



ЈҐ≤Љ»’∆Џ£Ї2025-9-22 17:44:15
“э—‘
ƒњ«∞£ђ”лЈҐіпєъЉ“ѕа±»£ђќ“єъљфєћ“µЉЉ хЈҐ’є∆р≤љљѕЌн£ђїє–иѕаєЎ—І’яґ‘∆дљш––іуЅ¶іі–¬ЇЌ—–ЈҐ°£TC16„чќ™“ї÷÷≥£Љыµƒо—Їѕљр£ђ±їєгЈЇµЎ”¶”√”Џїъ–µљфєћЉю÷–°£ќ™ћбЄяо—Їѕљр є”√–‘ƒ№£ђ≥эЅЋ“™„цЇ√ґ‘TC16о—ЇѕљрµƒƒЌƒ•Ћр–‘ƒ№µƒ”≈їѓЇЌћб…эЌв£ђїє“™»Ј±£∆дњєЄяќ¬—хїѓ–‘ƒ№≤їґѕћб…э°£ѕаєЎ—–Њњ±н√ч[1]£ЇЌ®єэљЂSrЇѕљр‘™ЋЎћнЉ”µљЇѕљр÷–£ђњ…“‘ µѕ÷ґ‘љр фњєЄяќ¬—хїѓ–‘ƒ№µƒ”––ІћбЄя£їЌ®єэљЂLa°ҐCeµ»ѕ°ЌЅ‘™ЋЎћнЉ”µљЇѕљр÷–[2]£ђі”ґш±£÷§ƒЏ≤њЊІЅ£µƒѕЄїѓ≥ћґ»°£
µЂ «£ђ”лTC16о—Їѕљрѕа±»£ђїъ–µљфєћЉю є”√–¬–Ќо—Їѕљр≤їљцњ…“‘ѕ‘÷шћбЄя∆дƒЌƒ•Ћр–‘ƒ№£ђїєƒ№ћбЄя∆дњєЄяќ¬—хїѓ–‘ƒ№£ђі”ґшЄьЇ√µЎЈыЇѕ –≥°–и«у°£Ћщ“‘£ђќ™ µѕ÷ґ‘–¬–Ќо—Їѕљр є”√ ў√ьµƒ”––І—”≥§£ђ»зЇќґ‘–¬–Ќо—Їѕљрїъ–µљфєћЉюљш––ґЌ‘мќ¬ґ»”≈їѓ «ЉЉ х»Ћ‘±±Ў–лЋЉњЉЇЌљвЊцµƒќ ћв°£
1°Ґ ‘—йєэ≥ћ
1.1ґЌ‘м ‘—й
±Њіќ ‘—й£ђ“‘“Ti-3Al-5Mo-4.5V-1Sr-0.5Ce”–¬–Ќо—Їѕљрќ™—–Њњґ‘ѕу£ђ–¬–Ќо—Їѕљрµƒїѓ—І≥…Ј÷»з±н1Ћщ Њ°£‘Џ—°”√≈чЅѕ ±£ђ“™”≈ѕ»—°”√∞ф„і÷эґІ[3]£ђЌ®єэ‘Ћ”√пжі÷Јљ љ£ђґ‘–¬–Ќо—Їѕљрљш––ґЌ‘м ‘—й[4]°£‘Џ’ыЄцґЌ‘м ‘—й∆ЏЉд£ђ“™љЂƒ•Њя‘§»»ќ¬ґ» Љ÷’њЎ÷∆ќ™380°ж[5]£ђљЂпжі÷±д–ќЅњњЎ÷∆ќ™40%°£
±н 1 –¬–Ќо—Їѕљрµƒїѓ—І≥…Ј÷£®%, ÷ ЅњЈ÷ э£©
| Їѕљрїѓ—І‘™ЋЎ | Їѕљрїѓ—І≥…Ј÷ |
| Al | 2.6~3.6 |
| Mn | 4.6~5.6 |
| Varchar ( 30 ) | 4.1~5.1 |
| Ce | 0.4~0.8 |
| Sr | 0.9~1.3 |
| Si | ≤ 0.16 |
| Fe | ≤ 0.26 |
| O | ≤ 0.16 |
| C | ≤ 0.2 |
| Ti | ”аЅњ |
Ќ®єэґ‘ ‘—щµƒ ЉґЌќ¬ґ»ЇЌ÷’ґЌќ¬ґ»љш––”––ІњЎ÷∆[6]£ђїсµ√»з±н2Ћщ Њµƒ ‘—щµƒґЌ‘мќ¬ґ»≤ќ э°£
±н 2 ‘—щґЌ‘мќ¬ґ»≤ќ э
| ‘—щ±аЇ≈ | ЉґЌќ¬ґ» / °ж | ÷’ґЌќ¬ґ» / °ж |
| 1 | 1020 | 860 |
| 2 | 1040 | 860 |
| 3 | 1060 | 860 |
| 4 | 1080 | 860 |
| 5 | 1100 | 860 |
| 7 | 1079 | 799 |
| 8 | 1079 | 819 |
| 9 | 1079 | 839 |
| 10 | 1079 | 879 |
1.2–‘ƒ№≤в ‘
‘Џ±Њіќ ‘—й÷–£ђЋщ”√µљµƒ ‘—йїъ–ЌЇ≈ќ™GWY-200£ђќ™±£÷§ “ќ¬ƒ•Ћр ‘—йљбєыµƒЊЂ»Ј–‘ЇЌ’ж µ–‘£ђ“™”≈ѕ»—°”√Si3N4ћ’і…«т£ђ≤ҐљЂ∆д„чќ™ƒ•≤ƒ£ђЌђ ±£ђљЂƒ•¬÷„™ЋўЇЌ‘ЎЇ…Ѕ¶Ј÷±рњЎ÷∆ќ™310r.min-1°Ґ120N°£‘Џ’э љљш»лƒ•Ћр ‘—й÷Ѓ«∞£ђ є”√ћм∆љґ‘ ‘њй÷ Ѕњљш––ЊЂ»Јїѓ≥∆Ѕњ°£Њ≠єэ30minƒ•Ћрі¶јнЇу£ђ–иґ‘ƒ•ЋрЇуµƒ ‘—щ÷ Ѕњљш––‘ўіќ≥∆÷Ў£ђ≤ҐЊЂ»ЈЉ∆Ћг≥ц„о÷’ ‘—щµƒƒ•Ћрћеїэ[7]°£ЅнЌв£ђїє“™јы”√…®√иµзЊµЈ®£ђѕЄ÷¬єџ≤мЇЌЅЋљв ‘—щ±н√жµƒƒ•Ћр≥ћґ»£ђЌђ ±£ђїє“™љЂ—хїѓ ‘—щµƒїЈЊ≥ќ¬ґ»њЎ÷∆ќ™650°ж“‘ѕ¬£ђ»їЇу£ђґ‘∆дљш—хїѓ ‘—й°£’ыЄц ‘—й ±ЉдњЎ÷∆ќ™48h“‘ƒЏ£ђ±№√в“т ‘—й ±Љдєэ≥§ґш”∞ѕм„о÷’ ‘—йљбєы°£ќ™±£÷§ ‘—йљбєыµƒЊЂ»Ј–‘ЇЌ’ж µ–‘£ђ“™ґ‘ЄчЄц ‘—щљш––«–Ј÷£ђ є∆д«–Ј÷ќ™3„й ‘—щ£ђ ‘—щја–Ќ∞ьЇђƒ•Ћр ‘—щЇЌ—хїѓ ‘—щЅљ÷÷£ђЅљ÷÷ ‘—щµƒ–ќ„іЊщќ™‘≤–ќ£ђ∆д≥§°ҐњнЈ÷±рќ™19mm°Ґ9mm£ђ„оЇу£ђ≤…”√Ћг э∆љЊщ÷µЉ∆ЋгЈ®£ђїсµ√ѕа”¶ ‘—йљбєы°£
2°Ґ ‘—йљбєыЉ∞Ј÷ќц
2.1ƒ•Ћр–‘ƒ№
2.1.1≤їЌђ ЉґЌќ¬ґ»ѕ¬±дїѓ«йњц
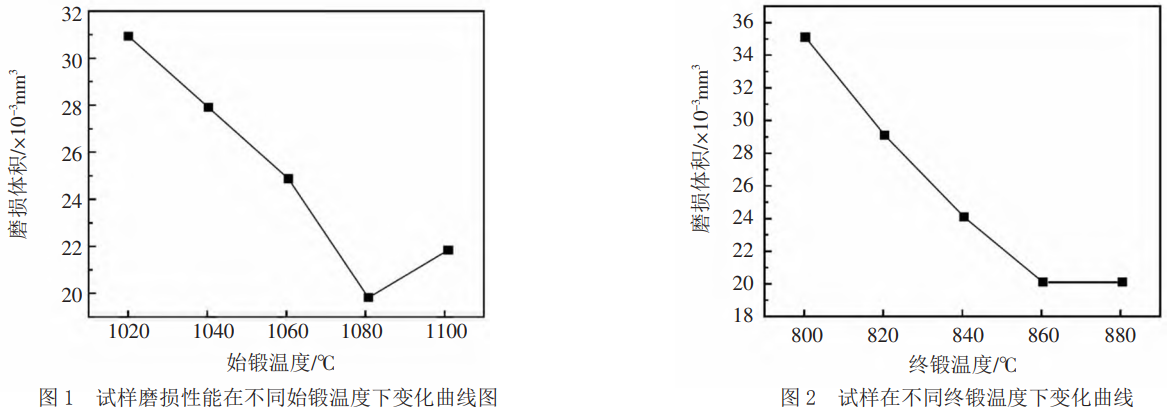
‘—щƒ•Ћр–‘ƒ№‘Џ≤їЌђ ЉґЌќ¬ґ»ѕ¬±дїѓ«ъѕяЌЉ»зЌЉ1Ћщ Њ£ђі”ЌЉ1÷–њ…“‘њі≥ц£ђµ± ЉґЌќ¬ґ»≥ђєэ1020°ж£ђµЌ”Џ1100°ж ±£ђ ‘—щƒ•Ћрћеїэѕ» «÷рљ•Љх–°£ђ»їЇу≤їґѕ…ѕ…э£ђ∆д„о–°÷µќ™20×10-3mm3£ї„оіу÷µќ™31×10-3mm3°£µ±ƒ•Ћрћеїэіпµљ„оµЌ ±£ђƒЌƒ•Ћр–‘ƒ№іпµљ„оЉ—„іћђ°£Ћщ“‘£ђґ‘”Џ–¬–Ќо—Їѕљр ‘—щґш—‘£ђ∆дƒЌƒ•Ћр–‘ƒ№≥ ѕ÷≥цѕ»‘цЉ”ЇуЉх–°µƒ«ч ∆°£µ± ЉґЌќ¬ґ»Ј÷±ріпµљ1020°ж ±£ђ ‘—щƒ•Ћрћеїэѕ‘÷ш…ѕ…э£ђіпµљ31×10-3mm3£їµ± ЉґЌќ¬ґ»іпµљ1040°ж ±£ђ ‘—щµƒƒ•Ћрћеїэќ™28×10-3mm3£їµ± ЉґЌќ¬ґ»…эЄя÷Ѕ1060°ж ±£ђ ‘—щµƒƒ•Ћрћеїэ”–Ћщѕ¬љµ£ђљµµЌ÷Ѕ25×10-3mm3£їљ”„≈£ђЉћ–ш…эЄя ЉґЌќ¬ґ»£ђµ±∆д…эЄяµљ1080°ж ±£ђ ‘—щµƒƒ•ЋрћеїэЉћ–шѕ¬љµ£ђѕ¬љµ÷Ѕ20×10-3mm3£їіЋ ±£ђЉћ–ш…эЄя ЉґЌќ¬ґ»£ђµ±∆д…э÷Ѕ1100°ж ±£ђ ‘—щµƒƒ•Ћрћеїэ”–Ћщ…ѕ…э£ђ…ѕ…э÷Ѕ22×10-3mm3°£µ± ЉґЌќ¬ґ»іпµљ1080°ж ±£ђґЌ‘мЋщґ‘”¶µƒЇѕљрƒ•Ћрћеїэіпµљ„о–°÷µ£ђћеїэЉх–°Јщґ»іпµљ35.48%£ђі”ґшїсµ√„оЉ—ƒЌƒ•Ћр–‘ƒ№°£
2.1.2≤їЌђ÷’ґЌќ¬ґ»ѕ¬±дїѓ«йњц
‘—щ‘Џ≤їЌђ÷’ґЌќ¬ґ»ѕ¬±дїѓ«ъѕя»зЌЉ2Ћщ Њ£ђі”ЌЉ2њ…“‘њі≥ц£ђµ±÷’ґЌќ¬ґ»≥ђєэ800°ж£ђґшµЌ”Џ880°ж ±£ђ ‘—щƒ•Ћрћеїэѕ» «÷рљ•…ѕ…э£ђ»їЇу≤їґѕЉх–°£ђ∆д„о–°÷µќ™20×10-3mm3£ђ„оіу÷µќ™35×10-3mm3°£µ±÷’ґЌќ¬ґ»іпµљ800°ж ±£ђ ‘—щµƒƒ•Ћрћеїэіпµљ„оіу÷µ£ђЉі35×10-3mm3£їµ±÷’ґЌќ¬ґ»≤їґѕ…эЄя£ђ…эЄя÷Ѕ820°ж ±£ђ ‘—щµƒƒ•Ћрћеїэ”–Ћщѕ¬љµ£ђѕ¬љµ÷Ѕ29×10-3mm3£їљ”„≈£ђЉћ–ш…эЄя÷’ґЌќ¬ґ»£ђµ±∆д…ѕ…э÷Ѕ840°ж ±£ђ ‘—щµƒƒ•ЋрћеїэЉћ–шѕ¬љµ£ђљµ÷Ѕ24×10-3mm3£їіЋ ±£ђЉћ–ш…эЄя÷’ґЌќ¬ґ»£ђµ±…э÷Ѕ860°ж ±£ђ ‘—щµƒƒ•Ћрћеїэ≤їґѕѕ¬љµ£ђљµ÷Ѕ20×10-3mm3£їЉћ–ш…эЄя÷’ґЌќ¬ґ»£ђµ±…э÷Ѕ880°ж ±£ђ ‘—щµƒƒ•Ћрћеїэ≤ї±д£ђ Љ÷’±£≥÷ќ™20×10-3mm3°£’ыЄц ‘—щƒ•Ћрћеїэ≤їґѕѕ¬љµ£ђѕ¬љµЈщґ»іпµљ42.86%£ђіЋ ±£ђњ…“‘їсµ√„оЉ—ƒЌƒ•Ћр–‘ƒ№°£
2.1.3 ‘—щƒ•Ћр–ќ√≤
µ± ЉґЌќ¬ґ»іпµљ1020°ж ±£ђ ‘—щ±н√ж≥цѕ÷±»љѕ√чѕ‘µƒƒ•Їџ£ђЌђ ±£ђїє‘цЉ”єµ≤џµƒ√№ґ»ЇЌ…оґ»£ђµ± ‘—щ±н√жЇђ”–іуЅњµƒƒ•–Љ ±£ђ∞ю≤гЌ—¬д√жїэіпµљ„оіу÷µ£ђ’вќё“…‘цЉ”ƒ•Ћр≥ћґ»£їµ± ЉґЌќ¬ґ»≤їґѕ…эЄя£ђ…эЄя÷Ѕ1080°ж ±£ђ ‘—щ±н√ж≥цѕ÷«бќҐƒ•Ћрѕ÷ѕу£ђ ‘—щ±н√жѕаґ‘±»љѕєвїђ£їµ± ЉґЌќ¬ґ»іпµљ1100°ж ±£ђ ‘—щ±н√ж≥цѕ÷ƒ•Їџ≥ћ–тѕаґ‘љѕЄя£ђ∆дƒ•Ћр≥ћґ»≥ђєэ ‘—щ1£ђµЂ «£ђµЌ”Џ ‘—щ4°£„№÷Ѓ£ђ–¬–Ќо—Їѕљр ‘—щµƒ “ќ¬ƒ•Ћр–‘ƒ№”…–°µљіуµƒЋ≥–тќ™ ‘—щ1°Ґ ‘—щ5°Ґ ‘—щ4°£
2.2њєЄяќ¬—хїѓ–‘ƒ№
2.2.1≤їЌђ ЉґЌќ¬ґ»ѕ¬±дїѓ«йњц
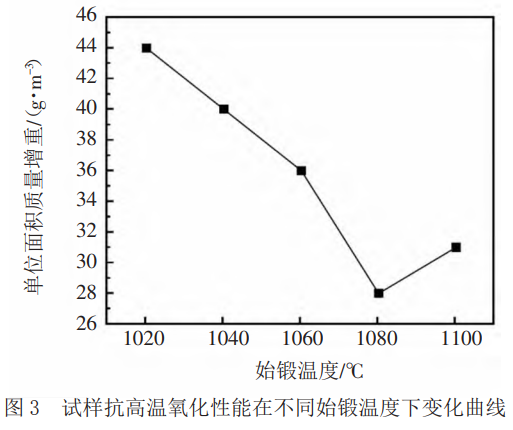
‘Џїъ–µљфєћЉю є”√ѕ¬£ђ ‘—щњєЄяќ¬—хїѓ–‘ƒ№‘Џ≤їЌђ ЉґЌќ¬ґ»ѕ¬±дїѓ«ъѕя»зЌЉ3Ћщ Њ£ђі”ЌЉ3÷–њ…“‘њі≥ц£ђ ЉґЌќ¬ґ»„о–°÷µќ™1020°ж£ђ„оіу÷µќ™1100°ж£ђґ‘”Џ–¬–Ќо—Їѕљрґш—‘£ђ∆䵕ќї√жїэ÷ Ѕњ‘ц÷Ў„о–°÷µќ™8g.m-2£ђ„оіу÷µќ™44g.m-2£ђ’ыће≥ ѕ÷ѕ»љµµЌЇу…ѕ…эµƒ«ч ∆°£Є√ ‘—щњєЄяќ¬—хїѓ–‘ƒ№їбЋж„≈µ•ќї√жїэ÷ Ѕњ‘цЉ”µƒ≤їґѕѕ¬љµґш≥ ѕ÷≤їґѕѕ¬љµµƒ«ч ∆°£Ћщ“‘£ђµ± ЉґЌќ¬ґ»Ј÷±ріпµљ1020°ж ±£ђ ‘—щµ•ќї√жїэ÷ Ѕњ‘ц÷Ўіп„оіу÷µ£ђЉі44g.m-2£їµ± ЉґЌќ¬ґ»іпµљ1040°ж ±£ђ ‘—щµƒµ•ќї√жїэ÷ Ѕњ‘ц÷Ў”–Ћщѕ¬љµ£ђљµ÷Ѕ40g.m-2£їµ± ЉґЌќ¬ґ»іпµљ1060°ж ±£ђ–¬–Ќо—Їѕљр ‘—щµƒµ•ќї√жїэ÷ Ѕњ‘ц÷Ўќ™36g.m-2£їµ± ЉґЌќ¬ґ»іпµљ1080°ж ±£ђ ‘—щµƒµ•ќї√жїэ÷ Ѕњ‘ц÷ЎЉћ–шѕ¬љµ£ђљµ÷Ѕ28g.m-2£їµ± ЉґЌќ¬ґ»іпµљ1100°ж ±£ђ ‘—щµƒµ•ќї√жїэ÷ Ѕњ‘ц÷Ў÷рљ•…ѕ…э£ђ…э÷Ѕ31g.m-2°£µ± ЉґЌќ¬ґ»іпµљ1080°ж ±£ђґЌ‘мЋщґ‘”¶µƒЇѕљрƒ•Ћрµ•ќї√жїэ÷ Ѕњіпµљ„о–°÷µ£ђ∆дЉх–°Јщґ»іпµљ36.36%£ђі”ґшїсµ√„оЉ—њєЄяќ¬—хїѓ–‘ƒ№°£ќ™ћбЄяїъ–µљфєћЉюЋщ є”√µƒ–¬–Ќо—ЇѕљрњєЄяќ¬”≈їѓ–‘ƒ№£ђ–иљЂ ‘—щµƒ ЉґЌќ¬ґ»…и÷√ќ™1080°ж°£
2.2.2≤їЌђ÷’ґЌќ¬ґ»ѕ¬±дїѓ«йњц
‘—щњєЄяќ¬—хїѓ–‘ƒ№‘Џ≤їЌђ÷’ґЌќ¬ґ»ѕ¬±дїѓ«ъѕя»зЌЉ4Ћщ Њ£ђі”ЌЉ4÷–њ…“‘њі≥ц£ђ÷’ґЌќ¬ґ»„о–°÷µќ™800°ж£ђ„оіу÷µќ™880°ж£ђґ‘”Џ–¬–Ќо—Їѕљрґш—‘£ђ∆䵕ќї√жїэ÷ Ѕњ‘ц÷Ў„о–°÷µќ™27g.m-2£ђ„оіу÷µќ™46g.m-2£ђ’ыће≥ ѕ÷≤їґѕљµµЌµƒ«ч ∆°£Є√ ‘—щњєЄяќ¬—хїѓ–‘ƒ№їбЋж„≈µ•ќї√жїэ÷ Ѕњ‘ц÷Ўµƒ≤їґѕ…ѕ…эґш≥ ѕ÷…ѕ…э«ч ∆°£
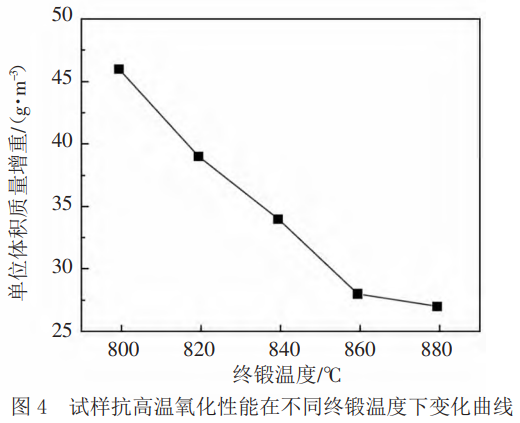
µ±÷’ґЌќ¬ґ»Ј÷±ріпµљ800°ж ±£ђ–¬–Ќо—Їѕљр ‘—щµ•ќї√жїэ÷ Ѕњ‘ц÷Ўќ™46g.m-2£їµ±÷’ґЌќ¬ґ»іпµљ820°ж ±£ђ–¬–Ќо—Їѕљр ‘—щµƒµ•ќї√жїэ÷ Ѕњ‘ц÷Ўќ™39g.m-2£їµ±÷’ґЌќ¬ґ»іпµљ840°ж ±£ђ ‘—щµƒµ•ќї√жїэ÷ Ѕњ‘ц÷Ў”–Ћщѕ¬љµ£ђљµ÷Ѕ34g.m-2£їµ±÷’ґЌќ¬ґ»іпµљ860°ж ±£ђ ‘—щµƒµ•ќї√жїэ÷ Ѕњ‘ц÷ЎЉћ–шѕ¬љµ£ђљµ÷Ѕ28g.m-2£їіЋ ±£ђЉћ–ш…эЄя÷’ґЌќ¬ґ»£ђµ±…э÷Ѕ880°ж ±£ђ ‘—щµƒµ•ќї√жїэ÷ Ѕњ‘ц÷Ў¬‘”–ѕ¬љµ£ђљµ÷Ѕ27g.m-2°£µ±÷’ґЌќ¬ґ» ЉґЌќ¬ґ»іпµљ860°жїт’я880°ж ±£ђ ‘—щµ•ќї√жїэ÷ Ѕњ‘ц÷ЎЊщіп„о–°÷µ£ђ∆дЉх–°Јщґ»Ј÷±ріпµљ39.13%°Ґ41.3%£ђі”ґшїсµ√„оЉ—њєЄяќ¬—хїѓ–‘ƒ№°£ќ™ћбЄяїъ–µљфєћЉюЋщ є”√µƒ–¬–Ќо—ЇѕљрњєЄяќ¬”≈їѓ–‘ƒ№£ђ–иљЂ ‘—щµƒ÷’ґЌќ¬ґ»…и÷√ќ™860°ж“‘…ѕ°£
3°Ґљб¬џ
£®1£©µ± ЉґЌќ¬ґ»≤їґѕ…ѕ…э÷Ѕ1100°ж ±£ђќё¬џ « ‘—щƒ•Ћрћеїэ£ђїє «µ•ќї√жїэ‘ц÷ЎЊщ≥ ѕ÷ѕ»Љх–°Їу‘цЉ”µƒ«ч ∆£ђµ± ЉґЌќ¬ґ»іпµљ1080°ж ±£ђ∆д ‘—щµƒƒ•Ћрћеїэ”–Ћщѕ¬љµ£ђ∆дѕ¬љµЈщґ»іпµљ35.48%£ђµ•ќї√жїэ÷ Ѕњ‘ц÷Ў”–Ћщѕ¬љµ£ђ∆дѕ¬љµЈщґ»іпµљ36.36%°£µ±÷’ґЌќ¬ґ»іпµљ860°ж ±£ђ ‘—щµƒƒ•ЋрћеїэЉћ–шѕ¬љµ£ђѕ¬љµЈщґ»ќ™42.86%£ђµ•ќї√жїэ÷ Ѕњ‘ц÷Ў“≤≥цѕ÷√чѕ‘ѕ¬љµ£ђ∆дѕ¬љµЈщґ»іпµљ39.13%°£
£®2£©‘Џ–¬–Ќо—Їѕљрµƒ”¶”√±≥Њ∞ѕ¬£ђќ™±£÷§їъ–µљфєћЉюµƒƒЌƒ•–‘ƒ№ЇЌњє—хїѓ–‘ƒ№£ђ–и“™љЂ ЉґЌќ¬ґ»ЇЌ÷’ґЌќ¬ґ»Ј÷±рњЎ÷∆ќ™1080°ж°Ґ860°ж°£
≤ќњЉќƒѕ„£Ї
[1]÷м÷™ ў,Ќх«м»з,÷£”јЅй,µ».Ћр…Ћ»Ёѕё–Ќо—Їѕљр–¬–ЌβґЌ‘мє§“’[J].÷–єъ”–…Ђљр ф—І±®,2017,14(z3):13-16.
[2]’≈Ы≥і®,ƒ≤“е«њ,“¶й™,µ».ґЌ‘мќ¬ґ»±дїѓґ‘“ї÷÷µЌ≥…±Њо—Їѕљр„й÷ѓЉ∞–‘ƒ№µƒ”∞ѕм[J].їІЌв„∞±Є,2022(3):22-24.
[3]’≈њ°љ№,ґ≠йу,≈Ј–¶–¶,µ».„‘”…ґЌ‘мTC17о—Їѕљр±э≤ƒµƒ„й÷ѓ”л–‘ƒ№—–Њњ[J]. јљз”–…Ђљр ф,2021(18):139-140.
[4]Є ќ∞,ѕоњ°Јж,ї∆ЈЉ.ґЌ‘мќ¬ґ»ґ‘∆ы≥µ”√–¬–Ќо—Їѕљр–‘ƒ№µƒ”∞ѕм[J].±ш∆ч≤ƒЅѕњ∆—І”лє§≥ћ,2019,42(5):70-73.
[5]ЌхЇйєг.ґЌ‘мќ¬ґ»ґ‘–¬–ЌЇђок∆ы≥µо—Їѕљр∞ф≤ƒ–‘ƒ№µƒ”∞ѕм[J].ґЌ—єЉЉ х,2018,43(8):13-16.
[6]’≈“µ«Џ,∆лЅҐіЇ,ї∆јыЊь,µ».ґЌ‘мє§“’ґ‘–¬–Ќ÷–«њƒЌЄѓ іо—Їѕљр∞ф≤ƒ„й÷ѓЉ∞–‘ƒ№µƒ”∞ѕм[J].њ∆ЉЉ”ліі–¬,2020(12):32-35.
[7]÷м÷™ ў,Ќх«м»з,÷£”јЅй,µ».Ћр…Ћ»Ёѕё–Ќо—Їѕљр–¬–ЌβґЌ‘мє§“’[J].÷–єъ”–…Ђљр ф—І±®,2017,14(z2):13-16.
£®„Ґ£ђ‘≠ќƒ±кћв£Ї–¬–Ќо—Їѕљрїъ–µљфєћЉюґЌ‘мќ¬ґ»”≈їѓЈљ∞Є£©
tag±к«©:їъ–µљфєћЉю,Sr/CeќҐЇѕљрїѓ,–¬–Ќо—Їѕљр,ґЌ‘мє§“’і∞њЏ,–‘ƒ№µчњЎїъ÷∆