



ЗЂВМШеЦкЃК2026-1-9 16:27:46
ЧАбд
юбМАЦфКЯН№гЩгкОпгаУмЖШаЁЁЂБШЧПЖШИпЁЂСМКУЕФЫмадКЭШЭадМАгХвьЕФФЭИЏЪДадЃЌЙуЗКгІгУгкКНПеКНЬьЁЂКНКЃдьДЌЁЂГЕСОЙЄГЬЁЂЩњЮявНСЦЁЂЪЏгЭЛЏЙЄЕШаавЕ[1-5]ЁЃгХСМЕФСІбЇадФмКЭФЭИЏЪДадФмЪЙЕУTA2дкЪЏЛЏаавЕБИЪмЧрэљЃЌдкШШНЛЛЛЦїМАИїжжЛЏбЇЗДгІШнЦїЕШВњЦЗЩЯЕУЕНСЫгааЇЕФгІгУ[6-8]ЁЃгЩгкTA2ДцдквзЮќЧтЁЂвзбѕЛЏЁЂВЛвзКИНгЕШЬиЕу[9-11]ЃЌФПЧАДѓЖрЪ§баОПжївЊМЏжадкКИНгЗНЪНЕФбЁдёКЭКИНгЙЄвеПижЦСНЗНУцЃЌЖјЖдгкКИНгНгЭЗЕФЮЂЙлзщжЏЁЂСІбЇадФмМАФЭИЏЪДадФмЕФбаОПНЯЩйЃЌвђДЫЩюШыбаОПTA2КИНгНгЭЗЕФЮЂЙлзщжЏЁЂСІбЇадФмМАЕчЛЏбЇФЭЪДадФм,ПЩИќКУЕФЮЊЩцМАTA2ВФжЪЕФЙЄвЕЛЏгІгУМАВњЦЗЩњВњжЦдьЬсЙЉРэТлНшМјМАЙЄГЬгІгУВЮПМЁЃ
1ЁЂЪдбщВФСЯгыЗНЗЈ
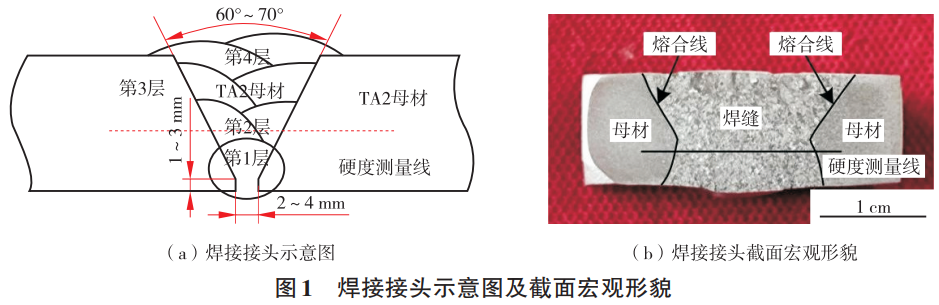
1.1ЪдбщгУФИВФбЁШЁКёЖШЮЊ10mmЕФTA2ЪдАхЃЌКИВФбЁгУКИЫПERTA2ELIЃЌВФСЯЛЏбЇГЩЗжЯъМћБэ1ЁЃ
1.2КИНгЗНЗЈМАЙЄвеВЮЪ§
зАХфЧАгУЛЏбЇЪдМС( VHF:V HNO3:VH2O =4:17:79)ЖдTA2ЪдАхМАКИЫПERTA2ELIНјааЫсЯДЃЌгУЫЎЧхЯДИЩОЛЁЃКИЧАЪЙгУЮоЫЎввДМдйДЮЖдTA2ЪдАхМАКИВФНјааВСЪУЃЌВЩгУTIGКИЗНЗЈНјааКИНгЃЌКИНгЙ§ГЬжаВЩгУНгДЅЪНВтЮТвЧЖдЪдМўНјааВтЮТЃЌБЃжЄЪдМўзюДѓВуЕРМфЮТЖШ≤120ЁцЃЌЮйМЋжБОЖ2.4mmЃЌЕчСїЫЅМѕЪБМф4~5sЃЌБЃЛЄЦјЬх:≥99.99%ArЃЌБЃЛЄЦјЬхбЙСІЮЊ3MPa(БЃЛЄЦјЬхЁЂЮВВПБЃЛЄЦјЬх)МА5MPa(БГУцБЃЛЄЦјЬх)ЃЌЬсЧАЭЈЦјЪБМф10~15sЃЌбгКѓЭЃЦјЪБМф25~30sЃЌЦфгрКИНгЙЄвеВЮЪ§ЯъМћБэ2ЁЃ
Бэ1 TA2ЪдАхМАКИЫПЛЏбЇГЩЗж
| ВФСЯ | ЛЏбЇГЩЗж/% | |||||
| w(Fe) | w(C) | w(N) | w(H) | w(O) | w(Ti) | |
| TA2 | 0.04 | 0.02 | 0.01 | 0.002 | 0.14 | грСП |
| ERTA2ELI(КИЫП) | 0.05 | 0.01 | 0.012 | 0.001 | 0.08 | грСП |
Бэ2 TA2ЪдАхКИНгЙЄвеВЮЪ§
| ВуЪ§ | КИНгЗНЗЈ | КИВФжБОЖ/mm | ЕчдДМЋад | КИНгЕчСїI/A | ЕчЛЁЕчбЙU/V | КИНгЫйЖШv/(cm·min-1) | БЃЛЄЦјЬхСїСПq/(L·min-1) |
| 1 | TIG(M-GTAW) | 2.4 | DCEN | 100~120 | 9~12 | 6~10 | 16~20(е§Уц) |
| 2~4 | TIG(M-GTAW) | 2.4 | DCEN | 120~140 | 11~14 | 6~10 | 22~25(ЮВВП) 15~20(БГУц) |
1.3ЪдбщЗНЗЈ
TA2ЪдАхдкКИНгЭъГЩКѓНјааЩфЯпМьВт(RT)МАЩјЭИМьВт(PT)ЃЌЮДЗЂЯжШБЯнЁЃЪЙгУWE-60вКбЙЭђФмВФСЯЪдбщЛњНјааРЩьЪдбщМАЭфЧњЪдбщЃЌЪЙгУKrollЪдМСЖдН№ЯрЪдбљНјааИЏЪДЃЌЪЙгУAXIOVERT 200MATН№ЯрЯдЮЂОЕЖдКИНгНгЭЗЮЂЙлзщжЏНјааЙлВьЃЌЪЙгУNI500Н№ЪєАкДИГхЛїЪдбщЛњНјааКИНгНгЭЗЕФГхЛїЪдбщЃЌЪЙгУHVS-50ЮЌЪЯгВЖШМЦВтЪдКИНгНгЭЗгВЖШЃЌдиКЩ98NЃЌМгдиЪБМф15sЁЃЪЙгУApollo300ЩЈУшЕчОЕЙлВьГхЛїЪдбљЖЯПкаЮУВЁЃЪЙгУRST5202FЕчЛЏбЇЙЄзїеОЃЌВтЖЈФИВФКЭКИНгНгЭЗЗжБ№дк10%HClШмвКМА10%NaClШмвКжаЕФМЋЛЏЧњЯпЃЌЕУГіздИЏЪДЕчЮЛEcorrЁЂздИЏЪДЕчСїУмЖШIМАЖлЛЏЕчСїУмЖШIЃЌЕчМЋВЩгУШ§ЕчМЋЗЈЃЌВЮБШЕчМЋЮЊБъзМБЅКЭИЪЙЏЕчМЋЃЌИЈжњЕчМЋЮЊВЌЕчМЋЃЌЪдбљЮЊЙЄзїЕчМЋЃЌЪдбщЮТЖШЮЊ20ЁцЃЌЖЏЕчЮЛЩЈУшЃЌЩЈУшЫйЖШЮЊ0.15mV/sЁЃЭМ1ЫљЪОЮЊКИНгНгЭЗЪОвтЭММАНиУцКъЙлаЮУВЁЃ
2ЁЂЪдбщНсЙћгыЗжЮі
2.1СІбЇадФм
2.1.1ПЙРЧПЖШМАЭфЧњадФм
ИљОнNB/T47014вЛ2023ЁЖГабЙЩшБИКИНгЙЄвеЦРЖЈЁЗЃЌЗжБ№ЖдКИНгНгЭЗНјааРЩьЪдбщМАЭфЧњЪдбщЁЃРЩьЪдбщНсЙћЯдЪОЃЌЪдбљЖЯСбЮЛжУОљЮЊКИЗьЃЌКИНгНгЭЗПЙРЧПЖШЗжБ№ЮЊ492MPaЁЂ480MPaЃЌТњзуФИВФЕФПЙРЧПЖШвЊЧѓ(≥400MPa)ЁЃКИНгНгЭЗЕФЭфЧњЪдбщбЙЭЗжБОЖЮЊ100mmЃЌЭфЧњНЧЖШЮЊ180°ЃЌУцЭфМАБГЭфИї2ИіЪдбљРЩьНсЙћОљКЯИёЃЌЮоСбЮЦЃЌЫЕУїКИНгНгЭЗЭфЧњадФмСМКУЁЃ
2.1.2ГхЛїадФм
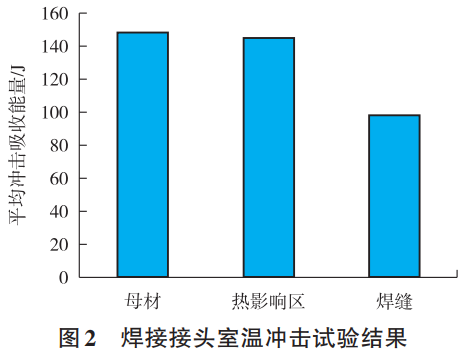
ЮЊСЫбаОПКИНгНгЭЗЕФГхЛїадФмЃЌИљОнGB/T 229-2020ЁЖН№ЪєВФСЯЯФБШАкДИГхЛїЪдбщЗНЗЈЁЗЖдЦфНјааСЫЪвЮТГхЛїЪдбщЃЌЪдбљГпДчЮЊ7.5mm 10mm55mmЃЌНсЙћШчЭМ2ЫљЪОЁЃ
ДгЭМ2ПЩПДГіЃЌФИВФКЭШШгАЯьЧјЦНОљЮќЪеФмСПЮЊ140~150JЃЌФИВФЕФЦНОљГхЛїЮќЪеФмСПИпгкШШгАЯьЧјЦНОљГхЛїЮќЪеФмСПЃЌКИЗьЧјгђЕФЦНОљГхЛїЮќЪеФмСПзюЕЭЃЌЮЊ90~100JЁЃ
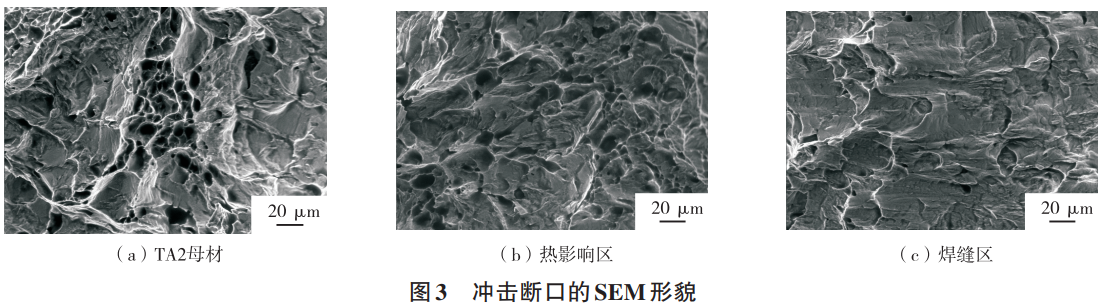
КИНгНгЭЗГхЛїЪдбљЖЯПкаЮУВШчЭМ3ЫљЪОЁЃДгЭМ3(a)жаПЩПДГіЃЌTA2ФИВФЕФЖЯПкШЭЮбЪ§СПЖрЧвГпДчаЁЁЃДгЭМ3(b)жаЗЂЯжЃЌШШгАЯьЧјЕФЖЯПквВДцдкДѓСПЕФШЭЮбЃЌЕЋЯрБШФИВФЧјгђЖјбдЃЌИУЧјгђЕФШЭЮбГпДчдіДѓЁЃЯрБШЧАСНИіЧјгђЃЌКИЗьЧјЕФШЭЮбЪ§СПДѓЗљЖШМѕЩйЃЌШЭЮбЕФЩюЖШБфЧГЃЌЭЌЪБДцдквЛЖЈСПЕФНтРэаЁЦНУцЃЌШчЭМ3(c)ЫљЪОЁЃ
2.1.3гВЖШ
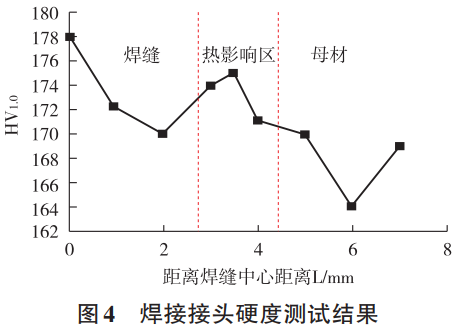
ЖдКИНгНгЭЗЕФВЛЭЌЧјгђНјаагВЖШВтЪдЃЌНсЙћШчЭМ4ЫљЪОЁЃДгЭМ4жаПЩПДГіЃЌКИЗьЧјгђЕФгВЖШзюДѓжЕЮЊ178HV1ЁЃЃЌИпгкШШгАЯьЧјМАФИВФЧјгђЕФгВЖШзюДѓжЕЃЌФИВФЧјгђЕФгВЖШзюЕЭЃЌКИНгНгЭЗзюДѓгВЖШжЕгызюаЁгВЖШжЕЕФВюжЕЮЊ14HV1.0ЁЃ
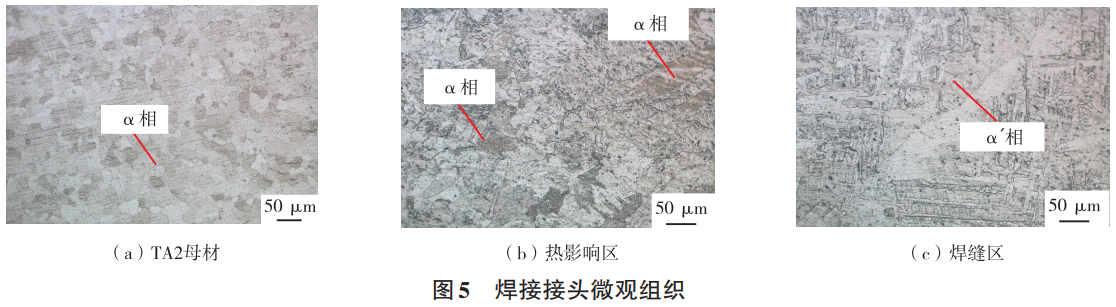
2.2ЯдЮЂзщжЏ
ЖдКИНгНгЭЗНјааЮЂЙлзщжЏЙлВьЃЌНсЙћШчЭМ5ЫљЪОЁЃДгЭМ5(a)ПЩПДГіЃЌTA2ФИВФЕФзщжЏЮЊЕШжсαЯрЃЌОЇСЃГпДчНЯаЁЃЌЗжВМОљдШЁЃДгЭМ5(b)ПЩЗЂЯжЃЌШШгАЯьЧјзщжЏЮЊДжДѓЕФαЯрКЭВЛЙцдђОтГнзДαЯрЁЃЯрБШФИВФОЇСЃЕФДжЛЏЃЌдквЛЖЈГЬЖШЩЯЖёЛЏСЫИУЧјгђЕФадФмЁЃдкЭМ5(c)жаЃЌЗЂЯжКИЗьзщжЏжаДцдкеызДТэЪЯЬх(a'Яр)ЃЌИУТэЪЯЬхЪЧИпЮТβЯрвдКмПьЕФРфШДЫйЖШРфШДЯТРДЃЌвдЗЧРЉЩЂаЮЪНзЊБфГЩЕФЙ§БЅКЭαЯрЃЌетжжТэЪЯЬхВЛОпБИИжжаТэЪЯЬхФЧбљЯджјЕФЧПЛЏзїгУЃЌЕЋвВОпгавЛЖЈЕФЧПЛЏзїгУЁЃвђДЫЃЌТэЪЯЬхЕФДцдкЪЙЕУКИЗьЧјгђЕФГхЛїадФмЯТНЕЃЌгВЖШЩ§ИпЁЃ
2.3ЕчЛЏбЇИЏЪД
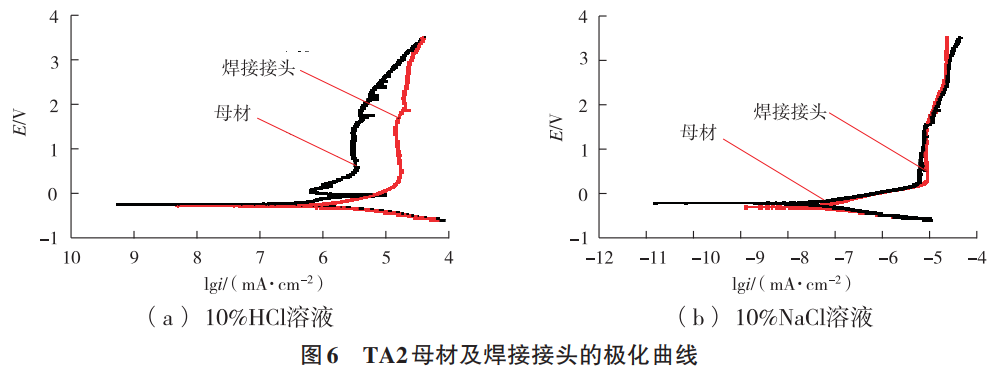
ЮЊбаОПTA2ФИВФКЭКИНгНгЭЗЗжБ№дк10%HClШмвКМА10%NaClШмвКжаЕФЕчЛЏбЇИЏЪДадФмЃЌЖдTA2ФИВФКЭTA2КИНгНгЭЗЗжБ№НјааЕчЛЏбЇИЏЪДЪдбщЃЌМЋЛЏЧњЯпШчЭМ6ЫљЪОЃЌздИЏЪДЕчЮЛEcorrЁЂздИЏЪДЕчСїУмЖШIcorrМАЖлЛЏЕчСїУмЖШIpass МћБэ3ЁЃ
Бэ3 TA2ФИВФКЭКИНгНгЭЗЕФЕчЛЏбЇИЏЪДЬиеїжЕ
| ШмвК | ЪдбљЮЛжУ | здИЏЪДЕчЮЛ E/V | здИЏЪДЕчСїУмЖШIcorr/(μA.cm−2) | ЖлЛЏЕчСїУмЖШIpass /(μA.cm−2) |
| 10%HCl | TA2ФИВФ | -0.258 | 0.000 215 | 0.003359 |
| TA2КИНгНгЭЗ | -0.293 | 0.000394 | 0.015637 | |
| 10%NaCl | TA2ФИВФ | -0.236 | 0.000015875 | 0.007591 |
| TA2КИНгНгЭЗ | -0.284 | 0.000021544 | 0.010586 |
ДгЭМ6ПЩПДГіЃЌTA2ФИВФКЭTA2КИНгНгЭЗОљОпгаНЯПэЕФЮШЖЈЖлЛЏЕчЮЛЃЌЫЕУїЖлЬЌЮШЖЈЃЌдкСНжжШмвКжаОљОпгаСМКУЕФФЭИЏЪДадЁЃДгБэ3ПЩПДГіЃЌдк10%HClШмвККЭ10%NaClШмвКжаЃЌTA2ФИВФздИЏЪДЕчЮЛEДѓгкTA2КИНгНгЭЗЕФздИЏЪДЕчЮЛEcorrЃЌЖдгкздИЏЪДЕчСїIcorrЖјбдЃЌTA2ФИВФаЁгкTA2КИНгНгЭЗЃЌTA2ФИВФЖлЛЏЕчСїУмЖШIаЁгкTA2КИНгНгЭЗЕФЖлЛЏЕчСїУмЖШIpass ЁЃЯрБШздИЏЪДЕчЮЛEcorrМАздИЏЪДЕчСїУмЖШIcorrЃЌЖлЛЏЕчСїУмЖШIpass ЪЧИќЮЊживЊЕФВЮЪ§ЃЌЖлЛЏЕчСїУмЖШIдНаЁЃЌЖлЛЏФЄЖдИЏЪДНщжЪЕФЦСБЮФмСІдНЧПЃЌЖлЛЏФЄЕФШмНтЫйЖШдНаЁЃЌФЭИЏЪДадФмдНЧПЁЃЭЌЪБздИЏЪДЕчЮЛEcorrдНИКЃЌздИЏЪДЕчСїIдНДѓЃЌВФСЯЗЂЩњЕчЛЏбЇИЏЪДЕФЧуЯђдНДѓ[14-15]ЃЌвђДЫПЩЕУГіЃЌдкЩЯЪіСНжжШмвКжаЃЌTA2ФИВФЕчЛЏбЇИЏЪДадФмгХгкTA2КИНгНгЭЗЕФЕчЛЏбЇИЏЪДадФмЁЃЯрБШФИВФЃЌШШгАЯьЧјαЯрОЇСЃДжДѓЃЌКИЗьЧјгђДцдкеызДТэЪЯЬхЃЌОЇНчШБЯнНЯЖрЃЌШнвзЯШЗЂЩњИЏЪДЃЌзюжеЕМжТTA2ФИВФЕчЛЏбЇИЏЪДадФмгХгкTA2КИНгНгЭЗЕФЕчЛЏбЇИЏЪДадФмЁЃ
3ЁЂНсТл
(1)TA2АхВФКИНгНгЭЗОЮоЫ№МьВтЮДЗЂЯжКИНгШБЯнЃЌКИНгНгЭЗПЙРЧПЖШЮЊ492MPaЁЂ480MPa;ЭфЧњадФмСМКУЁЃ
(2)TA2ФИВФКЭШШгАЯьЧјЦНОљЮќЪеФмСП140~150JЃЌФИВФЕФЦНОљГхЛїЮќЪеФмСПИпгкШШгАЯьЧјЦНОљГхЛїЮќЪеФмСПЃЌКИЗьЧјгђЦНОљГхЛїЮќЪеФмСПзюЕЭЃЌ90~100J;TA2КИНгНгЭЗжаКИЗьЧјгђЕФзюИпгВЖШжЕ178HV1ЁЃЃЌИпгкШШгАЯьЧјМАФИВФЧјгђЕФзюИпгВЖШжЕЃЌФИВФЧјгђЕФгВЖШжЕзюЕЭЃЌ164HV 1.0 ∘
(3)TA2ФИВФзщжЏЮЊЕШжсαЯр,ШШгАЯьЧјзщжЏЮЊДжДѓЕФαЯр+ВЛЙцдђОтГнзДαЯрЃЌКИЗьзщжЏжаДцдкеызДТэЪЯЬх(a'Яр)ЁЃ
(4)ЯрБШTA2ШШгАЯьЧј,TA2ФИВФЧјЕФГхЛїЖЯПкШЭЮбЪ§СПНЯЖрЧвГпДчНЯаЁЁЃКИЗьЧјЕФШЭЮбЪ§СПЩйЃЌЩюЖШЧГЃЌЭЌЪБДцдквЛЖЈСПЕФНтРэаЁЦНУцЁЃ
(5)дк10%HClШмвККЭ10%NaClШмвКжаЃЌTA2ФИВФЕчЛЏбЇИЏЪДадФмгХгкTA2КИНгНгЭЗЕчЛЏбЇИЏЪДадФмЁЃ
ВЮПМЮФЯз
[1]ТРЯщКш,Ъцфо,едЙњЯЩ,ЕШ.юбКЯН№ЪЏгЭЙмВФЕФбаОПКЭгІгУНјеЙ[J].ЯЁгаН№ЪєВФСЯгыЙЄГЬ,2014,43(6):1518-1524.
[2] KAO Y L,TU G C,HUANG C A,et al.A study on the hardness variation of α- and β- pure titanium with different grain sizes[J].Materials Science and Engineering A,2005,398(1/2):93-98.
[3]ЛЦЯђКь.TA2+16MnRИДКЯАхКИНгММЪѕдкРфФ§ЦїЩЯЕФгІгУ[J].КИЙм,2013,36(12):23-27.
[4]РюЙњЧь.аЁжБОЖTA2юбЙмыВЛЁКИКИНг[J].КИЙм,2011,34(11):39-41.
[5]аЛЕt.ГЌБЁБкюбКИЙмжЦдьЙЄвебаОП[J].КИЙм,2016,39(5):44-48.
[6]ЭѕПЁКуЃЌРюЮ§ЮАЃЌЬЦаЫШЋЃЌЕШ.TA2еѓСаЪНУмМЏКИЗьЕФTIGздЖЏКИММЪѕ[J].бЙСІШнЦї,2022,39(2):83-88.
[7]СѕгёЯщ.юбЙмзгЙмАхздЖЏЮйМЋыВЛЁКИЙЄве[J].ЛЏЙЄЩшБИгыЙмЕР,2021,58(6):34-38.
[8]ЕдЮАЙњ,ЭѕЩйИе,ТоДЋаЂ.юб-ИжБЌеЈИДКЯАхЕФЮЂЙлзщжЏНсЙЙМАСІбЇадФм[J].бЙСІШнЦї,2012,29(9):7-12.
[9]ИпГЩСњ,ЭѕЦМ,аьЯщОУ.TA2ЙмзгЙмАхздЖЏTIGКИЙЄвебаОП[J].ЙјТЏжЦдь,2023(2):46-48,51.
[10]ЫяРћШКЃЌЭѕбЕИеЃЌНКЃКь.аЁЙмОЖюбКЯН№(TA2)ЙмКИНгжЪСППижЦгыЦјПзЗРжЙДыЪЉ[J].КИНг,2017(11):39-41.
[11]АзХєЗЩ,ЭѕЗЩ,РюЧрЮФ.TA2ЙЄвЕДПюбКИНгадЗжЮігыЙЄвеЪдбщ[J].КИНгММЪѕ,2016,45(S1):94-97.
[12]едЦНЦН.ЖлЛЏФЄЖдюбКЯН№ВЛЭЌИЏЪДаЮЬЌЕФгАЯьЛњжЦбаОП[D].КЯЗЪ:жаЙњПЦбЇММЪѕДѓбЇ,2021.
[13]РЕБѓЩњ,ЕЫДЯ,ЪЏаЁЦН,ЕШ.ДзЫсХЈЖШЖдюбдкЙВЗаШмвКжаЕФИЏЪДааЮЊгАЯь[J].ЛЏЙЄЩшБИгыЙмЕР,2012,49(5):70-75.
[14]еХбХжЅ,еХЙњЖА,бюЛд,ЕШ.ВЩгУФјЛљКЭАТЪЯЬхКИВФКИНгCr13ИжКИНгНгЭЗадФм[J].КИНгбЇБЈ,2018,39(8):102-107.
[15]ДоЮЁ,ИпРк,ЭѕЖЋРі,ЕШ.юбЛЛШШЙмгыЙмАхКИНгНгЭЗЕчЛЏбЇИЏЪДадФмбаОП[J].ЕчКИЛњ,2020,50(8):124-128.
ЃЈзЂЃЌдЮФБъЬтЃКTA2АхВФКИНгНгЭЗзщжЏМАадФмбаОПЃЉ
tagБъЧЉ:TA2,TA2юбКЯН№,TIGКИНгНгЭЗ