



·ўІјИХЖЪЈә2026-1-13 10:17:38
1ЎўТэСФ
оСәПҪрТтЖдЗҝ¶ИёЯЎўГЬ¶ИөНЎўИИөјВКөНЎўДНёЯОВәНУЕТмөДДНёҜКҙөИРФДЬЈ¬ұ»№г·әУҰУГУЪПЦҙъ№ъ·АЎўәҪҝХәҪМмЎўәЈСуҙ¬І°Ўў»Ҝ№ӨЙиұёөИЦЖФмБмУтЦРЈ¬УИЖдКЗФЪәҪҝХәҪМм№ӨТөБмУтЈ¬ұ»УюОӘХэФЪбИЖрөД“өЪИэҪрКф”Ўў“ЦЗДЬҪрКф”Ј¬КЗЦШТӘөДХҪВФҪрКфІДБП[1]ЎЈФЪПЦҙъ№ӨТөәНәҪҝХәҪМмБмУтЈ¬¶ФУЪёЯРФДЬІДБПөДРиЗуИХТжФціӨЈ¬МШұрКЗФЪЦЖФмұХКҪТ¶ВЦөИ№ШјьІҝјюКұЈ¬¶ФІДБПөДЗбЦКЎўёЯЗҝ¶ИЎўДНёЯОВәНДНёҜКҙРФДЬМбіцБЛёьёЯөДТӘЗуЎЈ
СЎФсәПККөДДН»рІДБПКЗЙъІъККУГУЪКөјКУҰУГөДоСәПҪрұХКҪТ¶ВЦЦэјюөД№ШјьЗ°МбЎЈУЙУЪИЫИЪоСәПҪрөДёЯ»ҜС§»оРФЈ¬ЛьјёәхҝЙТФУлЛщУРДН»рІДБП·ўЙъ·ҙУҰ[2-3]ЎЈТтҙЛЈ¬ФЪоСәПҪрИЫБ¶әНЦэФмЦРСЎФсәПККөДМХҙЙІДБПЦБ№ШЦШТӘ[4-6]ЎЈіЈУГСх»ҜОпДН»рІДБПУлоСәПҪрЦ®јд·ҙУҰөДИИБҰС§ОИ¶ЁРФҙУёЯөҪөНТАҙООӘ:Y2O3ЎўCaOЎўZrO2ЎўAl2O3ЎўMgOәНSiO2[7]ЎЈMgOФЪХжҝХМхјюПВ1600ЎжКұУлоСТәҫзБТ·ҙУҰЈ¬ИЭТЧ»У·ўЈ¬өјЦВҪҪЧўөДЦэјюЦРРОіЙҙуБҝЖшҝЧ[8-9]ЎЈә¬УР№иФӘЛШөДІДБПЈ¬ИзДӘАҙКҜ(3Al2O3·2SiO2)[10]әНпҜКҜ(ZrSiO4)[11]Ј¬УлоСәПҪрИЫМе·ўЙъЗҝБТ·ҙУҰЈ¬ТтҙЛІ»ККУГ[12]ЎЈ¶ФZrO2МХҙЙРНҝЗУлҙ«НіЦэФмоСәПҪрЦ®јдөДёЯОВҪзГж·ҙУҰөДСРҫҝұнГчЈ¬ІҝјюұнГжҙжФЪТ»ёц220μmәсөДҪзГж·ҙУҰІгЈ¬УЙёҙәПСх»ҜОпЧйіЙ[13]ЎЈ¶шТФСх»ҜёЖ(CaO)ОӘЦчМеІДБПөДМХҙЙРНҝЗЈ¬ЛдИ»ҝЙТФөГөҪРФДЬУЕБјөДоСәПҪрЦэјюЈ¬ө«CaOҫЯУРОьКӘРФЈ¬ФЪҝХЖшЦРј«ТЧУлЛ®·ҙУҰЈ¬ХвёшРНҝЗІДЦКөДҙўҙжУлЦЖұёҙшАҙБЛІ»ұг[14]ЎЈТтҙЛЈ¬Сх»ҜоЖ(Y2O3)КЗоСәПҪрЦэФмУГөДЧојСөДАнПлІДБПЎЈ
Сх»ҜоЖИЫөгФјОӘ2430ЎжЈ¬ИИБҰС§ОИ¶ЁРФҪПёЯЈ¬ИИБҰС§јЖЛгҪб№ыПФКҫЖдјёәхІ»УлИОәОҪрКфФӘЛШ·ўЙъ·ҙУҰЈ¬КЗҪьР©ДкАҙ·ЗіЈИИГЕөДРНҝЗДН»рІДБП[15]ЎЈИ»¶шЈ¬Сх»ҜоЖЧчОӘТ»ЦЦДН»рІДБПЈ¬ФЪКөјКУҰУГЦРИФИ»ҙжФЪЧЕМфХҪЎЈУЙУЪСх»ҜоЖТЧ·ўЙъЛ®»Ҝ·ҙУҰЈ¬УГЛ®»щёЯОВЦэФмХіҪбјБЦЖұёөД
Сх»ҜоЖҪ¬БПЈ¬ЖдОИ¶ЁРФҫНҪПІоЈ¬К№УГКЩГьТІҪП¶МЈ¬№ӨТХіЙұҫПаУҰТІҙу·щЙПЙэЈ¬ХвФцјУБЛСх»ҜоЖЧчОӘДН»рІДБПөДКөјКУҰУГөДёҙФУРФ[16]ЎЈ
ДэҪәЧўДЈјјКхЧоіхУЪ20КАјН90ДкҙъФЪГА№ъПрКчБл№ъјТКөСйКТ(ORNL)ҝӘ·ўЈ¬КЗТ»ЦЦҪьҫ»іЙРОөДМХҙЙЕчМеЦЖФм·Ҫ·ЁЎЈёГ·Ҫ·ЁЧоіхК№УГУР»ъҪйЦКЈ¬әуАҙЧӘПтЛ®»щҪйЦКЎЈёГ№эіМЙжј°Ҫ«МХҙЙІДБПҪҪЧўөҪ·З¶аҝЧДЈҫЯЦРЈ¬И»әуНЁ№эДэҪәіЙРНРОіЙИэО¬НшВзҪб№№ЎЈОч°ІҪ»НЁҙуС§АоөУіҫНЕ¶УҪ«ПЦУРіЙКмөД№в№М»ҜіЙРНјјКхУлДэҪәЧўДЈјјКхҪбәПЈ¬өГөҪБЛТ»ЦЦМХҙЙЦэРНөДҝмЛЩЦЖұё№ӨТХ17]Ј¬МбёЯБЛҝЗЎўРҫЦЖФмР§ВКЈ¬іЙРНёҙФУҪб№№ДЬБҰЗҝЎЈ¶аДкАҙЈ¬ДэҪәЧўДЈТтЖдТЧУЪКөК©ЎўҫщФИөДГЬ¶И·ЦІјәНЙъІъёҙФУРОЧҙөДДЬБҰ¶шТэЖрБЛФҪАҙФҪ¶аөДРЛИӨ[18-19]ЎЈЦөөГЧўТвөДКЗЈ¬К№УГДэҪәЦэФмҪшРРСх»ҜВБәНСх»ҜпҜ»щМХҙЙҝЗөДЦЖұёТСҫӯТэЖрБЛөДҙуБҝ№ШЧў[20-21]ЎЈ
ОӘБЛҪвҫцЙПКцМфХҪЈ¬ұҫСРҫҝІЙУГДэҪәЧўДЈ·Ҫ·ЁЦЖұёБЛЧЁГЕККУГУЪоСәПҪрұХКҪТ¶ВЦЦэФмөДСх»ҜоЖМХҙЙРНҝЗЎЈХвЦЦҙҙРВ·Ҫ·ЁЧоРЎ»ҜБЛ¶ФМШ¶ЁДЈРНөДРиЗуЈ¬ҙУ¶шДЬ№»Бй»оЙъІъёчЦЦёҙФУРОЧҙөДСх»ҜоЖДН»рІъЖ·Ј¬КЗІДБПЦЖұёјјКхөДЦШҙуҪшІҪЎЈФЪұҫСРҫҝЦРЈ¬АыУГСх»ҜоЖөДИИБҰС§ОИ¶ЁРФЈ¬НЁ№эҫ«РДЙијЖөДМХҙЙҪ¬БПЦЖұё№ӨТХЈ¬іЙ№Ұ»сөГБЛёЯ№МПаЎўөНХі¶ИөДСх»ҜоЖЛ®»щРьёЎТәЈ¬ОӘЦЖұёТ»Ме»ҜСх»ҜоЖМХҙЙЦэРНМṩБЛ»щҙЎЎЈМҪМЦБЛСх»ҜоЖҪ¬БПөДБчұдРФДЬЎў»ъРөРФДЬЎўЙХҪб№ӨТХј°ХжҝХҪюЧХ№ӨТХЈ¬·ЦОцБЛЖд¶ФСх»ҜоЖМХҙЙЦэРНөДУ°ПмЈ¬ОӘоСәПҪрұХКҪТ¶ВЦЦэФмөм¶ЁБЛјбКөөДАнВЫәНјјКх»щҙЎЎЈ
2ЎўКөСй
2.1КөСйІДБП
МХҙЙҪ¬БП°ьә¬УР»щМеІДБПЎўҝу»ҜјБЎўИЬјБЎўУР»ъөҘМеЎўҪ»БӘјБТФј°ЖдЛыМнјУОпөИЈ¬ЖдЧйіЙұИАэІ»ҪцУ°ПмЧЕМХҙЙҪ¬БПөДіЙРО№ӨТХРФЈ¬¶шЗТУ°ПмМХҙЙЕчМеЙХіЙ№ӨТХРФЎўМХҙЙЦэРНКТОВҝ№НдЗҝ¶ИәНёЯОВРФДЬЎЈәПҪрФӯІДБПОӘЦэФмоСәПҪрZTC4Ј¬»ҜС§іЙ·ЦВъЧгGB/T15073-2014ТӘЗу[22]ЎЈұҫСРҫҝЛщК№УГөДКөСйІДБПИзұн1ЛщКҫЎЈ
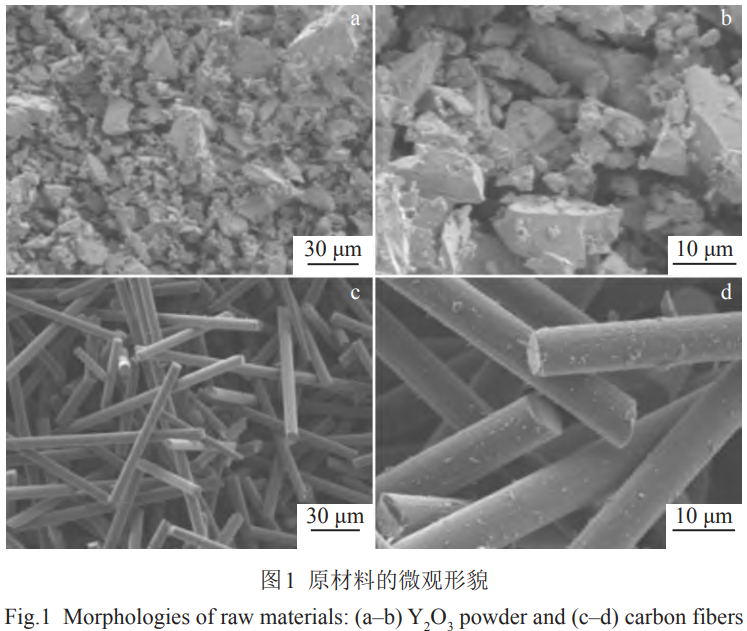
»щУЪFunk-Dinger·ҪіМәН·ЦРОАнВЫ¶ФМХҙЙҝЕБЈҪшРРј¶ЕдЈ¬ФЪСх»ҜоЖ»щМеІДБПЦРСЎУГБЛ4ЦЦБЈҫ¶І»Н¬өДСх»ҜоЖ·ЫД©,4ЦЦ·ЫД©ЦРБЈҫ¶(D50)·ЦұрОӘ100Ўў50Ўў18Ўў5μm,ЖдұИАэОӘ10:30:40:20Ј¬МХҙЙ·ЫД©РОГІИзНј1aЈ¬1bЛщКҫЎЈОӘМбёЯЦэРНөДНСЦ¬Зҝ¶ИЈ¬МнјУ1.5wt%өДМјПЛО¬ЎЈМјПЛО¬СЎУГДПҫ©ОіҙпёҙәПІДБПУРПЮ№«ЛҫЙъІъөДAWј¶HTS40-12kМјПЛО¬Ј¬ПЛО¬өҘЛҝЦұҫ¶ОӘ7μm,400Ўж/2hЙХК§БҝОӘ4.7%Ј¬іӨ¶ИОӘ0.37mmЈ¬ЖдРОГІИзНј1cЈ¬1dЛщКҫЎЈ
ұн1КөСйІДБП
| Experimental material | Application | Purity | Manufacturer |
| Y2O3 powder | Matrix material | Industrial grade | Gongyi Zhengyu New Materials Co., Ltd |
| Carbon fiber | Additive | Industrial grade | Nanjing Weida Composite Materials Co., Ltd |
| (C3H3NaO2)n,PAAS | Dispersant | Analytical grade | Xi'an Chang'an Chemical Reagent Factory |
| (CH3)2NCH2CH2N(CH3)2,TMEDA | Catalyst | Analytical grade | National Group Chemical Reagent Co., Ltd |
| (NH4)2S2O8,APS | Initiator | Analytical grade | National Group Chemical Reagent Co., Ltd |
| CH3CONH2,AM | Organic monomer | Analytical grade | Tianjin Comio Chemical Reagent Development Center |
| C7H10N2O2,MBAM | Crosslinking agent | Analytical grade | Tianjin Comio Chemical Reagent Development Center |
| C6H5O7(NH4)3 | Dispersant | Analytical grade | Tianjin Huasheng Chemical Reagent Co., Ltd |
| ZTC4 | Melting and casting | Beijing Institute of Aeronautical Materials |
2.2КөСй·Ҫ·Ё
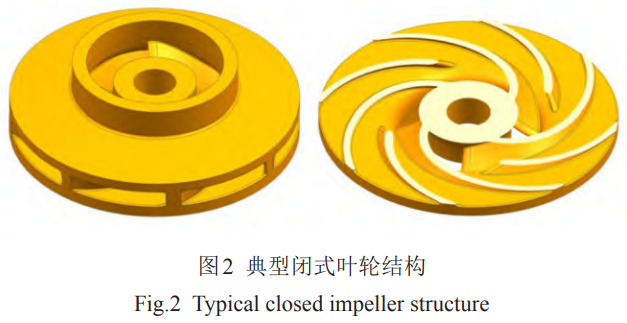
Хл¶Фҙ«НіИЫДЈЦэФмјјКхФЪұХКҪТ¶ВЦЦЖФм№эіМЦРҙжФЪСР·ўЦЬЖЪіӨЎўіЙұҫёЯЎўёҙФУҪб№№өД№ӨТХККЕдРФІоөИОКМвЈ¬ұҫСРҫҝМбіцБЛ»щУЪ№в№М»Ҝ3DҙтУЎөДРНҝЗ/РНРҫТ»Ме»ҜұХКҪТ¶ВЦҝмЛЩЦЖФмјјКхЎЈёГјјКхТФ№в№М»Ҝ3DҙтУЎұХКҪТ¶ВЦФӯРНОӘ»щҙЎЈ¬НЁ№эХжҝХҪҪЧўМХҙЙДэҪәҪ¬БПөД·ҪКҪЈ¬КөПЦЦэРНИэО¬ёҙФУҪб№№өДТ»Ме»ҜіЙРНЎЈұҫКФСйІЙУГөДұХКҪТ¶ВЦҪб№№ИзНј2ЛщКҫЈ¬ёГұХКҪТ¶ВЦІЙУГТ¶Ж¬УлВЦёЗХыМеКҪЙијЖЈ¬Т¶ВЦЦұҫ¶ОӘ∅100mmЈ¬ёЯ¶И25mmЈ¬ДЪІҝБчөА·вұХПБХӯЈ¬ЙППВВЦёЗЧоРЎјдП¶Ҫц4mmЎЈІЙУГSLA660№в№М»Ҝ3DҙтУЎ»ъҪшРРҙтУЎЈ¬ҙтУЎІгәсОӘ0.1mmЈ¬ҙтУЎЛЩ¶ИОӘ6000mm/sЈ¬јӨ№в№ҰВКЙиЦГОӘ450mWЎЈ
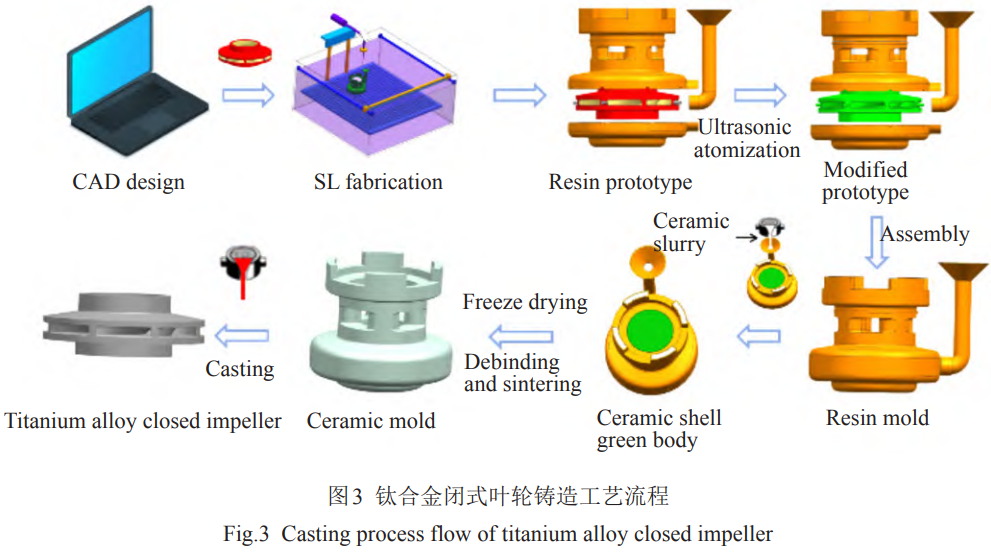
ұҫКФСй»щУЪСх»ҜоЖДэҪәЧўДЈіЙРОөДоСәПҪрұХКҪТ¶ВЦҫ«ГЬЦэФм№ӨТХ·Ҫ·ЁөДЦчТӘБчіМИзНј3ЛщКҫ:
(1)АыУГБўМе№вҝМјјКх(stereolithography,SL)ЦЖұёә¬УРоСәПҪрұХКҪТ¶ВЦФӯРНөДКчЦ¬ДЈҫЯ;
(2)АыУГДэҪәЧўДЈіЙРН№ӨТХЈ¬Т»ҙОРФНкіЙДЪНвҪб№№Т»Ме»ҜМХҙЙРНҝЗіЙРНЈ¬ТАҝҝФӨПИЕдЦГәГөДМХҙЙҪ¬БПұҫЙнБјәГөДБч¶ҜРФЈ¬МоідоСәПҪрТ¶ВЦКчЦ¬ФӯРН;
(3)НЁ№эёЙФпЎўұәЙХөИ№ӨТХ№эіМЈ¬ЙХК§КчЦ¬ФӯРНЈ¬ІўК№МХҙЙЙХҪбіЙОӘМХҙЙЦэРНЈ»
(4)ЙијЖЦШБҰЦэФм+¶ҘЧўКҪҪҪЧўПөНіЈ¬Т»ВҜҪҪЧўБҪјюЈ¬ІЙУГ10kgХжҝХЧФәДДэҝЗИЫБ¶ВҜҝӘХ№ZTC4оСәПҪрИЫБ¶ҪҪЧўКФСйЈ¬ЗеАнМХҙЙЦэРНәуРОіЙоСәПҪрТ¶ВЦЎЈ
ХвТ»·Ҫ·ЁОЮРиЦЖФмДЈҫЯЈ¬КөПЦЦэРНДЪНвҪб№№Т»Ме»ҜіЙРНЈ¬ҝЛ·юБЛҙ«НіИЫДЈЦэФмјјКхЦРРНРҫУлРНҝЗЧ°ЕдЛщФміЙөДРНРҫЖҜТЖөИДСМвЈ¬ОӘоСәПҪрұХКҪТ¶ВЦЦұҪУЦэФмМṩБЛХыМеЦэРНРВ·Ҫ·ЁЎЈ

2.3МХҙЙҪ¬БПЦЖұё
ёЯ№МПаЎўөНХі¶ИөДМХҙЙҪ¬БПКЗТ»Ме»ҜМХҙЙЦэРНДэҪәЧўДЈіЙРН№ӨТХөД»щҙЎЈ¬өНХі¶ИөДМХҙЙҪ¬БПҫЯУРБјәГөДБч
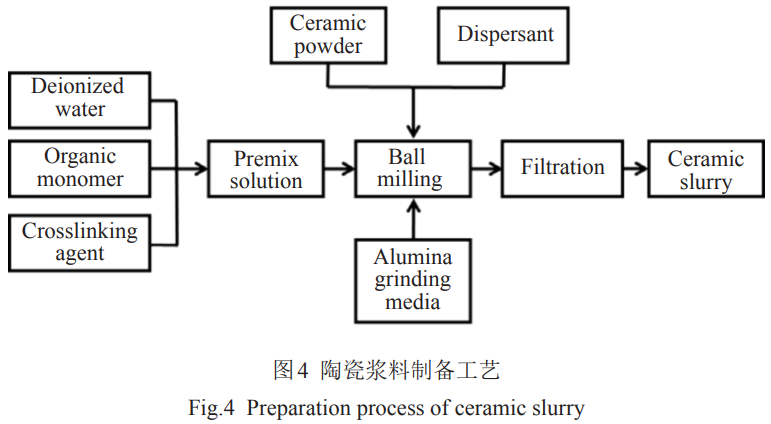
¶ҜРФЈ¬ұгУЪМоідёҙФУөДSLКчЦ¬ФӯРНРНЗ»Ј¬»сөГёЯ№МПаМХҙЙҪ¬БПөДДҝөДКЗҫЎҝЙДЬјхРЎМХҙЙЕчМеёЙФпКХЛхВКәНЙХіЙКХЛхВКЎЈМХҙЙҪ¬БПЦЖұё№ӨТХБчіМИзНј4ЛщКҫЎЈ
КЧПИҪ«УР»ъөҘМе(AM)әНҪ»БӘјБ(MBAM)°ҙХХЦКБҝұИ24:1ИЬҪвөҪИҘАлЧУЛ®ЦРЈ¬ЕдЦЖЕЁ¶ИОӘ20wt%өДФӨ»мТәЈ¬МнјУККБҝөД·ЦЙўјБ(ТФМХҙЙ·ЫД©өДЦКБҝ·ЦКэјЖ)әНPEG6000(ТФAMәНMBAMјУИлБҝөДЦКБҝ·ЦКэјЖ),УГДыГКЛбп§өчҪЪpHЦөЈ¬И»әуҪ«ЕдЦЖәГөДФӨ»мТәө№ИлЗтДҘ№ЮЦРЈ¬јУИлКВПИИ·¶ЁәГұИАэөД4ЦЦІ»Н¬БЈҫ¶өДСх»ҜоЖМХҙЙ·ЫД©Ј¬°ҙХХБПЗтЦКБҝұИ2:1јУИлёХУсДҘЗтЈ¬ЗтДҘ40minә󣬹эВЛөфДҘЗтЈ¬»сөГККУГУЪДэҪәЧўДЈУГөДСх»ҜоЖМХҙЙҪ¬БПЎЈ
өГөҪСх»ҜоЖҪ¬БПәуЈ¬Ҫ«ЖдФЪХжҝХЧўРН»ъЦРіэЖш10minЈ¬іэИҘҪ¬БПЦРөДЖшЕЭЎЈЛжәуЈ¬МнјУҙЯ»ҜјБәНТэ·ўјБЈ¬ҪБ°иҫщФИәуЈ¬Ҫ«Ҫ¬БП»әВэө№ИлКчЦ¬ДЈҫЯЦРЈ¬ҪҪЧўНкіЙәуЈ¬К№ЖдФЪ40ЎжәжПдЦРЈ¬ұЈОВ6hЈ¬ЛжәуҪшРРАд¶іёЙФпЎЈёЙФпНкіЙәу,Ҫ«МХҙЙЦэРНФЪ1200∘CПВҪшРРНСЦ¬,іэИҘЖдЦРөДКчЦ¬әНУР»ъөҘМеЈ¬ЧоәуЧӘТЖөҪДЙІ©ИИЙХҪбВҜЦРЈ¬ФЪ1600ЎжПВЙХҪб6h,өГөҪМХҙЙЦэРНЎЈ
2.4ІвКФУлұнХч
ІЙУГNDJ-8SРэЧӘХі¶ИјЖІвБҝМХҙЙҪ¬БПөДХі¶ИЎЈІЙУГHSST-6003QPёЯОВУҰБҰУҰұдКФСй»ъІвКФЗҝ¶И,КФСщіЯҙзОӘ50mm10mm4mm,ТФ6ёщКФСщОӘТ»Чй,ИЎЖдЖҪҫщЦөЎЈТФ8∘C/minөДЙэОВЛЩВКЙэЦБ1200∘C,Ц®әуТФ5∘C/minөДЙэОВЛЩВКЙэЦБ1500Ўж,ұЈОВ10min,АыУГИэөгҝ№Нд·Ё,ІвЖдёЯОВЗҝ¶ИЎЈҪҪЧўәуФЪЦэјюҪҪҝЪёҪҪьИЎСщ,°ҙХХGB/T5168-2020[23]ҪшРРҪрПаЦЖСщј°ёҜКҙ,ІЙУГDM8000M№вС§ПФОўҫө№ЫІмұХКҪТ¶ВЦЦэФмЧйЦҜ,ІЙУГҪрПа·Ё¶ФКФСщҪшРРХҙОЫІгјмІвЎЈ
3ЎўҪб№ыУл·ЦОц
3.1Сх»ҜоЖМХҙЙҪ¬БПБчұдРФДЬСРҫҝ
3.1.1І»Н¬pHЦө¶ФҪ¬БПБчұдРФДЬөДУ°Пм
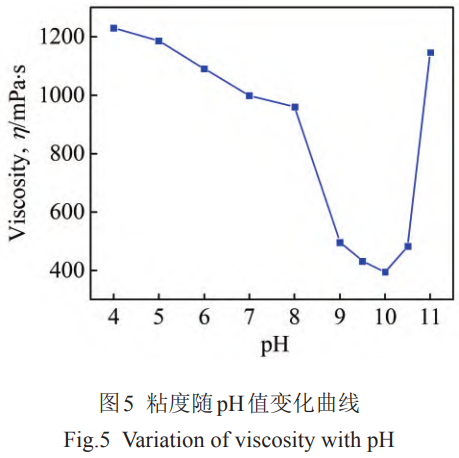
Нј5Х№КҫБЛІ»Н¬pHЦөПВСх»ҜоЖМХҙЙҪ¬БПөДХі¶И(јфЗРЛЩВК60s-1),ҪТКҫБЛpH¶ФСх»ҜоЖМХҙЙҪ¬БПБчұдРРОӘөДПФЦшөчҝШ№жВЙЎЈСх»ҜоЖФЪЛ®ЦР[24]ҫЯУРёЯИЬҪв¶И,УлЛ®ҝмЛЩ·ҙУҰ,ҙУ¶шФЪ·ЫД©ұнГжРОіЙЛ®»ҜІгЎЈГиКцСх»ҜоЖФЪЛ®ИЬТәЦРөДөзАл·ҪіМ[25]ОӘ:
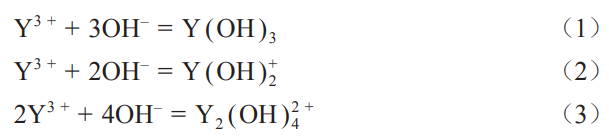
ҙУЙПКцөзАл·ҪіМҝЙТФҝҙіцЈ¬Сх»ҜоЖ·Ыҫӯ№э·ЦҪвЈ¬ІъЙъҙуБҝөДИэјЫоЖАлЧУәНПа№ШөДфЗ»щ»ҜәПОп,°ьАЁY3+ЎўY(OH)2+әНY2(OH)42+ЎЈёщҫЭDLVOАнВЫ,өұ¶юјЫәНИэјЫҪрКфАлЧУЕдәПОпіцПЦФЪРьёЎТәЦРКұ,Л«өзІгөДС№ЛхұИТ»јЫАлЧУөДС№ЛхёьГчПФ,өјЦВРьёЎТә[26]өДРхДэЎЈ
КөСйКэҫЭПФКҫ,өұpHҙУ4.0ЙэЦБ11.0Кұ,Ҫ¬БПХі¶ИіКПЦПИҪөөНәуЙэёЯөД·ЗПЯРФұд»ҜЗчКЖ,ЧоөНХі¶И(394mPa·s)іцПЦФЪpH=10ёҪҪь,¶шј«¶ЛЛбРФ(pH=4.0)әНЗҝјоРФ(pH=11.0)МхјюПВөДХі¶И·ЦұрёЯҙп1230әН1146mPa·sЎЈХвТ»ПЦПуУлҪ¬БПЦРҝЕБЈ·ЦЙўЧҙМ¬ЎўұнГжөзәЙМШРФј°ТәПаАлЧУ»·ҫіөДРӯН¬ЧчУГГЬЗРПа№Ш,ҫЯМеҝЙ№йДЙОӘТФПВ»ъЦЖ:
өұpHФЪ4.0~9.0Кұ,Ҫ¬БПХі¶ИЛжpHЙэёЯ¶шЦрҪҘҪөөН,ө«ИФҙҰУЪҪПёЯЛ®ЖҪЎЈёщҫЭҪәМеОИ¶ЁРФАнВЫНЖІв,ҙЛҪЧ¶ОСх»ҜоЖҝЕБЈұнГжЦКЧУ»Ҝ·ҙУҰХјУЕ(Y(OH)2+РОіЙ),өјЦВZetaөзО»ҫш¶ФЦөҪПөН(ҝЙДЬҪУҪьөИөзөг)ЎЈҝЕБЈјдҫІөзЕЕівБҰІ»Чг,·¶өВ»ӘОьТэБҰХјЦчөј,Тэ·ўСПЦШНЕҫЫЎЈНЕҫЫМеөДРОіЙІ»ҪцФцјУҪ¬БПБч¶ҜЧиБҰ,»№ТтҝЕБЈ-ТәМеҪзГжДҰІБІъЙъДЪәД,№ІН¬өјЦВХі¶ИҫУёЯІ»ПВЎЈҙЛНв,ЛбРФ»·ҫіҝЙДЬТЦЦЖДыГКЛбп§өДөзАл,ҪөөНЖдОьёҪУЪҝЕБЈұнГжөДР§ВК,ҪшТ»ІҪјУҫзНЕҫЫР§УҰЎЈөұpHЙэЦБ9.0~10.5Кұ,Ҫ¬БПХі¶ИҪөЦБЧоөНЖҪМЁЗш(η=394~500mPa·s)Ј¬ұнГчҝЕБЈҙпөҪЧојС·ЦЙўЧҙМ¬ЎЈҙЛКұЈ¬Сх»ҜоЖҝЕБЈұнГжфЗ»щ(-OH)өДИҘЦКЧУ»Ҝ·ҙУҰФцЗҝ(Y-O-ЙъіЙ)Ј¬ZetaөзО»ҫш¶ФЦөПФЦшЙэёЯЈ¬РОіЙәс¶ИҪПҙуөДЛ«өзІгЎЈЗҝБТөДҫІөзЕЕівЧчУГУРР§өЦПы·¶өВ»ӘБҰЈ¬ТЦЦЖҝЕБЈНЕҫЫЈ¬К№Ҫ¬БПіКПЦҫщФИөДҪәМе·ЦЙўМеПөЎЈН¬КұЈ¬·ЦЙўјБ·ЦЧУФЪҙЛpH·¶О§ДЪөзАл¶ИМбёЯ(ДыГКЛбп§өДфИЛбёщід·ЦҪвАл)Ј¬НЁ№э»ҜС§ОьёҪФЪҝЕБЈұнГжРОіЙҝХјдО»ЧиІгЈ¬ҪшТ»ІҪФцЗҝ·ЦЙўОИ¶ЁРФЎЈөұpHі¬№э10.5әуЈ¬Хі¶ИіцПЦ·ҙіЈЙэёЯ(pH=11КұЈ¬η=1146mPa·s)ЎЈХвТ»ПЦПуҝЙДЬУлјоРФ»·ҫіЦРТәПаАлЧУЗҝ¶ИөДјұҫзФцјУУР№ШЈ¬јҙёЯЕЁ¶ИOHАлЧУ»бС№ЛхЛ«өзІгәс¶И(DebyeіӨ¶ИЛх¶М),ҙУ¶шПчИхҫІөзЕЕівБҰ(DLVOАнВЫ)ЎЈҙЛНвЈ¬ЗҝјоРФМхјюҝЙДЬҙЩК№·ЦЙўјБ·ЦЧУ№э¶ИЛ®ҪвЈ¬ЖЖ»өЖдОьёҪ№№ПуЈ¬ҪөөНҝХјдО»ЧиР§№ыЎЈ
КөСйҪб№ыұнГчЈ¬өұҪ¬БПөДpHҙУ4.0ЙэЦБ10.0КұЈ¬Ҫ¬БПХі¶ИПФЦшҪөөНЈ¬ө«өұpHҪшТ»ІҪЙэЦБ11КұЈ¬Хі¶ИФЩҙОҝӘКјЙПЙэЎЈУЙҙЛҝЙјыЈ¬өұҪ¬БПөДpHОӘ10.0КұЈ¬ФЪ60s-1јфЗРЛЩВКПВЈ¬Ҫ¬БПөДХі¶ИОӘ394mPa·sЈ¬ҫЯұёДэҪәЧўДЈҪҪЧўМхјюЎЈҪбәПКөСйҪб№ыЈ¬ФЪЕдЦЖҪ¬БП№эіМЦРЈ¬ІЙУГ°ұЛ®өчҪЪҪ¬БПpHЦөЦБ10.0Ј¬»сөГөНХі¶ИМХҙЙҪ¬БПЎЈ
3.1.2ДыГКЛбп§ә¬Бҝ¶ФҪ¬БПБчұдРФөДУ°Пм
ДыГКЛбп§(ammoniumcitrate,AC)ЧчОӘ·ЦЙўјБЈ¬ЖдЕЁ¶И¶ФСх»ҜоЖҪ¬БПөДБчұдРРОӘұнПЦіц·ЗПЯРФөчҝШМШХчЎЈИзНј6ЛщКҫЈ¬Ҫ¬БПХі¶И(јфЗРЛЩВК60s-)ЛжACә¬БҝФцјУіКПЦПИҪөәуЙэөД·ЗөҘөчұд»ҜЗчКЖ:өұACә¬БҝҙУ0wt%ФцЦБ1.5wt%КұЈ¬Хі¶ИҙУіхКј3025mPa·sПФЦшҪөЦБЧоөНЦө392mPa·s;јМРшФцјУЦБ2wt%КұЈ¬Хі¶И»ШЙэЦБ1025mPa·sЎЈХвТ»ПЦПуҪТКҫБЛ·ЦЙўјБЕЁ¶ИУлҝЕБЈ·ЦЙўЧҙМ¬өД¶ҜМ¬ЖҪәв№ШПөЈ¬ҫЯМе»ъАнИзПВЛщКцЎЈ
өұACә¬БҝөНУЪ0.5wt%КұЈ¬Ҫ¬БПХі¶ИЛжACФцјУ»әВэПВҪө(3025mPa·s→2412mPa·s)Ј¬ө«ИФҙҰУЪҪПёЯЛ®ЖҪЎЈҙЛҪЧ¶О·ЦЙўјБ·ЦЧУІ»ЧгТФНкИ«ёІёЗСх»ҜоЖҝЕБЈұнГжЈ¬ҝЕБЈјд·¶өВ»ӘОьТэБҰХјУЕЈ¬РОіЙЛЙЙўНЕҫЫМеЎЈОҙОьёҪөДAC·ЦЧУУОАлУЪТәПаЦРЈ¬¶ФАлЧУЗҝ¶И№ұПЧУРПЮЈ¬ZetaөзО»ҫш¶ФЦөҪПөНЈ¬ҫІөзЕЕівБҰҪПИхЎЈёЯХі¶ИФҙУЪБҪ·ҪГж:(1)НЕҫЫМеФцҙуУРР§№МПаМе»э·ЦКэЈ¬ФцјУБч¶ҜЧиБҰ;(2)ҝЕБЈјдДҰІБУлЕцЧІДЬБҝәДЙўјУҫзЎЈҙЛҪЧ¶ОҪ¬БПіКПЦГчПФјфЗРФцінЗгПтЈ¬І»АыУЪёҙФУҪб№№МоідЎЈ
өұACә¬БҝФцЦБ0.5wt%~1.5wt%КұЈ¬Ҫ¬БПХі¶ИјұҫзПВҪөЦБЧоөНЗшјд(392~543mPa·s)ЎЈҙЛКұЈ¬AC·ЦЧУНЁ№эфИЛбёщ»щНЕ(-COO)»ҜС§ОьёҪУЪҝЕБЈұнГжЈ¬РОіЙөҘІгЦВГЬ°ьЈ¬Оҙұ»ОьёҪөДAC·ЦЧУНЁ№эЗвјьУлОьёҪІгҪбәПЈ¬№№ҪЁҝХјдО»ЧиІгЎЈёГІгҝЙУРР§ЧиёфҝЕБЈҝҝҪьЦБ·¶өВ»ӘБҰЧчУГ·¶О§Ј¬ТЦЦЖНЕҫЫЎЈН¬КұЈ¬ОьёҪІгРҜҙшөДёәөзәЙК№ZetaөзО»ЙэёЯЈ¬ҫІөзЕЕівУлҝХјдО»ЧиРӯН¬ЧчУГКөПЦҪ¬БПёЯ¶И·ЦЙўЎЈөНХі¶ИЧҙМ¬ПВЈ¬Ҫ¬БПіКПЦјфЗРПЎ»ҜМШРФЈ¬јжҫЯБјәГБч¶ҜРФУлКК¶ИөДҪб№№»ЦёҙДЬБҰЎЈ
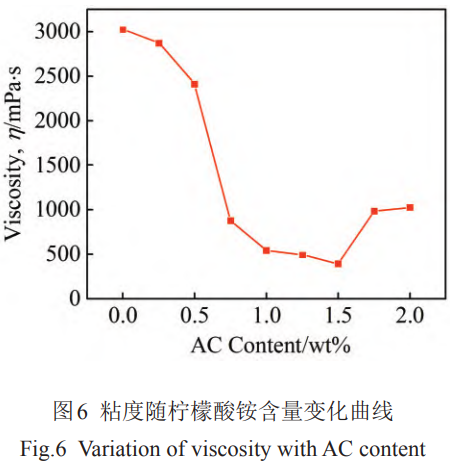
өұACә¬Бҝі¬№э2wt%әуЈ¬Хі¶И·ҙіЈЙэёЯ(1.5wt%:392mPa·s→2wt%:1025mPa·s)ЎЈХвТ»·ҙіЈПЦПуҝЙДЬУл№эБҝ·ЦЙўјБТэЖрөД“ЗЕБӘРхДэ”Р§УҰУР№Ш:№эёЯөДДыГКЛбп§ЕЁ¶ИөјЦВИЬТәЦРУОАл·ЦЧУФц¶аЈ¬ОҙОьёҪөД·ЦЙўјБНЁ№эЗвјь»т·ЦЧУБҙІшИЖҪ«ПаБЪҝЕБЈБ¬ҪУЈ¬РОіЙИхНЕҫЫНшВзЎЈҙЛНвЈ¬Хі¶И»ШЙэ»№ҝЙДЬФҙУЪҪ¬БПТәПаХі¶ИөДФцјУЈ¬ТтОӘёЯЕЁ¶ИДыГКЛб炙бПФЦшМбёЯИЬТәАлЧУЗҝ¶ИЈ¬ҙУ¶шҪөөНЛ«өзІгәс¶ИЎЈ
»щУЪЙПКц№жВЙЈ¬ҪЁТйҪ«ACә¬БҝҝШЦЖФЪ1.5wt%Ј¬ТФКөПЦ·ЦЙўР§№ыУліЙұҫР§ТжөДЖҪәвЎЈҙЛНвЈ¬ДыГКЛбп§өД·ЦЙўР§ВКУлpHЦөҙжФЪПФЦшРӯН¬Р§УҰЎЈФЪpH=10.0өДјоРФ»·ҫіЦРЈ¬ДыГКЛбп§өДБЩҪз·ЦЙўЕЁ¶И(1.5wt%)өНУЪЛбРФМхјю(pH=5.0КұРи1.8wt%)ЎЈХвКЗУЙУЪјоРФМхјюПВДыГКЛбп§·ЦЧУөзАл¶ИМбёЯЈ¬ёь¶аөД-COO»щНЕұ©В¶Ј¬ФцЗҝБЛУлҝЕБЈұнГжөДҪбәПДЬБҰЈ¬ҙУ¶шФЪҪПөНЕЁ¶ИПВјҙҝЙКөПЦНкИ«ёІёЗЎЈТтҙЛЈ¬ФЪҪ¬БПЦЖұё№эіМЦРЈ¬МнјУ1.5wt%ДыГКЛбп§Ј¬ҪөөНҪ¬БПХі¶ИЈ¬МбёЯҪ¬БПОИ¶ЁРФЎЈ
3.2»ъРөРФДЬ
3.2.1І»Н¬№МПаә¬Бҝ¶ФЦэРНЗҝ¶ИөДУ°Пм
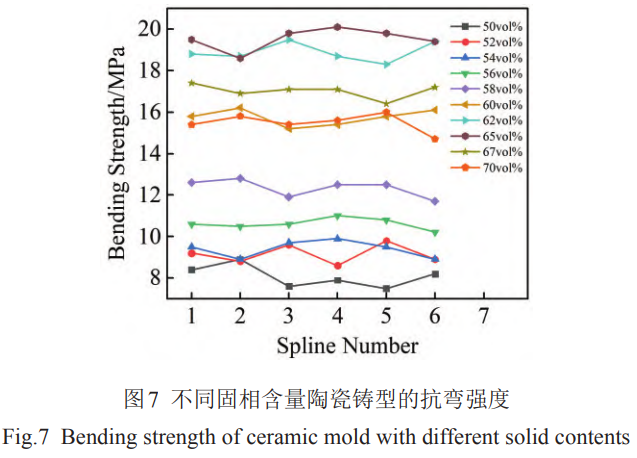
КөСйНЁ№эөчҝШСх»ҜоЖҪ¬БПөД№МПаә¬Бҝ(50vol%70vol%),СРҫҝБЛЖд¶ФМХҙЙЦэРНЗҝ¶ИөДЧчУГ№жВЙЎЈҪб№ыұнГчЈ¬№МПаә¬БҝҙУ50vol%МбЙэЦБ62vol%КұЈ¬ЕчМеИэөгНдЗъЗҝ¶ИУЙ(8.1±1.0)MPaПФЦшМбёЯЦБ(18.9±0.9)MPa(Нј7)Ј¬Н¬КұЈ¬МХҙЙҪ¬БПөДХі¶ИОӘ474mPa·sЈ¬ВъЧгҪҪЧўТӘЗуЎЈҙЛҪЧ¶ОЧсСӯFurnasГЬ¶С»эАнВЫ:ЛжЧЕ№МПаә¬БҝФцјУЈ¬ҝЕБЈјдҪУҙҘөгГЬ¶ИЙПЙэЈ¬Ҫ»БӘјБ(MBAM)РОіЙөДБ¬РшНшВзёьУРР§өШҙ«өЭУҰБҰЈ¬ҝЧП¶ВКҙУ11.2%ҪөЦБ3.5%ЎЈИ»¶шЈ¬өұ№МПаә¬Бҝі¬№э65vol%әуЈ¬Зҝ¶И·ҙ¶шПВҪөЦБ(15.6±1.2)MPa(70vol%)ЎЈХвКЗУЙУЪёЯ№МПаҪ¬БПХі¶ИјӨФц(>1200mPa·s)өјЦВЧўДЈ№эіМЦРЖшЕЭОЮ·ЁУРР§ЕЕіэЈ¬РОіЙТ»Р©№ВБўЖшҝЧЈ¬іЙОӘУҰБҰјҜЦРФҙЎЈТтҙЛЈ¬СЎФс№МПаә¬БҝОӘ62vol%Ј¬ТФКөПЦЗҝ¶ИУліЙРОРФөДЧоУЕЖҪәвЎЈ
3.2.2І»Н¬ҪюЧХТә¶ФЦэРНЗҝ¶ИөДУ°Пм
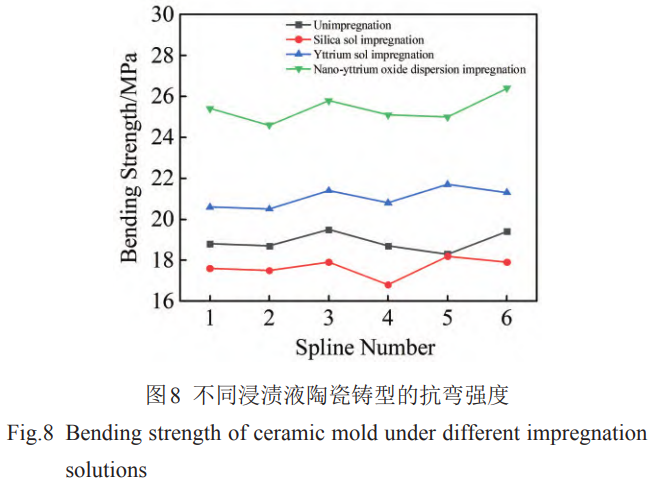
ОӘМбЙэЕчМеЗҝ¶ИЈ¬¶ФұИБЛ3ЦЦҪюЧХТә(20wt%№иИЬҪәЎў15wt%ДЙГЧоЖИЬҪәЎў20wt%ДЙГЧСх»ҜоЖ·ЦЙўТә)өДФцЗҝР§№ыЎЈҫӯБҪҙОҪюЧХ-ёЙФпСӯ»·әуЈ¬ДЙГЧСх»ҜоЖ·ЦЙўТә(nano-Y2O3)ҙҰАнәуөДМХҙЙЕчМеөДҝ№НдЗҝ¶Иҙп(25.4±0.9)MPa,ПФЦшёЯУЪ№иИЬҪә(17.5±0.7MPa)әНоЖИЬҪә(20.4±1.0MPa)ЎЈ·ЦОцКөСйҪб№ыЈ¬№иИЬҪәЙъіЙөДSiO2ДэҪәЛдДЬМоідәк№ЫҝЧ¶ҙЈ¬ө«ЖдИИЕтХНПөКэ(4.510^{-6}Ўж^{-1})УлСх»ҜоЖ»щМе(8x10-6Ўж-1)ІоТмҪПҙуЈ¬өјЦВЙХҪбАдИҙ№эіМЦРҪзГжІъЙъАӯУҰБҰЈ¬РОіЙОўБСОЖЈ¬Тэ·ўЗҝ¶ИЛҘјхЎЈ¶шДЙГЧоЖИЬҪәЦРөДY3+НЁ№эТәПаЙшНёФЪҫ§ҪзҙҰЙъіЙY(OH)3№э¶ЙІгЈ¬ёЯОВПВЧӘ»ҜОӘY2O3Ј¬ө«ҫЦІҝЕЁ¶ИІЁ¶ҜөјЦВYAlO3ФУПаЈ¬Их»Ҝҫ§ҪзҪбәПЎЈПаұИЦ®ПВЈ¬ДЙГЧY2O3·ЦЙўТәНЁ№эГ«Пё№ЬБҰЙшНёЦБСЗОўГЧј¶ҝЧП¶Ј¬ЙХҪбКұУл»щМе·ўЙъұнГжА©Йў(»о»ҜДЬ≈280kJ/mol)Ј¬РОіЙ“ДЙГЧ¶ӨФъ”Ҫб№№Ј¬ТЦЦЖҫ§ҪзЗЁТЖЎЈТтҙЛЈ¬ІЙУГ20wt%ДЙГЧСх»ҜоЖ·ЦЙўТәҪюЧХ2ҙОЈ¬К№ЕчМеЗҝ¶ИМбЙэФј150%Ј¬Н¬КұұЈіЦ»ҜС§ОИ¶ЁРФЎЈ
3.3оСәПҪрұХКҪТ¶ВЦөДЦЖұёУлСйЦӨ
ІЙУГUGNXИнјю¶ФоСәПҪрұХКҪТ¶ВЦҪб№№ҪшРРІОКэ»ҜҪЁДЈЈ¬ЙијЖНкіЙәуЈ¬өјіцSTEPёсКҪУГУЪ№в№М»Ҝ3DҙтУЎЎЈёщҫЭЗ°ОД3.1Ўў3.2СРҫҝЈ¬И·¶ЁСх»ҜоЖМХҙЙҪ¬БПpHОӘ10.0Ј¬ДыГКЛбп§ә¬БҝОӘ1.5wt%Ј¬Ҫ¬БПҫЯУРБјәГөДБч¶ҜРФ(Хі¶ИОӘ394mPa·s)Ј¬Н¬КұИ·¶ЁҪ¬БПөД№МПаә¬БҝОӘ62vol%Ј¬ҫӯ№эХжҝХҪюЧХәуЈ¬МХҙЙЦэРНЗҝ¶ИОӘ25.4MPaЧуУТЈ¬ВъЧгоСәПҪрҪҪЧўТӘЗуЎЈ
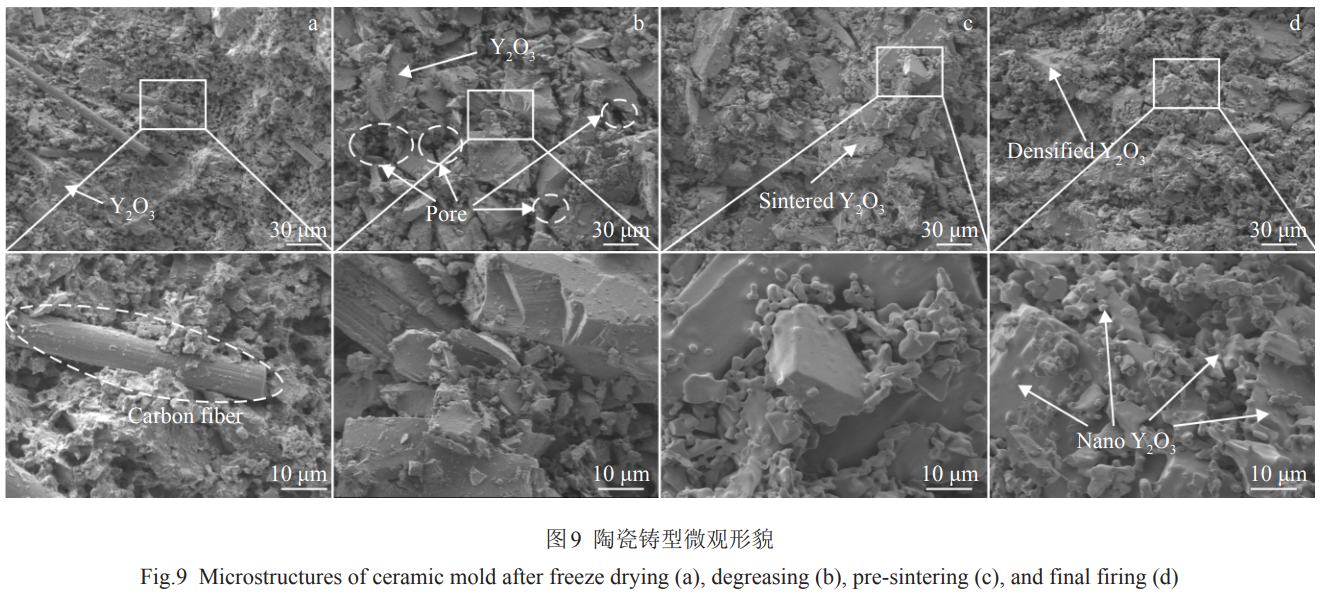
¶ФЦэРНұнГжРОГІҪшРР·ЦОцЈ¬Нј9aОӘЦэРН¶іёЙәуөДОў№ЫРОГІЈ¬Ј¬ҙУНјЦРҝЙТФҝҙөҪ¶ПГж·ўПЦМјПЛО¬өДҙжФЪЈ¬¶шЗТПЛО¬ПвЗ¶ФЪМХҙЙҝЕБЈјдЈ¬МјПЛО¬ФЪ¶ПГжБҪ¶ЛРОіЙҙоҪУЗЕБәЈ¬ДЬ№»ЖрөҪМбёЯМХҙЙЦэРНҝ№НдЗҝ¶ИөДДҝөДЎЈНј9bОӘМХҙЙЦэРННСЦ¬әуөДОў№ЫРОГІЈ¬ҝЙТФ·ўПЦЈ¬ФЪҫӯ№э1200ЎжНСЦ¬әуЈ¬УР»ъөҘМеAMЎўМјПЛО¬өИОпЦКЙХК§Ј¬өјЦВЖдҝЧП¶Фцҙу;Н¬КұЈ¬ФЪ1200ЎжКұЈ¬Сх»ҜоЖ·ЫД©ІўОҙІъЙъЙХҪбЈ¬ТтҙЛЖдНСЦ¬Зҝ¶ИҪПөНЎЈФЩҫӯ№э1600ЎжФӨЙХҪбәуЈ¬Сх»ҜоЖ·ЫД©ҪшТ»ІҪЙХҪбЈ¬УЙУЪЖдҝЧП¶ҪПҙуЈ¬ИзНј9cЛщКҫЈ¬ЦэРНұнГжІўОҙЦВГЬ»ҜЈ¬өјЦВМХҙЙЦэРНЗҝ¶ИІ»ёЯЈ¬РиТӘФЩҪшРРХжҝХҪюЧХЎЈНј9dОӘМХҙЙЦэРНЦХЙХөДОў№ЫРОГІЈ¬ҫӯ№э20wt%ДЙГЧСх»ҜоЖ·ЦЙўТәБҪҙОХжҝХҪюЧХәуЈ¬ҝЙТФҝҙіцМХҙЙЦэРНұнГжУРДЙГЧСх»ҜоЖҝЕБЈЈ¬Н¬КұЈ¬ЦэРНұнГжҝЧП¶ұдРЎЈ¬К№ЖдЗҝ¶ИУРГчПФФцјУЎЈ
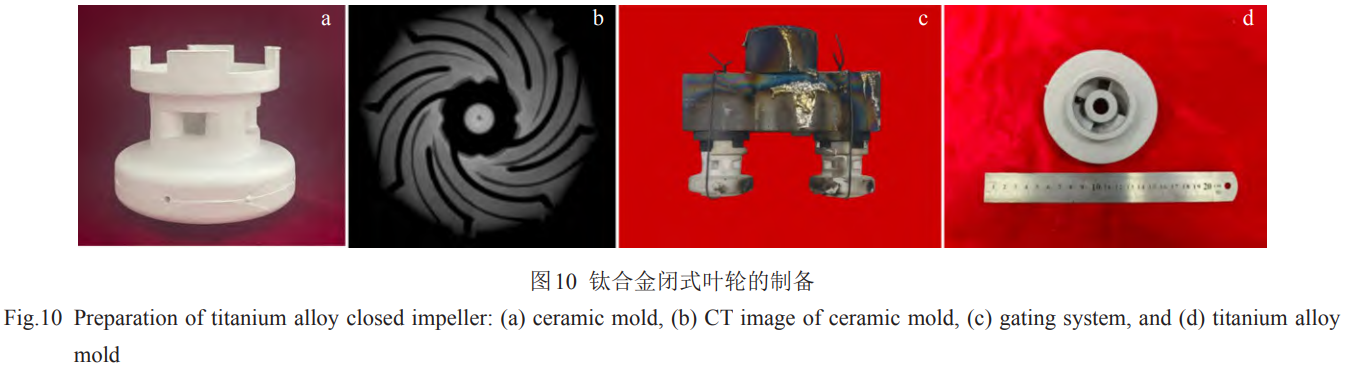
ІЙУГЙПКцЕд·ҪҪҪЧўоСәПҪрұХКҪТ¶ВЦМХҙЙЦэРНЈ¬өГөҪИзНј10aЛщКҫөДМХҙЙЦэРНЈ¬CTјмІвНј10bПФКҫЈ¬Т¶ВЦДЪІҝОЮБСОЖЈ¬ЗТіЙРОҪПәГЈ¬ВъЧгоСәПҪрҪҪЧўТӘЗуЎЈҪ«ЙХҪбНкіЙәуөДұХКҪТ¶ВЦМХҙЙЦэРНҪшРРоСәПҪрҪҪЧўСйЦӨ;ІЙУГКҜД«РНЦЖұёИзНј10cЛщКҫөДҪҪұӯәНҪҪөА;ІЙУГХжҝХЧФәДДэҝЗИЫБ¶ВҜЈ¬НЁ№эЦШБҰЦэФм+¶ҘЧў№ӨТХЈ¬КөПЦБЛЦұҫ¶Φ100mmөдРНёҙФУДЪЗ»оСәПҪрұХКҪТ¶ВЦНкХыіЙРОЈ¬ИзНј10dЛщКҫЎЈҪҪЧўҪб№ыұнГчКФСйМХҙЙЦэРНөДЗҝ¶ИҝЙВъЧгҪҪЧўТӘЗу;ҙЛНвЈ¬ұҫКФСйІЙУГЛ®ЗеҝЗ№ӨТХЗбЛЙКөПЦұХКҪТ¶ВЦДЪНвІҝЦэРННкИ«ЗеіэЈ¬ЛөГчЦэРНАЈЙўРФҪПәГ;Н¬КұТ¶ВЦДЪЗ»Оҙ·ўПЦ»ҜС§ХіЙ°Ј¬ЛөГчРНҝЗІДБП¶иРФҪПәГЎЈ
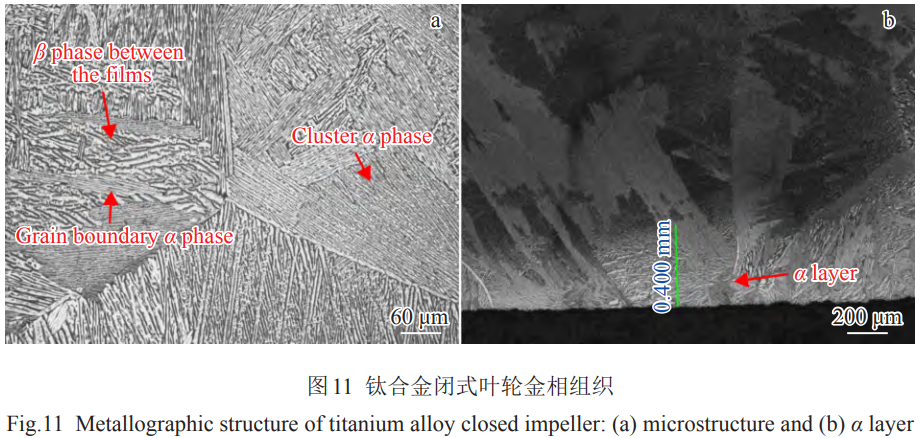
Н¬Кұ¶ФЦэјюҪҪҝЪІҝО»ҪшРРИЎСщәНҪрПаЦЖСщЈ¬ҫӯ·ЦОцҝЙЦӘЈ¬ұҫКФСйоСәПҪрұХКҪТ¶ВЦЦэјюәк№ЫЧйЦҜОӘөИЦбҫ§ЧйЦҜЈ¬Оў№ЫЧйЦҜОӘјҜКшЧҙЖ¬ЧҙαПа+Ж¬јдβПа+ҫ§ҪзαПаЈ¬ЦэјюұнІгҙжФЪБ¬РшөДαІгЈ¬әс¶ИОӘ0.4~0.7mmЈ¬УліЈ№жИЫДЈЦэФмZTC4оСәПҪрЦэјюөДЧйЦҜМШХчәНaІгәс¶И»щұҫТ»ЦВ[27-28]ЎЈ
ЧЫЙПЈ¬НЁ№эZTC4оСәПҪрұХКҪТ¶ВЦөДЦЖұёЈ¬СйЦӨБЛДэҪәЧўДЈТ»Ме»ҜіЙРН№ӨТХөД№ӨіМҝЙРРРФЎЈ
4ЎўҪбВЫ
1)СЎФсИИБҰС§ОИ¶ЁөДСх»ҜоЖ(Y2O3)ЧчОӘоСәПҪрЦэФмРНҝЗ»щМеЈ¬НЁ№э¶ај¶ҝЕБЈј¶Ед(100Ўў50Ўў18Ўў5μm)УлДыГКЛбп§·ЦЙўјБРӯН¬ЧчУГЈ¬ЦЖұёіц№МПаә¬Бҝ62vol%ЎўХі¶И394mPa·sөДёЯ№МПаөНХі¶ИҪ¬БПЈ¬Н»ЖЖҙ«НіY2O3Л®»ҜГфёРРФПЮЦЖЎЈ
2)И·¶ЁpH=10.0ЎўДыГКЛбп§1.5wt%ОӘЧојСБчұдөчҝШҙ°ҝЪ,КөПЦҝЕБЈҫІөз-ҝХјдО»ЧиЛ«ОИ¶Ё»ъЦЖ;ҪбәП62vol%№МПаә¬БҝУлДЙГЧСх»ҜоЖ·ЦЙўТәХжҝХҪюЧХЈ¬ЦэРНЗҝ¶ИМбЙэЦБ25.4MPaЈ¬ВъЧгоСәПҪрҪҪЦэТӘЗуЎЈ
3)ІЙУГХжҝХЦШБҰЦэФм№ӨТХКөПЦоСәПҪрұХКҪТ¶ВЦНкХыіЙРОЈ¬ЗТМХҙЙЦэРНКөПЦНкИ«ЗеАнЈ¬ұнГжОҙ·ўПЦ»ҜС§ХіЙ°Ј¬ЦэјюЧйЦҜМШХчәНαІгәс¶ИУліЈ№жИЫДЈЦэФмZTC4оСәПҪрЦэјю»щұҫТ»ЦВЈ¬СйЦӨБЛДэҪәЧўДЈТ»Ме»ҜіЙРН№ӨТХөД№ӨіМҝЙРРРФЎЈ
ІОҝјОДПЧ
[1] Wang Lei(НхАЪ),Wang Yao(НхТў),Li Xiaofeng(АоПю·е)et al Titanium Industry Progress(оС№ӨТөҪшХ№)[J],2025,42(05):43
[2] Jones S, Yuan C. Journal of Materials Processing Technology[J],2003,135(2-3):258
[3] Dong Hequan(¶ӯәНИӘ),Guo Ziming(№ъЧУГч),Ren Zhongming(ИОal. Proceedings of the 2008 Refractory Materials Academic Exchange Conference(2008ДкДН»рІДБПС§КхҪ»Бч»бВЫОДјҜ)[C]. Jinan: Shandong Association for Science and Technology,2008:27
[4] Jia Q, Cui Y Y, Yang R. Journal of Materials Science[J], 2006,41(10):3045
[5] Harding R, Wickins M, Wang H et al. Intermetallics[J], 2010,19(6):805
[6] Sarojrani P, Benny D K. Journal of Materials Processing Technology[J], 2012, 212(11): 2332
[7] Cui R, Tang X, Gao M et al. Transactions of Nonferrous Metals Society of China[J],2012,22(4):887
[8] Wang P F, Gong W, Jiang Z H et al. Ceramics International[J],2022,48(16):22953
[9] Pablo G, Xabier C, Nuria H et al. Journal of Materials Research and Technology[J],2023,23:3351
[10] Kuang J, Harding R, Campbell J. Materials Science&Engineering A[J],2002,329:31
[11]Gyun M K, Jig Y K. Metals and Materials International[J],2002,8(3):289
[12] Kuang P J, Harding A R, Cambell J. International Journal of Cast Metals Research[J],2001,13(5):277
[13] Degawa T, Kamata K, Yoneda Y. Sixth World Conference on Titanium II[C]. Cannes: Les Editions de Physique, 1988:707
[14] Wang Yin(НхТъ). Preparation of Yttria Shell and Mechanical Properties of Directionally Solidified Nb-Si Based Alloys(Сх»ҜоЖРНҝЗЦЖұёј°¶ЁПтДэ№МNb-Si»щәПҪрБҰС§РФДЬ)[D].Xi'an:Northwestern Polytechnical University,2020
[15] Feng Qicheng(·лЖфіЙ). Forming Process and Properties of Yttria-Based Ceramic Shells for Layered Extrusion Forming of Titanium Alloys(·ЦІгј·іціЙРОоСәПҪрУГСх»ҜоЖ»щМХҙЙРНҝЗөДіЙРО№ӨТХУлРФДЬСРҫҝ)[D]. Wuhan: Huazhong University of Science and Technology, 2022
[16] Huang M, He P, Yang J et al. Ceramics International[J], 2014,40(6):7711
[17] Wu H H, Li D C. Journal of Mechanical Engineering[J], 2012,48(19):147
[18] Han L, Li X J, Li F L et al. Ceramics International[J], 2022,48(1):1166
[19] Chen L, Luo Y Z, Xia Y D et al. Optical Materials[J], 2021,121:111509
[20] Lu Z, Tian G, Wan W et al. Ceramics International[J], 2016,42(16):18851
[21] Lu L Z, Fan X Y, Miao K et al. The International Journal of Advanced Manufacturing Technology[J],2014,72(5-8):873
[22] China Standard. Casting Titanium and Titanium Alloys(ЦэФмоСј°оСәПҪр),GB/T 15073-2014[S].2014
[23] China Standard. Microstructure and Macrostructure Examination for Titanium And Titanium Alloys(оСј°оСәПҪрёЯөНұ¶ЧйЦҜјмСй·Ҫ·Ё),GB/T 5168-2020[S].2020
[24] Yasrebi M, Ginhoven V R. Journal of the American Ceramic Society[J],2005,88(3):536
[25] Yasrebi M, Soringgate M E, Nikolas D G et al. Journal of The American Ceramic Society[J], 1997,80:1615
[26] Yang Y P, Sigmund W M. Journal of The European Ceramic Society[J],2003,23:253
[27] Ji Zhijun(јНЦҫҫь), Wu Guoqing(Ов№ъЗе), Sun Zhi(ЛпЦЗ) et al.Foundry Engineering(ЦэФм№ӨіМ)[J],2022,4:18
[28] Fan Yuting(·¶УсжГ),Zheng Youping(ЦЈУСЖҪ),Qin Haixu(ЗШәЈРс) et al. Titanium Industry Progress(оС№ӨТөҪшХ№)[J]2024,41(06):27
ЈЁЧўЈ¬ФӯОДұкМвЈә»щУЪ№в№М»Ҝ3DҙтУЎіЙРОөДоСәПҪрұХКҪТ¶ВЦҫ«ГЬЦэФмЈ©
tagұкЗ©:оСәПҪр,ZTC4оСәПҪр,ұХКҪТ¶ВЦЦэФм