



ЗЂВМШеЦкЃК2026-1-25 17:09:21
юбКЯН№ОпгаЕЭУмЖШЁЂИпЧПЖШЁЂвьЕФФЭИЏЪДадКЭЩњЮяЯрШнадЕШгХЕуЃЌвбЙуЗКгІгУгкКНПеКНЬьЁЂКЃбѓДЌВАКЭЩњЮявНбЇЕШСьгђ[1-2]ЁЃШЛЖјЃЌИпАКЕФдВФСЯвБСЖГЩБОКЭНЯВюЕФМгЙЄадФмДѓЗљдіМгСЫюбКЯН№ЕФЪЙгУГЩБО[3],НјвЛВНЯожЦСЫюбКЯН№дкЦћГЕЕШУёгУСьгђЕФгІгУЁЃвђДЫЃЌНќОЛГЩаЮММЪѕвЛжБЪЧюбКЯН№жЦБИСьгђЕФбаОПШШЕуЁЃ
ЕфаЭЕФюбКЯН№НќОЛГЩаЮММЪѕАќРЈОЋУмж§дьЁЂдіВФжЦдьКЭЗлФЉвБН№ЕШЁЃОЋУмж§дьЪЧвЛжжЕЭГЩБОЕФНќОЛГЩаЮЙЄве[4]ЁЃюбКЯН№Й§ШШЖШЕЭЁЂГфаЮРЇФбЃЌНќФъРДЃЌбаОПШЫдБТНајПЊЗЂСЫжиСІж§дьКЭРыаФж§дьЕШЖржжОЋУмж§дьЙЄве,ПЩвдЪЕЯжЖржжДѓаЭюбКЯН№ИДдгНсЙЙМўЕФНќОЛГЩаЮ[5-7],ШЛЖјГЩЦЗЙЙМўКЯИёТЪШдгаД§ЬсЩ§ЁЃСэвЛЗНЃЌюбКЯН№ШлЕуИпЃЌЖјЧвюбдкИпЮТЯТКѕгыЫљгаЕФлсліВФСЯЗЂЩњЗДгІЃЌвђДЫюбКЯН№ОЋУмж§МўжаВЛПЩБмУтЕив§ШыМадгЕШвБН№ШБЯнЁЃН№ЪєдіВФжЦдьММЪѕНшжњИпЙІТЪМЄЙтЪјЖдН№ЪєЗлФЉдСЯНјааШлШкЁЂж№ВуЖбЛ§ЃЌМгЙЄОЋЖШИпЃЌПЩЪЕЯжИДдгНсЙЙСуМўЕФПьЫйГЩаЮЃЌОпБИМгЙЄИпЧПЖШЁЂФбГЩаЮН№ЪєжЦМўЕФФмСІЃЌЗЧГЃЪЪКЯКНПеКНЬьгУюбКЯН№ИДдгВПМўЕФОЋУмжЦдь[8]ЁЃН№ЪєдіВФжЦдьММЪѕПьЫйЁЂШсадЁЂВњЦЗПЊЗЂжмЦкЖЬЕФЙЄвеЬиЕувВгКЯСЫаЁХњСПЖЈжЦЛЏжЦдьгыЪБаЇадЕФЩњВњашЧѓЁЃдіВФжЦдьММЪѕЪЧЪЕЯжКНЬьЦїНсЙЙЧсСПЛЏ-ЙІФмадвЛЬхЛЏЩшМЦЕФгааЇЭООЖ9ЁЃжЕЕУзЂвтЕФЪЧ,юбКЯН№діВФжЦдьЖдЗлФЉЕФСЃОЖЗЖЮЇОпгавЛЖЈвЊЧѓЃЌБШШчМЄЙтбЁЧјШлЛЏММЪѕвЛАуВЩгУСЃОЖ53μmвдЯТЕФЗлФЉ,ЕчзгЪјШлШкММЪѕВЩгУСЃОЖ45~105μmЕФЗлФЉ[10-11]ЁЃФПЧАЙуЗКВЩгУЕФюбКЯН№жЦЗлММЪѕ(ШчЦјЬхЮэЛЏЗЈ),ЗлФЉЕФСЃОЖЧјМфЮЊ5~250μm,ЧвГЪе§ЬЌЗжВМ[12]ЁЃвђДЫЃЌдіВФжЦдьММЪѕЖдгкаЮзДЗЧЪЎЗжИДдгЕФДѓаЭСуМў(ШчБЁБкЛизЊЬхСуМў),ЦфЩњВњаЇТЪЕЭЁЂжЦБИГЩБОИпЁЃЗлФЉвБН№ММЪѕвВЪЧвЛжжживЊЕФНќОЛГЩаЮЙЄвеЃЌЭЈГЃБЛШЯЮЊЪЧ“ЙЬЬЌОЋУмж§дь”ЙЄвеЃЌЖдЗлФЉдВФСЯЕФвЊЧѓЯрЖдНЯЕЭЃЌЪЪКЯжЦБИаЮзДЯрЖдИДдгЕФюбКЯН№ЙЙМўЁЃ
ЗлФЉШШЕШОВбЙ(Hot isostatic pressingЃЌHIP)ММЪѕЪЧвЛжжЯШНјЕФЗлФЉвБН№ЙЄвеЃЌИУЙЄвежЦБИЕФЗлФЉюбКЯН№жТУмЖШНгНќ100%ЃЌЯдЮЂзщжЏЯИаЁОљдШЁЂИїЯђЭЌадЃЌЮоКъЙлГЩЗжЦЋЮіЃЌСІбЇадФмгХгкж§дьКЯН№ГЩЗжНгНќЕФЖЭМў13-15]ЁЃRomeroЕШ[16]ЛузмСЫВЛЭЌЗлФЉвБН№ЙЄвеГЩаЮЕФЗлФЉвБН№юбКЯН№ЕФЦЃРЭадФмЃЌЗЂЯжHIPММЪѕжЦБИЕФЦЃРЭЧПЖШзюИпЃЌЕЋЪЧШдЕЭгкЖЭдьКЯН№ЃЌетПЩФмЪЧHIPЬЌЗлФЉюбКЯН№жаВаСєЕФЮЂПзЯЖЕМжТЕФЁЃЧАЦкWegmannЕШ[17]ЕФбаОПБэУїЃЌЦјЬхЮэЛЏЗЈжЦБИЕФюбКЯН№ЗлФЉжаДцдкПеаФЗлЃЌПеаФЗлдкЫцКѓЕФHIPГЩаЮЙ§ГЬжаЪеЫѕбнБфЮЊЮЂЦјПзЁЃGuoЕШ[18]баОПЗЂЯжЃЌЮЂЦјПзЖдHIPЬЌTC4КЯН№ЕФИпжмЦЃРЭадФмЮоУїЯдгАЯьЃЌЕЋШШДІРэКѓаЮГЩЕФШШгеЕМПзЖДЛсНЕЕЭИпгІСІЗљЯТКЯН№ЕФЦЃРЭЪйУќЁЃChengЕШ[19]НјвЛВНбаОПЗЂЯжЃЌHIPЬЌTC4КЯН№жаЕФШШгеЕМПзЖДЛсЯджјНЕЕЭКЯН№ЕФГЌИпжмЦЃРЭЪйУќЁЃгЩДЫЭЦВтЃЌHIPГЩаЮКѓЕФЗлФЉюбКЯН№ЦЃРЭадФмгыВаСєЦјПзМАКЯН№БОЩэЕФЧПШЭадгаЙиЁЃ
TC11юбКЯН№ЪЧвЛжжЕфаЭЕФИпЮТюбКЯН№,ПЩдк500ЁцЯТГЄЦкЗўвл,гыTC4юбКЯН№ЯрБШ,ЦфЪвЮТКЭИпЮТЧПЖШОљгаНЯДѓЗљЖШЬсЩ§ЁЃШЛЖјЃЌФПЧАЙигкHIPЙЄвежЦБИTC11юбКЯН№ЕФбаОПНЯЩйЃЌгЩПеаФЗлЕМжТЕФЮЂПзЯЖЖдTC11ЗлФЉюбКЯН№ИпжмЦЃРЭадФмЕФгАЯьИќЪЧЯЪгаБЈЕРЁЃвђДЫ,БОЮФВЩгУHIPЙЄЦкGвеГЩЙІжЦБИСЫTC11ЗлФЉюбКЯН№,жиЕубаОПСЫЮЂПзЯЖЖдHIPХїЬхИпжмЦЃРЭадФмЕФгАЯьЙцТЩЃЌбаОПНсЙћПЩЮЊTC11ЗлФЉвБН№ЙЙМўдкКНПеКНЬьЕШСьгђЕФгІгУЬсЙЉживЊЕФРэТлжЇГХЁЃ
1ЁЂЪдбщМАЗНЗЈ
ВЩгУжаЙњПЦбЇдКН№ЪєбаОПЫљЕФЕТЙњALD EIGA50-500аЭжЦЗлЛњжЦБИTC11юбКЯН№ЗлФЉ,жЦЗлдРэЮЊЮолсліИагІШлСЖГЌЩљЦјЬхЮэЛЏЗЈ(Electrode induction melting gas atomization,EIGA);ВЩгУICP7300 DVаЭЕШРызгЗЂЩфЙтЦзвЧКЭONH836аЭбѕЕЊЧтЗжЮівЧВтЪдСЫжЦЗлЕчМЋКЭдЄКЯН№ЗлФЉЕФЛЏбЇГЩЗж;ВЩгУгЂЙњТэЖћЮФ2000МЄЙтСЃЖШвЧЗжЮіСЫдЄКЯН№ЗлФЉЕФСЃЖШЗжВМ;ВЩгУН№ЯрЗЈЭГМЦдЄКЯН№ЗлФЉЕФПеаФТЪЁЃ
ШШЕШОВбЙжЦБИСїГЬ:НЋдЄКЯН№ЗлФЉЬюГфжСЕЭЬМИждВжљаЮАќЬзжаЃЌАќЬзГпДчЮЊжБОЖ50mmЁЂИп120mmЁЂБкКё3mm;ОЭбЦјДІРэКЭецПеЗтКИКѓЃЌзЊвЦжСИжЬњбаОПзмдКRD-750аЭШШЕШОВбЙТЏжаНјааHIPГЩаЮЁЃИљОнЧАoЕШ[20]ЕФбаОПНсЙћ,HIPЮТЖШвЛАуЮЊβзЊБфЮТЖШвдЯТ50ЁцЁЃвђДЫЃЌTC11дЄКЯН№ЗлФЉЕФШШЕШОВбЙжЦЖШЮЊHIPЮТЖШ940ЁцЁЂбЙСІ140 MPaЁЂБЃЮТБЃбЙ3hЁЃ
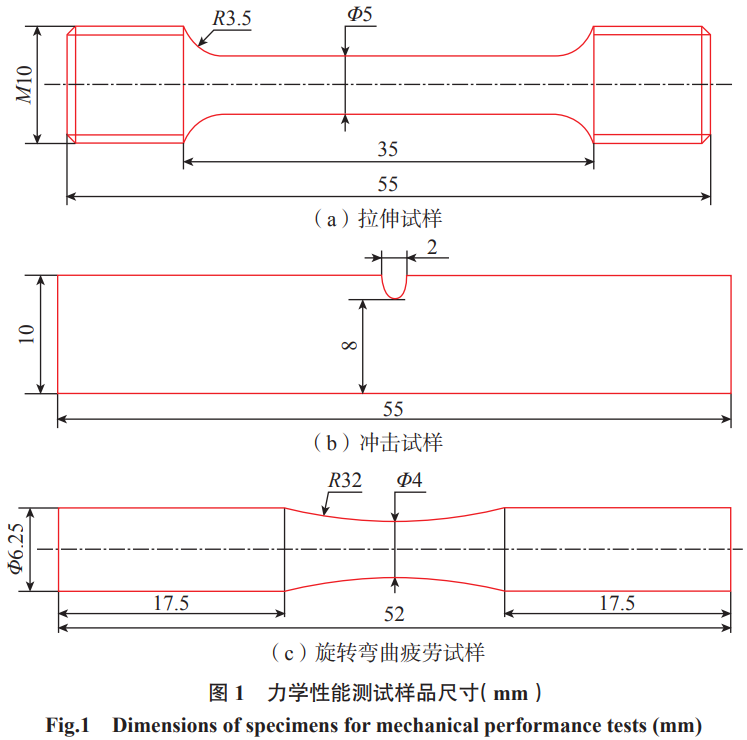
ВЩгУЯпЧаИюЧаШЁHIPХїЬхЕФРЩьЁЂГхЛїКЭИпжмЦЃРЭЪдбљЁЃВЩгУАЂЛљУзЕТЗЈВтЪдHIPХїЬхЕФжТУмЖШЁЃН№ЯрЪдбљЕФбљЦЗГпДчЮЊ10mmx10mmx10mm,бљЦЗОЩАжНДђФЅЁЂЛњаЕХзЙтКЭЛЏбЇИЏЪДКѓЃЌВЩгУNIKONL150Н№ЯрЯдЮЂОЕ(OM)КЭ ZEISS Gemini 300ЩЈУшЕчзгЯдЮЂОЕ(SEM)ЙлВьHIPХїЬхЕФЯдЮЂзщжЏЁЃЛЏбЇИЏЪДЪдМСзщГЩ:8mL HNO3+4 mL HF+88 mL H2OЁЃРЩьЪдбљВЩгУБъзМАєзДбљЦЗ,ШчЭМ1(a)ЫљЪОЃЌЦНааЖЮГЄЖШЮЊ30mmЃЌжБОЖЮЊ5mm;РЩьЪдбщдкInstron 5969ЩЯНјаа,ВЩгУКсСКЮЛвЦПижЦ,ГѕЪМРЩьЫйТЪЮЊ0.2mm/min,ЧќЗўКѓРЩьЫйТЪдіМгжС2mm/minЁЃГхЛїВтЪддкSANS-BC2452-CаЭГхЛїЪдбщЛњЩЯНјааЃЌЪдбљГпДчЮЊ10mmx10mmx55mm,UаЭШБПкЩюЖШ2mm,ШчЭМ1(b)ЫљЪОЁЃ
ЦЃРЭЪдбщдкМУФЯЪЄЙЄXWP-1000аЭа§зЊЭфЧњЦЃРЭЪдбщЛњЩЯЭъГЩЃЌгІСІБШЮЊ-1,ЦЃРЭЪдбљГпДчШчЭМ1(c)ЫљЪОЁЃЦЃРЭЪдбљЕФБэУцзДЬЌЮЊЛњМгЙЄБэУцЃЌВЩгУSEMЙлВьРЩьКЭЦЃРЭЖЯСбЪдбљЕФЖЯПкаЮУВЁЃ
2ЁЂНсЙћгыЬжТл
2.1дЄКЯН№ЗлФЉБэеї
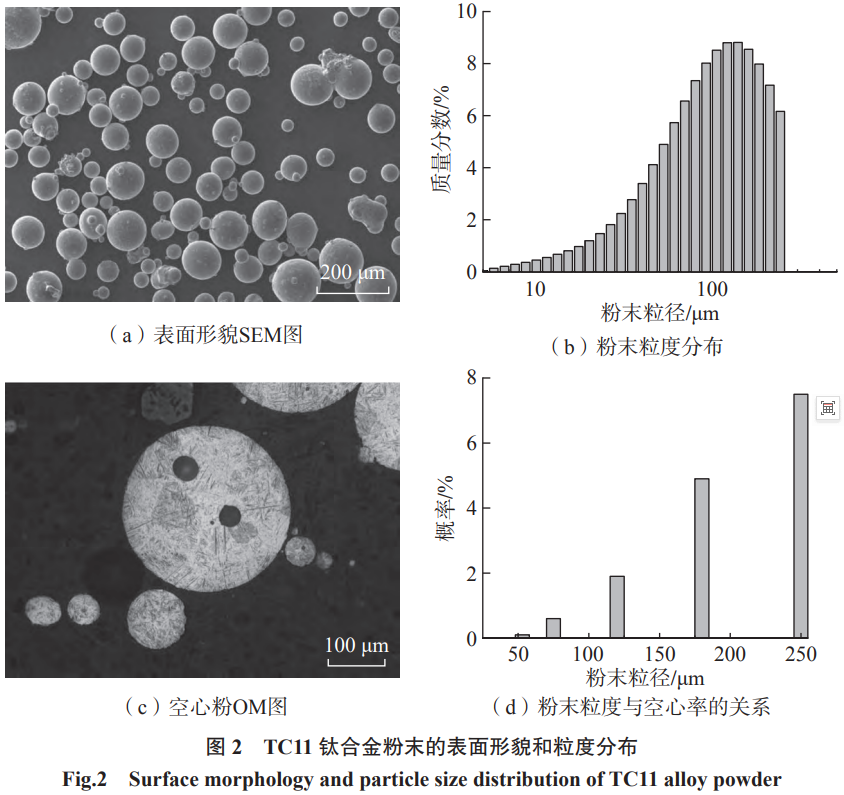
ВЩгУEIGAЗЈжЦБИЕФTC11юбКЯН№ЗлФЉЕФЛЏбЇГЩЗжШчБэ1ЫљЪОЁЃПЩвдПДГі,гыЖЭдьжЦЗлЕчМЋЯрБШ,дЄКЯН№ЗлФЉжажїКЯН№дЊЫиAlЁЂZrКЭMoЕШдЊЫиКЌСПМИКѕВЛБфЃЌSiЁЂCЁЂOКЭNЕШдгжЪдЊЫиКЌСПТдгадіМгЃЌетЫЕУїEIGAЪЧвЛжжНрОЛжЦЗлЗНЗЈЁЃдЄКЯН№ЗлФЉЕФБэУцаЮУВШчЭМ2(a)ЫљЪО,ПЩвдПДГіЃЌдЄКЯН№ЗлФЉМИКѕГЪЧђаЮЃЌДцдкЩйСПВЛЙцдђЕФЗлФЉ;СэЭт,ДѓПХСЃЗлФЉБэУц№ЄИНЩйСПЮРаЧЧђЁЃНјвЛВНЖддЄКЯН№ЗлФЉЕФСЃЖШЗжВМНјааБэеїЗЂЯжЃЌЗлФЉЕФСЃОЖећЬхГЪе§ЬЌЗжВМ(ЭМ2(b)),ЦНОљСЃОЖЮЊ105μmЁЃдЄКЯН№ЗлФЉЕФНиУцН№ЯрзщжЏШчЭМ2(c)ЫљЪОЃЌПЩвдПДГіЃЌEIGAЗЈжЦБИЕФTC11ЗлФЉДцдкПеаФЕФЯжЯѓ,етгыWegmannЕШ[17]баОПЕФНсТлЯрЗћЁЃЖдВЛЭЌЗлФЉСЃОЖЕФПеаФТЪНјааЭГМЦ,НсЙћШчЭМ2(d)ЫљЪОЁЃЫцзХСЃОЖЕФдіМгЃЌПеаФТЪж№НЅЩ§ИпЃЌШЋСЃЖШЧјМфTC11юбКЯН№ЗлФЉЕФПеаФТЪдМЮЊ2.8%ЁЃПеаФЗлЕФаЮГЩжївЊЪЧдкEIGAжЦЗлЙ§ГЬжаЃЌН№ЪєвКЬхдкИпбЙЦјЬхЕФзїгУЯТЦЦЫщ,гЩгкБэУцеХСІЕФзїгУЃЌН№ЪєвКЕЮдкЧђЛЏЙ§ГЬжаПЩФмЛсЙќаЎжЦЗлТЏжаЕФЖшадЦјЬх(ЭЈГЃЮЊArЦј)[18]ЁЃгЩЭМ2(c)ПЩжЊ,ПеаФЗлжаЕФЦјПзвЛАуГЪЙцдђЧђаЮ,ЖјДЋЭГж§дьЫѕПзЕФаЮзДВЛЙцдђ;ЭЌЪБОHIPГЩаЮКѓ,ДЋЭГж§дьЫѕПзвЛАуЛсЭъШЋБеКЯ[6],ЖјПеаФЗлжаЕФЦјПзЛсбнБфЮЊГпДчНЯаЁЧвКЌгавЛЖЈФкбЙЕФЮЂЦјПз[19]ЁЃ
Бэ1 TC11юбКЯН№ЗлФЉЕФЛЏбЇГЩЗж(жЪСПЗжЪ§)
| жЦЗлЗНЪН | Al | Zr | Mo | Fe | Si | C | O | N | H | Ti |
| жЦЗлЕчМЋ | 6.4 | 1.4 | 3.5 | 0.125 | 0.225 | 0.008 | 0.090 | 0.008 | 0.001 | грСП |
| EIGAЗЈ | 6.4 | 1.4 | 3.4 | 0.123 | 0.239 | 0.013 | 0.100 | 0.012 | 0.001 | грСП |
2.2ЗлФЉбЙХїЕФЯдЮЂзщжЏКЭСІбЇадФм
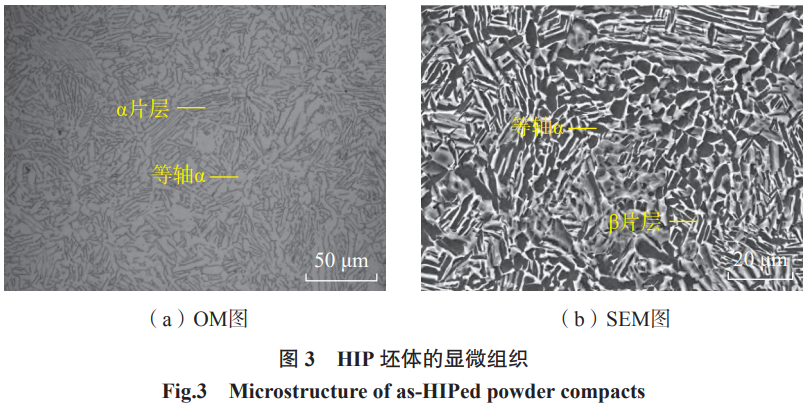
TC11дЄКЯН№ЗлФЉО940Ёц/140 MPa/3hЕФHIPГЩаЮКѓ,ХїЬхЕФЯдЮЂзщжЏШчЭМ3ЫљЪОЁЃTC11ЗлФЉюбКЯН№ЕФЯдЮЂзщжЏжївЊгЩЕШжсКЭЦЌВуαЯрзщГЩЁЃгЩЯдЮЂзщжЏЕФSEMЯёПЩжЊЃЌФЉTC11ЗлФЉюбКЯН№жаДцдкЩйСПβЦЌВу(АзЩЋ)ЁЃβЯрЕФаЮГЩЪЧгЩгкЦјЬхЮэЛЏжЦЗлЙ§ГЬжаЃЌвКЕЮПьЫйФ§ЙЬЃЌЗлФЉжївЊгЩТэЪЯЬхзщГЩЃЌHIPГЩаЮЙ§ГЬжа,ТэЪЯЬхЗжНтЮЊαЯрКЭЩйСПβЦЌВуЁЃгыTC4ЗлФЉюбКЯН№ЯрБШ[20],TC11ЗлФЉюбКЯН№жаβЯрЕФЬхЛ§ЗжЪ§ТдгаЩ§ИпЃЌгЩ4.9%діМгжС10.2%;ЭЌЪБЕШжсaЯрЕФГпДчКЭЦЌВуaЯрЕФПэЖШЗжБ№ЮЊ3.7μmКЭ1.9μm,УїЯдЯИЛЏ,етаЉзщжЏЩЯЕФВювьПЩФмгыTC11юбКЯН№жаβЮШЖЈдЊЫиКЌСПИќИпгаЙиЁЃжЕЕУзЂвтЕФЪЧЃЌOMКЭSEMЭМЩЯОљЮДЙлВьЕНУїЯдЕФПзЯЖЃЌЭЌЪБHIPХїЬхЕФжТУмЖШЮЊ99.8%ЃЌгЩДЫПЩжЊЃЌHIPХїЬхЕФжТУмЖШНгНќРэТлШЋжТУмЁЃ
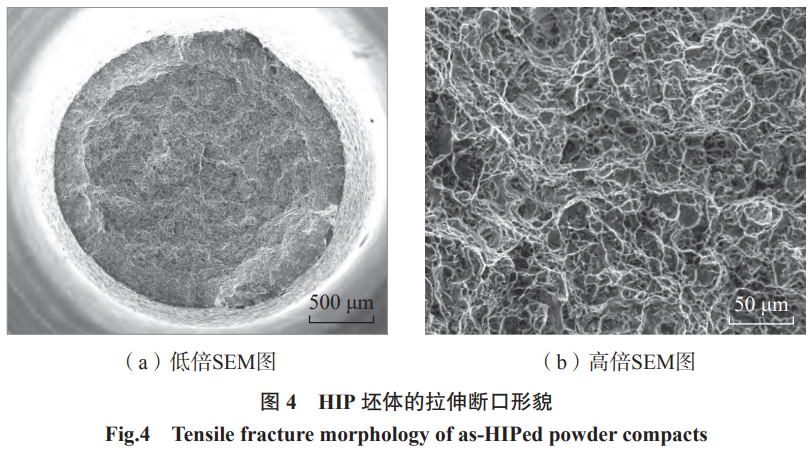
TC11ЗлФЉюбКЯН№ЕФРЩьЁЂГхЛїКЭИпжмЦЃРЭадФмШчБэ2ЫљЪОЁЃПЩвдПДГіЃЌHIPХїЬхЕФЧќЗўЧПЖШЁЂбгЩьТЪЁЂЖЯУцЪеЫѕТЪЁЂГхЛїШЭЖШГЌдНЖЭдьКЯН№ЃЌЦЃРЭЧПЖШНгНќЖЭдьКЯН№ЁЃЫфШЛПЙРЧПЖШТдЕЭгкЖЭМўБъзМЃЌЕЋЪЧКѓајЭЈЙ§ЕфаЭЕФЙЬШмЪБаЇЙЄвеЃЌдЄМЦПЩвдДѓЗљЬсЩ§TC11ЗлФЉюбКЯН№ЕФПЙРЧПЖШЁЃTC11ЗлФЉюбКЯН№ЕФРЩьЖЯПкШчЭМ4ЫљЪОЁЃSEMЕЭБЖееЦЌЯдЪОЖЯПкЩЯДцдкМєЧаДНЃЌSEMИпБЖееЦЌЯдЪОЖЯПкЩЯДцдкДѓЖјЩюЕФШЭЮбЃЌРЩьЪдбљГЪЯжЕфаЭЕФШЭадЖЯСбЬиеїЁЃ
Бэ2 HIPХїЬхЕФСІбЇадФм
| бљЦЗ | Rp0.2/MPa | Rm/MPa | A/% | Z/% | αkU2/(kJ/m²) | ЦЃРЭЧПЖШ/MPa |
| ЖЭМўБъзМ | 930 | 1030 | 9.0 | 30 | 295 | 590[21] |
| HIPЬЌКЯН№ | 989 | 1023 | 17.0 | 37 | 305 | 590 |
2.3ЗлФЉбЙХїЕФИпжмЦЃРЭадФмгыЖЯПкЗжЮі
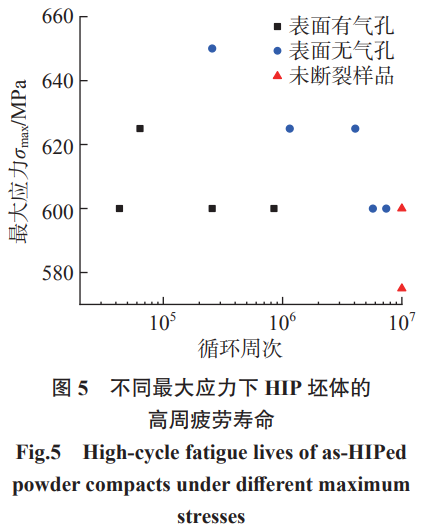
TC11ЗлФЉюбКЯН№ЕФИпжмЦЃРЭЪйУќНсЙћШчЭМ5ЫљЪО(КкЩЋЗНПщДњБэЦЃРЭСбЮЦдДДцдкЮЂЦјПзЕФЪдбљ;РЖЩЋдВЕуДњБэЦЃРЭСбЮЦдДЮоЦјПзЕФЪдбљ)ЁЃПЩвдПДГіЃЌЯрЭЌгІСІзДЬЌЯТЃЌHIPХїЬхЕФЦЃРЭЪйУќЪ§ОнЗжЩЂНЯДѓЁЃЭЈЙ§SEMЙлВьЦЃРЭЖЯПк,ЗЂЯжЫљгаЖЯСбЪдбљОљДгЪдбљБэУцПЊСбЃЌНЋВЛЭЌПЊСбЗНЪНЕФбљЦЗНјааЗжРр,ЭГМЦНсЙћШчБэ3ЫљЪОЁЃЖдгкЦЃРЭСбЮЦдДДІКЌгаЦјПзЕФбљЦЗЃЌБэ3СаГіСЫЦјПзЕФЕШаЇжБОЖЁЃгЩЭМ3ПЩжЊЃЌHIPХїЬхжаМИКѕУЛгаЮЂЦјПз,ЭЌЪБРЩьЖЯПкаЮУВвВЮДЗЂЯжЦјПзЃЌетПЩФмЪЧгЩгкЮЂЦјПзвЛАуВЛЛсгАЯьКЯН№ЕФРЩьБфаЮ;ЖјЦјПзЖдHIPХїЬхЕФЖЏЬЌСІбЇадФм,ЬиБ№ЪЧЦЃРЭадФмгАЯьЯджјЁЃЕБЪдбљБэУцДцдкЮЂЦјПзЪБЃЌЮЂЦјПзЛсгХЯШГЩЮЊСбЮЦУШЩњЮЛжУЁЃгЩДЫПЩжЊЃЌTC11ЗлФЉюбКЯН№ЕФИпжмЦЃРЭЪйУќОпга“Жўжиад”ЁЃ
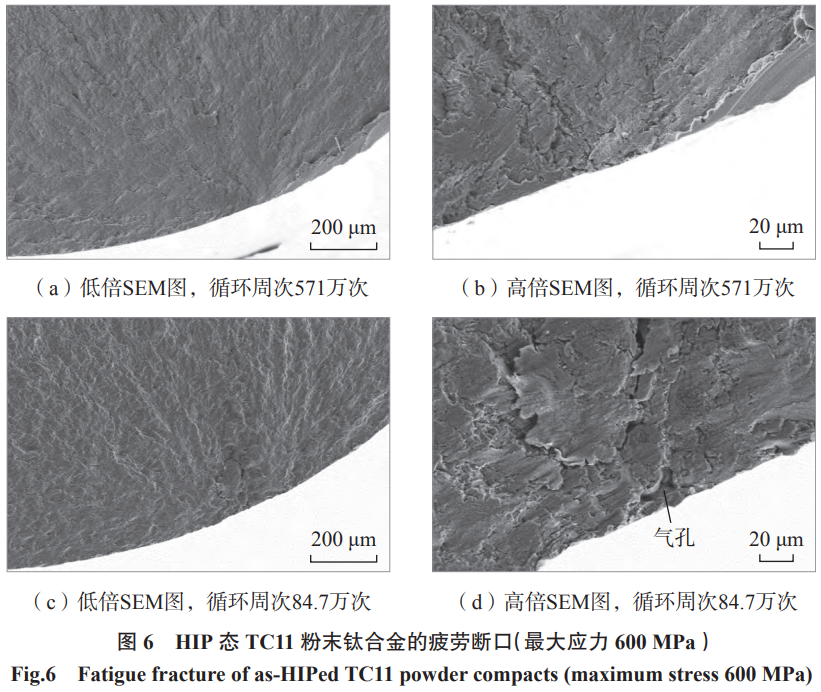
бЁШЁзюДѓгІСІ600MPaЪБЃЌВЛЭЌбЛЗжмДЮЖдгІВЛЭЌПЊСбЗНЪНЯТЕФЦЃРЭЖЯПкНјааЖдБШЃЌШчЭМ6ЫљЪОЁЃЕБЪдбљБэУцЮоЦјПзЪБЃЌЦЃРЭБфаЮЛњжЦвдЮЛДэЛЌвЦЮЊжїЃЌЕБЦЃРЭЫ№ЩЫРлЛ§ЕНвЛЖЈГЬЖШКѓЃЌЦЃРЭСбЮЦгЩБэУцУШЩњЁЃЕБЪдбљБэУцДцдкЮЂЦјПзЕШШБЯнЪБЃЌЦЃРЭМгдиЪБЛсгеЗЂгІСІМЏжаЃЌдкЯрЭЌЕФбЛЗжмДЮЯТдіДѓЦЃРЭЫ№ЩЫГЬЖШЃЌНјЖјМгЫйЦЃРЭСбЮЦУШЩњЁЃжЕЕУзЂвтЕФЪЧЃЌгЩБэ3ПЩжЊ,дкЯрЭЌгІСІзДЬЌЯТ,ЦЃРЭЪйУќгыЦјПзГпДчВЂВЛЪЧе§ЯрЙиЙиЯЕЁЃвЛАуЖјбдЃЌПзЯЖГпДчдНДѓЃЌЦЃРЭЪйУќдНЕЭЃЌЕЋЪЧЦјПзОрРыБэУцЕФЮЛжУМАЦјПзЕФаЮзДЕШвђЫивВЛсгАЯьЪдбљЕФЦЃРЭЪйУќЁЃгЩгкБОЮФЦЃРЭбљБОЪ§СПНЯЩй,ГѕВНПЩвдЭЦЖЯ,БОЮФЪдбщЬѕМўЯТ,ЮЂЦјПзЕФГпДчКЭОрРыБэУцЮЛжУЖМЛсгАЯьTC11ЗлФЉюбКЯН№ЕФЦЃРЭЪйУќЁЃ
дкЦјЬхЮэЛЏЗЈЗлФЉжаЃЌЗлФЉПеаФТЪЫцзХЗлФЉСЃОЖЩ§ИпЖјдіМг(ЭМ2(d)),етгыЧАЦкWegmannЕШЙигкTi-6Al-4VЗлФЉЕФЭГМЦНсЙћвЛжТЁЃБОЮФЬѕМўЯТЃЌЦјЬхЮэЛЏЗЈЗлФЉЕФЦНОљСЃОЖЮЊ105μmЁЃЮЊНЕЕЭВаСєЮЂЦјПзЖдTC11ЗлФЉюбКЯН№ЦЃРЭадФмЕФгАЯьЃЌПЩвдИФНјжЦЗлЙЄвеЃЌЬсИпЯИЗлЪеЕУТЪЃЌЛђепЭЈЙ§ЩИЗжЗЈМѕЩйДжЗлЕФжЪСПЗжЪ§ЛђЬхЛ§ЗжЪ§ЃЌДгЖјНЕЕЭЦјЬхЮэЛЏЗЈЗлФЉЕФЦНОљСЃОЖЃЌМѕЩйПеаФТЪЁЃПеаФТЪЕФНЕЕЭгаРћгкНјвЛВННЕЕЭHIPХїЬхжаЕФЮЂЦјПзЪ§СПЃЌДгЖјНЕЕЭЦЃРЭЪдбљдкБэУцЦјПзДІЖЯСбЕФИХТЪ,НјЖјИФЩЦTC11юбКЯН№ХїЬхЕФЦЃРЭадФмЁЃ
Бэ3 HIPХїЬхЕФИпжмЦЃРЭЪйУќМАЪЇаЇЪдбљЖЯСбЗНЪН
| бљЦЗБрКХ | зюДѓгІСІσmax/MPa | ЦЃРЭЪйУќ/ЭђДЮ | ЖЯСбЮЛжУ | ЦјПзГпДч/μm |
| 1 | 650 | 25.7 | БэУц | Юо |
| 2 | 625 | 407.0 | БэУц | Юо |
| 3 | 625 | 115.0 | БэУц | Юо |
| 4 | 625 | 6.4 | БэУц | 31.2 |
| 5 | 600 | 25.7 | БэУц | 14.9 |
| 6 | 600 | 42.8 | БэУц | 22.3 |
| 7 | 600 | 84.7 | БэУц | 21.5 |
| 8 | 600 | 571.0 | БэУц | Юо |
| 9 | 600 | 739.0 | БэУц | Юо |
| 10 | 600 | 1000 | ЮДЖЯСб | |
| 11 | 600 | 1000 | ЮДЖЯСб | |
| 12 | 575 | 1000 | ЮДЖЯСб | |
| 13 | 575 | 1000 | ЮДЖЯСб | вЛ |
3ЁЂНсТл
(1)TC11ЗлФЉюбКЯН№ЕФЯдЮЂзщжЏЯИаЁОљдШЃЌНгНќРэТлШЋжТУмЃЌИпжмЦЃРЭЧПЖШПЩЕН590MPa,ОВЬЌСІбЇадФмКЭЦЃРЭЧПЖШгыЖЭдьКЯН№ЯрЕБЁЃ
(2)TC11ЗлФЉюбКЯН№ЕФИпжмЦЃРЭЪйУќГЪЯжЖўжиадЃЌЦЃРЭМгдиЬѕМўЯТЃЌБэУцЮЂЦјПзЛсгХЯШГЩЮЊСбЮЦУШЩњЮЛжУ,ЯджјНЕЕЭКЯН№ЕФИпжмЦЃРЭЪйУќЁЃ
ВЮПМЮФЯз
[1] BANERJEE D, WILLIAMS J C.Perspectives on titanium science and technology[J].Acta Materialia,2013,61(3):844-879.
[2] KUMAR P, RAMAMURTY U. High cycle fatigue in selective laser melted Ti-6Al-4V[J].Acta Materialia,2020,194:305-320.
[3] FANG Z Z, PARAMORE J D, SUN P,et al. Powder metallurgy of titanium-Past,present, and future[J]. International Materials Reviews,2018,63(7):407-459.
[4]ЫяБІЕТ,ЭѕПЁ,ПЕУЏЖЋ,ЕШ.ИпЮТКЯН№ГЌЯоЙЙМўОЋУмж§дьММЪѕМАЗЂеЙЧїЪЦ[J].Н№ЪєбЇБЈ,2022,58(4):412-427.
SUN Baode,WANG Jun,KANG Maodong,et al. Investment casting technology and development trend of superalloy ultra limit components[J]. Acta Metallurgica Sinica,2022,58(4):412-427.
[5]бюШё,Догёгб,МжЧх,ЕШ.ДѓГпДчБЁБкюбКЯН№ЭВЬхНсЙЙЕФРыаФОЋУмж§дь[J].гюКНВФСЯЙЄве,2013,43(3):56-59.
YANG Rui, CUI Yuyou, JIA Qing, et al.Centrifugal casting of large thin-wall cylindrical structure of titanium alloys[J]. Aerospace Materials& Technology,2013,43(3):56-59.
[6] FENG X, QIU J K, MA Y J, et al. Influence of processing conditions on microstructure and mechanical properties of large thin-wall centrifugal Ti-6Al-4V casting[J]. Journal of Materials Science& Technology, 2016, 32(4):362-371.
[7] YANG Y J, WANG X Y, LI X M, et al. Numerical simulation on solidification during vertical centrifugal casting process for TC4 alloy wheel hub with enhanced mechanical properties[J].Materials,2023,17(1):184.
[8]ЫЮВЈЃЌеХН№СМЃЌеТцТНрЃЌЕШ.Н№ЪєМЄЙтдіВФжЦдьВФСЯЩшМЦбаОПНјеЙ[J].Н№ЪєбЇБЈ,2023,59(1):1-15.
SONG Bo,ZHANG Jinliang,ZHANG Yuanjie,et al. Research progress of materials design for metal laser additive manufacturing[J].Acta Metallurgica Sinica,2023,59(1):1-15.
[9] GU D D, SHI X Y, POPRAWE R, et al.Material-structure-performance integrated laser-metal additive manufacturing[J]. Science,2021,372(6545):1487.
[10] GHODS S, SCHULTZ E, WISDOM C,et al. Electron beam additive manufacturing of Ti6Al4V: Evolution of powder morphology and part microstructure with powder reuse[J].Materialia,2020,9:100631.
[11] WU Q, QIAO C, WU Y H, et al. Numerical investigation on the reuse of recycled powders in powder bed fusion additive manufacturing[J]. Additive Manufacturing, 2023,77:103821.
[12] CHENG M, WU J, LU Z G, et al.Effect of argon-induced porosity on mechanical properties of powder metallurgy titanium alloy components using hot isostatic pressing[J]. Acta Metallurgica Sinica(English Letters), 2021,34(10):1386-1394.
[13] CAI C, SONG B, XUE P J, et al.Effect of hot isostatic pressing procedure on performance of Ti6Al4V: Surface qualities,microstructure and mechanical properties[J].Journal of Alloys and Compounds, 2016, 686:55-63.
[14] ZHANG K, MEI J, WAIN N, et al.Effect of hot-isostatic-pressing parameters on the microstructure and properties of Powder Ti-6Al-4V hot-isostatically-pressed samples[J]. Metallurgical and Materials Transactions A,2010,41(4):1033-1045.
[15] GUO R P, CHENG M, ZHANG C J, et al. Achieving superior fatigue strength in a powder-metallurgy titanium alloy via in situ globularization during hot isostatic pressing[J].Scripta Materialia,2023,228:115345.
[16] ROMERO C, YANG F, BOLZONI L. Fatigue and fracture properties of Ti alloys from powder-based processes-A review[J]. International Journal of Fatigue, 2018, 117:407-419.
[17] WEGMANN G, GERLING R,SCHIMANSKY F P. Temperature induced porosity in hot isostatically pressed gamma titanium aluminiumide alloy powders[J]. Acta Materialia,2003,51(3):741-752.
[18] GUO R P, XU L, WU J, et al.Microstructural evolution and mechanical properties of powder metallurgy Ti-6Al-4V alloy based on heat response[J]. Materials Science and Engineering: A,2015,639:327-334.
[19] CHENG M, LU Z G, WU J, et al.Effect of thermal induced porosity on high-cycle fatigue and very high-cycle fatigue behaviors of hot-isostatic-pressed Ti-6Al-4V powder components[J]. Journal of Materials Science&Technology,2022,98:177-185.
[20] GUO R P, XU L, ZONG B Y P, et al.Characterization of prealloyed Ti-6Al-4V powders from EIGA and PREP process and mechanical properties of HIPed powder compacts[J]. Acta Metallurgica Sinica(English Letters),2017,30(8):735-744.
[21]жЃЙњЛЊ,зѓЭЉ,еХаРвЋ,ЕШ.ШМЛњбЙЦјЛњвЖЦЌШШЧПюбКЯН№TC11ЦЃРЭааЮЊбаОП[J].ВФСЯПЊЗЂгыгІгУ,2016,31(3):22-27.
ZHENG Guohua,ZUO Tong, ZHANG Xinyao, et al. Study on fatigue property of TC11 for compressor blade[J]. Development and Application of Materials,2016,31(3):22-27.
ЃЈзЂЃЌдЮФБъЬтЃКЗлФЉвБН№TC11юбКЯН№ЕФШШЕШОВбЙжЦБИгыИпжмЦЃРЭадФмбаОПЃЉ
tagБъЧЉ:TC11юбКЯН№,TC11ИпЮТюбКЯН№,HIPГЩаЮ,EIGAжЦЗл,ЮЂПзЯЖ