЙ45AНгЭЗЕФгВЖШдкОжВПЧјгђЯджјдіМгЁЃЭЌЪБОжВПДрЛЏЪЙ45AНгЭЗдкДяЕНгІСІЦНЬЈзюДѓгІБфжЎЧАЗЂЩњЖЯСбЃЌЕМжТЦфПЙРадФмЖёЛЏЃЌЕЭгк40AНгЭЗЕФПЙРадФм(440MPaКЭ7.9%)ЁЃКИКѓРфАЮЪЙвђОЇСЃДжЛЏЖјШэЛЏЕФШШгАЯьЧјЕУЕНВПЗжЛжИДЃЌЧвРфАЮКѓЕФЪеЫѕЪЙЭтВПВЛатИжЙмИќМгНєУмЕиЙЬЖЈаОЯпЃЌСНепЙВЭЌзїгУНЋНгЭЗЕФПЙРЧПЖШЬсИпЕН830MPaЁЃ
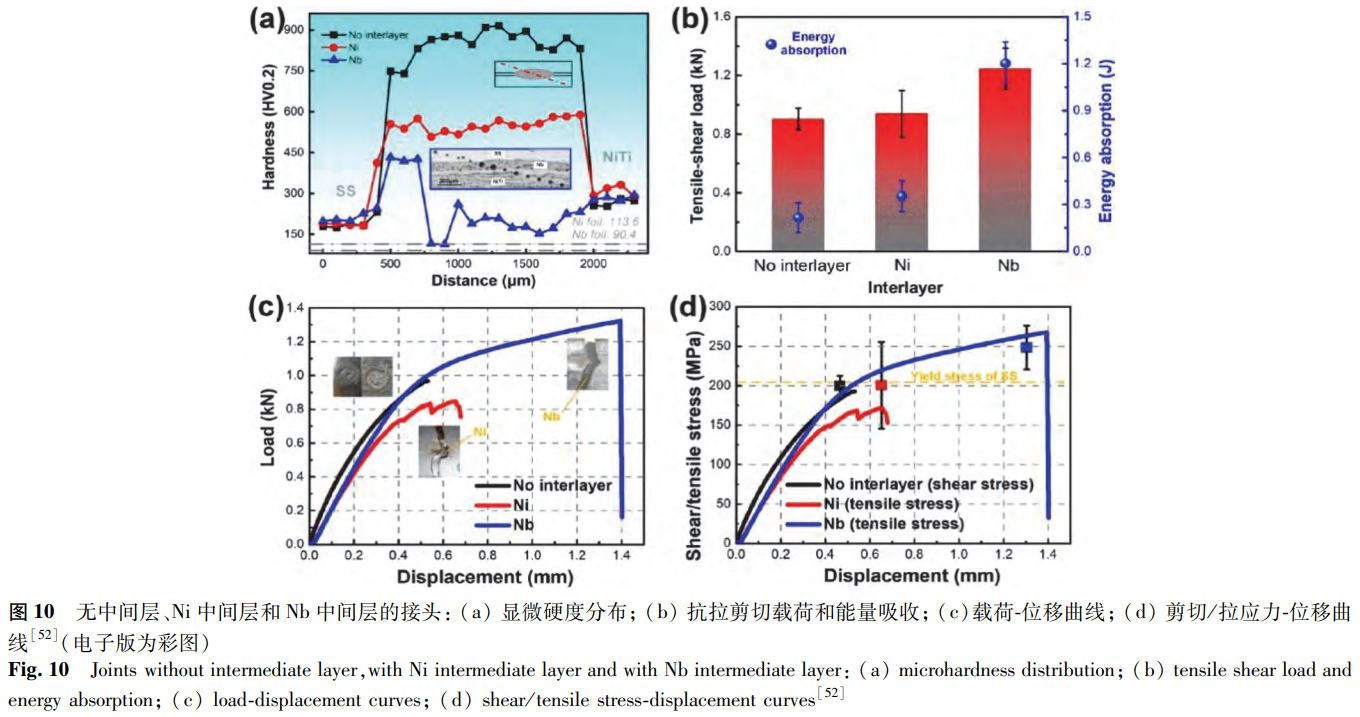
ЭЈЙ§ЬцЛЛгаКІЯрКЭЯожЦЛьКЯетСНжжЗНЗЈПЩвдПижЦКИНгНгЭЗжаЕФН№ЪєМфЛЏКЯЮяЁЃЮЊДЫЃЌZhangЕШбЁдёСЫЕЭШлЕуNiКЭИпШлЕуNbзїЮЊжаМфВуЁЃдкNiжаМфВуНгЭЗжаЃЌЫцзХДрадFe2TiЯрЕФЬцЛЛЃЌвдNi3TiЮЊжїЕФКИЗьОпгаИќКУЕФбгеЙадЁЃЕЋФјЕФеєЗЂЛсЕМжТДѓЦјПзЁЂЫѕПзЁЂСбЮЦЕФВњЩњЃЌЪЙгааЇСЌНгУцЛ§МѕаЁЃЌдьГЩНгЭЗЧПЖШНЕЕЭЁЃдкNbжаМфВуНгЭЗжаЃЌШлКЯЧјБЛЮДШлШкЕФNbЗжРыЃЌетвжжЦСЫВЛЭЌШлШкН№ЪєМфЕФЛьКЯЃЌВЂдкНчУцДІаЮГЩЕЭДрадЕФКЌюъЙВОЇНсЙЙЁЃИУНгЭЗЧПЖШдкЖЯСбдиКЩЗНУцЬсИпСЫ38%ЃЌдкФмСПЮќЪеЗНУцЯджјЬсИпСЫ460%ЃЌШчЭМ10ЫљЪОЁЃгЩДЫПЩжЊЃЌИпШлЕужаМфВуОпгаЪЕЯжПЩППNiTi/SSЕчзшЕуКИНгЭЗЕФОоДѓЧБСІЁЃ
2.5ФІВСКИ
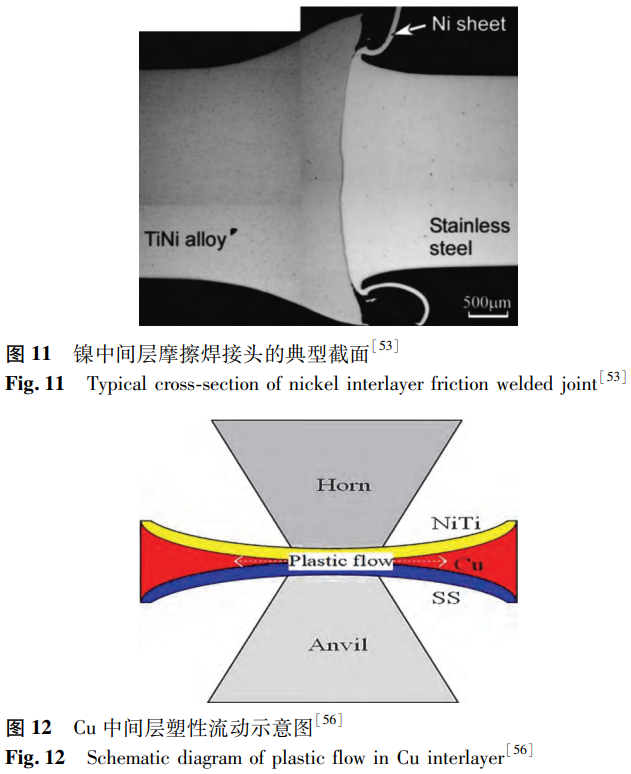
ФІВСКИЪЧдкбЙСІзїгУЯТЃЌвдКИНгВФСЯНгДЅУцФІВСВњЩњЕФШШСПЮЊШШдДЃЌЭЈЙ§НчУцЗжзгРЉЩЂКЭдйНсОЇЪЕЯжКИНгЕФЗНЗЈЁЃFukumotoЕШЭЈЙ§ИФБфзЊЫйКЭа§зЊЪБМфРДПижЦШШЪфШыЃЌЬНЬжСЫФјжаМфВуЖдФІВСКИNiTi/SSНгЭЗ(МћЭМ11)ЕФгАЯьЁЃЮожаМфВуНгЭЗЕФКИНгНчУцДІДцдкДѓСПЕФДрадЯрFe2TiЃЌЪЙНгЭЗЕФзюДѓЧПЖШНіЮЊ200MPaЁЃФјжаМфВувжжЦСЫДрадН№ЪєМфЛЏКЯЮяFe2TiЕФаЮГЩЁЃФјжаМфВуНгЭЗЕФNi/SSНчУцДІМИКѕЮоН№ЪєМфЯраЮГЩЃЌNiTi/NiНчУцДІаЮГЩЗДгІВуNi3TiЃЌNi3TiПЩгыNiTiЛљЬхЗЂЩњЙВОЇЗДгІЁЃЫцзХзЊЫйЕФдіМгЃЌНгЭЗадФмЬсЩ§ЃЌдк300r⋅s−1ЕФзЊЫйЯТа§зЊ5sЪБЛёЕУЕФФјжаМфВуНгЭЗДяЕН512MPaЕФЧПЖШЁЃ
2.6ГЌЩљВЈКИ
дкГЌЩљВЈКИНгЙ§ГЬжаЃЌВФСЯВЛЛсШлЛЏЃЌетвжжЦСЫЙ§ЖЩЯрЕФаЮГЩЃЌЪЪКЯвьжжН№ЪєЕФКИНгЁЃЦфКЫаФЪЧГЌЩљеёЖЏЃЌИпЦЕГЌЩљеёЖЏгажњгкДйНјКИНгЪБВФСЯЕФЩљШэЛЏЁЃдкЪЕМЪЕШаЇШэЛЏаЇЙћЕФЬѕМўЯТЃЌШШШэЛЏЫљашЕФШШФмЪфШыЪЧГЌЩљФмСПЕФ107БЖЁЃChenЕШЗЂЯжЮДЬэМгжаМфВуЕФNiTi/SSГЌЩљВЈЕуКИНгЭЗОпгаЛњаЕЛЅЫјНсЙЙЃЌПЙРЧПЖШПЩДяЕН404.71NЁЃAoЕШжЦБИСЫОпгаCuжаМфВуЕФNiTi/SSГЌЩљВЈЕуКИНгЭЗЃЌВЂбаОПСЫВЛЭЌКИНгФмСПЪфШыЖдНгЭЗЕФгАЯьЁЃбаОПЗЂЯжЃЌКИНгЪБЕФНгДЅбЙСІВЛОљдШЕМжТCuжаМфВуЗЂЩњЫмадСїЖЏ(МћЭМ12)ЃЌЪЙНгЭЗЕФКИНгНчУцГЪЯжГіNiTi/Cu/304SSНчУцКЭNiTi/304SSНчУцСНжжРраЭЁЃдкВЛЭЌФмСПЪфШыЯТЃЌвьжжНгЭЗЕФСНИіНчУцДІОљЮДЗЂЯжН№ЪєМфЛЏКЯЮяЁЃдкадФмЗНУцЃЌЦНОљРЩьМєЧадиКЩЯШдіКѓМѕЃЌдк750JЪБДяЕН690NЕФзюДѓжЕЁЃетЪЧвђЮЊЫцзХФмСПЪфШыЕФдіДѓЃЌШШЪфШыдіМгЃЌВФСЯШэЛЏЃЌЭжаМфВуЫмадБфаЮЃЌЪЙЕУНсКЯЧјРЉеЙЕНећИіНчУцЃЌНгЭЗадФмЯджјЬсЩ§ЁЃЕБФмСПЪфШыЙ§ДѓЪБЃЌгЩгкЭжаМфВуЕФЖЯСбЃЌФјюбКЯН№гыВЛатИжжБНгНгДЅЃЌНгЭЗадФмНЕЕЭЁЃChenЕШЪЙгУAlжаМфВуНјааСЫЯрЫЦЕФбаОПЃЌТСжаМфВуЕФЫмадСїЖЏвВВњЩњСЫЫЋНчУцЁЃВЛЭЌЕФЪЧЃЌКИНгФмСПНЯИпЪБЃЌНчУцДІЛсаЮГЩFe4Al13ДрадЯрЁЃЕБКИНгФмСПЪЪжаЁЂНчУцЛњаЕСЊЫјГЬЖШИпЁЂдЊЫиРЉЩЂОрРыГЄЁЂВЛДцдкСЌајДрадЯрЪБЃЌНгЭЗадФмзюМбЁЃ
2.7ЧЅКИ
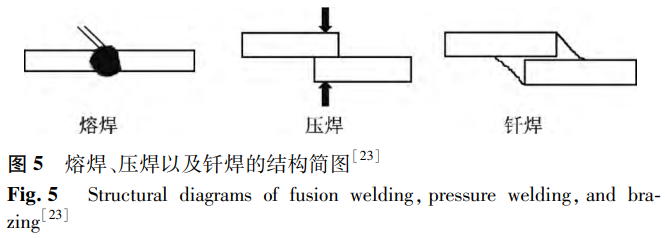
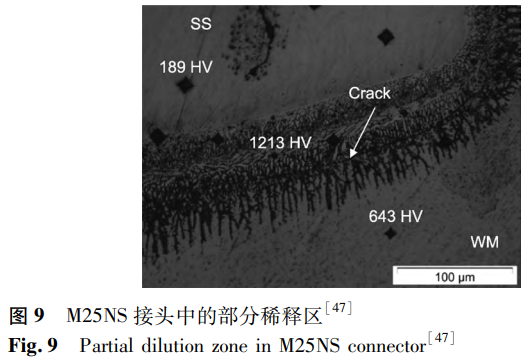
ЧЅКИОпгаЖРЬиЕФгХЕуЃЌКИКѓВФСЯЮЂЙлНсЙЙБфЛЏНЯаЁЃЌПЩвдСЌНгЙуЗКВЛЭЌЕФВФСЯЃЌБШШчН№Ъє-ЬеДЩНгЭЗЁЃдкЧЅКИЙ§ГЬжаЃЌНіЧЅСЯШлЛЏЃЌКИВФВЛШлЛЏЃЌШлЛЏКѓЧЅСЯгыЙЬЬЌКИВФЕФСЌНгЭЈЙ§ЖЬОрРыРЉЩЂЛњжЦЪЕЯжЁЃЬюГфН№ЪєЪЧЧЅКИЕФЙиМќЃЌашвЊПМТЧЬюСЯЕФСІбЇадФмЁЂШѓЪЊадЁЂгыКИВФПЩФмаЮГЩЕФН№ЪєМфЛЏКЯЮяЕШЁЃГТаоПЕШбЁдёAuSiЙВОЇЧЅСЯЖдФјюбКЯН№гыВЛатИжНјааЧЅКИЃЌЗЂЯжЫцзХЧЅКИЮТЖШЕФЩ§ИпЃЌдЊЫиЕФРЉЩЂЫйЖШдіДѓЃЌНгЭЗВЛатИжВрЕФ(Fe,Cr)5Si3ПХСЃж№НЅдіМгЃЌДгЖјЪЙКИНгНгЭЗЕФПЙМєЧПЖШЯШдіКѓМѕЃЌдк600ЁцЪБДяЕН34MPaЕФзюДѓжЕЁЃ
вјКЭвјЛљЧЅСЯЕФШлЕуЕЭЃЌдкЧЅКИжагІгУНЯЙуЁЃShiueЕШжЦБИСЫЪЙгУСНжжВЛЭЌAg-Cu-TiвјЛљЧЅСЯ(Cusil-ABAЁЂTicusil)ЕФКьЭтЧЅКИНгЭЗЃЌНЋВЛЭЌКИНгЮТЖШКЭКИНгЪБМфЕФИїНгЭЗНјааЖдБШЃЌЕУГідк950ЁцЯТКИНг60sЕФTicusilНгЭЗЕФМєЧаЧПЖШзюИпЃЌПЩДяЕН237MPaЁЃ
РюУїИпбЁдёвјЛљЧЅСЯКЭМЄЙтЧЅКИЗНЗЈСЌНгФјюбКЯН№гыВЛатИжЃЌЭЈЙ§ЖўДЮЛиЙщзщКЯЩшМЦМАвХДЋЫуЗЈгХЛЏвјЛљЧЅСЯЕФГЩЗжЃЌЛёЕУЧЅСЯЕФзюгХГЩЗжЃК51%~53%AgЁЂ21%~23%CuЁЂ17%~19%ZnЁЂ7%~9%SnЁЃLiЕШБШНЯСЫШ§жжвјЛљЧЅСЯНгЭЗЕФЯдЮЂзщжЏКЭадФмЃЌЗЂЯжAg-22Cu-18Zn-8SnЧЅСЯИќОпгІгУЧБСІЁЃЭЌЪБЃЌЫцзХЧЅСЯжаZnдЊЫиКЭSnдЊЫиКЌСПЕФдіМгЃЌЧЅСЯЖдФјюбКЯН№МАВЛатИжЕФШѓЪЊадЬсИпЃЌКИНгЫљашМЄЙтЪфГіЙІТЪМѕаЁЃЌЧЅКИЪБМфЫѕЖЬЃЌКИНгНгЭЗЕФПЙРЧПЖШдіДѓЃЌЕЋгІБфМѕаЁЁЃдкДЫЛљДЁЩЯЃЌLiЕШНјвЛВНбаОПЙЄвеВЮЪ§ЕФгАЯьЁЃЫцзХМЄЙтЪфГіЙІТЪКЭЧЅКИЪБМфЕФдіМгЃЌШШгАЯьЧјЕФЯдЮЂзщжЏДжЛЏЃЌетдьГЩСЫгВЖШЕФНЕЕЭЁЂФјюбКЯН№ШШгАЯьЧјГЌЕЏадКЭаЮзДМЧвфаЇгІЕФМѕШѕЁЃQiuЕШЕФбаОПЯдЪОГіРрЫЦЕФНсЙћЃЌдкКЯЪЪЕФЙЄвеВЮЪ§ЯТЃЌНгЭЗЧПЖШПЩвдДяЕН320~360MPaЁЃ
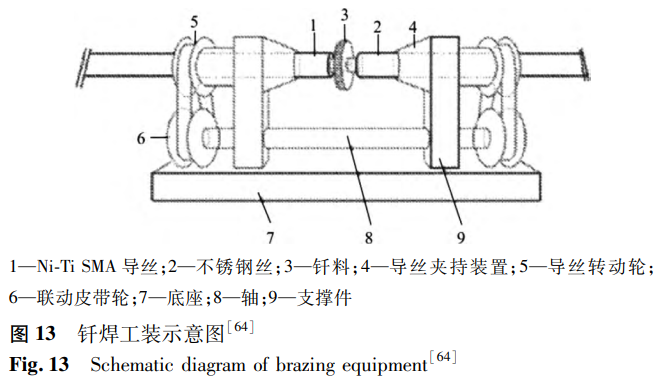
бжПЊцУЕШЙЋПЊСЫвЛжжбЊЙмФкФјюбКЯН№ЕМЫПЁЂЕМЫПКИНгЙЄзАМАЕМЫПКИНгЗНЗЈЁЃКИНгЙЄзАШчЭМ13ЫљЪОЃЌдкыВЦјБЃЛЄЦјЗеЯТЃЌРћгУМаОпСЌајзЊЖЏЯпВФНјааМЄЙтаЁЙтАпЖрЕуЛЗШЦМгШШЃЌЪЙЧЅСЯШлЛЏАќИВдкНзЬнзДЖЫЭЗЩЯЃЌЭъГЩФјюбКЯН№гыВЛатИжЕФЖЫВПСЌНгЁЃ
2.8ЦфЫћКИНгММЪѕ
Г§вдЩЯМИжжКИНгЗНЗЈЭтЃЌЦћЛЏВжТЖЏЦїКИЁЂХізВЖдКИЁЂЫВЪБвКЯрРЉЩЂКИЁЂДЂФмКИЕШдкФјюбКЯН№гыВЛатИжКИНгЗНУцЕФбаОПвВБЛБЈЕРЁЃЫВЪБвКЯрРЉЩЂКИШкКЯСЫЧЅКИКЭЙЬЯрРЉЩЂКИЕФгХЪЦЃЌВЛНіФмЙЛЪЕЯжИпЧПЖШЧвЕЭДрадЕФСЌНгЃЌЛЙБмУтСЫЖдИпбЙСІЕФашЧѓЁЃРюКьЕШвдAgCuЮЊжаМфВуНјааЫВЪБвКЯрРЉЩЂКИЃЌЫљЛёNiTi/SSНгЭЗЕФзюДѓПЙМєЧПЖШДяЕН239MPaЁЃРюЖХЪЙгУИДКЯжаМфВуTi/CuЃЌдк1100ЁцБЃЮТ20minЃЌ4GPaбЙСІЯТЖдФјюбКЯН№гыВЛатИжНјааЫВЪБвКЯрРЉЩЂКИНгЁЃгыГЃбЙЯТжЦБИЕФНгЭЗЯрБШЃЌИУНгЭЗОпгаНЯЩйЕФШБЯнКЭН№ЪєМфЛЏКЯЮяЁЂНЯКУЕФМєЧаЧПЖШ(194.6MPa)ЁЃХізВЖдКИЪЧЭЈЙ§ЭЛШЛХізВПьЫйСЌНгЕФЗНЗЈЃЌИУЗНЗЈМѕЩйСЫФкбЙаЮГЩЕФЧуЯђЁЃLiЕШЭЈЙ§ВЛЭЌЫйЖШЕФХізВЖдКИЛёЕУNiTi/SSНгЭЗЁЃдк40mm/sЕФХізВЫйЖШЯТЃЌНгЭЗЕФЧПЖШзюИпЃЌДяЕН(522±41)MPaЁЃ
3ЁЂКИКѓШШДІРэ
КИКѓЭЫЛ№ЪЧвЛжжГЃМћЕФЙЄвеЃЌЦфЭЈЙ§ЪЭЗХКИНгЧјЕФВагргІСІРДЬсИпКИНгНгЭЗЕФСІбЇадФмЁЃКИКѓВФСЯдкЭЫЛ№Й§ГЬжаОЙ§ЛиИДКЭдйНсОЇЯћГ§ШБЯнЃЌШЛЖјЃЌШчЙћЭЫЛ№ЮТЖШЙ§ИпЛђБЃЮТЪБМфЙ§ГЄЃЌЛсв§Ц№вбаЮГЩЕФЕШжсОЇСЃдкОЇНчДІШкКЯЃЌНјЖјДйЪЙОЇСЃНјвЛВНЩњГЄВЂИФБфаЮзДЁЃетжжЧщПіЯТЃЌЙ§ДѓЕФОЇСЃЛсНЕЕЭКИКѓВФСЯЕФадФмЁЃДЫЭтЃЌРфШДЫйЖШПЩвдгАЯьОЇСЃГпДчКЭОЇЬхНсЙЙЕФаЮГЩЃЌЫйЖШЙ§ПьПЩФмЛсЕМжТгІСІЕФжиаТВњЩњЁЃвђДЫЃЌЭЫЛ№ЮТЖШЁЂБЃЮТЪБМфвдМАРфШДЫйЖШЪЧгАЯьКИКѓЭЫЛ№ЙЄвеЕФживЊвђЫиЁЃРюНДЈЕШЬНЫїСЫВЛЭЌЭЫЛ№БЃЮТЪБМфЖдВЛатИжЕФгАЯьЃЌбаОПБэУїЃЌЫцзХБЃЮТЪБМфЕФбгГЄЃЌОЇСЃЩњГЄЫйЖШЯШдіКѓМѕЃЌЭЫЛ№КѓРЩьЧПЖШЮоУїЯдБфЛЏЃЌЫмадЕУЕНЯджјЬсЩ§ЃЌБэУцгВЖШж№НЅНЕЕЭЁЃ
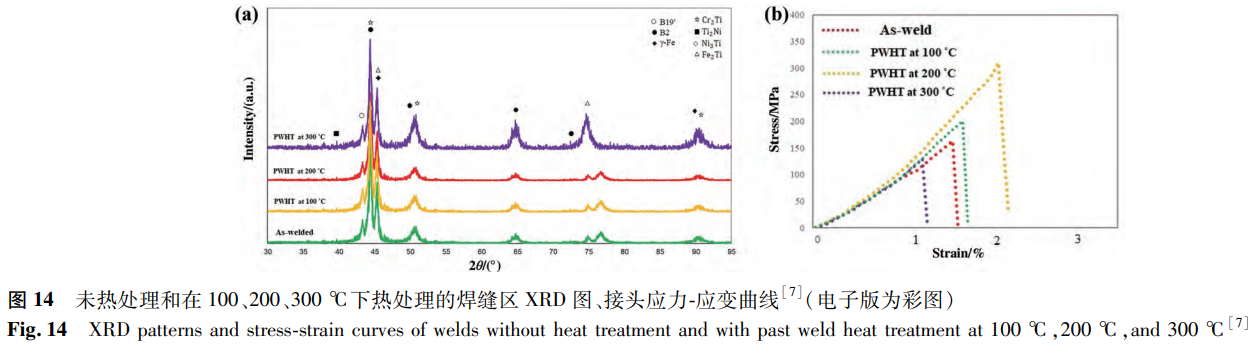
AsadiЕШбаОПСЫКИКѓЭЫЛ№ЮТЖШЖдМЄЙтКИНгNiTi/SSНгЭЗЕФгАЯьЁЃSEMНсЙћЯдЪОЃЌОЙ§100ЁцКЭ200ЁцЕФЭЫЛ№КѓЃЌНгЭЗЕФЯдЮЂзщжЏУЛгаУїЯдБфЛЏЁЃЖјдк300ЁцЭЫЛ№ЕФНгЭЗжаЙлВьЕННЯДѓЕФжІОЇНсЙЙЁЃЯрзщГЩЗНУцЃЌЯрНЯгкЮоКИКѓЭЫЛ№ДІРэЕФНгЭЗЃЌ100ЁцКЭ200ЁцЕФЭЫЛ№ДІРэЖдЮяЯрЮоУїЯдгАЯьЃЌЕЋ300ЁцЕФШШДІРэЛсЕМжТН№ЪєМфЛЏКЯЮядіМг(МћЭМ14a)ЁЃвђДЫЃЌКИНгНгЭЗЕФгВЖШКЭРЩьадФмОљЫцЭЫЛ№ЮТЖШЕФЩ§ИпЖјИФЩЦЃЌЕЋЭЫЛ№ЮТЖШДяЕН300ЁцЪБСІбЇадФмЖёЛЏЁЃШчЭМ14bЫљЪОЃЌ200ЁцНгЭЗОпгазюИпЕФПЙРЧПЖШЃЌЦфжЕИпДя310MPaЃЌЪЧЮДШШДІРэНгЭЗПЙРЧПЖШЕФ1.91БЖЁЃЖј300ЁцНгЭЗЕФПЙРЧПЖШНіЮЊ129MPaЃЌЕЭгкЮДШШДІРэНгЭЗЁЃРрЫЦЕФбаОПвВГЪЯжГіЯрЭЌЕФНсЙћЃЌОЙ§200ЁцКИКѓШШДІРэЕФбљЦЗЕФПЙРЧПЖШгЩ213MPaЬсИпЕН393MPaЃЌФЭИЏЪДадФмвВЕУЕНЬсИпЁЃ
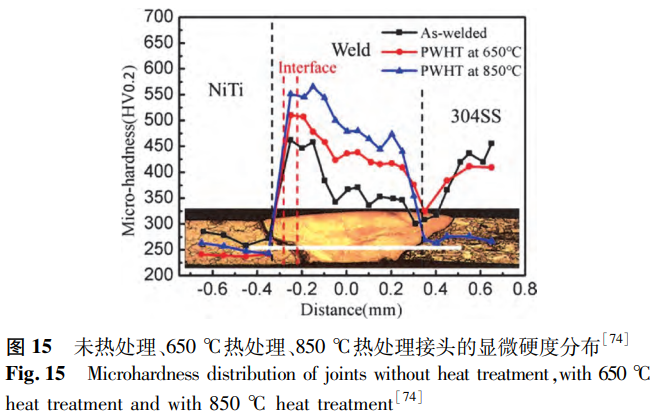
ChenЕШбаОПСЫКИКѓЭЫЛ№ЙЄвеЖдвдФјЮЊжаМфВуЕФNiTi/SSНгЭЗЕФгАЯьЁЃбаОПБэУїЃЌЮДШШДІРэНгЭЗЕФNiTi/NiНчУцПЩЗжЮЊСНВуЃЌЫцзХКИКѓШШДІРэЮТЖШЕФЩ§ИпЃЌNiTi/NiНчУцКЭКИЗьДІЮіГідНРДдНЖрЕФNi3TiН№ЪєМфЛЏКЯЮяЃЌдк850°CНгЭЗЕФNiTi/NiНчУцжавбШЋВПзЊБфЮЊNi3TiЯрЁЃетЪЙЕУЫљгаНгЭЗЕФгВЖШдкNiTi/NiНчУцДяЕНзюДѓЃЌЧвКИНгЧјгВЖШЫцзХЭЫЛ№ЮТЖШЕФЩ§ИпЖјЬсИпЃЌШчЭМ15ЫљЪОЁЃгЩгкКИКѓШШДІРэЪЙНгЭЗзщжЏж№НЅЧїгкОљдШЛЏЃЌКИЗьЕФзюДѓгВЖШгыЦНОљгВЖШжЎМфВюжЕМѕаЁЃЌНгЭЗЕФПЙРЧПЖШЬсИпЃЌдк850ЁцНгЭЗжаДяЕН643MPaЕФзюДѓжЕЃЌЪЧЮДШШДІРэНгЭЗПЙРЧПЖШЕФ2.12БЖЁЃвђДЫЃЌКИКѓШШДІРэПЩвдИФЩЦКИНгНгЭЗЕФадФмЃЌЕЋЮЊСЫДяЕНдЄЦкаЇЙћЃЌашвЊбЁдёКЯЪЪЕФШШДІРэЙЄвеЁЃ
4ЁЂзмНсКЭеЙЭћ
ФјюбКЯН№ЕФФЭИЏЪДадКЭГЌЕЏадЪЙЦфдкЖёСгЛЗОГЯТБэЯжГіЩЋЃЌЖјВЛатИжОпгаСМКУЕФМгЙЄадФмКЭГЩБОгХЪЦЃЌвђДЫЃЌФјюбКЯН№гыВЛатИжЕФКИНгЙуЗКгІгУгкЙЄвЕжЦдьСьгђЃЌШчФЭИЏЪДЙмЕРЁЂбЙСІШнЦїЕШЩшБИЁЃФјюбКЯН№ЕФГЌЕЏадКЭаЮзДМЧвфЬиадЪЙЦфФмЙЛЪЪгІИДдгЕФЕчзгдЊМўНсЙЙЃЌЖјВЛатИжЬсЙЉСМКУЕФЕМЕчадКЭЛњаЕЧПЖШЃЌЙЪЖјЃЌФјюбКЯН№гыВЛатИжЕФКИНгПЩгІгУгкШсадЕчТЗАхЕШЕчзгЩшБИСьгђЁЃФјюбКЯН№гыВЛатИжжЎМфЪЕЯжгХвьЕФКИНгаЇЙћЃЌВЛНіФмЙЛЭЦЖЏжкЖрСьгђЕФНјвЛВНЗЂеЙЃЌЖјЧвгажњгкЮЊФјюбКЯН№гыЦфЫћвьжжВФСЯЕФКИНгбаОПЬсЙЉНшМјЃЌвђДЫОпгаживЊЕФЪЙгУМлжЕКЭРэТлвтвхЁЃШЛЖјЃЌдкФјюбКЯН№гыВЛатИжЕФвьжжКИНгЙ§ГЬжаЃЌДцдкСНИіЙиМќЬєеНЃКвЛЪЧДрадН№ЪєМфЛЏКЯЮяЕФаЮГЩЃЌЖўЪЧСбЮЦКЭВагргІСІЕФВњЩњЁЃЦфжаЃЌН№ЪєМфЛЏКЯЮязїЮЊКИНгНгЭЗСІбЇадФмЯТНЕЕФжївЊвђЫиЃЌЪМжеЪЧИУСьгђбаОПЕФжиЕуЖдЯѓЁЃЮЊДЫЃЌБОЮФЦЪЮіСЫвьжжКИНгЙ§ГЬжаЫљУцСйЕФжївЊЬєеНМАФкдкЛњжЦЃЌЯъЯИзлЪіСЫМЄЙтКИЁЂыВЛЁКИЁЂЕчзгЪјКИЁЂЕчзшКИЁЂФІВСКИЁЂГЌЩљВЈКИЁЂЧЅКИЕШКИНгММЪѕЕФбаОПНјеЙЃЌВЂЩюШыЬНЬжСЫКИНгЙ§ГЬвдМАКИКѓШШДІРэЖдNiTi/SSНгЭЗЕФЮЂЙлНсЙЙКЭСІбЇадФмЕФгАЯьЁЃНсКЯбаОПЯжзДКЭгІгУашЧѓЃЌШчКЮгааЇвжжЦН№ЪєМфЛЏКЯЮяЕФаЮГЩШдЪЧЮДРДбаОПЕФжиЕуЁЃНёКѓПЩвдДгвдЯТМИИіЗНУцНјвЛВНЬНЫїЁЃ
(1)гХЛЏКИНгЙЄвеЁЃКЯЪЪЕФКИНгЗНЗЈКЭЙЄвеВЮЪ§ЪЧЪЕЯжГЩЙІКИНгЕФЙиМќЁЃИїжжКИНгЗНЗЈОљгаЦфЬигаЕФгХЪЦКЭОжЯоадЃЌЖјЙЬЬЌКИИќгаРћгкБмУтН№ЪєМфЛЏКЯЮяЕФВњЩњЁЃУПжжКИНгЗНЗЈЖМгаЦфЖдгІЕФживЊЙЄвеВЮЪ§ЃЌШчыВЛЁКИЕФЕчЛЁЕчбЙЁЂКИНгЕчСїЁЂЦјЬхСїСПЕШЃЌМЄЙтКИЕФМЄЙтВЈГЄЁЂЙІТЪЁЂФЃЪНЁЂНЙЕуДѓаЁКЭЮЛжУЕШЁЃЪЕМЪКИНгЪБЃЌгІИљОнВФСЯЕФГпДчЁЂаЮзДЕШбЁдёКЯЪЪЕФКИНгЗНЗЈМАЙЄвеВЮЪ§ЃЌДгЖјЛёЕУадФмгХвьЕФКИНгНгЭЗЁЃЮДРДЃЌКИНгММЪѕНЋИќМгжЧФмЛЏЃЌЭЈЙ§в§ШыздЖЏЛЏЯЕЭГКЭЛњЦїШЫММЪѕНЋЪЕЯжКИНгЙ§ГЬЕФЪЕЪБМрПиКЭВЮЪ§гХЛЏЁЃ
(2)ЬэМгжаМфВуЁЃЮЊПижЦН№ЪєМфЛЏКЯЮяЕФаЮГЩЃЌжаМфВугаЬцЛЛгаКІЯрЁЂЯожЦЛьКЯСНжжбЁдёВпТдЃЌБШШчЕЭШлЕуЕФNiКЭИпШлЕуЕФNbЁЃдкбЁдёжаМфВуВФСЯЪБЃЌгІГфЗжПМТЧЪЕМЪгІгУвЊЧѓЃЌШчдквНСЦЦїаЕСьгђгІПМТЧжаМфВуЕФЖОадМАЦфЖдШЫЬхЕФЮЃКІЁЃДЫЭтЃЌжаМфВуЕФКёЖШвВЖдКИНгаЇЙћгаЫљгАЯьЁЃбАеваТЕФжаМфВуВФСЯМАЦфКёЖШЪЧИФЩЦКИНгНгЭЗадФмЕФПЩааЗНЗЈЁЃ
(3)КИКѓШШДІРэЁЃКИКѓШШДІРэзїЮЊвЛжжВФСЯМгЙЄЙЄвеФмНЕЕЭКИНгНгЭЗЕФВагргІСІЃЌЪЙзщжЏОљдШЛЏЁЃгХЛЏКИКѓШШДІРэВЮЪ§(ШШДІРэЮТЖШЁЂБЃЮТЪБМфвдМАРфШДЫйЖШ)ФмЙЛгааЇЬсЩ§КИНгНгЭЗЕФадФмЁЃ
(4)Г§СЫвдЩЯЗНЗЈжЎЭтЃЌЛЙПЩвдНјвЛВНЬНЫїЭтМгДХГЁЁЂШШдДЦЋвЦЁЂЪЉМгЖЅЖЭСІЁЂРфАЮЁЂВЛЭЌКИНгЗНЗЈЯрЛЅзщКЯЕШЗНЗЈРДЬсИпФјюбКЯН№гыВЛатИжЕФКИНгадФмЃЌВЂЮЊбаОПвьжжВФСЯЕФКИНгЬсЙЉРэТлЛљДЁЁЃ
ВЮПМЮФЯз
1 Oliveira J P, Fernandes F M B, Schell N,et al. Materials Letters,2016,171,273.
2 Otsuka K,Ren X. Progress in Materials Science,2005,50(5),511.
3 Hartl D J, Lagoudas D C. Proceedings of the Institution of Mechanical En-gineers,Part G: Journal of Aerospace Engineering,2007,221(4),535.
4 Strittmatter J, Clipa V, Gheorghita V, et al. Journal of Materials Engi-neering and Performance,2014,23(7),2696.
5 Petrini L, Migliavacca F. Journal of Metallurgy,2011,2011,1.
6 Morgan N B. Materials Science and Engineering: A,2004,378(1-2),16.
7 Asadi S, Saeid T, Valanezhad A, et al. Journal of the Mechanical Be-havior of Biomedical Materials,2020,109,103818.
8 Yang X F, Ban H Y, Shi Y J, et al. Thin-Walled Structures, 2024,202ЃЌ112104.
9 Yan X J, Yang D Z, Liu L M. Transactions of the China Welding Institu-tion,2004,25(3),121(in Chinese).
бжаЁОќЃЌбюДѓжЧЃЌСѕРшУї.КИНгбЇБЈЃЌ2004ЃЌ25(3)ЃЌ121.
10 Pouquet J, Miranda R M, Quintino L, et al. International Journal of Ad-vanced Manufacturing Technology,2012,61(1-4),205.
11 Tang W J, Tan J H, Gu X L. Nonferrous Metal Materials and Engineering,2019,40(2),46(in Chinese).
ЬЦЮФОДЃЌЬЗМвКъЃЌЙШбЉСЋ.гаЩЋН№ЪєВФСЯгыЙЄГЬЃЌ2019ЃЌ40(2)ЃЌ46.
12 Zhou H K. Study on microstructure and properties of laser welding joints between NiTi alloy and stainless steel. Master's Thesis, North China University of Science and Technology, China, 2022(in Chinese).
жмКЃПэ.ФјюбКЯН№гыВЛатИжМЄЙтКИНгНгЭЗЮЂЙлзщжЏМАадФмЕФбаОП.ЫЖЪПбЇЮЛТлЮФЃЌЛЊББРэЙЄДѓбЇЃЌ2022.
13 Pardal G,Gangulary S, Williams S,et al. The International Journal of Ad-vanced Manufacturing Technology,2016,86(5-8),1139.
14 Kou S. Welding metallurgy, Second Edition, John Wiley& Sons Inc,USA,2002,pp.174.
15 Wang X N, Wang J, Chen X M, et al. Journal of Mechanical Engineering,2019,55(10),42(in Chinese).
ЭѕЯўФЯЃЌЭєНмЃЌГТЯФУїЃЌЕШ.ЛњаЕЙЄГЬбЇБЈЃЌ2019ЃЌ55(10)ЃЌ42.
16 Farhang B, Tanrikulu A A, Ganesh-Ram A, et al. Journal of Materials Processing Technology,2023,314,117888.
17 Vannod J, Bornett M, Bidaux J E, et al. Acta Materialia, 2011, 59(17),6538.
18 Niu H,Jiang H C,Zhao MJ,et al. Journal of Materials Science& Tech-nology,2021,61,16.
19 Zhang C,Zhao S,Sun X M,et al. Corrosion Science,2014,82,404.
20 Zhang C, Sun X H, Hou X, et al. International Journal of Medical Sciences,2013,10(8),1068.
21 Li M G,Sun D Q,Qiu X M,et al. Materials Science and Engineering:A,2006,441(1-2),271.
22 Li J X, Panton B, Liang S X, et al. Materials Today Communications,2020ЃЌ25ЃЌ101306.
23 Lin Y Z, Wu W Q. Management& Technology of SME, 2020, 26(7),194(in Chinese).
СжвуеъЃЌЮщЭцЧя.жааЁЦѓвЕЙмРэгыПЦММЃЌ2020ЃЌ26(7)ЃЌ194.
24 Zhang D N. Study on HEA powder design and microstructure and proper-ties of NiTi SMA/304 SS laser welding. Master's Thesis, Beijing Univer-sity Of Technology, China, 2022(in Chinese).
еХЖЌФн.NiTi SMA/304SSМЄЙтКИHEAЬюГфЗлФЉЩшМЦМАНгЭЗзщжЏадФмбаОП.ЫЖЪПбЇЮЛТлЮФЃЌББОЉЙЄвЕДѓбЇЃЌ2022.
25 Hahnlen R, Fox G, Dapino M J. Journal of Intelligent Material Systems and Structures,2012,24(8),945.
26 Parimanik S R, Mahapatra T R, Mishra D, et al. E3S Web of Confe-rences,2023,391,01167.
27 Liu Y Q, Zhang Y, Zhou J P, et al. Materials Letters, 2023, 350,134961.
28 Asadi S, Saeid T, Valanezhad A, et al. Journal of Manufacturing Proces-ses,2020,55,13.
29 Li H M,Sun D Q,Cai XL,et al. Materials& Design,2012,39,285.
30 Zhou H K, Yang H L. Hot Working Technology,2024,53(19),29(in Chinese).
жмКЃПэЃЌбюКЃРі.ШШМгЙЄЙЄвеЃЌ2024ЃЌ53(19)ЃЌ29.
31 Li H M,Sun D Q,Gu X Y,et al. Materials& Design,2013,50,342.
32 Li H M, Sun D Q, Cai X L, et al. Optics& Laser Technology, 2013,45,453.
33 Zhang Y, Zeng H Y, Zhou J P, et al. Optics& Laser Technology, 2020,131ЃЌ106372.
34 Shojaei Zoeram A, Rahmani A, Akbari Mousavi S A A. Journal of Ma-nufacturing Processes,2017,26,355.
35 Ng CH, Mok E S H, Man H C. Journal of Materials Processing Techno-logy,2015,226,69.
36 Wang H W, Xie J L, Chen Y H, et al. Journal of Materials Research and Technology,2022,18,1028.
37 LiMG,Sun D Q,Qiu X M,et al. Science and Technology of Welding and Joining,2007,12(2),183.
38 Gao X L, Wang X Q, Liu J, et al. Materials Letters, 2020, 268,127573.
39 Zhang K P, Peng P, Zhou Y N. Materials Science and Engineering: A,2022,835,142660.
40 Shamsolhodaei A, Oliveira J P, Schell N, et al. Intermetallics, 2020,116,106656.
41 Tanrikulu A A, Farhang B, Ganesh-Ram A K, et al. Journal of Manu-facturing Science and Engineering,2024,146(3),031007.
42 Li S X, Yang Z L, Dong H G. Transactions of Nonferrous Metals Society of China,2013,23(1),156.
43 Li H M. Study on laser welding of dissimilar materials between TiNi shape memory alloy and stainless steel. Ph. D. Thesis, Jilin University, Chi-na,2011(in Chinese).
РюКщУЗ.TiNiаЮзДМЧвфКЯН№гыВЛатИжвьжжВФСЯМЄЙтКИбаОП.ВЉЪПбЇЮЛТлЮФЃЌМЊСжДѓбЇЃЌ2011.
44 Jiang Y X. Study on arc behavior and weld formation of pulsed current ar-gon tungsten arc welding. Master's Thesis, Xihua University, China,2022(in Chinese).
НЏгёЯМ.ТіГхЕчСїЮйМЋыВЛЁКИЕчЛЁааЮЊгыКИЗьГЩаЮбаОП.ЫЖЪПбЇЮЛТлЮФЃЌЮїЛЊДѓбЇЃЌ2022.
45 Fang W P, Du X W, Chen Y. Electric Welding Machine,2006,36(6),13(in Chinese).
ЗНЮФХєЃЌЖХЯўЮАЃЌГТгТ.ЕчКИЛњЃЌ2006ЃЌ36(6)ЃЌ13.
46 Zhang L. Shanxi Metallurgy,2007,34(2),1(in Chinese).еХРМ.ЩНЮївБН№ЃЌ2007ЃЌ34(2)ЃЌ1.
47 Oliveira M J C, Melo R H F, Maciel T M, et al. Materials Chemistry and Physics,2019,224,137.
48 Qi B J, Fan Q K, Liu F J. Aeronautical Manufacturing Technology,2015,58(11),26(in Chinese).
ЦыВЌН№ЃЌЗЖіЋПЕЃЌСѕЗНОќ.КНПежЦдьММЪѕЃЌ2015ЃЌ58(11)ЃЌ26.
49 Yang D, Jiang H C, Zhao M J, et al. Materials& Design, 2014, 57,21.
50 Hellberg S, Hummel J, KrooB P,et al. Welding in the World, 2020,64(12),2159.
51 Li Q,Zhu Y X,Guo J L. Journal of Materials Processing Technology,2017,249,538.
52 Zhang K, Shamsolhodaei A, Ghatei-Kalashami A, et al. Journal of Mate-rials Science& Technology,2024,180,160.
53 Fukumoto S, Inoue T, Mizuno S, et al. Science and Technology of Welding and Joining,2013,15(2),124.
54 Cheng X M, Yang K, Wang J, et al. Journal of Manufacturing Processes,
55 Chen Y, Cheng M P, Liu C, et al. International Journal of Advanced Manufacturing Technology,2023,129(5-6),2813.
56 Ao S S,Cheng M P,Zhang W,et al. Ultrasonics,2022,121,106684.
57 Chen Y, Cheng M, Xing Y W, et al. Science and Technology of Welding and Joining,2023,28(9),905.
58 Way M, Willingham J, Goodall R. International Materials Reviews,2019,65(5),257.
59 Chen X K, Chao Y F, Bian H, et al. Transactions of the China Welding Institution,2023,44(7),9(in Chinese).ГТаоПЃЌВмдЦЗЩЃЌБхКьЃЌЕШ.КИНгбЇБЈЃЌ2023ЃЌ44(7)ЃЌ9.
60 Shiue R K, Chen C P, Wu S K. Metallurgical and Materials Transactions A,2015,46(6),2364.
61 Li M G. Joining of TiNi shape memory alloy and stainless steel. Ph. D.Thesis, Jilin University, China, 2006(in Chinese).
РюУїИп.TiNiаЮзДМЧвфКЯН№гыВЛатИжЕФСЌНг.ВЉЪПбЇЮЛТлЮФЃЌМЊСжДѓбЇЃЌ2006.
62 Li M G, Sun D Q, Qiu X M, et al. Materials Science and Engineering:A,2006,424(1-2),17.
63 Qiu X M, Li M G, Sun D Q, et al. Journal of Materials Processing Tech-nology,2006,176(1-3),8.
64бжПЊцУЃЌГТаёЖЋЃЌЭѕЮФРћЃЌЕШ.жаЙњзЈРћЃЌCN201610071913.1.
65 Li J X, Panton B, Mao Y,et al. Smart Materials and Structures,2020,29(10)ЃЌ105023.
66 Li Q,Zhu Y X. Journal of Materials Processing Technology,2018,255,434.
67 Li H, Li Z X, Wang Y L, et al. Rare Metal Materials and Engineering,2011,40(8),1382(in Chinese).
РюКьЃЌРѕзПаТЃЌЭєгІСсЃЌЕШ.ЯЁгаН№ЪєВФСЯгыЙЄГЬЃЌ2011ЃЌ40(8)ЃЌ1382.
68 Li D. Interfacial microstructure and strength of transient liquid-phase bonding of the TiNi shape memory alloy and stainless steel. Master's Thesis, Xiangtan University, China,2016(in Chinese).
РюЖХ.TiNiаЮзДМЧвфКЯН№гыВЛатИжЕФЫВЪБвКЯрРЉЩЂСЌНгНчУцзщжЏМАСІбЇадФм.ЫЖЪПбЇЮЛТлЮФЃЌЯцЬЖДѓбЇЃЌ2016.
69 Wang Y L, Li H, Li Z X, et al. Journal of Materials Engineering,2008,53(9),48(in Chinese).
ЭєгІСсЃЌРюКьЃЌРѕзПаТЃЌЕШ.ВФСЯЙЄГЬЃЌ2008ЃЌ53(9)ЃЌ48.
70 Li M G,Sun D Q,Qiu X M,et al. China Welding,2005,14(2),95.
71 Guo R P. Effect of composition and annealing process on microstructure and mechanical properties of low carbon cold rolled sheet. Master's The-sis,Hebei United University,China,2014(in Chinese).
ЙљШ№Хє.ГЩЗжКЭЭЫЛ№ЙЄвеЖдЕЭЬМРфдўАхзщжЏЁЂСІбЇадФмЕФгАЯь.ЫЖЪПбЇЮЛТлЮФЃЌКгББСЊКЯДѓбЇЃЌ2014.
72 Li J C, Wang S F. Journal of Changchun University of Science and Tech-nology(Natural Science Edition),2024,47(2),53(in Chinese).
РюНДЈЃЌЭѕЩйЗц.ГЄДКРэЄДѓбЇбЇБ�(здШЛПЦбЇАц)ЃЌ2024ЃЌ47(2)ЃЌ53.
73 Mirshekari G R, Saatchi A, Kermanpur A, et al. Journal of Materials Engineering and Performance,2016,25(6),2395.
74 Chen Y H, Sun S W, Zhang T M, et al. Materials Science and Enginee-ring:AЃЌ2020ЃЌ771ЃЌ138545.
ЃЈзЂЃЌдЮФБъЬтЃКФјюбКЯН№гыВЛатИжЕФКИНгММЪѕбаОПНјеЙЃЉ
tagБъЧЉ:ВЛатИж,ФјюбКЯН№,вьжжКИНг,вБН№Ьиад,ЙЄвеЪЪХфад