



·ўІјИХЖЪЈә2025-9-10 8:56:14
ТэСФ
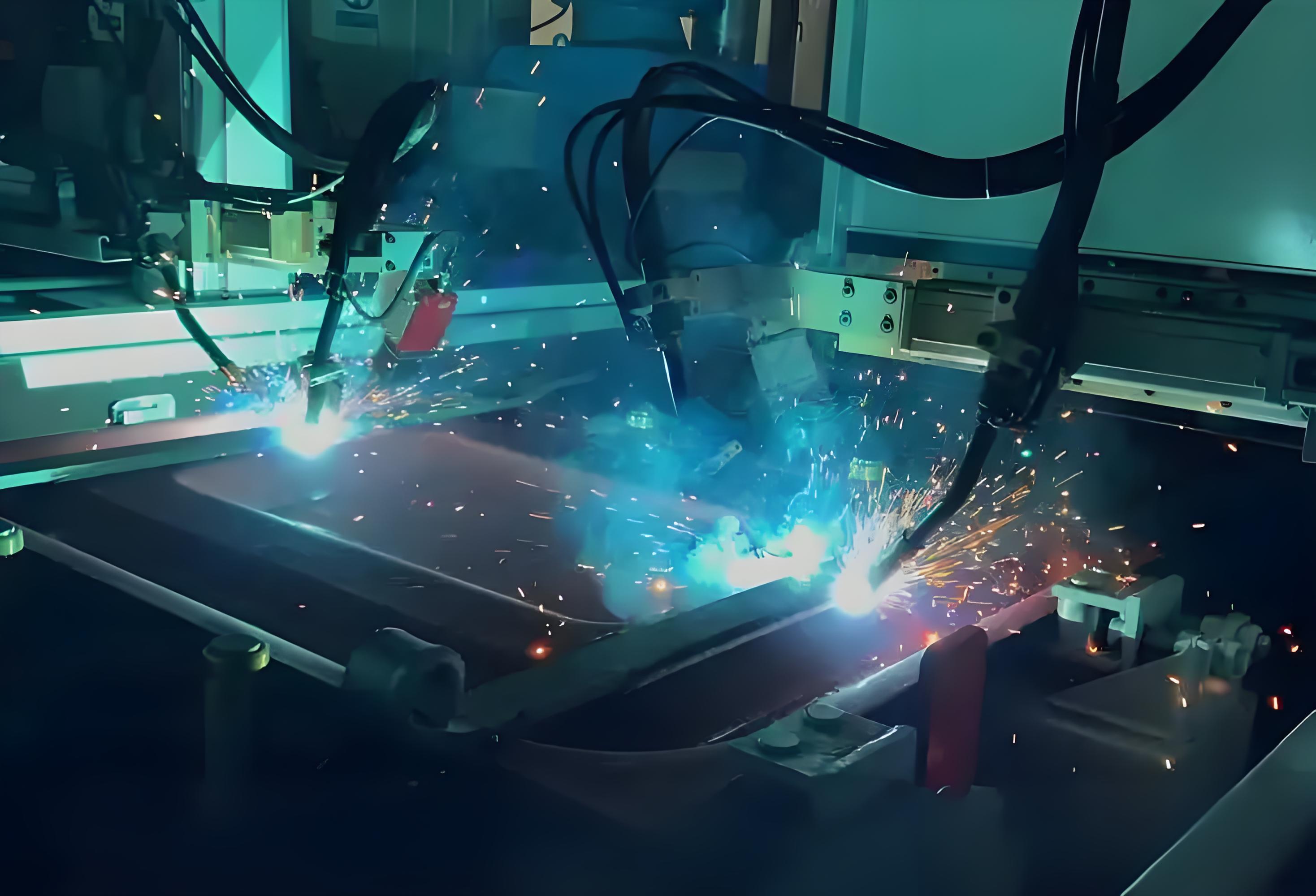
оСәПҪрУЙУЪұИЗҝ¶ИёЯ、УлёҙәПІДБПБјәГөДөз»ҜС§јжИЭРФЈ¬УҰУГ·¶О§ұИҪП№гЈ¬ІЙУГоСәПҪрЧчОӘФШМеЈ¬ҝЙТФФЪҪөөНФШМеЦШБҝөДЗ°МбПВЈ¬МбёЯФШМеөД№ӨЧчҝЙҝҝРФЈ¬СУіӨФШМеөДК№УГКЩГь。ФЪәҪҝХәҪМмөИБмУтЈ¬оСәПҪрЦчТӘІЙУГәёҪУҪб№№Ј¬ЖдәёҪУјјКхј°ҝЙәёРФТСіЙОӘКАҪзёч№ъәёҪУҪзөДЦШТӘҝОМв。
1ЎўоСәПҪрөДМШөг
оСәПҪрКЗТ»ЦЦРФДЬУЕТмөДәПҪр。ўЕоСәПҪрКЗТ»ЦЦёЯЗҝ¶И、ёЯУІ¶ИөДІДБП。оСәПҪрҫЯУРұИҙ«НіҪрКфёьёЯөДЗҝ¶ИәНёьёЯөДіРФШДЬБҰ。ТтҙЛЈ¬оСәПҪрФЪәҪҝХ·ў¶Ҝ»ъ、ЖыіөБгІҝјю、ИЛФм№ШҪЪөИ·ҪГжҫЯУР№гА«өДУҰУГЗ°ҫ°。ўЖ оСәПҪрІДБПөДЦВГЬРФұИҪПІо。ХвЦЦМШРФК№өГЛьФЪЦоИзәҪМм·ЙРРЖчөИЗбБҝ»ҜБмУтУРЧЕҫЮҙуөДУЕКЖ。јхЗб·Й»ъөДЦШБҝЈ¬І»ө«ҝЙТФМбёЯИјБПАыУГВКЈ¬¶шЗТҝЙТФК№·Й»ъөДУРР§ФШәЙФцҙуЈ¬ҙУ¶шМбёЯ·Й»ъөДЧЫәПРФДЬ。ўЗоСәПҪрТІУРәЬәГөДҝ№ёҜКҙРФДЬ。ДЬҝ№Лб、јо、СОөИ¶аЦЦёҜКҙҪйЦКөДёҜКҙ。ТтҙЛЈ¬ҝЙТФУГАҙЦЖЧчҝ№ёҜКҙөД№ЬөА、ИЭЖч、НвҝЖКЦКхТЗЖчөИ [1]。
2Ўў оСәПҪрјӨ№вәёјјКхАаРН
2.1 ВціејӨ№вәё
ВціејӨ№вәёҪУКЗТ»ЦЦНЁ№эјӨ№вВціеФЪәё·мұнГжРОіЙёЯДЬВціеөД·Ҫ·Ё。ВціејӨ№вҫЯУРҪПёЯөД·еЦө№ҰВКЈ¬ҝЙҝмЛЩИЫИЪ、Жы»ҜоСәПҪрЈ¬ІўІъЙъ “РЎҝЧ” Р§УҰЈ¬ҝЙКөПЦЙоИЫәё。ВціејӨ№вәёҪУҫЯУРИИУ°ПмЗшРЎЈ¬әё·мЧйЦҜПё»ҜЈ¬ҪУН·ЧЫәПРФДЬәГөИМШөг。ө«КЗЈ¬ВціејӨ№вәёҪУөДЛЩВКұИҪПөНЈ¬Ц»ККәПУЪұЎәс°еөДәёҪУ。
2.2 Б¬РшјӨ№вәё
Б¬РшјӨ№вәёҪУКЗТ»ЦЦІЙУГБ¬РшјӨ№вКдіцөИ№ҰВКөДјӨ№вәёҪУјјКх。Б¬РшјӨ№вЖчКдіц№ҰВКОИ¶ЁЈ¬әёҪУЛЩВКёЯЈ¬ККәПҙуГж»эәёҪУ。УлВціејӨ№вәёҪУұИҪПЈ¬Б¬РшјӨ№вәёҪУөДәёҪУұнГжұИҪПҙЦІЪЈ¬Ри¶ФЖдҪшРРәуҙҰАн。
2.3 ёҙәПјӨ№вәё
ёҙәПјӨ№вәёҪУјјКхКЗТ»ЦЦАыУГВціејӨ№вУлБ¬РшјӨ№вПаҪбәПөДәёҪУјјКх。ККөұөШөчҪЪВціеУлБ¬РшјӨ№вөД№ҰВКј°ВцҝнЈ¬ҝЙөГөҪҪПәГөДәёҪУЦКБҝј°әёҪУЦКБҝ。ёГ·Ҫ·ЁЧЫәПБЛВціејӨ№вәёҪУУлБ¬РшјӨ№вәёҪУөДУЕКЖЈ¬ККәПУЪёчЦЦАаРН、ұЪәсөДоСәПҪрБгјюөДәёҪУ [2]。
3ЎўоСәПҪрјӨ№вәёҙжФЪОКМв
3.1 әё·мЖшҝЧОКМв
әёҪУЖшҝЧКЗоСәПҪрјӨ№вәёҪУСРҫҝөДИИөгәНДСөг。әёҪУЖшҝЧІъЙъөДФӯТтәЬ¶а。ўЕУЙУЪоСәПҪрЧФЙнөД»ҜС§МШРФЈ¬Ль¶ФЖшҝЧ·ЗіЈГфёР。оСәПҪрЦРөДФУЦКИзСх、өӘәНәПҪрФӘЛШөД»У·ўҫщҝЙТэЖрЖшҝЧөДІъЙъ。ўЖәёҪУ№ӨТХМхјюТІКЗУ°Пмәё·мҙҰЖшҝЧРОіЙөДЦчТӘТтЛШ。өұјӨ№в№ҰВКМ«ҙу»тМ«РЎКұЈ¬»бФміЙИЫәПІ»ҫщЈ¬ІъЙъЖшҝЧөДОЈПХФцҙу。Из№ыҝШЦЖІ»әГЈ¬Фт»бТэЖрИЫіШДЪөДЦНБфКұјд№эіӨ»т№э¶МЈ¬Н¬Кұ»№»біцПЦЖшҝЧ。БнНвЈ¬ұЈ»ӨЖшөДСЎУГј°БчЛЩ¶ФәёҪУҪУН·өД·А»ӨР§№ыТІУРТ»¶ЁөДУ°ПмЈ¬ҙУ¶ш¶ФәёҪУЦРЖшҝЧөДІъЙъУРТ»¶ЁөДУ°Пм。ўЗ ¶ФәёҪУ»·ҫіҪшРРБЛ·ЦОц。Из№ыУРіұЖш、ОЫОп»тЖдЛьФУЦКЈ¬Фт»бФЪәёҪУКұІъЙъЖшҝЧ。әёҪУЦ®З°Ј¬Т»¶ЁТӘұЈЦӨЧчТө»·ҫіёЙҫ»、ёЙФпЈ¬ҫЎБҝұЬГвІъЙъЖшҝЧ。ўИІДБПұнГжҙҰАн¶ФәёҪУЖшҝЧТІУРТ»¶ЁөДУ°Пм。¶Фәё·мҪшРРХэИ·өДЗ°ҙҰАнУлЗеПҙКЗК®·ЦұШТӘөД。әё·мЦРҙжФЪҙуБҝЖшҝЧЈ¬СПЦШУ°ПмБЛәё·мөДЦКБҝУлК№УГРФДЬЈ¬Тт¶шСРҫҝЖшҝЧөДІъЙъ»ъАнКЗМбёЯәё·мЦКБҝөД№Шјь。
3.2 әёҪУБСОЖОКМв
оСәПҪрјӨ№вәёҪУКұіцПЦөДБСОЖКЗДҝЗ°јұРиҪвҫцөДОКМв。ўЕоСәПҪрҫЯУРәЬёЯөД»ҜС§»оРФЈ¬ФЪәёҪУКұј«ТЧУлСх、өӘөИФӘЛШ·ўЙъ»ҜС§·ҙУҰЈ¬ЙъіЙҙаРФПа¶ФҪПҙуөДҙаРФПаЈ¬МбёЯБЛәё·мөДҝӘБС·зПХ。Н¬КұЈ¬УЙУЪЖдөјИИПөКэРЎЈ¬ФЪәёҪУ№эіМЦРј«ТЧРОіЙҙуөДОВ¶ИМЭ¶ИЈ¬ҙУ¶шТэЖрәё·мДЪІҝУҰБҰјҜЦРЈ¬ҙУ¶шТэЖрәё·мҝӘБС。ўЖјӨ№вәёҪУөДёЯДЬБҝГЬ¶Иј°ҝмЛЩЙэОВҪөОВМШРФЈ¬К№ЖдФЪј«¶МөДКұјдДЪҫӯКЬЗҝБТИИСӯ»·Ј¬ј«ТЧ·ўЙъИИҝӘБС。¶шјӨ№вКшФЪәёҪУ№эіМЦРЈ¬ИЫЙоРЎЈ¬ј«ТЧІъЙъІ»ИЫәПөИИұПЭЈ¬К№БСОЖА©Х№ёьјУСПЦШ。ўЗ¶Фәё·мҝӘБСТІУРҪПҙуөДУ°ПмЈ¬ЦчТӘКЗәёҪУІОКэөДСЎИЎ。ФЪКөјКУҰУГЦРЈ¬УЙУЪјӨ№в№ҰВК、әёҪУЛЩ¶ИәН№в°ЯЦұҫ¶өИТтЛШөДУ°ПмЈ¬»бІъЙъҝӘБС。ФЪоСәПҪрјӨ№вәёҪУ№эіМЦРЈ¬әё·мҝӘБСКЗЧоіЈјыөДТ»ЦЦИұПЭЈ¬ЖдІъЙъөДФӯТтәЬ¶аЈ¬СПЦШКұЙхЦБ»бТэЖрәёҪУөДК§Р§。
3.3 ұдРООКМв
оСәПҪрФЪјӨ№вәёҪУКұЈ¬ИЭТЧІъЙъЛЬРФұдРОЈ¬ҙУ¶шҪөөНәё·мөДЦКБҝУлК№УГРФДЬ。ФЪКөјКУҰУГЦРЈ¬УЙУЪәё·мјёәОіЯҙзөДұд»ҜЈ¬К№өГ№ӨјюөДјУ№Өҫ«¶ИПВҪөЈ¬ЙхЦБҙпІ»өҪК№УГТӘЗу。·ЦОцБЛоСәПҪрФЪјӨ№вәёҪУ№эіМЦРІъЙъөДұдРООКМв。ўЕоСәПҪрөјИИПөКэРЎЈ¬ө«јӨ№вәёҪУИИКдИлјҜЦРЈ¬ИИЕтХНУлКХЛхІ»ҫщЈ¬ФміЙәё·мұдРОЈ¬СПЦШУ°ПмЖдРФДЬ。оСәПҪрІДБПөДұИИИМШРФҫц¶ЁБЛЖдФЪәёҪУКұј«ТЧҫЫјҜФЪәё·мёҪҪьЈ¬өјЦВәё·мҙҰОВ¶ИјұҫзЙПЙэ。әёҪУНкіЙәуЈ¬әё·мҪшИлАдИҙҪЧ¶ОЈ¬әё·мј°ЦЬұЯЗшУтТтИИЕтХНПөКэІ»Н¬¶шіцПЦІ»Н¬іМ¶ИөДКХЛхЈ¬ФміЙәё·мұдРО。ўЖәёҪУКұІъЙъөДІРУаУҰБҰТІКЗТэЖрәё·мұдРОөДТ»ёцЦчТӘТтЛШ。јӨ№вәёҪУ№эіМЦРЈ¬әё·мФЪКЬИИ、АдИҙ№эіМЦР»б·ўЙъІ»ҫщФИөДИИ、АдЈ¬Іў»бРОіЙІРУаУҰБҰ。ФЪәёҪУ№эіМЦРЈ¬әёҪУҪУН·ЦРөДІРУаУҰБҰёЯУЪҪУН·өДЗь·юј«ПЮЈ¬Ҫ«ТэЖрәёҪУҪУН·өДұдРО。әёҪУ№эіМЦРөДІРУаУҰБҰУләёҪУ№ӨТХІОКэ、әёјюјёәОіЯҙзј°ФјКшМхјюГЬЗРПа№Ш。ўЗәёҪУұдРО¶ФәёјюөДҪб№№ЙијЖТІУРТ»¶ЁөДУ°Пм。Ифұ»Ів№№јюөДЧйЦҜЙијЖІ»өұ、әё·мІјҫЦІ»өұЈ¬Фт»бФміЙәёјюФЪәёҪУКұөДУҰБҰ·ЦІјІ»ҫщЈ¬Ҫш¶шІъЙъұдРО [3]。
4ЎўоСәПҪрјӨ№вәёјјКхУЕ»ҜҙлК©
4.1 УРР§Ҫвҫцәё·мЖшҝЧОКМв
әё·мЖшҝЧ»бК№ҪУН·өДЗҝИН»ҜіМ¶ИПВҪөЈ¬ИзәОУРР§өШҪвҫцХвТ»ОКМвЈ¬КЗМбёЯоСәПҪрјӨ№вәёҪУЦКБҝөД№Шјь。ўЕСЎУГәПККөДәёІД。СЎУГУЕЦКөДДёІДј°ПЯІДКЗҪөөНәёҪУИұПЭөДЦШТӘҙлК©。СЎУГёЯҙҝ¶И、өНЖшМеә¬БҝөДоСәПҪрЈ¬әёҪУКұТӘұЈЦӨәёМхөДұнГжГ»УРСх»ҜОпІгәНОЫОп。БнНвЈ¬СЎФсәПККөДәёЛҝЦұҫ¶ј°№ӨТХІОКэ¶ФМбёЯәё·мЦКБҝҫЯУРЦШТӘТвТе。ўЖЧцәГәёҪУЗ°өДЧјұёЎЈәёЗ°Ј¬ДёІДұнГжУҰНкИ«ЗеіэЈ¬ЗеіэУНЦ¬、Сх»ҜОпј°ЖдЛьФУЦК。Н¬КұТӘұЈЦӨәё·мҙҰөДёЙФпЈ¬ұЬГвКӘЖшФЪәё·мҙҰЙъіЙ。ўЗ¶ФәёҪУ№эіМЦРөД№ӨТХМхјюҪшРРУЕ»Ҝ。ОӘБЛУРР§өШҪөөНәё·мЦРөДЖшҝЧЈ¬ұШРл¶ФЖдҪшРРУЕ»Ҝ。ФЪҙЛ№эіМЦРЈ¬ККөұФцҙујӨ№в№ҰВК、ФцҙуәёҪУЛЩВКЈ¬УРАыУЪјУҝмИЫіШөДДэ№МЈ¬Лх¶МЖшМеЦНБфКұјд。НЁ№э¶ФәёҪУОВ¶И、ұЈ»ӨЖшБчБҝөДККөұҝШЦЖЈ¬ҝЙТФјхЙЩәё·мЦРөДЖшҝЧ。ўИ К№УГ¶иРФЖшМеҪшРР·А»Ө。ІЙУГ¶иРФЖшМе (ИзлІ) ¶Фәё·мҪшРРұЈ»ӨЈ¬ҝЙУРР§ұЬГвәё·мұ»ҙуЖшЦРөДСх、Л®ХфЖыОЫИҫ。БнНвЈ¬»№ҝЙТФНЁ№эФцјУЖшМеБчБҝәНФцјУЖшМеёІёЗВКөИҙлК©АҙёДЙЖәёҪУЦКБҝ。ўЙәёҪУәуөДұнГжҙҰАнЎЈәёҪУҪбКшәуЈ¬ұШРл¶Фәё·мЧцәГәуҙҰАн。ІЙУГНЛ»р、ИИҙҰАнөИ·Ҫ·ЁЈ¬ҝЙУРР§өШПыіэәёҪУҪУН·ДЪөДІРУаУҰБҰЈ¬ҙУ¶шҪөөНЖшҝЧөДІъЙъ。
4.2 ёДЙЖәё·мБСОЖОКМв
оСәПҪрФЪәёҪУКұЈ¬ј«ТЧІъЙъБСОЖөИИұПЭЈ¬СПЦШҪөөНБЛҪУН·өДЦКБҝУлК№УГРФДЬ。ТӘҪвҫцХвёцОКМвЈ¬ҝЙТФІЙИЎИзПВҙлК©:ўЕТӘҙУёщұҫЙПҪвҫцәёҪУБСОЖөДОКМвЈ¬ҫНұШРлУЕ»ҜәёҪУ№ӨТХ。ККөұөШСЎИЎјӨ№в№ҰВК、ЛЩ¶Иј°№в°ЯіЯҙзөИ№ӨТХІОКэЈ¬ҙЛНвЈ¬НЁ№эФӨҙҰАнј°әуИИҙҰАнЈ¬ТІДЬјхЗбәёҪУУҰБҰЈ¬ёДЙЖҪУН·өДИНРФ。ўЖСЎУГККөұөДәёЛҝ¶ФҪвҫцәёҪУБСОЖОКМвТІЖрЧЕЦШТӘЧчУГ。әёЛҝУлоСәПҪр»щМеҫЯУРҪПәГөДПаИЭРФЈ¬ДЬёДЙЖәёҪУҪУН·өДЗҝИН»ҜіМ¶ИЈ¬ҪөөНҝӘБСјёВК。БнНвЈ¬ФЪәёҪУ№эіМЦРјУИлЙЩБҝөДПЎНБФӘЛШЈ¬ИзПЎНБЈ¬¶ФәёҪУҪУН·өДОў№ЫҪб№№УРТ»¶ЁөДёДЙЖЧчУГ。ўЗәёҪУјюөДЗ°ҙҰАнТІәЬЦШТӘ。ФЪәёҪУ№эіМЦРЈ¬НЁ№эЗеіэ№ӨјюұнГжСх»ҜОп、ФУЦКөИЈ¬ҝЙТФУРР§өШёДЙЖәёҪУЦКБҝЈ¬ҪөөНәёҪУБСОЖ。БнНвЈ¬НЁ№э¶Фәё·мөДұЈ»ӨЈ¬Из¶иРФЖшМеөДұЈ»ӨөИЈ¬ҝЙТФУРР§өШұЬГвәё·мөДСх»ҜЈ¬ҙУ¶шМбёЯәё·мөДЦКБҝ。НЁ№эЙПКцјёёц·ҪГжөДСРҫҝЈ¬ҝЙТФУРР§өШҪвҫцәёҪУБСОЖОКМвЈ¬ҙУ¶шёДЙЖәё·мөДЦКБҝУлРФДЬ [4]。
4.3 ёДЙЖәё·мұдРООКМв
оСәПҪрФЪәёҪУКұј«ТЧ·ўЙъәё·мұдРОЈ¬Хл¶ФёГОКМвЈ¬ҙУТФПВјёёц·ҪГжөДҪвҫц:ўЕәПАнөШСЎФсәёҪУ№ӨТХІОКэЈ»НЁ№э¶Фёч№ӨТХІОКэөДУЕ»ҜЈ¬ҝЙјхРЎПЯДЬБҝЈ¬јхРЎәё·мұдРО。ИзҪөөНјӨ№в№ҰВК、МбёЯәёҪУЛЩВКЈ¬ҝЙјУЛЩәёҪУ№эіМЦРөДИИЛрК§Ј¬јхЙЩұдРОЈ»ўЖәПАнөДәёҪУҙОРт¶ФјхЙЩәёҪУұдРОТІЖрөҪБЛТ»¶ЁөДР§№ы。¶аөАәё·мөДәёҪУУҰЧсСӯТ»¶ЁөДҙОРтЈ¬ТФ·АЦ№ТтИИјҜЦРТэЖрөД№э¶ИұдРО。БнНвЈ¬»№ҝЙТФІЙУГ¶ФіЖәёҪУәН·Ц¶ОәёҪУөД·ҪКҪЈ¬К№өГәёҪУ№эіМЦРөДУҰБҰ·ЦІјёьҫщФИЈ¬ҙУ¶шҪөөНБЛәёҪУұдРО。ўЗІЙУГФӨҙҰАн、әуҙҰАнөИ·Ҫ·ЁЈ¬¶ФҪвҫцәёҪУұдРООКМвТІКЗТ»ЦЦРРЦ®УРР§өД·Ҫ·Ё。ФЪәёҪУЦ®З°Ј¬¶Фұ»Ів№№јюҪшРРәПККөДФӨИИҙҰАнЈ¬ҝЙТФУРР§өШјхРЎәё·мЦРөДОВ¶ИМЭ¶ИЈ¬јхРЎәё·мЦРөДУҰБҰ。әёҪУәуөДИИҙҰАнҝЙТФУРР§өШПыіэІРУаУҰБҰЈ¬МбёЯҪУН·өДЧйЦҜУлРФДЬЈ¬ҪөөНұдРОБҝ。ўИІЙУГПИҪшөДәёЗҜј°ФјКшЙиұёЈ¬¶ФәёҪУұдРООКМвТІУРГчПФёДЙЖ。ёГЙиұёДЬУРР§өШФјКшұ»әё№№јюөДұдРОЈ¬ҙУ¶шИ·ұЈБЛәёҪУөДЧјИ·РФәНОИ¶ЁРФ。НЁ№э·ВХжјЖЛгЈ¬ФӨПИ¶ФәёҪУ№ӨТХҪшРРУЕ»ҜЈ¬КөПЦ¶ФәёҪУұдРОөДУРР§ҝШЦЖЈ¬Ҫш¶шМбЙэҪУН·өДЦКБҝУлҝЙҝҝРФ。
4.4 УЕ»ҜәёҪУ№ӨТХІОКэ
ўЕәёҪУЛЩВК¶ФәёҪУЦКБҝЖрЧЕҫц¶ЁРФөДЧчУГ。әёҪУЛЩВКМ«ёЯЈ¬әё·мІ»ҫщФИЈ¬ИұПЭФц¶аЈ¬¶шәёЛЩМ«өНЈ¬УЦ»бК№ПЯДЬБҝФцҙуЈ¬К№ІДБПұдРОјУҫзЈ¬ҫ§БЈіӨҙу。ЛщТФЈ¬ФЪКөјКУҰУГЦРЈ¬ТӘҪбәПоСәПҪрІДБПөДәс¶Иј°әёҪУ№ӨТХЈ¬СЎУГәПККөДәёЛЩЈ¬ІЕДЬұЈЦӨәё·мөДОИ¶ЁУлЦКБҝ。ўЖ јӨ№в№ҰВКөДСЎИЎ¶Фәё·мЦКБҝУРәЬҙуөДУ°Пм。ЛжЧЕјӨ№в№ҰВКөДФцҙуЈ¬әё·мөДјУИИУ°ПмЗшФцҙуЈ¬ҙУ¶шФцҙуБЛәё·мөДәс¶И。ЛщТФЈ¬ФЪВъЧгәёҪУЗҝ¶ИТӘЗуөДН¬КұЈ¬ТӘККөұөчҪЪјӨ№в№ҰВКЈ¬ТФ·АЦ№ТтОВ¶И№эёЯ¶шТэЖрөДІДБПұдРОј°РФДЬНЛ»Ҝ。ўЗ№в°ЯЦұҫ¶¶Фәё·мҝн¶Иј°ИЫНёУРҪПҙуөДУ°Пм。№в°ЯЦұҫ¶ФҪРЎЈ¬әё·мФҪХӯЈ¬ө«ТІҫНФҪДСКөПЦ。ТтҙЛЈ¬ФЪ¶ФЖдҪшРРУЕ»ҜКұЈ¬УҰҙУМбёЯәёҪУЦКБҝ、МбёЯәёҪУР§ВКөДҪЗ¶Иіц·ўЈ¬СЎИЎККөұөД№в°ЯЦұҫ¶。ўИұЈ»ӨЖшөДЦЦАај°БчЛЩТІКЗУ°Пмәё·мЦКБҝөДЦчТӘТтЛШ。лІ、әӨКЗТ»ЦЦіЈјыөДәёҪУұЈ»ӨЖшЈ¬ДЬУРР§өШұЬГвәёҪУ№эіМЦРөДСх»Ҝ、ОЫИҫЈ¬ІўДЬУРР§өШёДЙЖәёҪУөДЦКБҝәНҙҝ¶И。ФЪәёҪУКұЈ¬ТӘҪбәПоСәПҪрІДБПөДМШөгј°әёҪУРиТӘЈ¬СЎУГККөұөДұЈ»ӨЖшЈ¬ҝШЦЖәГБчЛЩЈ¬ұЈЦӨәё·мЦЬО§өД¶иРФЖш·Х。ўЙ»№УҰҪшТ»ІҪУЕ»ҜәёҪУҪЪөгөДЙијЖ。НЁ№эәПАнөДҪб№№ЙијЖЈ¬ҝЙТФҪөөНәё·мөДУҰБҰјҜЦРіМ¶ИЈ¬ёДЙЖәё·мөДЗҝ¶ИЈ¬СУіӨәё·мөДЖЈАНКЩГь。ФЪҪшРРәё·мЙијЖКұЈ¬ТӘЧЫәПҝјВЗІДБПОпАнРФЦКј°әёҪУјјКхЈ¬СЎФсәПККөДЖВҝЪРОКҪ、әё·мРОЧҙөИІОКэЈ¬ІЕДЬҙпөҪЧоәГөДәёҪУР§№ы。НЁ№э¶Фёч№ӨТХІОКэөДәПАнСЎИЎУлөчҪЪЈ¬ҝЙУРР§өШМбёЯәё·мөДЦКБҝУлР§ВКЈ¬ТФККУҰёчРРТө¶ФоСәПҪрәё·мөДТӘЗу。
5ЎўоСәПҪрјӨ№вәёСРҫҝХ№Ны
ДҝЗ°Ј¬ФЪоСәПҪрәёҪУ·ҪГжТСУРБЛТ»Р©·ўХ№Ј¬ө«КЗИФИ»ҙжФЪәЬ¶аОКМв。ұИИзЈ¬оСәПҪр¶ФјӨ№вөДОьКХДЬБҰІоЈ¬ФЪәёҪУКұ¶ФДЬБҝөДТӘЗуТІұИҪПёЯЈ»ҙЛНвЈ¬јӨ№вәёҪУөДОВ¶ИҪПёЯЈ¬ј«ТЧөјЦВоСәПҪр·ўЙъСх»Ҝ、ЙшөӘЈ¬ҙУ¶шҪөөНәёҪУЦКБҝ。ОҙАҙоСәПҪрјӨ№вәёөД·ўХ№ИзПВ:ўЕ МҪЛчРВөДјӨ№вФҙј°әёҪУјјКхЈ¬ТФФцјУоСәПҪр¶ФјӨ№вөДОьКХДЬБҰЈ¬јхЙЩ¶ФДЬБҝөДПыәД。ИзАыУГРВөД№вФҙИз№вПЛ、°лөјМејӨ№вЖчөИЈ¬ІўУлВціејӨ№в、ёҙәПјӨ№вөИПИҪшөДәёҪУјјКхПаҪбәПЈ¬ҝЙУРР§өШМбёЯәёҪУөДР§ВКУлЦКБҝ。ўЖСРЦЖТ»ЦЦККәПУЪоСәПҪрјӨ№вәёҪУөДлІЖшұЈ»Ө№ӨТХЈ¬ТФјхЗбәёҪУ№эіМЦРөДСх»Ҝ、ЙшөӘ。НЁ№э¶ФұЈ»ӨЖшЧйіЙј°БчЛЩөДҝШЦЖЈ¬ҝЙТФУРР§өШұЬГвоСәПҪрөДСх»Ҝ、ЙшөӘЈ¬ҙУ¶шёДЙЖҪУН·өДЗҝИНРФ。ўЗҪ«јЖЛг»ъ·ВХжУлЦЗДЬҝШЦЖјјКхУҰУГУЪоСәПҪрәёҪУБмУтЈ¬ОӘҪсәуоСәПҪрәёҪУСРҫҝМṩБЛРВөДЛјВ·。АыУГУРПЮФӘ·ЦОц·Ҫ·ЁЈ¬¶Фәё·мОВ¶ИіЎ、УҰБҰіЎј°ұдРОЧҙМ¬ҪшРРБЛФӨІвЈ¬ҙУ¶ш¶ФәёҪУ№ӨТХҪшРРУЕ»ҜЈ»ёГПөНіДЬ№»КөКұјаІв、өчҪЪәёҪУ№ӨТХЈ¬И·ұЈәёҪУЦКБҝОИ¶Ё。ўИјӨ№вәёҪУоСәПҪрРиТӘУлІДБП、»ъРөөИ¶аёцС§ҝЖПаҪбәП [5]。
6ЎўҪбУп
ЛжЧЕәҪҝХәҪМмәНТҪБЖөИБмУт¶ФоСәПҪрөДРиЗуБҝФҪАҙФҪҙ󣬶ФЖдәёҪУ№ӨТХМбіцБЛёьёЯөДТӘЗу。НЁ№э¶ФоСәПҪрјӨ№вәёөДЙоИлСРҫҝЈ¬ҝЙУРР§өШМбёЯЖдәёҪУР§ВК、ЦКБҝ、ҪөөНЦЖФміЙұҫЈ¬ҙЩҪшЖдФЪЙПКцРРТөЦРөДНЖ№гУҰУГЈ¬¶ФҙЩҪшоСәПҪрәёҪУЦКБҝ、ҙЩҪшПа№ШРРТө·ўХ№、ҙЩҪшОТ№ъЦЖФмЛ®ЖҪөДМбёЯЈ¬ТІКЗТ»ПоК®·ЦУРТвТеөДСРҫҝҝОМв。ОӘҙЛЈ¬УҰёГјУЗҝ¶ФоСәПҪрјӨ№вәёөДСРҫҝЈ¬ОӘЖдёь№г·әөДУҰУГөм¶Ё»щҙЎ。
ІОҝјОДПЧ
[1] ОәУсЛіЈ¬ВнЗаҫьЈ¬ОдЕфІ©.TC4 оСәПҪрјӨ№вәёҪУјјКхСРҫҝҪшХ№ [J]. өзәё»ъЈ¬2023,53 (8):55-66.
[2] ХФРЛҝЖЈ¬РмГчББЈ¬РмЛ§ЎЈоСәПҪрјӨ№вұнГжјУ№ӨСРҫҝҪшХ№ [J]. ІДБПСРҫҝУлУҰУГЈ¬2023,17 (4):643-657.
[3] Со»·УоЈ¬РмРЕАӨЈ¬°НПЦАсЎЈөН№ҰВКјӨ№в - Л«өз»ЎәёҪУоСәПҪрЦРәс°е№ӨТХј°»ъАн [J]. »ъРөЦЖФмОДХӘ (әёҪУ·ЦІб),2023 (3):1-8.
[4] НхЕфЈ¬ВнИпЈ¬ОәУАКӨЎЈоСәПҪрҪб№№јюјӨ№вәёөдРНәёҪУИұПЭј°ЖдҝШЦЖјјКх [J]. әёҪУјјКхЈ¬2022,51 (8):151-155.
[5] ЙРЗм»ЫЈ¬РмәЈБъЎЈТмЦКоСәПҪрјӨ№вәёСРҫҝПЦЧҙј°ҙжФЪОКМв [J]. әёҪУјјКхЈ¬2022,51 (11):11-15.
ЈЁЧўЈ¬ФӯОДұкМвЈәоСәПҪрјӨ№вәёСРҫҝПЦЧҙУлХ№НыЈ©
tagұкЗ©:ёҙәПјӨ№вәё,оСәПҪрҫ«ГЬіЙРО,ДЬБҝөчҝШ,ИұПЭТЦЦЖ,ПИҪшјӨ№вәёҪУ