



ЗЂВМШеЦкЃК2025-4-7 9:07:08
TC4юбКЯН№ОпгагХвьЕФЛњаЕадФмЁЂИпБШЧПЖШКЭзПдНЕФПЙИЏЪДФмСІЃЌдкКНПеКНЬьЁЂЦћГЕЙЄвЕЁЂЙњЗРЙЄвЕКЭвНСЦЦїаЕЕШСьгђЕУЕНСЫЙуЗКгІгУ[1-2]ЁЃTC4юбКЯН№НсЙЙМўдкжЦдьЙ§ГЬжаДѓЖрашвЊНјааПзМгЙЄЃЌЦфжа0.3~3mmЕФПЩГЦЮЊаЁПзЃЌЕБЧАаЁПзЖрВЩгУТщЛЈзъНјаазъЯїМгЙЄ[3]ЁЃЫцзХЖдСуМўОЋЖШКЭМгЙЄаЇТЪвЊЧѓЕФВЛЖЯЬсЩ§ЃЌИУЙЄвежазъЭЗШнвзБфаЮЁЂФЅЫ№бЯжиЁЂМгЙЄаЇТЪЕЭвдМАПзЕФжЪСПВЛвзБЃжЄЕШЮЪЬтШевцЭЙЯд[4]ЁЃ
аЁПззъЯїМгЙЄжаЃЌзъЯїВЮЪ§ЪЧгАЯьПззъЯїжЪСПМАзъЭЗЪйУќЕФЙиМќвђЫижЎвЛ[5]ЃЌзъЯїМгЙЄЙ§ГЬдкЗтБеЛђАыЗтБеЛЗОГжаНјааЃЌЪмжЦгкИїжжЭтВПЬѕМўЃЌЛсАщгаМгЙЄВЛЮШЖЈЁЂХХаМРЇФбЕФЯжЯѓ[6-7]ЃЌгЩгкЫљашзъЭЗжБОЖаЁЃЌдкзъЯїЙ§ГЬжавзЗЂЩњБфаЮеёЖЏЃЌЕМжТГіЯжМгЙЄОЋЖШЕЭЁЂзъЭЗФЅЫ№бЯжиЁЂаЇТЪЕЭЕШЮЪЬт[8]ЁЃKODAMAHЕШ[9]ЮЊЬсИпАТЪЯЬхВЛатИжаЁПзМгЙЄОЋЖШЃЌЭЈЙ§ИФБфНзЬнНјИјСПЁЂзЊЫйКЭНјИјЫйЖШЃЌбаОПСЫВЛЭЌзъЯїЬѕМўЖдПзМгЙЄадФмЕФгАЯьЃЌЦфНсЙћБэУїНзЬнНјИјСПКЭНјИјЫйЖШЕФзщКЯПЩвдМѕЩйжсЯђСІКЭЫѕЖЬзъЯїЪБМфЃЌЧвМѕаЁНзЬнНјИјСППЩвдгааЇвжжЦЧаЯїЮТЖШЁЃЗыбЧжоЕШ[10]НјааСЫTA15юбКЯН№зъЯїЪдбщЃЌвдTA15ЮЊЖдЯѓбаОПФбМгЙЄВФСЯЩюПззъЯїжазъЭЗЖЯаМВлдВЛЁАыОЖЁЂЛњДВжїжсзЊЫйКЭНјИјСПдкзъЯїЙ§ГЬжаЖдЧааМаЮЬЌЕФгАЯьЧщПіЃЌНсЙћЯдЪОВЛЭЌЬѕМўЖдЧааМаЮЬЌОљгагАЯьЁЃWEIY[11]ЕШбаОПСЫCFRP/TiВФСЯаЁПзМгЙЄжазъПзВЮЪ§ЖдаЁПзжЪСПЕФгАЯьЃЌЦфНсЙћБэУїПзМгЙЄжЪСПгыНјИјСПгаНЯЧПЕФЯрЙиадЁЃзлЩЯЃЌбаОПзъЯїВЮЪ§ЖдзъЯїЙ§ГЬжаЧаЯїСІЕФгАЯьЙцТЩОпгаживЊвтвхЁЃ
аЁПззъЯїЙ§ГЬжаЕФЧаЯїСІЬиадПЩЭЈЙ§зъЭЗЫљЪмжсЯђСІМАХЄОиНјаабаОПЃЌВЬШйБіЕШ[12]Жд9Cr18MoаЁПзМгЙЄЙ§ГЬжаВЛЭЌЕЖОпНсЙЙМАзъЯїВЮЪ§ЖдзъЯїЙ§ГЬЕФгАЯьНјаабаОПЃЌЗЂЯжЙЄвеВЮЪ§ИФБфЖдзъЭЗЮТЖШЁЂжсЯђСІМАХЄОиОљгаКмДѓгАЯьЃЌгХбЁЕФЙЄвеВЮЪ§ПЩвдЬсЙЉИќКУЕФМгЙЄжЪСПЁЃJIABHЕШ[13]ЭЈЙ§ЗТецбаОПСЫзъЯїTiBw/TC4ЪБЧаЯїСІЁЂХЄОиМАзъЯїЮТЖШЖдЙЄМўЮЂЙлСІбЇадФмЕФгАЯьЙцТЩЃЌЦфНсЙћЯдЪОжсЯђСІЮЊЙЄМўЦЦЛЕЕФжївЊдвђЃЌЕБжсЯђСІЯТНЕЃЌБЛМгЙЄМўЮЂЙлНсЙЙЧїгкЮШЖЈЃЌЫ№ЩЫМѕаЁЁЃжьзПжОЕШ[14]ЭЈЙ§баОПзъЯїGFRPЪБВЛЭЌЙЄвеВЮЪ§ЯТЕФжсЯђСІЃЌНјвЛВННвЪОСЫжсЯђСІЖдМгЙЄжЪСПЕФгАЯьЙцТЩЃЌНсЙћЯдЪОНЕЕЭжсЯђСІПЩвдгааЇИФЩЦПзМгЙЄжЪСПЁЃ
злЩЯЫљЪіЃЌЕБЧАеыЖдюбКЯН№аЁПззъЯїМгЙЄЕФбаОПЯрЖдНЯЩйЃЌвдTC4юбКЯН№ЮЊЖдЯѓЃЌЭЈЙ§баОПжївЊзъЯїЙЄвеВЮЪ§ЖдзъЯїаЁПзЪБжсЯђСІКЭХЄОиЕФгАЯьЙцТЩЃЌНвЪОюбКЯН№аЁПзМгЙЄЬиадЃЌЖдЬсИпюбКЯН№СуМўжааЁПзЕФжЦдьОЋЖШКЭМгЙЄаЇТЪОпгаживЊвтвхЁЃ
1ЁЂTC4юбКЯН№аЁПззъЯїЪдбщЬѕМў
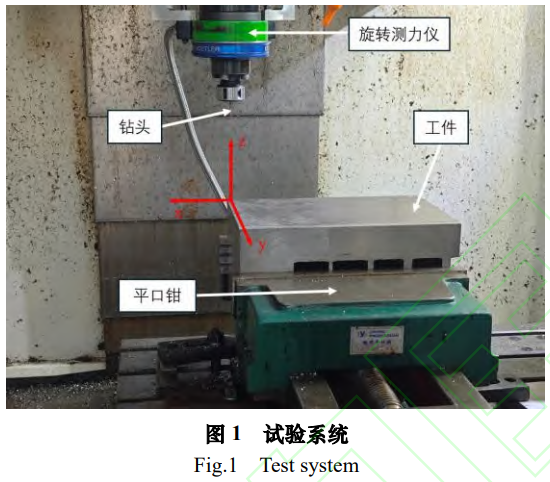
ШчЭМ1ЫљЪОЃЌзъЯїЪдбщдкVMC850EСЂЪНЪ§ПиМгЙЄжааФЩЯНјааЃЌбЁдёTC4юбКЯН№КёАхЮЊзъЯїбљМўЃЌВФСЯСІбЇадФмВЮЪ§ЃКУмЖШЮЊ4400kg/cm3ЁЂЕЏадФЃСПЮЊ110GPaЁЂгВЖШЮЊ36HRCЁЂЧќЗўЧПЖШЮЊ834MPaЁЂРЩьЧПЖШЮЊ932MPaЃЛбљМўГпДчВЮЪ§ЃК300mm×190mm×130mmЁЃгУЦНПкЧЏНјаазАМадкЛњДВЙЄзїЬЈЩЯЃЌВЩгУЦцЪЏРж9123C1011а§зЊВтСІвЧВтСПзъЯїЙ§ГЬжаЕФжсЯђСІМАХЄОиЁЃ
а§зЊВтСІвЧВтЕУЕФаХКХЭЈЙ§аХКХЗХДѓКЭзЊЛЛзАжУБЛзЊЛЛГЩЪ§ОнНјааЗжЮіДІРэЃЌЧаЯїСІаХКХЗХДѓЩшБИбЁгУ5223BаЭЖрЭЈЕРЕчКЩЗХДѓЦїЃЌЦфгыЪ§ОнВЩМЏПЈКЭАВзАгаЪ§ОнДІРэШэМўЕФЕчФдвЛВЂСЌНгзщГЩЪ§ОнДІРэЯЕЭГЃЌзъЯїСІВтСПЯЕЭГХфжУМАдРэШчЭМ2ЫљЪОЁЃ

2ЁЂаЁПззъЯїе§НЛЪдбщ
2.1е§НЛЪдбщЗНАИЩшМЦ
вдзъЭЗжБОЖdЁЂзъЯїЫйЖШvcКЭНјИјСПfnет3ИізъЯїВЮЪ§зїЮЊе§НЛЪдбщЕФвђЫиЁЃМћБэ1ЃЌзъЭЗжБОЖАДаЁПззъЯїЕФашЧѓбЁШЁ2.0mmЁЂ2.1mmКЭ2.2mmЃЌЖдгІзъЭЗаЭКХМАМИКЮВЮЪ§МћБэ2ЁЃИљОнTC4ВФСЯЕФзъЯїМгЙЄадЗжБ№бЁШЁзъЯїЫйЖШКЭНјИјСПЕФ3ИіЫЎЦНжЕЃЌбаОПзъЯїTC4аЁПзЪБжївЊзъЯїВЮЪ§ЖджсЯђСІМАХЄОиЕФгАЯьЙцТЩЁЃ

2.2е§НЛЪдбщНсЙћ
АДееБэ2ВЮЪ§ЖдTC4бљМўНјаааЁПззъЯїЪдбщЃЌвдd=2.0mmЃЌvc=15m/minЃЌfn=0.02mm/rзъЯїЙЄвеВЮЪ§ЮЊР§ЃЌВтСПаХКХзЊЛЛЮЊЪ§ОнКѓЃЌжсЯђСІМАХЄОиНсЙћШчЭМ3ЁЂЭМ4ЫљЪОЁЃШЁжсЯђСІЁЂХЄОиЧњЯпжаЦНЮШЪ§ОнЃЈЭМ3ЁЂЭМ4жаЗНПђЧјгђЃЉзїЮЊФПБъЪ§ОнНјааСуЕуЦЏвЦШЅГ§КЭОљЛЏДІРэЃЌПЩЕУГіжсЯђСІFz=644.42NЃЌХЄОиMz=0.913N.mЁЃ


гЩЭМ3ЁЂЭМ4ПЩвдПДГіЃЌЫцзХзъЯїГжајЩюШыЃЌжсЯђСІЛљБОБЃГжЭЌвЛЫЎЦНЯпЩЯЯТИЁЖЏЃЛХЄОидкМгдиГѕЦкБЃГжНЯЦНЮШВЈЖЏЃЌЫцзХзъЯїЩюЖШдіМгЃЌВњЩњДѓСПЧааМЖбЛ§ЖТШћзъЭЗдЫЖЏПеМфЃЌАщЫцзъЭЗФЅЫ№ГіЯжЃЌХЄОиж№НЅдіДѓЁЃ
АДБэ1ЗНАИНјаае§НЛЪдбщЃЌЕУЕНжсЯђСІгыХЄОиНсЙћМћБэ3ЁЃ

2.3е§НЛЪдбщМЋВюЗжЮі
ЖдБэ3жаЪдбщЕУЕНЕФжсЯђСІНјааМЋВюЗжЮіЃЌНсЙћМћБэ4ЃЌзъЯїВЮЪ§ЖджсЯђСІЕФгАЯьГЬЖШгЩДѓЕНаЁЮЊЃКзъЭЗжБОЖdЃОНјИјСПfnЃОзъЯїЫйЖШvcЃЌЧвзъЯїЫйЖШЖджсЯђСІЕФгАЯьдЖЕЭгкзъЭЗжБОЖКЭНјИјСПСНИівђЫиЁЃ

ЭМ5ЫљЪОжсЯђСІРзДяЭМИќжБЙлЕиЗДгГСЫжсЯђСІдкВЛЭЌвђЫиЯТИїЫЎЦНОљжЕЕФВювьЧщПіЁЃИївђЫидкВЛЭЌЫЎЦНОљжЕЫљЙЙГЩЕФШ§НЧаЮдННгНќЕШБпШ§НЧаЮЃЌЯргІМЋВюдНаЁЃЌЫЕУїИУвђЫиЖджсЯђСІгАЯьГЬЖШНЯЕЭЃЌЗДжЎШєШ§НЧаЮдНВЛЙцдђЃЌЯргІМЋВюдНДѓЃЌдђИУвђЫиЖджсЯђСІгАЯьГЬЖШдНОчСвЁЃЭМ5жазъЯїЫйЖШЫљЙЙГЩЕФШ§НЧаЮНгНќЕШБпШ§НЧаЮЃЌЖджсЯђСІгАЯьГЬЖШзюаЁЃЌзъЭЗжБОЖЫљЙЙГЩЕФШ§НЧаЮдкЫЎЦН3ДІГіЯжУїЯдМтНЧЃЌЖджсЯђСІгАЯьГЬЖШзюДѓЁЃ

Бэ5ЫљЪОЮЊХЄОиЕФМЋВюЗжЮіНсЙћЃЌЭМ6ЮЊЦфРзДяЭМЁЃзъЯїВЮЪ§ЖдХЄОиЕФгАЯьЙцТЩгыжсЯђСІЛљБОвЛжТЃЌзъЯїЫйЖШЖдХЄОигАЯьГЬЖШзюаЁЃЌзъЭЗжБОЖЖдХЄОигАЯьГЬЖШзюДѓЁЃ

2.4е§НЛЪдбщЗНВюЗжЮі
ЖдБэ3жаЪдбщНсЙћНјааЗНВюЗжЮіЃЌСйНчжЕFШЁF0.01(2,2)=99.0ЃЌF0.05(2,2)=19.0ЃЌЖдЫљЕУжсЯђСІЁЂХЄОиЗНВюЗжЮіНсЙћМћБэ6ЁЂБэ7ЁЃ
ЭЈЙ§Бэ6ЖдИївђЫиЖджсЯђСІгАЯьЕФЯджјадНјааЗжЮіЁЃзъЭЗжБОЖЖджсЯђСІЕФгАЯьЯджјЁЃЫфШЛНјИјСПКЭзъЯїЫйЖШЕФгАЯьОљБэЯжЮЊВЛЯджјЃЌЕЋзъЯїЫйЖШЖджсЯђСІЕФгАЯьИќаЁЃЌЧвдЖЕЭгкНјИјСПЕФгАЯьЁЃЗНВюЗжЮіНсЙћгыМЋВюЗжЮіНсЙћвЛжТЁЃ

гЩБэ7ПЩЕУЃЌХЄОиЗНВюЗжЮіНсЙћгыжсЯђСІНсЙћЯрЫЦЃЌзъЭЗжБОЖЕФБфЛЏЖдХЄОиЕФгАЯьЯджјЃЌНјИјСПгызъЯїЫйЖШЕФгАЯьВЛЯджјЃЌЧвзъЯїЫйЖШЖдХЄОиЕФгАЯьИќаЁЁЃЗНВюЗжЮіНсЙћгыМЋВюЗжЮіНсЙћвЛжТЁЃ
3ЁЂзъЯїЕЅвђЫиЪдбщМАНсЙћЗжЮі
ЭЈЙ§ЕЅвђЫиЪдбщЗНЗЈНјвЛВНбаОПзъЯїВЮЪ§ЖджсЯђСІМАХЄОиЕФгАЯьЙцТЩЁЃгЩБэ4ЁЂБэ5ЁЂЭМ5ЁЂЭМ6ПЩУїЯдПДЕНЃЌзъЭЗжБОЖd=2.0mmЃЌзъЯїЫйЖШvc=20m/minЃЌНјИјСПfn=0.02mm/rЪБжсЯђСІМАХЄОизюЕЭЃЌгЩДЫЃЌбЁШЁвдЩЯЫЎЦНжЕзїЮЊВЛБфСПНјааЕЅвђЫиЪдбщЃЌЪдбщНсЙћМћБэ8ЁЃ


гЩБэ8ЛцжЦЕФЭМ7жБЙлЗДгГСЫИїЕЅвђЫиЖджсЯђСІЁЂХЄОиЕФгАЯьЙцТЩЁЃЫцзХзъЭЗжБОЖЕФдіДѓЃЌжсЯђСІКЭХЄОиЖМГЪЯждіДѓЧїЪЦЃЌЧвБфЛЏЗљЖШЧїЪЦвЛжТЁЃзъЭЗжБОЖдНДѓЃЌЦфКсШадНГЄЃЌЧаЯїВуГЄЖШдіДѓЃЌЧаЯїВуУцЛ§діДѓЃЌЕМжТжсЯђСІМАХЄОиЭЌВНЩЯЩ§ЁЃ

ЫцзХзъЯїЫйЖШдіДѓЃЌжсЯђСІКЭХЄОиОљГЪЯжЯШМѕаЁКѓдіДѓЕФБфЛЏЧїЪЦЁЃдкзъЯїЫйЖШЮЊ15~20m/minЕФЗЖЮЇФкЃЌгЩгкзъЯїЫйЖШЕФдіМгЃЌзъЯїЮТЖШЩ§ИпЃЌЪЙЙЄМўгыЕЖОпНгДЅЧјгђЕФTC4ВњЩњЯджјЕФИпЮТШэЛЏЃЌTC4дкетвЛзъЯїЫйЖШЗЖЮЇФкВњЩњЕФМгЙЄгВЛЏВЛУїЯдЃЌИпЮТШэЛЏаЇЙћПЩЭъШЋГхЕжЕєСЫМгЙЄгВЛЏаЇЙћЃЌВФСЯгВЖШНЕЕЭЃЌжсЯђСІМАХЄОигаЫљЯТНЕЁЃдкзъЯїЫйЖШЮЊ20~25m/minЗЖЮЇФкЃЌЫфШЛЫцзХЧаЯїЮТЖШдіМгTC4ВњЩњЕФИпЮТШэЛЏЛсНјвЛВНдіМгЃЌЕЋгЩгкTC4ВФСЯОпгаНЯКУЕФФЭИпЮТадФмЃЌИпЮТШэЛЏаЇЙћдіМгВЂВЛУїЯдЃЌЖјДЫЪБМгЙЄгВЛЏЛсгаУїЯддіДѓЃЌИпЮТШэЛЏЕФдіЗљВЛФмЭъШЋГхЕжЕєМгЙЄгВЛЏЕФдіЗљЃЌБэЯжГіжсЯђСІМАХЄОигаЫљЩЯЩ§ЁЃ

НјИјСПдіМгЪЙЧаЯїВуЕФПэЖШдіМгЁЂУцЛ§діДѓЃЌжсЯђСІдіДѓЁЃЭЌЪБЃЌЧаЯїВуПэЖШдіМгЕМжТзъЯїВњЩњЕФЧааМКёЖШдіДѓЃЌЧааМЬхЛ§БфДѓЃЌХХаМЪБЧааМгыПзБкМфЕФМЗбЙФІВССІвВЫцжЎдіДѓЃЌВњЩњИќДѓЕФХХаМзшСІЃЌЕМжТХЄОидіМгЃЌЧвдіЗљИпгкжсЯђСІдіЗљЁЃ
злЩЯЃЌВЩгУаЁзъЭЗжБОЖЁЂНЯЕЭЕФНјИјСПКЭЪЪжаЕФзъЯїЫйЖШПЩвдгааЇНЕЕЭTC4аЁПззъЯїЕФжсЯђСІКЭХЄОиЃЌМѕаЁПзжсаФЕФжБЯпЖШЮѓВюЃЌЬсИпзъПзОЋЖШЁЃЭЌЪБЃЌПЩНЕЕЭзъЯїСІКЭХЄОиЙ§ДѓВњЩњЕФЙ§ЖЩеёЖЏЁЂзъЭЗелЖЯЕШЗчЯеЁЃЭЈЙ§ЕЅвђЫиЪдбщЗжЮіПЩжЊЃЌзъЯїЫйЖШvc=20m/minЪЧдкбаОПЕФВЮЪ§ЗЖЮЇФкзъЯїTC4аЁПзЕФКЯЪЪЧаЯїЫйЖШЃЌДЫЪБжсЯђСІКЭХЄОиОљНЯЕЭЃЌгаРћгкЬсИпзъПзжЪСПЁЃ
4ЁЂжсЯђСІМАХЄОиОбщЙЋЪННЈСЂ
ЭЈЙ§е§НЛЪдбщНсЙћЃЌЗжБ№НЈСЂTC4юбКЯН№аЁПззъЯїжсЯђСІКЭХЄОиЕФОбщЙЋЪНЃК

ЖдОбщЙЋЪННјааЖрдЊЛиЙщЗжЮіЃЌНсЙћМћБэ9ЁЃ

жсЯђСІМАХЄОиОбщЙЋЪНR2жЕЗжБ№ЮЊ0.918ЁЂ0.920ЃЌОљЗћКЯ0.9ЃМR2ЃМ1ЕФФтКЯЖШРэТлЃЌБэУїИУЛиЙщЗжЮіФтКЯЖШКмИпЃЌF0.01(3,5)=12.06ЃЌЗНВюМЦЫуНсЙћжажсЯђСІЕФFжЕЮЊ30.751ЃЌХЄОиЕФFжЕЮЊ31.68ЃЌЖўепНдДѓгкF0.01(3,5)жЕЃЌжЄУїОбщЙЋЪНОпгаЯджјадЃЌгыЪЕМЪЧщПіЮЧКЯЖШНЯИпЃЌПЩвддЫгУЦфдкЪЕМЪМгЙЄжаНјаазъЯїСІЕФдЄВтЁЃ
ЮЊНјвЛВНбщжЄОбщЙЋЪНЕФПЩППадЃЌАбБэ1ЫљЪОЕФЧаЯїВЮЪ§ДњШыЪНЃЈ1ЃЉЁЂЪНЃЈ2ЃЉЕУЕНжсЯђСІЁЂХЄОиЕФМЦЫуНсЙћЃЌВЂгыБэ4ЕФзъЯїЪдбщНсЙћзіЖдБШЗжЮіЃЌНсЙћМћБэ10ЁЃ
гЩБэ10ЛцжЦЕФЭМ8жБЙлЕиЗДгГСЫОбщЙЋЪНМЦЫуНсЙћЕФЮѓВюЧщПіЃЌжсЯђСІЕФзюДѓЮѓВюЮЊ15.34%ЃЌЦНОљЮѓВю7.56%ЃЌХЄОиЕФзюДѓЮѓВюЮЊ13.71%ЃЌЦНОљЮѓВю6.56%ЁЃзлЩЯЃЌОбщЙЋЪНЦНОљЮѓВюаЁгк10%ЃЌМЦЫуНсЙћгыЪдбщНсЙћЗћКЯЖШНЯКУЃЌПЩвдгУгкжИЕМЪЕМЪЩњВњЁЃ

5ЁЂНсгя
ЭЈЙ§е§НЛЪдбщМАЕЅвђЫиЪдбщЖдTC4аЁПзМгЙЄзъЯїВЮЪ§ЖдзъЯїЙ§ГЬжажсЯђСІМАХЄОиЕФгАЯьЙцТЩНјааСЫбаОПЃЌЕУЕНШчЯТНсТлЃК
ЃЈ1ЃЉзъЯїЙ§ГЬжаЃЌзъЭЗЫљЪмжсЯђСІЁЂХЄОигызъЭЗжБОЖЁЂНјИјСПГЪе§ЯрЙиЃЌдкзъЯїЙ§ГЬжаМѕаЁзъЭЗжБОЖЁЂНЕЕЭНјИјЫйЖШЁЂбЁдёКЯЪЪЕФзъЯїЫйЖШПЩвдгааЇНЕЕЭзъЭЗжсЯђСІЁЂХЄОиЃЌдіМгаЁПззъЯїОЋЖШЁЃ
ЃЈ2ЃЉНЈСЂСЫTC4аЁПззъЯїжсЯђСІЁЂХЄОиЕФОбщЙЋЪНЁЃЭЈЙ§ЖрдЊЯпадЛиЙщЗНВюЗжЮіКЭгыЪдбщНсЙћЖдБШбщжЄЃЌЕУЕНОбщЙЋЪНОЋЖШНЯКУЃЌПЩгУгкжИЕМЪЕМЪЩњВњЁЃ
ВЮПМЮФЯз
[1]РюУЩ,ЗяЮАжа,ЙиРй,ЕШ. КНПеКНЬьНєЙЬМўгУюбКЯН№ВФСЯзлЪі[J]. гаЩЋН№ЪєВФ СЯгыЙЄГЬ, 2018,39(4):49-53.
[2]HUANG L ,WANG S C ,MA H K, et al. Investigation on fatigue performance and microstructure of split sleeve cold expansion of TC4 holes[J]. Engineering Fracture Mechanics, 2024,311ЃК110587.
[3]ЭѕНЁ,И№Шйгъ,ТГаїИѓ.ЩюПзМгЙЄММЪѕбаОПзлЪі[J/OL]. жЦдьММЪѕгыЛњДВ, 1-13 [2024-12-29].http://kns.cnki.net/kcms/detail/11.3398.th.20241216.1347.017.ht ml.
[4]КюжвКЃ,еХЙтЕТ,ЖХЬЮ. ИпЧПюбКЯН№аЁжБОЖЩюПзМгЙЄЙЄве[J]. жЦдьММЪѕгыЛњДВ, 2014(6):60-64.
[5]ГТтљЧч,ЭѕЯўЧП,ЬягЂНЁЃЌЕШ.CFRP/юбКЯН№ЕўВуВФСЯзъЯїбаОПНјеЙ[J/OL].ЛњаЕ ПЦбЇгыММЪѕ ,1-12[2024-12-29].https://doi.org/10.13433/j.cnki.1003-8728.202 40106.
[6]BIERMANN D, BLEICHER F, HEISEL U, et al. Deep hole drilling[J]. CIRP Annals, 2018, 67:673-694.
[7]FENG Y ,WANG H X,ZHANG M , et al. Experimental research on hole wall integrity of TiBw/TC4 based on ultrasonic vibration assisted drilling[J]. International Journal of Precision Engineering and Manufacturing, 2020,21(5): 1-12.
[8]КЋЯўРМ,ЭѕП,СѕеНЗц,ЕШ. ДѓГЄОЖБШЮобѕЭЩюПззъЯїЙЄвеВЮЪ§ЖрФПБъгХЛЏ[J]. жЦдьММЪѕгыЛњДВ, 2025ЃЈ3ЃЉЃК112-118.
[9]KODAMA H ,OKUDA K ,YAMAGUCHI T. Experimental research on small-diameter deephole drilling of austenite stainless steel[J]. Materials Science Forum, 2016,874:481-486.
[10]ЗыбЧжо,ЛЦЫЇХь,СѕбуЪё,ЕШ.TA15 юбКЯН№ЩюПззъЯїЪдбщбаОП[J].жЦдьММЪѕгы ЛњДВ,2022(2):39-42.
[11]WEI Y ,AN Q ,MING W , et al. Effect of drilling parameters and tool geometry on drilling performance in drilling carbon fiber–reinforced plastic/titanium alloy stacks[J]. Advances in Mechanical Engineering, 2016,8(9):168781
[12]ВЬШйБі,СКжОЧП,ГТШё,ЕШ.КНПеХчзь 9Cr18Mo аЁПззъЯїЕЖОпНсЙЙгыЙЄвеВЮЪ§ гХЛЏ[J].зщКЯЛњДВгыздЖЏЛЏМгЙЄММЪѕ,2022(2):115-120.
[13]Jia B H ,Feng Y ,Wang X Y, et al.Research on the drilling micromechanical properties of TiBW/TC4 composites based on drilling force and temperature analysis[J].The International Journal of Advanced Manufacturing Technology, 2019,104(11):931-941.
[14]жьзПжО,жЃРз,аьЫеАи,ЕШ.GFRP а§зЊГЌЩљЬзПзМгЙЄжсЯђСІЪдбщбаОП[J].жЦдь ММЪѕгыЛњДВ,2022(4):63-68.
ЕквЛзїепЃКФЧДКгъЃЌХЎЃЌ1999 ФъЩњЃЌЫЖЪПбаОПЩњЃЌ баОПЗНЯђЮЊФбМгЙЄВФСЯгыИДКЯВФСЯИпаЇОЋУмМгЙЄЁЃE-mailЃК2275964142@qq.com ЭЈаХзїепЃКНЊдіЛдЃЌФаЃЌ1971 ФъЩњЃЌЙЄбЇВЉЪПЃЌНЬ ЪкЃЌжївЊбаОПЗНЯђЮЊЯШНјжЦдьММЪѕЁЂИпаЇЧаЯїМгЙЄММЪѕЁЃE-mailЃКjzh1022@163.com
tagБъЧЉ:TC4юбКЯН№