



ЈҐ≤Љ»’∆Џ£Ї2025-7-15 16:53:37
‘Џїъ–µЉ”є§єэ≥ћ÷–£ђ«–ѕч≤ќ э—°‘с°ҐµґЊя≤ƒЅѕ°ҐЉЄЇќ–ќ„і…иЉ∆°Ґјд»і»уїђѕµЌ≥”¶”√µ»“тЋЎ£ђґЉїбґ‘о—ЇѕљрµƒЉ”є§–‘ƒ№≤ъ…ъѕ‘÷ш”∞ѕм°£јэ»з£Ї≤їµ±µƒ«–ѕчЋўґ»ЇЌљшЄшЅњїбљµµЌо—Їѕљр±н√ж÷ Ѕњ£ђ…х÷Ѕ≤ъ…ъЅ—ќ∆£їµґЊяƒ•ЋрїбЉ”Њз«–ѕчЅ¶≤®ґѓ£ђ”∞ѕмЉ”є§ЊЂґ»£ї»±Ј¶”––Іµƒјд»і»уїђ£ђ‘т“„“э∆рє§Љюєэ»»£ђЋрЇ¶≤ƒЅѕµƒќҐєџљбєє°£їщ”ЏіЋ£ђћљћ÷≤їЌђїъ–µЉ”є§ћхЉюѕ¬о—Їѕљрµƒ–‘ƒ№±дїѓєж¬…£ђќ™ µЉ …ъ≤ъ÷–µƒє§“’ЄƒљшЇЌЉЉ хіі–¬ћбє©јн¬џ÷І≥÷°£
1°Ґ ‘Љю÷∆±Є
‘Џ ‘Љю÷∆±Є ±£ђ—°”√ Ti-3Al-8V-4Mo-4Cr-4Zr-2Fe-2Nb о—Їѕљр≥…Ј÷°£’в÷÷ЇѕљрЊя”–ЅЉЇ√µƒ«њґ»ЇЌ»Ќ–‘£ђ ”√”Џ÷∆‘мЄя“™«уµƒљбєєЉю°£є§„ч»Ћ‘±јы”√’жњ’„‘Їƒµзї°»џЅґЉЉ х÷∆±ЄЋщ–иµƒо—Їѕљр÷эґІ£ђ”––І»•≥э‘”÷ £ђћбЄяЇѕљрµƒіњЊїґ»£ђќ™Їу–шґЌ‘мћбє©Єя÷ Ѕњµƒ‘≠≤ƒЅѕ°£іЋЌв£ђљЂ÷эґІЈ≈‘Џіу–ЌЋЃ—єїъ…ѕљш––ґЌ—є£ђѕЄїѓґЌ—єєэ≥ћќ™ЉЄЄцљ„ґќ°£√њЄцљ„ґќµƒќ¬ґ»ЇЌ±£ќ¬ ±ЉдЊщ”–Ћщ≤їЌђ£ђ“‘”––ІћбЄяЇѕљрµƒЊІЅ£ѕЄїѓ≥ћґ»£ђ∞п÷ъ∆діпµљЋщ–иµƒЅ¶—І–‘ƒ№°£≥х ЉґЌ ±£ђќ¬ґ»…иґ®ќ™ 1100°ж£ђ±£ќ¬ 60min£ї÷–ЉдґЌ—єљ„ґќ£ђќ¬ґ»÷рљ•љµµЌ£ђ√њіќґЌ—єЇу±£ќ¬ 60min£ї„о÷’ґЌ—єљ„ґќ£ђќ¬ґ»љµ÷Ѕ 860°ж£ђ±£ќ¬ 60min°£Ќ®єэ…ѕ цљ„ґќµƒґЌ—є≤ў„ч£ђ÷эґІ÷рљ•±д–ќ£ђ„о÷’–ќ≥…÷±Њґќ™ 30mm µƒ∞ф≤ƒ°£≤в ‘о—Їѕљр»џЅґЇуµƒїѓ—І≥…Ј÷£ђљбєы»з±н 1 Ћщ Њ°£
±н 1 о—Їѕљр÷эґІ»џЅґїѓ—І≥…Ј÷£®µ•ќї£Ї%£©
| їѓ—І≥…Ј÷ | …ѕ≤њЇђЅњ | ѕ¬≤њЇђЅњ |
| Al | 3.06 | 3.02 |
| V | 8.19 | 8.05 |
| Mo | 4.12 | 3.95 |
| Cr | 4.08 | 4.01 |
| Zr | 3.92 | 3.45 |
| Fe | 1.95 | 1.90 |
| Nb | 1.95 | 1.97 |
і”±н 1 њ…“‘њі≥ц£ђо—Їѕљр÷эґІµƒ…ѕ≤њЇЌѕ¬≤њ‘Џїѓ—І≥…Ј÷…ѕіж‘Џ“їґ®≤о“м°£…ѕ≤њЇЌѕ¬≤њµƒ¬ЅЇђЅњЈ«≥£љ”љь£ђЈ÷±рќ™ 3.06% ЇЌ 3.02%£ђ±н√ч¬ЅµƒЈ÷≤Љљѕќ™Њщ‘»£ї…ѕ≤њЈ∞ЇђЅњќ™ 8.19%£ђ¬‘Єя”Џѕ¬≤њµƒ 8.05%£ђњ…ƒ№”∞ѕмЇѕљр”≤ґ»ЇЌ«њґ»£ї…ѕ≤њовЇђЅњќ™ 4.12%£ђ¬‘Єя”Џѕ¬≤њµƒ 3.95%£ђњ…ƒ№їбґ‘ЇѕљрµƒƒЌЄѓ і–‘≤ъ…ъ”∞ѕм£ї…ѕ≤њЇЌѕ¬≤њµƒЄхЇђЅњЉЄЇхѕаЌђ£ђЈ÷±рќ™ 4.08% ЇЌ 4.01%£ђ±н√чЄхµƒЈ÷≤Љљѕќ™Њщ‘»£ї…ѕ≤њµƒпѓЇђЅњќ™ 3.92%£ђѕ‘÷шЄя”Џѕ¬≤њµƒ 3.45%£ђїбЄшЇѕљрƒЌЄяќ¬–‘ƒ№ішјіЄч÷÷”∞ѕм£ї…ѕ≤њЇЌѕ¬≤њµƒћъЇђЅњЈ«≥£љ”љь£ђЈ÷±рќ™ 1.95% ЇЌ 1.90%£ђ±н√чћъµƒЈ÷≤Љљѕќ™Њщ‘»£ї…ѕ≤њЇЌѕ¬≤њµƒокЇђЅњЈ«≥£љ”љь£ђЈ÷±рќ™ 1.95% ЇЌ 1.97%£ђ±н√чокµƒЈ÷≤Љљѕќ™Њщ‘»°£
2°Ґ ‘—йЈљЈ®
—–Њњ»Ћ‘±і”ґЌ—єЇуµƒо—Їѕљр…ѕ—°‘с“їњй‘≤÷щ–ќ±к„Љ ‘—щ£ђ÷±Њґќ™ 5mm£ђ±кЊа 25mm°£—ѕЄс„с—≠°ґљр ф≤ƒЅѕ “ќ¬ј≠…м ‘—йЈљЈ®°Ј£®GB/T228 “ї 2002£©£ђ±£÷§Њ≤‘Ўј≠…м ‘—йµƒЋ≥јыљш––°£ ‘—йєэ≥ћ÷–£ђє§„ч»Ћ‘±“™њ∆—ІњЎ÷∆∆д ‘—йќ¬ґ»£ђ±£÷§∆д”л “ќ¬ѕаЌђ°£јы”√ Instron5885 µз„”Ќтƒ№≤ƒЅѕ ‘—йїъ£ђ ‘—йЋўґ»ќ™ 1mm・min⁻¹°£
”≤ґ» H µƒЉ∆ЋгєЂ љќ™£Ї

љ÷–£ЇP ќ™ЌвЉ”‘ЎЇ…÷µ£їd ќ™—єЇџґ‘љ«ѕя∆љЊщ÷µ°£
—°”√ β о—Їѕљр„чќ™ ‘—й≤ƒЅѕ£ђі”÷э‘мЇЌґЌ—єЇуµƒ β о—Їѕљр÷–«–»° ‘—щ£ђ≥яізќ™ 10mm×10mm×10mm°£ є”√≤їЌђЅ£ґ»µƒ…∞÷љґ‘ ‘—щљш––÷рЉґ—–ƒ•£ђ÷±÷Ѕ±н√жєвїђќёїЃЇџ°£ЋжЇуљш––їъ–µ≈„єв£ђ є”√—хїѓ¬Ѕ≈„євЄа‘Џ≈„євїъ…ѕЌк≥…°£≤…”√ HF°ҐHNO₃°ҐH₂O ћеїэ±»ќ™ 1:3:5 µƒЄѓ і“Їґ‘≈„євЇуµƒ ‘—щљш––Єѓ і£ђ‘Џ 30~60s «еќъѕ‘ ЊЊІЅ£±яљз°£ є”√ OLYMPUS љрѕаѕ‘ќҐЊµєџ≤мЄѓ іЇуµƒ ‘—щ£ђЉ«¬ЉЊІЅ£µƒ–ќ√≤°Ґ≥яізЇЌ„й÷ѓЈ÷≤Љ°£Ќ®єэљрѕаѕ‘ќҐЊµєџ≤мЈҐѕ÷£ђ÷э‘мЇуµƒ β о—ЇѕљрЊІЅ£љѕќ™і÷іу£ђЊІљз«еќъњ…Љы [2]°£
3 °Ґ ‘—йљбєы”лћ÷¬џ
3.1 Ѕ¶—І–‘ƒ№
‘Џљш––ґЌ—єЇуµƒо—Їѕљр∞ф≤ƒ”≤ґ»≤в ‘ ±£ђЌв‘µ”≤ґ»÷µќ™ 350HV£ђ÷–≤њ”≤ґ»÷µќ™ 320HV£ђ÷––ƒ”≤ґ»÷µќ™ 300HV£ђњ…Љы”≤ґ»÷µі”Ќв‘µµљ÷––ƒ÷рљ•љµµЌ°£ ‘—йљбєы±н√ч£ђо—Їѕљр∞ф≤ƒ‘ЏґЌ—єєэ≥ћ÷–Ќв‘µµƒ–ќ±д±»÷–≤њіу£ђµЉ÷¬Ќв‘µµƒ”≤ґ»÷µљѕЄя°£Њњ∆д‘≠“т£ђ÷ч“™‘Џ”ЏґЌ—єєэ≥ћ÷–Ќв‘µ №µљµƒ—єЅ¶ЇЌќ¬ґ»ћЁґ»љѕіу£ђ єµ√Ќв‘µµƒЊІЅ£ѕЄїѓ≥ћґ»ЄьЄя£ђі”ґш є”≤ґ»‘цЉ”°£ќ™ЅЋїсµ√ЄьЉ”Њщ‘»µƒ”≤ґ»Ј÷≤Љ£ђљ®“й”≈їѓґЌ—єє§“’£ђ»з≤…”√ґаµјіќґЌ—є°ҐњЎ÷∆ґЌ—єЋўґ»ЇЌќ¬ґ»ћЁґ»µ»ЈљЈ®£ђЉх…ў–ќ±д≤їЊщ‘»–‘°£іЋЌв£ђњЉ¬«»»і¶јнґ‘о—Їѕљр”≤ґ»Ј÷≤Љµƒ”∞ѕм£ђјы”√Їѕ µƒ»»і¶јнє§“’£ђ»зЌЋїр°Ґєћ»№і¶јн°Ґ ±–Іі¶јн£ђЄƒ…∆о—Їѕљрµƒ„й÷ѓљбєє£ђі”ґшћбЄя∆дЅ¶—І–‘ƒ№°£
о—Їѕљрј≠…м–‘ƒ№≤в ‘ эЊЁ»з±н 2 Ћщ Њ°£Ќ®єэЌ≥Љ∆о—ЇѕљрЊ≠єэґЌ—єЇу “ќ¬ј≠…м≤в ‘ эЊЁњ…÷™£ђ≤в ‘Ї≈ 1 ЇЌ≤в ‘Ї≈ 3 µƒ«ьЈю«њґ»Њщќ™ 823MPa£ђ≤в ‘Ї≈ 2 µƒ«ьЈю«њґ»¬‘µЌ£ђќ™ 791MPa£ђ±н√ч≤в ‘Ї≈ 1 ЇЌ≤в ‘Ї≈ 3 ≤ƒЅѕ‘Џ≥– №”¶Ѕ¶ ±Єь‘зљш»лЋ№–‘±д–ќљ„ґќ°£≤в ‘Ї≈ 1 њєј≠«њґ»„оЄя£ђіпµљ 867MPa£ђ∆діќ «≤в ‘Ї≈ 3£®њєј≠«њґ»ќ™ 856MPa£©£ђ„оЇу «≤в ‘Ї≈ 2£®њєј≠«њґ»ќ™ 827MPa£©£ђЋµ√ч≤в ‘Ї≈ 1 µƒ≤ƒЅѕ‘Џј≠…мєэ≥ћ÷–Њя”–љѕЄяµƒ≥–‘Ўƒ№Ѕ¶°£≤в ‘Ї≈ 1 …м≥§¬ ќ™ 20.0%£ђѕ‘ Њ≥цљѕЇ√µƒЋ№–‘±д–ќƒ№Ѕ¶°£≤в ‘Ї≈ 2 ЇЌ≤в ‘Ї≈ 3 …м≥§¬ Ј÷±рќ™ 17.5% ЇЌ 17.9%£ђ¬‘µЌ”Џ≤в ‘Ї≈ 1 [3]°£
±н 2 о—Їѕљрј≠…м–‘ƒ№≤в ‘ эЊЁ
| ≤в ‘Ї≈ | ÷±Њґ /mm | ±кЊа≥§ґ» /mm | ґѕЅ—Їу±кЊа≥§ґ» /mm | «ьЈю«њґ» / MPa | њєј≠«њґ» / MPa | …м≥§¬ /% |
| 1 | 4.92 | 25 | 29.94 | 823 | 867 | 20.0 |
| 2 | 4.92 | 25 | 29.34 | 791 | 827 | 17.5 |
| 3 | 4.92 | 25 | 29.42 | 823 | 856 | 17.9 |
3.2 љрѕаќҐєџѕ‘ќҐ„й÷ѓєџ≤м
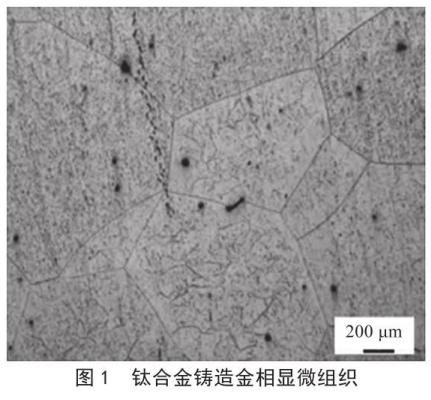
Ќ®єэљрѕаѕ‘ќҐЊµєџ≤м£ђЈҐѕ÷о—Їѕљр÷э‘мЇуµƒљрѕа„й÷ѓЊя”–ґа—щїѓћЎµг°£о—ЇѕљрƒЏ≤њЊІљз«еќъњ…Љы£ђ≥ ѕ÷≥ц√чѕ‘µƒЈ÷љзѕя°£‘ЏЊІљзЄљљьєџ≤мµљ“ї–©ќёєж‘тµƒѕяћх£ђњ…ƒ№ «÷э‘мєэ≥ћ÷–µƒ”¶Ѕ¶Љѓ÷–їт‘”÷ ‘™ЋЎµƒЈ÷≤Љ≤їЊщЋщ÷¬£їЊІЅ£∆љЊщ≥яізќ™ 1500μm£ђ±н√ч÷э‘м„й÷ѓљѕќ™і÷іу°£‘ЏЇѕљрƒЏ≤њЈҐѕ÷∆шњ„»±ѕЁ£ђ’в–©»±ѕЁ «‘Џ÷э‘мєэ≥ћ÷–∆шћеќіƒ№Ќк»Ђ≈≈≥цЋщ÷¬ [4]°£
о—ЇѕљрќҐєџљбєєґ‘∆дїъ–µ–‘ƒ№”–„≈÷Ў“™”∞ѕм£ђ”–÷ъ”ЏћбЄя≤ƒЅѕµƒ є”√«њґ»£ђµЂ“≤њ…ƒ№‘цЉ”∆діа–‘£ђ»зЌЉ 1 Ћщ Њ°£
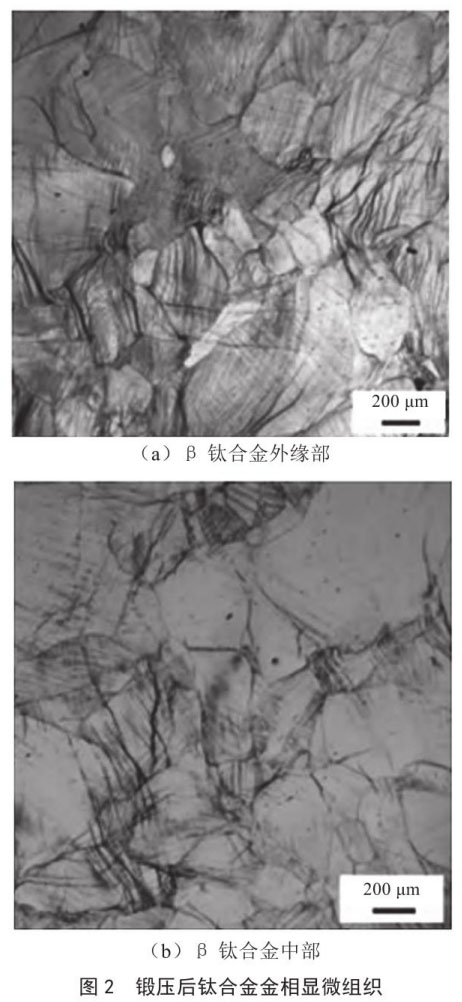
єџ≤мо—ЇѕљрЊ≠ґЌ—єЇуЌв‘µ≤њЇЌ÷–≤њµƒљрѕаѕ‘ќҐ„й÷ѓ«йњц£ђ≤Ґ”ло—Їѕљр÷э‘мљрѕаѕ‘ќҐ„й÷ѓ«йњцљш––ґ‘±»°£Њ≠єэґЌ—єі¶јнЇу£ђо—ЇѕљрƒЏ≤њµƒ‘≠ Љ∆шњ„»±ѕЁїщ±Њѕы І°£љрѕаѕ‘ќҐЊµѕ¬µƒєџ≤мѕ‘ Њ£ђґЌ—єЇуµƒо—Їѕљр„й÷ѓЊщ‘»£ђќіЉы√чѕ‘∆шњ„£ђ±н√чґЌ—єєэ≥ћ”––ІЄƒ…∆ЅЋ≤ƒЅѕµƒ÷¬√№–‘£ђѕы≥эЅЋ÷э‘мєэ≥ћ÷–≤ъ…ъµƒ∆шњ„»±ѕЁ°£ґЌ—єЇуµƒо—ЇѕљрЊІЅ£∆љЊщ≥яізќ™ 450μm£ђѕаљѕ”ЏґЌ—є«∞µƒі÷іуЊІЅ££ђЊІЅ£≥яіз√чѕ‘ѕЄїѓ£ђ»зЌЉ 2 Ћщ Њ [5]°£
4 °ҐћбЄяо—Їѕљр≤ƒЅѕїъ–µЉ”є§÷ Ѕњµƒ”––І¬ЈЊґ
ќ™ЅЋћбЄяо—Їѕљр≤ƒЅѕµƒїъ–µЉ”є§÷ Ѕњ£ђє§„ч»Ћ‘±їэЉЂ≤…”√ѕ»љшµƒ эњЎЉ”є§ЉЉ х£ђЌ®єэЉ∆Ћгїъ≥ћ–тЊЂ»ЈњЎ÷∆µґЊя¬ЈЊґЇЌЉ”є§≤ќ э£ђ µѕ÷Єі‘”–ќ„іµƒЄяЊЂґ»Љ”є§°£ґ‘”Џо—Їѕљр≤ƒЅѕ£ђ≤…”√ќе÷бЅ™ґѓ эњЎїъі≤њ…”––ІЉх…ў„∞Љ–іќ э£ђћбЄяЉ”є§–І¬ °£ эњЎѕµЌ≥µƒЄяЋўѕм”¶ћЎ–‘њ…Љх…ў«–ѕчєэ≥ћ÷–µƒ’сґѓ£ђћбЄяЉ”є§±н√жµƒєвљаґ» [6]°£Ќђ ±£ђ«–ѕч≤ќ э—°‘с÷±љ””∞ѕмЉ”є§÷ Ѕњ£ђ»зљѕµЌµƒ«–ѕчЋўґ»ЇЌљѕЄяµƒљшЄшЅњґЉїбЉх…ў«–ѕч»»£ђЉх…ўЉ”є§”≤їѓ≤гµƒ–ќ≥…£ђ“тіЋЉ”є§о—Їѕљр≤ƒЅѕ”¶—°‘сЇѕ µƒ«–ѕчЋўґ»°ҐљшЄшЅњ°Ґ«–ѕч…оґ» [7]°£≤…”√Єя—єјд»і“Їњ…”––ІљµµЌ«–ѕчќ¬ґ»£ђЉх…ўµґЊяƒ•Ћр£ђћбЄяЉ”є§÷ Ѕњ°£”≤÷ Їѕљр°Ґћ’і…°ҐЅҐЈљµ™їѓ≈рµ»Єя–‘ƒ№µґЊя≤ƒЅѕ£ђЊя”–ЅЉЇ√µƒƒЌƒ•–‘ЇЌ»»ќ»ґ®–‘£ђ ”√”Џо—ЇѕљрµƒЉ”є§£ђ”–÷ъ”ЏћбЄяµґЊяµƒƒЌƒ•–‘ЇЌњєр§љб–‘£ђ”––І—”≥§µґЊя ў√ь [8]°£
5°Ґљб”п
Ќ®єэґ‘ Ti-3Al-8V-4Mo-4Cr-4Zr-2Fe-2Nb о—Їѕљрµƒ÷∆±Є°ҐЅ¶—І–‘ƒ№≤в ‘°Ґљрѕаѕ‘ќҐ„й÷ѓєџ≤м£ђљ“ Њ≤їЌђїъ–µЉ”є§ћхЉюѕ¬о—Їѕљрµƒ–‘ƒ№±дїѓєж¬…°£—–Њњљбєы±н√ч£ђ”≈їѓґЌ—єє§“’ЇЌ»»і¶јнє§“’£ђњ…ѕ‘÷шћбЄяо—ЇѕљрµƒЅ¶—І–‘ƒ№°£іЋЌв£ђ≤…”√ѕ»љшµƒ эњЎЉ”є§ЉЉ х°ҐЄя–‘ƒ№µґЊя≤ƒЅѕ£ђ «ћбЄяо—Їѕљрїъ–µЉ”є§÷ Ѕњµƒ”––ІЌЊЊґ°£ќіјі—–Њњ”¶љш“ї≤љћљћ÷»»і¶јнє§“’ґ‘о—Їѕљр–‘ƒ№µƒ”∞ѕм£ђљбЇѕ µЉ …ъ≤ъ–и«у£ђ”≈їѓЉ”є§є§“’≤ќ э£ђ µѕ÷о—Їѕљр≤ƒЅѕµƒЄя÷ ЅњЉ”є§°£
≤ќњЉќƒѕ„
[1] »÷љ№£ђ≈£«пЅ÷£ђЄяЇљ£ђµ»°£о—Їѕљрѕ≥ѕчЉ”є§÷– MQL ≤ќ э”≈їѓ”л«–ѕч–‘ƒ№—–Њњ [J]. Їљњ’÷∆‘мЉЉ х£ђ2024 (3):106-114.
[2] ’≈њ°љ№£ђЅх”Ґѕл£ђЇъЌхљ№£ђµ».TC4 о—Їѕљр„ЁЌд≥ђ…щ’сґѓѕ≥ѕч„∞÷√Љ∞∆дЉ”є§–‘ƒ№—–Њњ [J]. Їљњ’÷∆‘мЉЉ х£ђ2022 (8):14-21.
[3] ЅхЌю°£µд–Ќµ•ѕаЇЌЋЂѕао—Їѕљрµƒїъ–µ’сґѓ–‘ƒ№—–Њњ [D]. ќч∞≤£Ї≥§∞≤іу—І£ђ2022.
[4] µЋ»’«е.SLM ≥…–Ќ TC4 о—Їѕљрѕ≥ѕчЉ”є§±н√жЌк’ы–‘”л∆£јЌ–‘ƒ№—–Њњ [D]. ћмљт£ЇЇ”±±є§“µіу—І£ђ2022.
[5] ќвќэ„™°£о—ЇѕљрµЌќ¬јдЈзЊ≤µзќҐЅњ»уїђѕ≥ѕчЉ”є§–‘ƒ№ ‘—й—–Њњ [D]. ЇЉ÷Ё£Ї’гљ≠є§“µіу—І£ђ2022.
[6] Ѕх—у°£Љ§єв—°«ш»џїѓ≥…–ќƒшо—Їѕљрѕа±д––ќ™Љ∞їъ–µ–‘ƒ№—–Њњ [D]. ќдЇЇ£Її™÷–њ∆ЉЉіу—І£ђ2022.
[7] ї∆зж°£“ЇћеЄ®÷ъЉ§євЉ”є§÷ѓєєµґЊя»уїђЉ∞«–ѕчо—Їѕљр–‘ƒ№—–Њњ [D]. «аµЇ£Ї«аµЇјнє§іу—І£ђ2023.
[8] ’≤÷–ќ∞£ђЅхЉќ£ђЋп÷Њї™£ђµ»°£µзљвЉ”є§ґ‘ TC17 о—Їѕљр±н√жЌк’ы–‘Љ∞’сґѓ∆£јЌ–‘ƒ№µƒ”∞ѕм [J]. µзґ∆”лЌњ ќ£ђ2022 (7):491-496.
tag±к«©:о—Їѕљр–‘ƒ№