



ЗЂВМШеЦкЃК2025-4-27 17:41:37
ЧАбд
юбКЯН№вђОпБИУмЖШЕЭЁЂЧПЖШИпЁЂФЭИЏЪДКЭФЭИпЮТЕШжкЖргХЕуЃЌБЛЙуЗКЕигІгУгквНСЦЁЂКНПеКНЬьЁЂОќЙЄЕШжкЖрСьгђ[1]ЁЃюбКЯН№СуВПМўГЃашвЊДѓСПЕФПзКЭЦфЫћНсЙЙМўНјааЛњаЕСЌНгЃЌЮЊБЃжЄНсЙЙМўСЌНгЧПЖШЃЌЖдПзЕФжЪСПКЭОЋЖШЬсГіСЫНЯИпЕФвЊЧѓ[2]ЁЃюбКЯН№ЕФИпЧПЖШЁЂаЁЕЏадФЃСПЁЂЕЭШШЕМТЪЕШЕМжТЦфдкзъЯїЪБЧаЯїЮТЖШИпЁЂЧаЯїСІДѓЃЌЪЙЕУжЦПзжЪСПНЯВюЃЌЧвМЋШнвзЕМжТзъПзЕЖОпЕФМБОчФЅЫ№[3]ЁЃ
TROITSKIIЕШ[4]ЖдZnЕШН№ЪєВФСЯНјааТіГхЕчСїИЈжњРЩьЃЌТіГхЕчСїЛсДйНјЮЛДэдЫЖЏЃЌДѓЗљНЕЕЭЫмадБфаЮЧјВФСЯЕФСїЖЏгІСІЃЌЬсИпЫмадБфаЮФмСІЃЌНЋЦфЯжЯѓГЦЮЊЕчжТЫмадаЇгІ[5]ЁЃЯрЙибаОПБэУїЃЌЕчжТЫмадаЇгІЪЧЕчТіГхЕФШШаЇгІКЭЗЧШШаЇгІёюКЯзїгУЕФНсЙћЁЃШШаЇгІгЩНЙЖњШШв§Ц№ЃЌЙЄМўЮТЖШЖЬЪБбИЫйЩЯЩ§[6]ЃЛЗЧШШаЇгІжИПьЫйСїЖЏЕФЕчзгаЮГЩЕФЕчзгЗчСІЃЌДйНјдзгЕФРЉЩЂЃЌДђПЊЮЛДэМфЕФОРВјЃЌМгЫйЮЛДэфЮУ№ЃЌНЕЕЭЮЛДэУмЖШ[7]ЃЌШШаЇгІгыЗЧШШаЇгІЙВЭЌНЕЕЭМгЙЄгВЛЏТЪЃЌЬсИпЙЄМўВФСЯЫмадЁЃФПЧАЃЌЕчжТЫмадаЇгІвбгІгУгкРЩь[8] ЁЂбЙЫѕ[9]ЁЂРАЮ[10]КЭдўжЦ[11]ЕШЫмадГЩаЮжаЃЌШЁЕУСЫСМКУаЇЙћЁЃ
дкЛЌЖЏЕчНгДЅжаЃЌЕчТіГхФмЙЛЭЈЙ§ЕчЛЁбѕЛЏФЄКЭСїЖЏЕчзгЃЌИФЩЦЛЌЖЏЕчНгДЅЕФФІВСФЅЫ№ааЮЊЃЌЬиБ№ЪЧФмЙЛЯджјНЕЕЭФІВСЯЕЪ§ЁЃYANGЕШ[12]Нјаа0AКЭ250AЕФЛЌЖЏФІВСФЅЫ№ЪдбщЃЌгаЕчСїЪБЕФФІВСЯЕЪ§УїЯдаЁгкЮоЕчСїФІВСЯЕЪ§ЁЃYANGЕШ[13]дкЗЧОЇЬМФЄФІВСНчУцЪЉМгЦНааЕчСїЃЌФІВСЯЕЪ§Дг0.116НЕЕЭЕН0.014ЃЌФЅКЯжмЦкУїЯдЫѕЖЬЁЃJIANGЕШ[14]ЖдAl2O3/ЬМИжЪЉвд20Vе§ЕчбЙЃЌбѕЛЏФЄЕФЧЈвЦЪЙФІВСЯЕЪ§НЕЕЭСЫ40%ЁЃ
Н№ЪєЧаЯїМгЙЄЙ§ГЬИДдгЃЌЩцМАДѓЫмадБфаЮКЭИпЮТФІВСааЮЊЁЃМШШЛЕчТіГхФмЙЛЬсИпН№ЪєВФСЯЫмадБфаЮФмСІЃЌНЕЕЭФІВСИБЕФФІВСЯЕЪ§ЃЌФЧУДОЭгІИУФмЙЛЬсИпН№ЪєВФСЯЕФЧаЯїМгЙЄадФмЁЃWANGЕШ[15]НјааЕчТіГхИЈжњГЕЯїВЛатИжAISI304ЃЌЕчТіГхИЈжњГЕЯїПЩвдЬсИпЧаЯїЧјгђЕФЫмадБфаЮФмСІЃЌЕЖОп-ЧааМНгДЅЧјЕФИпЮТИФЩЦСЫЕЖОпгыЙЄМўжЎМфЕФШѓЛЌадЃЌИФБфСЫЕЖОпгыЙЄМўжЎМфЕФФІВСзДЬЌЁЃHAMEED[16]ЃЌEGEA[17]ЃЌSUN[18]ЕШЪЙгУЕчТіГхИЈжњЧаЯїТСЁЂЬМИжКЭИпЮТКЯН№ВФСЯЃЌФмЙЛгааЇНЕЕЭЕЖОпФЅЫ№ЃЌЬсИпЙЄМўБэУцжЪСПЁЃ
КТЩаЖЋ[19]Жд95WNiCuЮйКЯН№НјааСЫЕчТіГхИЈжњЯГЯїЃЌЯГЯїСІзюДѓНЕЕЭСЫ46%ЃЌЙЄМўБэУцДжВкЖШгаЫљЯТНЕЃЌЕЖОпФЅЫ№БфаЁЁЃ
Тна§ЯГПззїЮЊвЛжжИпаЇжЦПзЙЄвеЃЌОпгаНЯЕЭЕФЧаЯїСІКЭЧаЯїЮТЖШЁЂНЯИпЕФЕЖОпЪйУќКЭНЯаЁЕФЙЄМўБэУцДжВкЖШЕШгХЪЦ[20]ЃЌЖјЧвФмЙЛвЛДЮГЩаЮзъЯїФбвдМгЙЄЕФДѓжБОЖПзЁЃЮЊСЫЬсИпюбКЯН№ДѓжБОЖПзЕФМгЙЄжЪСПЃЌРћгУЕчТіГхИЈжњТна§ЯГПзМгЙЄΦ18mmюбКЯН№ПзЃЌНЈСЂЕчТіГхИЈжњТна§ЯГПзМгЙЄЛњРэЃЌбаОПЕчТіГхЙЄвеВЮЪ§ЖдЧаЯїСІЁЂЧаЯїЮТЖШЁЂБэУцДжВкЖШКЭПзОЖОЋЖШЕФгАЯьЃЌВЂЬНОПЕчТіГхИЈжњТна§ЯГПзЕЖОпФЅЫ№вдМАЖдТна§ЯГПзМгЙЄадФмЕФгАЯьЁЃ
1ЁЂЕчТіГхИЈжњТна§ЯГПзЛњРэ
Тна§ЯГПздЫЖЏЗжЮЊЕЖОпЮЇШЦздЩэжсЯпЕФа§зЊдЫЖЏЁЂЕЖОпЮЇШЦПзжсЯпЕФа§зЊНјИјдЫЖЏ[21]ЃЌЧаЯїЙ§ГЬАќРЈЕзШаЕФСЌајЧаЯїКЭВрШаЕФЖЯајЧаЯїЃЌЕзШаСЌајЧаЯїаЮГЩСЌајдТбРзДЧааМЃЌВрШаЖЯајЧаЯїаЮГЩЖЯајЧааМЃЌЙВЭЌзщГЩТна§ЯГПзЕФЧааМ[22](ЭМ1c)ЁЃдкЕчТіГхИЈжњТна§ЯГПзжаЃЌТіГхЕчСїдкЕзШаЁЂВрШаЧаЯїЕФШ§ИіБфаЮЧјЗжБ№аЮГЩОжВПЛиТЗЃЌЖдЕзШаКЭВрШаЧаЯїЕФгАЯьПЩвдМђЛЏЮЊЭМ1bЁЃдкН№ЪєВФСЯЧаЯїЙ§ГЬжаЃЌжївЊДцдкШ§ИіБфаЮЧјЕФЕЏЫмадБфаЮааЮЊКЭЕкЖўЁЂШ§БфаЮЧјЕФОчСвФІВСФЅЫ№ааЮЊ[23]ЃЌИљОнЕчжТЫмадаЇгІМАЛЌЖЏЕчНгДЅРэТлЃЌЕчТіГхИЈжњЧаЯїЙ§ГЬФмЙЛЖдН№ЪєВФСЯЧаЯїЙ§ГЬЕФЫмадБфаЮКЭФІВСФЅЫ№ааЮЊВњЩњгаРћгАЯьЁЃ
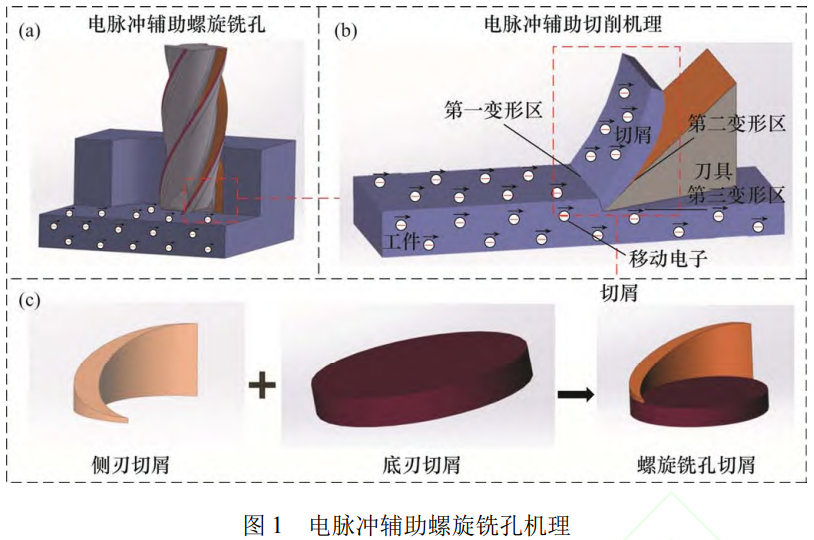
дкЕчТіГхИЈжњТна§ЯГПзжаЃЌЕчжТЫмадаЇгІЪЙЕквЛБфаЮЧјЧаЯїВуВФСЯзЊЛЏЮЊЧааМЫљашЕФСїЖЏгІСІМѕаЁЁЂСїЖЏгІБфдіДѓЃЛЕкЖўБфаЮЧјЕФЧааМСїОЕЖОпЧАЕЖУцЃЌЕквЛБфаЮЧјЕФДѓгІБфФмЙЛНЕЕЭЧааМБГУцЕзВПВФСЯгыЕЖОпЧАЕЖУцЕФе§гІСІМАФІВСзїгУЃЌЛЌЖЏЕчНгДЅЪЙЧааМЕзВуВФСЯЗЂЩњЕчЛЁбѕЛЏЃЌбѕЛЏЮяМАПьЫйвЦЖЏЕчзгМѕаЁСЫФІВСЯЕЪ§ЃЌЕЖОпФЅЫ№СПМѕаЁЃЌЕЖОпЪйУќЬсИпЃЌЭЌЪБЧааМЕзВуВФСЯЕФФІВСЫмадБфаЮдкЕчжТЫмадаЇгІЯТСїЖЏгІБфдіДѓЃЌЯджјМѕаЁЧааМКёЖШЃЌдіМгЧааМЕФБфаЮЯЕЪ§ЃЛЕквЛЁЂЕкЖўБфаЮЧјЕФСїЖЏгІСІНЕЕЭЃЌЪЙЧаЯїБфЕУИќЮЊСїГЉЃЌЕкШ§БфаЮЧјЕЖОпКѓЕЖУцгывбМгЙЄЙЄМўБэУцМфЕФФІВСзїгУМѕШѕЃЌФІВСЯЕЪ§вВЛсгаДѓЗљЖШМѕаЁЃЌЙЄМўБэУцЕФеГНсЁЂЫКСбЕШШБЯнЯджјМѕЩйЃЌДЫЭтвбМгЙЄЙЄМўБэУцВФСЯдкЕчжТЫмадаЇгІЕФгАЯьЯТЫмадЬсИпЃЌЪЙЕУЙЄМўБэУцВагрУцЛ§ИпЖШЯТНЕЃЌЮЊДЫвбМгЙЄЙЄМўБэУцДжВкЖШЛсгаНЯДѓМѕаЁЁЃ
2ЁЂЪдбщЩшБИгыЪдбщЩшМЦ
2.1ЪдбщВФСЯгыЕЖОп
ЪдбщВЩгУГпДч125mm×25mm×17mmα-βаЭTC11(Ti-6.5Al-3.5Mo-1.5Zr-0.3Si)юбКЯН№ВФСЯЙЄМўЃЌ ЦфЛЏбЇГЩЗжКЭСІбЇадФмЗжБ№ШчБэ1КЭБэ2ЫљЪОЁЃ
ЯГЕЖбЁгУТна§НЧ38°ЕФTM-4R4D10.0R0.3ећЬхгВжЪКЯН№ЯГЕЖЃЌЭПВуВФСЯAICrXNЃЌжБОЖЮЊ10mmЁЃ
2.2ЪдбщЗНАИ
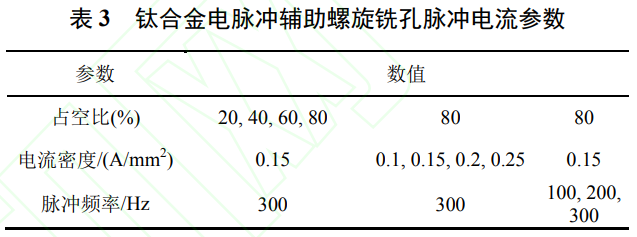
НјааЕЅвђЫиДЋЭГТна§ЯГПзЪдбщКѓЃЌТна§ЯГПзЕФЧаЯїВЮЪ§гХбЁЮЊЃКжїжсзЊЫй1800r/minЃЌЧаЯђУПГнНјИјСП0.025mm/zЃЌТнОр0.2mm[24]ЁЃЪзЯШПЊеЙЕЅвђЫиЕчТіГхИЈжњТна§ЯГПзЪдбщЃЌЬНбАеМПеБШЁЂЕчСїУмЖШКЭТіГхЦЕТЪЖдюбКЯН№Тна§ЯГПзЕФгАЯьЙцТЩЃЌЦфюбКЯН№ЕчТіГхТна§ЯГПзТіГхЕчСїВЮЪ§ШчБэ3ЫљЪОЁЃЦфДЮбЁдёзюгХТіГхЕчСїВЮЪ§ЃЌНјааЕчТіГхИЈжњТна§ЯГПзКЭЦеЭЈТна§ЯГПзЕФЕЖОпФЅЫ№ЖдБШЪдбщЃЌбаОПЕчТіГхТна§ЯГПзЁЂЦеЭЈТна§ЯГПзЙ§ГЬжаЧаЯїСІЁЂБэУцДжВкЖШКЭПзОЖЕФБфЛЏЙцТЩЁЃ
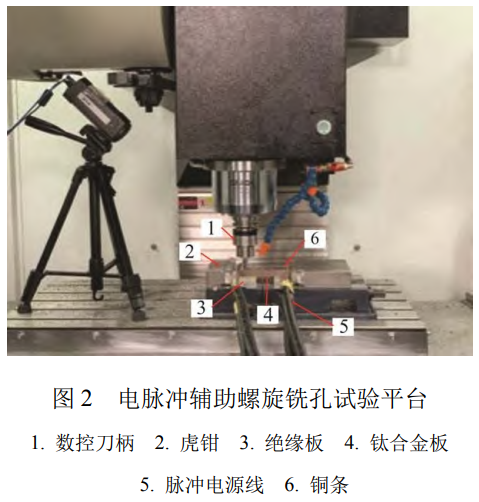
Тна§ЯГПзЛњДВбЁгУVMC850LAЪ§ПиМгЙЄжааФЃЌдкЦфЩЯДюНЈЕФЕчТіГхИЈжњТна§ЯГПзЪдбщЦНЬЈЃЌШчЭМ2ЫљЪОЁЃЦфЦНЬЈгЩТіГхЕчдДЁЂЛЂЧЏЁЂОјдЕАхЁЂТіГхЕчдДЯпЁЂЭЬѕ(е§ИКМЋ)КЭюбКЯН№ПщзщГЩЃЌЪдбщЕФЕчСїСїЯђЮЊЃКТіГхЕчдДе§МЋЁЂзѓЭЬѕЁЂюбКЯН№ПщЁЂгвЭЬѕЁЂТіГхЕчдДИКМЋЁЃОјдЕАхЕФжївЊзїгУЪЧЖдЛњДВЕззљНјааОјдЕЃЌЛЂЧЏНЋЭЬѕ(е§ИКМЋ)гыЙЄМўНјааЙЬЖЈВЂБЃГжНєУмНгДЅЁЃ
РћгУSpikeMobileа§зЊВтСІвЧ(ЖдЧаЯїЮШЖЈНзЖЮЕФЧаЯїСІШЁЦНОљжЕ)ЁЂFLIRA325scГЄВЈКьЭтШШЯёвЧ(бЁШЁзюИпЧаЯїЮТЖШ)ЁЂTR200ДжВкЖШВтСПвЧ(ШЁбљГЄЖШЮЊ0.25mmЃЌВтСПСљДЮШЁЦфЦНОљжЕ)КЭФкОЖЧЇЗжГп(дкПзОЖЕФШыПкКЭГіПкЗжБ№ВтСПШ§ДЮЃЌШЁЦНОљжЕзїЮЊзюжеПзОЖжЕ)ЗжБ№ВтСПЧаЯїСІЁЂЧаЯїЮТЖШЁЂФкПзБэУцДжВкЖШКЭПзОЖЃЌЪеМЏТна§ЯГПзВњЩњЕФЧааМЃЌбЁгУHM-FD600EГЌОАЩюЕчЖЏЯдЮЂОЕЙлВьЧааМаЮУВЁЂЕЖОпФЅЫ№аЮУВЃЌМАВтСПЕЖОпФЅЫ№СПЁЃ
3ЁЂЪдбщНсЙћгыЗжЮі
3.1ТіГхЕчСїВЮЪ§ЕФгАЯь
3.1.1ЧаЯїСІ
еМПеБШЁЂЕчСїУмЖШКЭТіГхЦЕТЪЖдЧаЯїСІЕФгАЯьШчЭМ3ЫљЪОЁЃгЩеМПеБШ20%ЁЂ80%ЧаЯїСІЕФеёЖЏЧщПіПЩжЊЃЌдкТіГхЕчСїЦфЫћВЮЪ§ВЛБфЕФЧщПіЯТЃЌеМПеБШдНаЁЃЌТіГхЕчСїЕФЗхжЕЕчСїдНДѓЃЌЧаЯїСІЯТНЕЗљжЕдНДѓЃЌЕЋЪЧвЛИіТіГхМфИєФкТіГхЕчСїИЈжњЧаЯїЪБМфеМБШНЯаЁЃЌЦНОљЧаЯїСІНЯДѓЃЛЫцзХеМПеБШдіМгЃЌдквЛИіТіГхМфИєФкТіГхЕчСїИЈжњЧаЯїЪБМфеМБШдіМгЃЌЕЋЪЧТіГхЕчСїЕФЗхжЕж№НЅМѕаЁЃЌЮЊДЫЦНОљЧаЯїСІГжајМѕаЁ[25]ЁЃдкеМПеБШЮЊ80%ЪБЃЌЧаЯїСІЯТНЕЗљЖШзюДѓЃЌгыЦеЭЈТна§ЯГПзЯрБШЃЌЕчТіГхИЈжњТна§ЯГПзЕФжсЯђСІКЭОЖЯђСІЗжБ№ЯТНЕСЫ32.3%КЭ29.3%ЁЃ
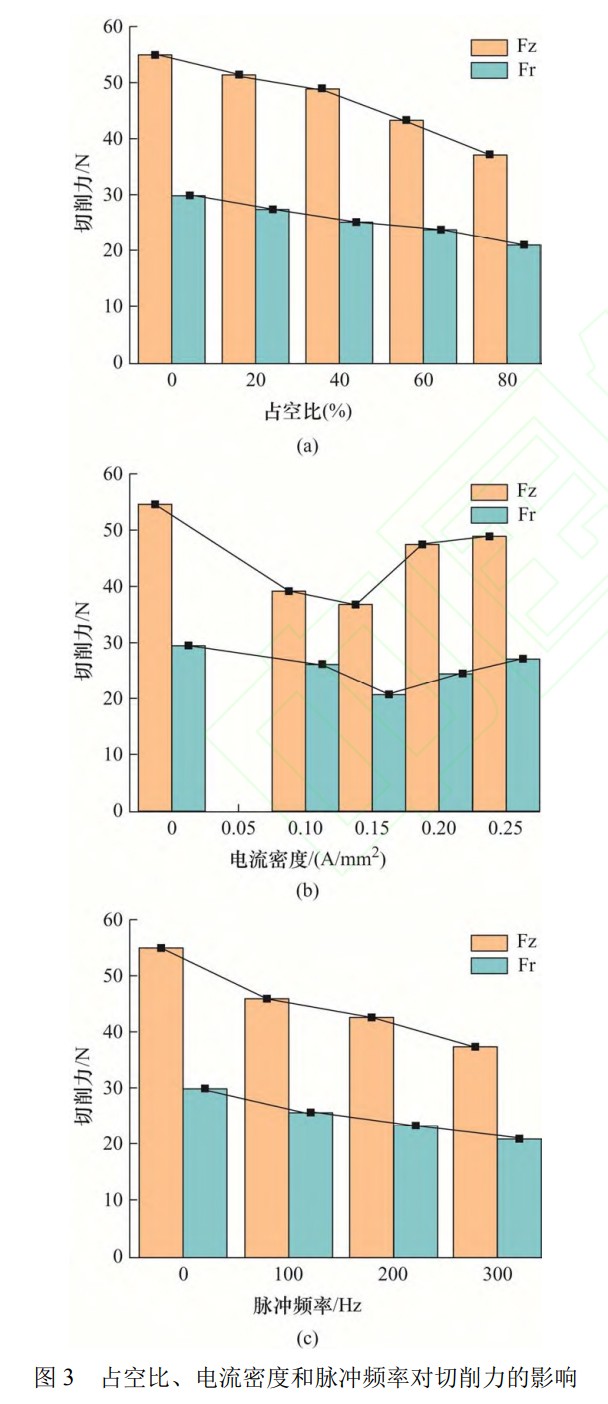
ЫцЕчСїУмЖШЕФдіДѓЃЌЕчзгЕФдЫЖЏЫйЖШдіМгЃЌЕчзгЗчСІдіЧПЪЙЕУЮЛДэфЮУ№діЖрЃЌжїБфаЮЧјЕФСїБфгІСІНЕЕЭЃЌЭЌЪБЛЌЖЏЕчНгДЅИФЩЦСЫЕЖОп-ЧааМ/ЙЄМўНчУцЕФФІВСааЮЊЃЌЧаЯїСІГіЯжЯджјЯТНЕЁЃЕБЕчСїУмЖШДѓгк0.15A/mm2ЪБЃЌЫфШЛЗЧШШаЇгІЖдюбКЯН№ЕФЛЏбЇЛюадУЛгагАЯьЃЌЕЋНЯДѓЕФЕчСїУмЖШдіДѓСЫЧаЯїЮТЖШЃЌЪЙюбКЯН№ЕФЛЏбЇЛюаддіЧПЃЌЖёЛЏСЫЕЖОп-ЧааМ/ЙЄМўНчУцЕФФІВСЃЌдьГЩСЫЧаЯїСІЩЯЩ§ЕФЯжЯѓЁЃ
дкЕчТіГхЕФзїгУЯТЃЌН№ЪєВФСЯШБЯнОЇИёМфЕФСЌНгЧПЖШЪмЕНВЛЦНКтЕчКЩЕФгАЯь[26]ЁЃТіГхЦЕТЪЕФдіМгЃЌФмЙЛгАЯьШБЯнОЇИёЕФаГЦЕеёЖЏЃЌНЕЕЭШБЯнОЇИёЕФСЌНгЧПЖШЃЌМгЧПСЫЕчжТЫмадаЇгІЃЌЮЊДЫЧаЯїСІГіЯжСЫЯпадЯТНЕЧїЪЦЁЃ
3.1.2ЧаЯїЮТЖШ
юбКЯН№ДЋШШЯЕЪ§КмЕЭЃЌдьГЩЧаЯїЮТЖШНЯИпЃЌФмЙЛЖёЛЏюбКЯН№ЕФЛЏбЇЛюадЃЌМгОчЕЖОпФЅЫ№ЃЌНЕЕЭЙЄМўжЪСПЃЌЮЊДЫЧаЯїЮТЖШЪЧюбКЯН№ЧаЯїМгЙЄжавЛЯюживЊжИБъЁЃЕчТіГхИЈжњТна§ЯГПзЕФвЛИігХЪЦдкгкФмЙЛЭЈЙ§ЕїећТіГхЕчСїВЮЪ§ЃЌЯїШѕШШаЇгІЕФзїгУЃЌГфЗжРћгУЗЧШШаЇгІРДЬсИпЙЄМўВФСЯЕФЫмадЃЌИФЩЦФІВСФЅЫ№адФмЃЌДяЕНЬсИпюбКЯН№ВФСЯжЦПзжЪСПЕФФПЕФЁЃеМПеБШЁЂЕчСїУмЖШКЭТіГхЦЕТЪЖдЧаЯїЮТЖШЕФгАЯьШчЭМ4ЫљЪОЃЌдкТна§ЯГПзжаЪЉМгТіГхЕчСїЃЌЙЄМўЛсдкНЙЖњШШаЇгІЯТПьЫйЩ§ЮТЃЌЪЙЦфЧаЯїЮТЖШУїЯдИпгкЦеЭЈТна§ЯГПзЕФЧаЯїЮТЖШЁЃЭМ4aБэУїСЫВЛЭЌеМПеБШЖдЧаЯїЮТЖШЕФгАЯьЙцТЩЁЃеХе§вх[27]дјЗЂЯжЫцзХеМПеБШЕФдіДѓЃЌВФСЯВњЩњЕФЮТЖШВЛЖЯЯТНЕЃЛСэЭтЫцзХеМПеБШЕФдіМгЃЌТіГхЕчСїЕФЗхжЕЯТНЕЃЌСНЗНУцЙВЭЌДйЪЙЧаЯїЮТЖШГжајЯТНЕЁЃ
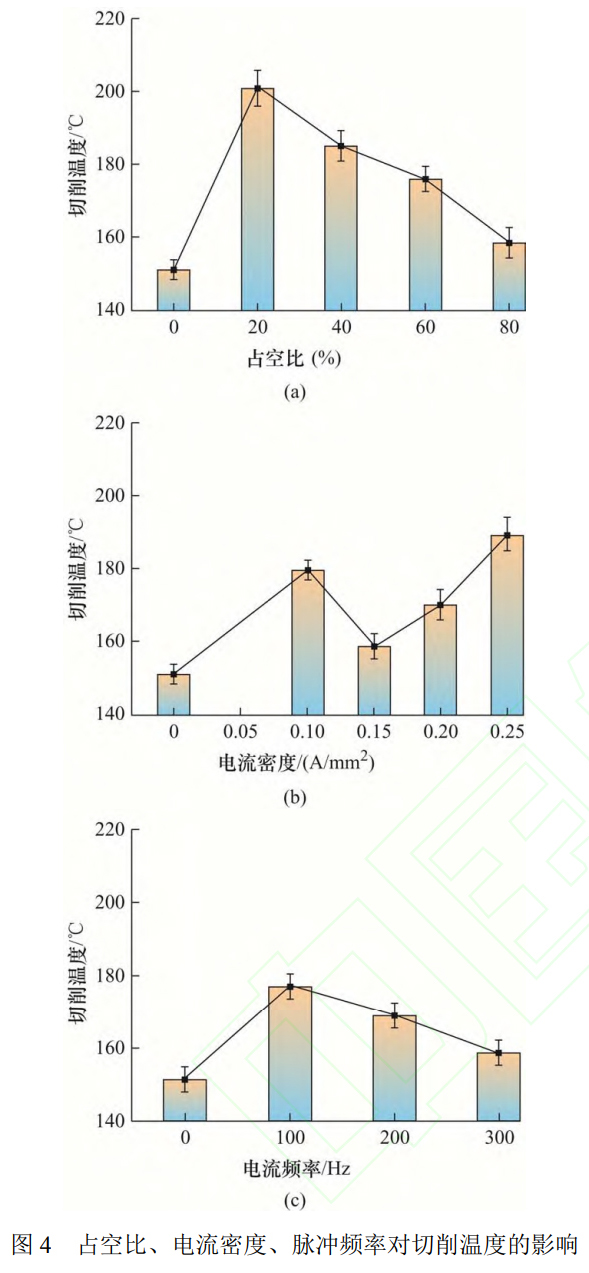
ЭМ4bБэУїСЫЕчСїУмЖШЖдЧаЯїЮТЖШЕФгАЯьЙцТЩЁЃТна§ЯГПзЪЉМгТіГхЕчСїЃЌШШаЇгІЕФгАЯьЪЙ0.10A/mm2ЧаЯїЮТЖШУїЯдИпгкЦеЭЈТна§ЯГПзЃЛЕБЕчСїУмЖШДг0.10A/mm2діДѓЕН0.15A/mm2жаЃЌЧПЕчзгЗчСІНЕЕЭСЫЕЖОп-ЧааМ/ЙЄМўМфЕФФІВСЯЕЪ§ЃЌНЕЕЭСЫЕкЖўКЭЕкШ§БфаЮЧјЕФФІВСШШЃЌЪЙЧаЯїЮТЖШЯджјЯТНЕЃЛШЛЖјЕБЕчСїУмЖШГЌЙ§0.15A/mm2ЪБЃЌНЙЖњШШКЭЕчЛЁШШгаНЯДѓЗљЖШЕФдіЧПЃЌЪЙЧаЯїЮТЖШЫцжЎЩЯЩ§ЁЃ
ЭМ4cБэУїСЫТіГхЦЕТЪЖдЧаЯїЮТЖШЕФгАЯьЙцТЩЁЃ
діМгТіГхЦЕТЪЃЌПЩвддіЧПдзгЭЈСПЃЌМгЫйЕчзгдЫЖЏЃЌгааЇИФЩЦСЫЕЖОп-ЧааМ/ЙЄМўНчУцЕФФІВСааЮЊЃЌДгЖјНЕЕЭЧаЯїЮТЖШ[28]ЁЃ
3.1.3ФкПзБэУцДжВкЖШ
еМПеБШЁЂЕчСїВЮЪ§КЭТіГхЦЕТЪЖдФкПзБэУцДжВкЖШ(Ra)ЕФгАЯьШчЭМ5ЫљЪОЁЃдкЕчТіГхИЈжњТна§ЯГПзЙ§ГЬжаЃЌЕчЫмадаЇгІдіЧПСЫЙЄМўБэУцВФСЯЕФЫмадЃЌФмЙЛНЕЕЭЙЄМўБэУцЕФВагрУцЛ§ИпЖШЃЛЕЖОп-вбМгЙЄЙЄМўБэУцМфЕФЛЌЖЏЕчНгДЅФмЙЛЪЙвбМгЙЄЙЄМўБэУцЫКСбЁЂеГНсЕШШБЯнМѕЩйЃЌвђДЫвбМгЙЄЙЄМўБэУцДжВкЖШЫцТіГхВЮЪ§ЕФдіДѓЖјНЕЕЭЁЃдкЭМ5aеМПеБШ20%ЁЂЭМ5bЕчСїУмЖШДѓгк0.15A/mm2ЪБЃЌЕчТіГхИЈжњТна§ЯГПзЕФЧаЯїЮТЖШЩ§ИпЃЌдіМгСЫЙЄМўБэУцЕФЫКСбЁЂеГНсЕШШБЯнЃЌЪЙБэУцДжВкЖШжЕбИЫйдіМгЁЃ
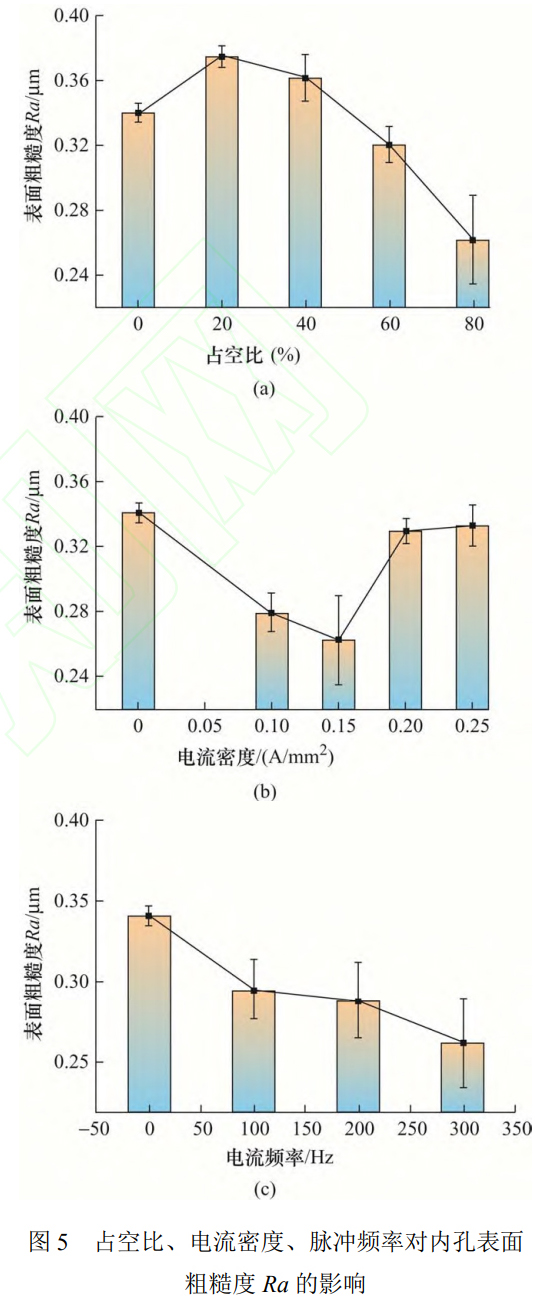
дкеМПеБШЮЊ80%ЁЂЕчСїУмЖШ0.15A/mm2КЭТіГхЦЕТЪ300HzЪБЃЌЕчТіГхИЈжњТна§ЯГПзПЩвдЛёЕУзюаЁЕФФкПзБэУцДжВкЖШжЕЃЌЯрБШгкЦеЭЈТна§ЯГПзЃЌФкПзБэУцДжВкЖШЯТНЕ23.1%ЁЃдкЮФЯз[29]жаЃЌГЌЩљеёЖЏИЈжњТна§ЯГПзНіНЕЕЭСЫВЛЕН20%ЃЌЮЊДЫЕчТіГхИЈжњТна§ЯГПзОпгаНЯДѓгХЪЦЁЃ
3.1.4ПзОЖ
ТіГхЕчСїВЮЪ§ЖдФкПзПзОЖЕФгАЯьШчЭМ6ЫљЪОЁЃ
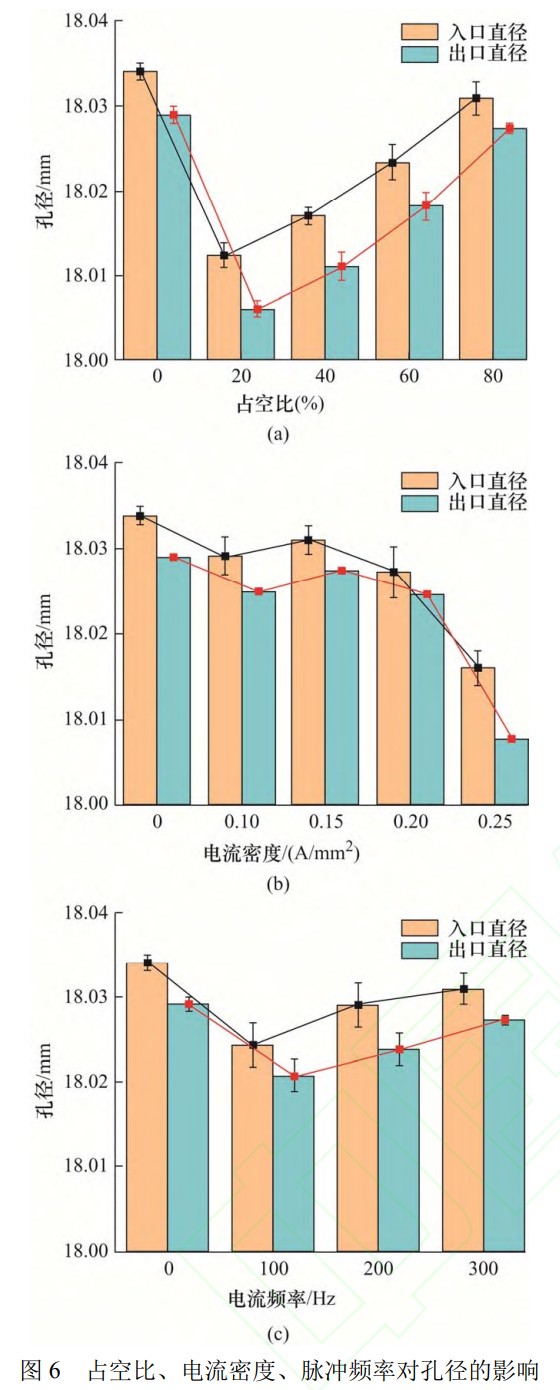
дкБОЪдбщжаЃЌТна§ЯГПзВЩгУЕФФцЪБНјИјЃЌгЩгкЕЖБњгыЛњДВжїжсМаОпСЌНгДІЮШЖЈадНЯВюЧвюбКЯН№гВЖШИпЃЌЯГЕЖдкИеНгДЅЙЄМўНјааТна§ЯГПзЪБЛсГіЯжеёЖЏЯжЯѓЃЌЪЕМЪТна§ЯГПзЕФПзОЖДѓгкРэТлжЕЁЃдкЕчТіГхИЈжњТна§ЯГПзЙ§ГЬжаЃЌдкШШаЇгІКЭЗЧШШаЇгІЙВЭЌзїгУЯТЃЌЙЄМўФкПзБэУцВФСЯЫмадЬсИпЃЌгааЇНЕЕЭВФСЯСїЖЏгІСІЃЌЬсИпЙЄМўВФСЯЕФЫмадБфаЮФмСІЃЌЭЌЪБЛЌЖЏЕчНгДЅгааЇИФЩЦСЫЕЖОп-ЧааМ/ЙЄМўНчУцЕФФІВСЃЌЫљвдЕчТіГхИЈжњТна§ЯГПзЕФПзОЖаЁгкДЋЭГИЩТна§ЯГПзЕФПзОЖЃЌЬсИпСЫПзОЖОЋЖШЁЃДЫЭтЕчТіГхИЈжњТна§ЯГПзжаПзОЖЕФБфЛЏгыЧаЯїСІжаЕФОЖЯђКЯСІгазХжБНгЕФЙиЯЕЃЌЫљвдЕБеМПеБШдіМгЁЂЕчСїУмЖШДг0.10A/mm2діМгЕН0.15A/mm2ЁЂТіГхЦЕТЪдіМгЪБЃЌОЖЯђКЯСІЕФМѕаЁЪЙЕУЕЖОпдкОЖЯђЗНЯђЩЯФгЧњБфаЮМѕаЁЃЌПзОЖБфДѓ[30]ЁЃ
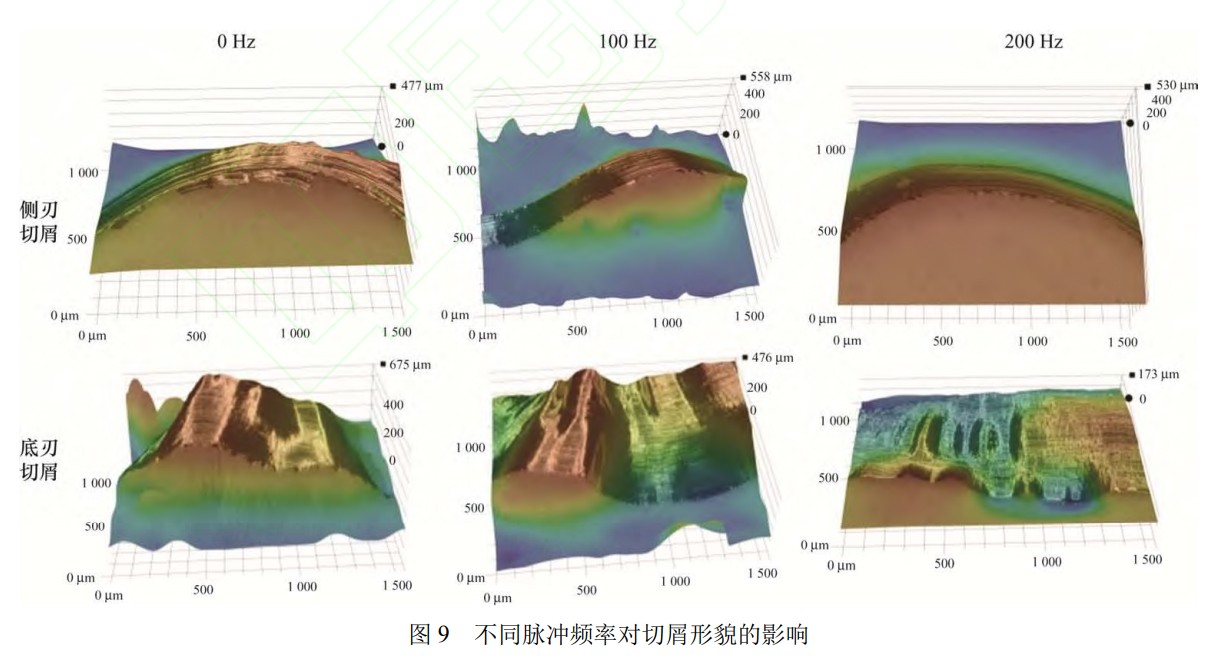
3.1.5ЧааМаЮУВ
ЧааМЕзУцаЮЬЌЪЧЕЖаМНгДЅНчУцОРњФІВССІКЭИпНгДЅгІСІдьГЩЕФЫмадСїЖЏБфаЮКѓаЮГЩЕФЃЌСМКУЕФЕЖаММфФІВСааЮЊЪЙЧааМБГУцБЃГжЙтЛЌ[31]ЁЃЭМ7ЁЂ8КЭЭМ9ЗжБ№БэУїСЫеМПеБШЁЂЕчСїУмЖШКЭТіГхЦЕТЪЖдВрШаЧааМаЮУВЁЂЕзШаЧааМаЮУВЕФгАЯьЁЃЦеЭЈТна§ЯГПзЕФВрШаКЭЕзШаЧааМБпдЕгаНЯДѓЕФЙцдђУЋБпЃЌЦфаЮГЩЛњРэЮЊМгЙЄгВЛЏв§Ц№ЧааМЕзВПУЋБпЕФЖЯСбЃЌЭЌЪБгЩгкЕзШаЧааМгыЕЖОпЧАЕЖУцЕФФІВСзїгУЕМжТЕзШаЧааМБГУцЁЂздгЩУцМфДцдкНЯДѓЕФЮТЖШВюЃЌЫљвдГіЯжвЛЖЈЕФОэЧњ[32]ЁЃ
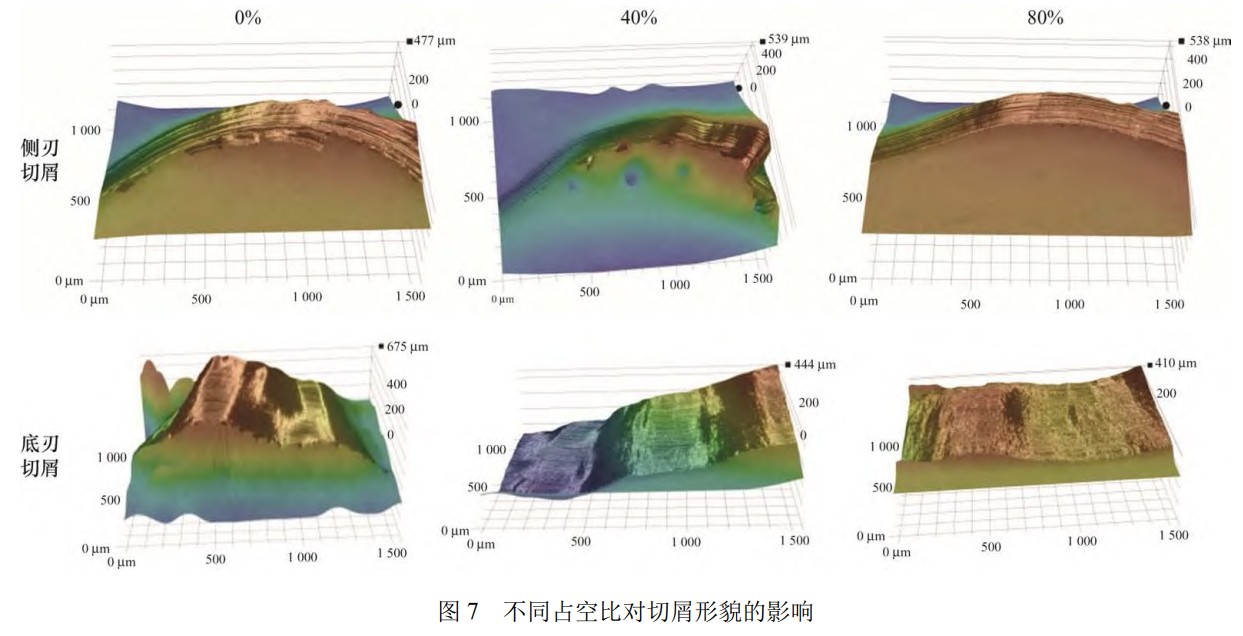
дкЕчТіГхИЈжњТна§ЯГПзжаЃЌЕчжТЫмадаЇгІЖдЮЛДэфЮУ№ЕФДйНјДйЪЙЕквЛБфаЮЧјв§Ц№ЕФЧааММгЙЄгВЛЏМѕШѕЃЌВрШаЧааМКЭЕзШаЧааМЕФУЋБпж№НЅБфаЁЧвГЪвЛЖЈЦЕТЪЃЌаЮГЩЛњРэж№НЅзЊБфЮЊЫмадЖЯСбЃЌЕЋЪЧЫцзХТіГхЕчСїКЭТіГхЦЕТЪЕФдіДѓЃЌЕкЖўБфаЮЧјЕФЧаЯїЮТЖШНјвЛВНЬсИпЃЌЧааМБпдЕЖЯСбЪБСНИіЧааМБпдЕВФСЯГіЯжеГадЫКГЖЃЌж№НЅаЮГЩСЫВЛЙцдђЕФНЯДѓУЋБпЁЃСэЭтЃЌТіГхЕчСїеМПеБШЕФМѕаЁЃЌТіГхЕчСїЗхжЕдіДѓЃЌФмЙЛЬсИпЧаЯїЮТЖШЃЌЮЊДЫЧааМБпдЕВФСЯЕФеГадЫКГЖГіЯждкЕЭеМПеБШЯТЁЃ
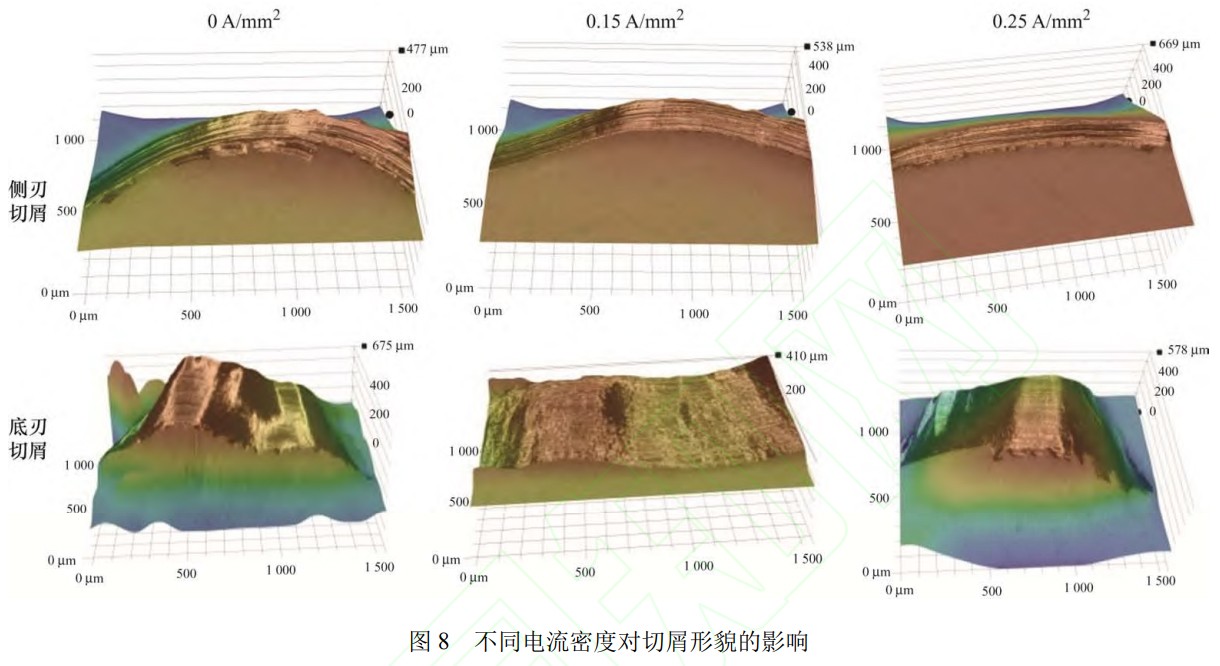
дкЕчТіГхИЈжњТна§ЯГПзжаЃЌЕквЛБфаЮЧјЧаЯїВуЙЄМўВФСЯЕФСїЖЏгІБфдіДѓЃЌв§Ц№ЧааМКёЖШвЊаЁгкЦеЭЈТна§ЯГПзЕФЧааМКёЖШЃЛдкЕкЖўБфаЮЧјФкЧааМгыЕЖОпЧАЕЖУцЕФФІВСФЅЫ№зДЬЌЫфШЛгЩгкЛЌЖЏЕчНгДЅФмЙЛгаЫљИФЩЦЃЌЕЋЪЧЕкЖўБфаЮЧјФкЧааМБГУцСїЖЏгІБфЕУЕННјвЛВНдіМгЃЌСНИіБфаЮЧјЙВЭЌМѕаЁСЫЧааМКёЖШЃЌНЕЕЭЧааМЧПЖШЃЌЮЊДЫдкЧааМгыЕЖОпЧАЕЖУцФІВСзїгУЯТЃЌгЩЭМ7ЁЂЭМ8ЁЂЭМ9ПЩвдПДЕНВрШаЧааМЁЂЕзШаЧааМОљГіЯжСЫЫмаделЕўЯжЯѓЃЌВЂЧвЫцзХЕчСїУмЖШЁЂТіГхЦЕТЪЕФдіДѓвдМАеМПеБШЕФМѕаЁЃЌЧааМжаМфВПЗжЕФЫмаделЕўдіЖрЁЃ
3.2ЕЖОпФЅЫ№МАЦфЖдЧаЯїМгЙЄЕФгАЯь
3.2.1ЕЖОпЮЂЙлБэУцаЮУВКЭVBжЕ
дкЕчТіГхИЈжњТна§ЯГПзжаЃЌЕчжТЫмадаЇгІЪЙЙЄМўВФСЯЕФЫмадЬсИпЃЌЧаЯїСІЯТНЕЃЌЧаЯїЦНЮШЃЛЛЌЖЏЕчНгДЅгааЇИФЩЦСЫЕЖОп-ЧааМ/ЙЄМўНчУцЕФФІВСбЇааЮЊЃЌЕЖОп-ЧааМ/ЙЄМўНчУцЕФФІВСбЇааЮЊКмДѓГЬЖШЩЯОіЖЈСЫЕЖОпФЅЫ№ЧщПіЁЃДгвдЩЯЕчТіГхИЈжњТна§ЯГПзгХЛЏТіГхЕчСїВЮЪ§ЮЊЃКеМПеБШ80%ЁЂЕчСїУмЖШ0.15A/mm2КЭТіГхЦЕТЪ300HzЃЌРћгУгХЛЏЕчСїВЮЪ§ЖдБШгаЮоЕчТіГхИЈжњЕФТна§ЯГПзЕЖОпФЅЫ№ЧщПіЁЃ
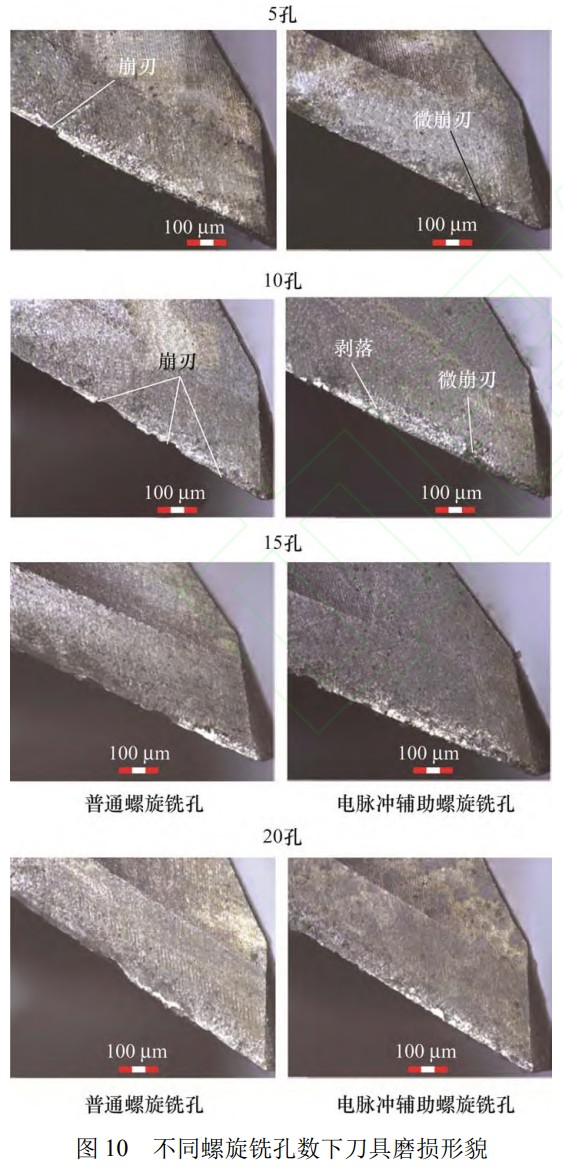
ЭМ10ЯдЪОСЫЕЖОпФЅЫ№аЮУВЫцжЦПзЪ§СПБфЛЏЕФЧщПіЁЃТна§ЯГПз5ПзКѓЃЌюбКЯН№ЕФИпМгЙЄгВЛЏТЪЕМжТЦеЭЈТна§ЯГПзВрШаОрРыЕЖМтвЛИіТнОрДІГіЯжСЫвЛДІНЯДѓБРШаЃЌВрШаКѓЕЖУцгавЛЖЈЕФФЅЫ№ЧвгаНЯЖреГНсЃЛдкЕчжТЫмадаЇгІгАЯьЯТЃЌЕчТіГхИЈжњТна§ЯГПзЕФВрШажЛгаЮЂБРШаЃЌВрШаКѓЕЖУцЕФФЅЫ№КЭеГНсЖМНЯЩйЁЃТна§ЯГПз10ПзКѓЃЌЦеЭЈТна§ЯГПзЕФВрШаЩЯГіЯжСЫЖрДІНЯДѓЕФБРШаЃЛдкЕчТіГхИЈжњТна§ЯГПзжаЃЌШШаЇгІЕФГЄЪБМфгАЯьЯТЃЌЙЄМўгаНЯДѓЮТЩ§ЃЌЖёЛЏСЫюбКЯН№ВФСЯЕФЛЏбЇЛюадЃЌВрШаГіЯжСЫАўТфЃЌеГНсФЅЫ№вВгаЫљдіЖрЁЃТна§ЯГПз15ПзКѓЃЌЦеЭЈТна§ЯГПзВрШаЩЯЕФБРШаНјвЛВНдіЖрЧвКѓЕЖУцЕФФЅЫ№діДѓЃЛЕчТіГхИЈжњТна§ЯГПзВрШаЩЯГіЯжБРШаЁЂЮЂБРШаКЭАўТфЯжЯѓЃЌЯрБШЦеЭЈТна§ЯГПзЕЖОпФЅЫ№вЊаЁКмЖрЁЃТна§ЯГПз20ПзКѓЃЌЦеЭЈТна§ЯГПзВрШаЩЯДѓВПЗжЧаЯїШаЗЂЩњСЫБРШаКЭЮЂБРШаЯжЯѓЃЛЕчТіГхИЈжњТна§ЯГПзВрШаЩЯЕФЮЂБРШаКЭАўТфЯжЯѓЫфвВгадіЖрЃЌЕЋБРШавРОЩНЯЩй[33]ЁЃ
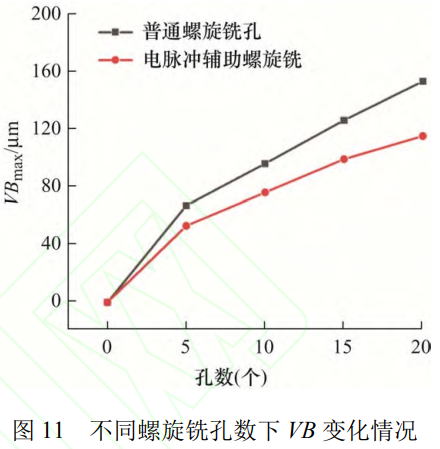
РћгУЯГЕЖВрШаКѓЕЖУцзюДѓФЅЫ№СПVBmaxКтСПЯГЕЖЕФФЅЫ№СПЃЌЦфЫцПзЪ§БфЛЏЧщПіШчЭМ11ЫљЪОЁЃюбКЯН№ЕчТіГхИЈжњТна§ЯГПзЕЖОпФЅЫ№СПУїЯдаЁгкЦеЭЈТна§ЯГПзЕЖОпЕФФЅЫ№СПЁЃгЩвдЩЯЕЖОпФЅЫ№аЮУВЗжЮіПЩвдЕУЕНЃЌюбКЯН№ЦеЭЈТна§ЯГПзЕЖОпЕФжївЊФЅЫ№аЮЪНЮЊБРШаЃЌюбКЯН№ЕчТіГхТна§ЯГПзЕЖОпЕФжївЊФЅЫ№ЪЧЮЂБРШаКЭАўТфЃЌЦфжївЊдвђОЭЪЧЮЊюбКЯН№ЕФЫмадЬсИпЃЌвдМАФІВСФЅЫ№ааЮЊЕУЕНУїЯдИФЩЦЃЌНЕЕЭСЫЧаЯїСїЖЏгІСІЃЌЕЖОпЧаЯїШаЪмЕНЕФе§гІСІЯджјМѕЩйЃЌЭЌЪБЧаЯїИќЮЊЮШЖЈЁЃ
3.2.2ЧаЯїСІ
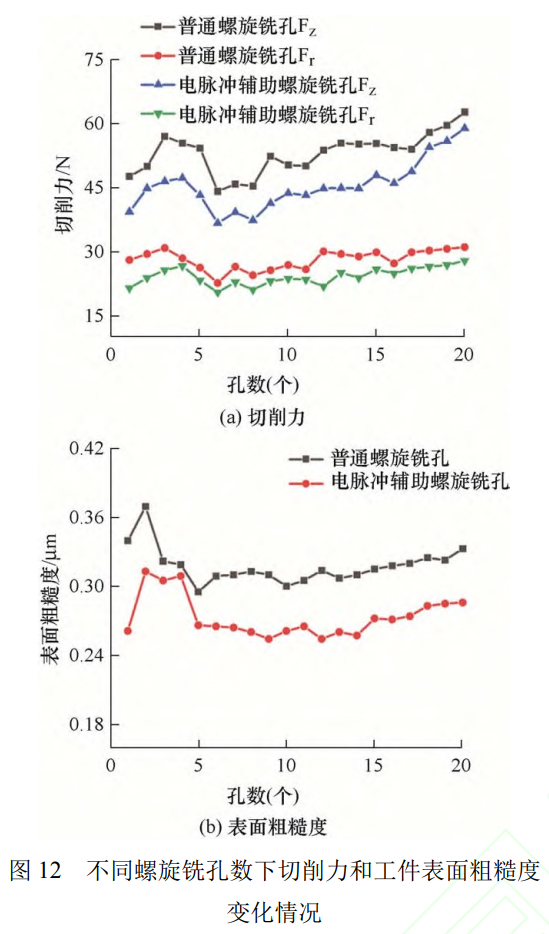
ЦеЭЈТна§ЯГПзКЭЕчТіГхИЈжњТна§ЯГПзЧаЯїСІЫцПзЪ§ЕФБфЛЏЧщПіЃЌШчЭМ12ЫљЪОЁЃдкетСНжжМгЙЄЗНЪНЯТЃЌЫцзХТна§ЯГПзЪ§ФПЕФдіМгЃЌдкЧА4ИіПзМгЙЄЪБЃЌЯГЕЖДІгкФЅКЯНзЖЮЃЌЪєгкГѕЦкФЅЫ№ЃЌЕЖОпФЅЫ№СПдіМгНЯПьЃЌжсЯђСІКЭОЖЯђКЯСІвЛжБдкПьЫйдіДѓЁЃТна§ЯГПзЕНЕк6ИіПзЪБЃЌжсЯђСІКЭОЖЯђКЯСІВЛЖЯЯТНЕЃЌЕЖОпФЅЫ№ж№НЅНјШыЮШЖЈФЅЫ№НзЖЮЃЌжсЯђСІКЭОЖЯђКЯСІВЛЖЯЯТНЕЃЛЫцзХТна§ЯГПзЪ§ФПЕНДявЛЖЈЪ§СПКѓЃЌЕЖОпвбОНјШыСЫЮШЖЈФЅЫ№НзЖЮЃЌЦеЭЈТна§ЯГПзжсЯђСІКЭОЖЯђКЯСІБЃГжЛКТ§Щ§ИпЃЌЕчТіГхИЈжњТна§ЯГПзЕФжсЯђСІКЭОЖЯђКЯСІЛљБОБЃГжКуЖЈЁЃдкТна§ЯГПзЕН17ИіПзЪБЃЌЦеЭЈТна§ЯГПзЕЖОпНјШыСЫОчСвФЅЫ№НзЖЮЃЌжсЯђСІКЭОЖЯђКЯСІПьЫйЩЯЩ§ЃЌЕЋЪЧЕчТіГхИЈжњТна§ЯГПзЕЖОпвРОЩдкЮШЖЈФЅЫ№НзЖЮЃЌжсЯђСІКЭОЖЯђСІЛљБОБЃГжВЛБфЁЃ
3.2.3БэУцДжВкЖШ
ЦеЭЈТна§ЯГПзКЭЕчТіГхИЈжњТна§ЯГПзБэУцДжВкЖШЫцПзЪ§ЕФБфЛЏЧщПіЃЌШчЭМ13ЫљЪОЁЃдкГѕЦкФЅЫ№НзЖЮЃЌЦеЭЈТна§ЯГПзКЭЕчТіГхИЈжњТна§ЯГПзЕФБэУцДжВкЖШЯШЪЧдіГЄШЛКѓЯТНЕЃЛдкТна§ЯГПз5ПзЕН20ПзжЎМфЃЌБэУцДжВкЖШгавЛЖЈЕФЩЯЩ§ЧїЪЦЃЌећЬхБфЛЏНЯЮЊЛКТ§ЃЌЕчТіГхИЈжњТна§ЯГПзЕФФкПзБэУцДжВкЖШжЕЪМжеЕЭгкЦеЭЈТна§ЯГПзЕФБэУцДжВкЖШжЕЃЌЦеЭЈТна§ЯГПзЕФБэУцДжВкЖШдк0.28ЁЋ0.33μmжЎМфБфЛЏЃЌЕчТіГхИЈжњТна§ЯГПзЕФБэУцДжВкЖШЛљБОдк0.23ЁЋ0.28μm3.2.4ПзОЖЦеЭЈТна§ЯГПзКЭЕчТіГхИЈжњТна§ЯГПзПзОЖЫцПзЪ§ЕФБфЛЏЧщПіЃЌШчЭМ13ЫљЪОЁЃЕчТіГхИЈжњТна§ЯГПзЕФПзОЖЪМжеЕЭгкЦеЭЈТна§ЯГПзЁЃдкЧаЯїГѕЦкЃЌЫфШЛЕЖОпДІгкГѕЦкФЅЫ№НзЖЮЃЌЕЖОпФЅЫ№бИЫйдіДѓЃЌв§Ц№ОЖЯђЧаЯїСПЯджјМѕЩйЃЌЕЋЪЧОЖЯђКЯСІвЛжБДІгкЩЯЩ§НзЖЮЃЌЮЊДЫПзОЖгаЫљМѕаЁЃЛЕБМЬајНјааТна§ЯГПзЃЌОЖЯђКЯСІМѕаЁЃЌЕМжТПзОЖдіДѓЁЃЕБПзЪ§діМгЕН6ИіПзКѓЃЌОЖЯђКЯСІГжајдіДѓвдМАЕЖОпФЅЫ№ГжајдіМгЃЌв§Ц№ПзОЖГЪЯжСЌајМѕаЁЧїЪЦЁЃ
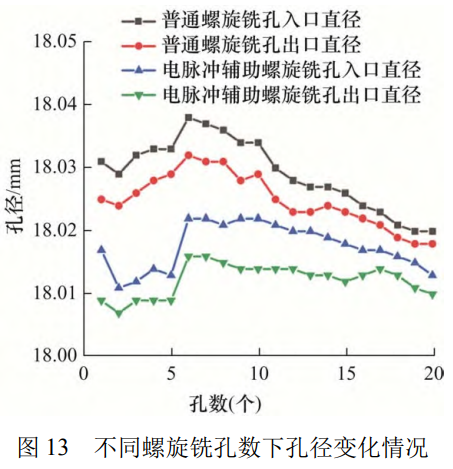
ДгТна§ЯГПз20ПзФкПзОЖЕФећЬхБфЛЏРДПДЃЌЦеЭЈТна§ЯГПзЕФПзОЖБфЛЏЗЖЮЇНЯДѓЃЌШыПкПзОЖдк18.020ЁЋ18.038mmжЎМфЃЌГіПкПзОЖдк18.018ЁЋ18.032mmжЎМфЃЛЕчТіГхИЈжњТна§ЯГПзЕФПзОЖБфЛЏЗЖЮЇНЯаЁЃЌШыПкПзОЖдк18.011ЁЋ18.022mmжЎМфЃЌГіПкПзОЖдк18.007ЁЋ18.016mmжЎМфЃЌБэУїЕчТіГхИЈжњТна§ЯГПзПзОЖЕФЮѓВюМЏжадкНЯаЁЕФЗЖЮЇФкЃЌМгЙЄОЋЖШЮШЖЈЁЃ
4ЁЂНсТл
(1)ТіГхЕчСїВЮЪ§жаЖдЧаЯїСІЁЂЧаЯїЮТЖШЁЂБэУцДжВкЖШКЭПзОЖгАЯьзюДѓЕФвђЫиЪЧеМПеБШЃЌзюаЁЕФгАЯьвђЫиЮЊТіГхЦЕТЪЁЃЯрБШгкЦеЭЈТна§ЯГПзЃЌЕчТіГхИЈжњТна§ЯГПзжсЯђСІзюДѓЯТНЕСЫ32.3%ЃЌОЖЯђКЯСІзюДѓЯТНЕСЫ29.3%ЃЌЙЄМўБэУцДжВкЖШзюДѓЯТНЕСЫ23.1%ЁЃ
(2)ЕчТіГхИЈжњТна§ЯГПзПзОЖОЋЖШУїЯдЬсИпЃЌЧааМБпдЕЖЯСбЮЊЫмадЖЯСбКЭеГадЫКГЖЃЌЧааМБпдЕВЛЙцдђУЋБпМѕЩйЃЌЕЋЪЧНЯДѓТіГхЕчСїВЮЪ§ЛсЪЙЧааМБпдЕЯрЛЅЫКГЖЃЌдіДѓЧааМБпдЕВЛЙцдђУЋБпЃЌЭЌЪБЧааМЕФСїЖЏгІБфЯджјдіДѓЃЌНЕЕЭСЫЧааМКёЖШЃЌЪЙЧааМГіЯжЫмаделЕўЯжЯѓЁЃ
(3)ЦеЭЈТна§ЯГПзКЭЕчТіГхИЈжњТна§ЯГПзНјааЕЖОпФЅЫ№ЖдБШЃЌЗЂЯжЦеЭЈТна§ЯГПзЕФФЅЫ№аЮЪНжївЊЪЧБРШаФЅЫ№ЃЌЕчТіГхИЈжњТна§ЯГПзЕФФЅЫ№аЮЪНжївЊЪЧЮЂБРШаКЭАўТфФЅЫ№ЃЌДгVBжЕЁЂЧаЯїСІЁЂБэУцДжВкЖШКЭПзОЖЕШЗНУцБэУїЕчТіГхИЈжњТна§ЯГПзгазХЯджјгХдНадФмЁЃ
(4)ЭЈЙ§злКЯЖдБШДЋЭГТна§ЯГПзКЭЕчТіГхИЈжњТна§ЯГПзЕФЧаЯїСІЁЂЧаЯїЮТЖШЁЂБэУцДжВкЖШЁЂПзОЖЁЂЧааМаЮУВКЭЕЖОпФЅЫ№ЕШЃЌЕчТіГхИЈжњТна§ЯГПзОпгаУїЯдгХЪЦЁЃ
ВЮПМЮФЯз
[1] KOIZUMI HЃЌTAKEUCHI YЃЌIMAI HЃЌet al. Application of titanium and titanium alloys to fixed dental prostheses[J]. Journal of Prosthodontic ResearchЃЌ2019ЃЌ63(3)ЃК266-270.
[2] РюДКЦцЃЌвѓПЁЃЌИЕгёВгЃЌЕШ. КНПеЕўВуВФСЯжЦПзММЪѕбаОПЯжзДгыЗЂеЙЧїЪЦЗжЮі[J]. ЛњаЕжЦдьгыздЖЏЛЏЃЌ2015ЃЌ44(3)ЃК24-26ЃЌ35.
LI ChunqiЃЌYIN JunЃЌFU YucanЃЌet al. Analysis of research status and development trend of aerospace lamination material hole making technology[J].Machine Building and AutomationЃЌ2015ЃЌ44(3)ЃК24-26ЃЌ35.
[3] HU XЃЌQIAO HЃЌYANG MЃЌet al. Research on milling characteristics of titanium alloy TC4 with variable helical end milling cutter[J]. MachinesЃЌ2022ЃЌ10(7)ЃК537.
[4] TROITSKII O A. Electroplastic deformation of metal[J]. Strength of MaterialsЃЌ1976ЃЌ8ЃК1466-1471.
[5] OKAZAKI KЃЌKAGAWA MЃЌCONRAD H. An evaluation of the contributions of skinЃЌpinch and heating effects to the electroplastic effect in titanium[J]. Materials Science and EngineeringЃЌ1980ЃЌ45(2)ЃК109-116.
[6] HUANG KЃЌCAYRON CЃЌLOGÉ RE. The surprising influence of continuous alternating electric current on recrystallization behavior of a cold-rolled aluminium alloy[J]. Materials CharacterizationЃЌ2017ЃЌ129ЃК121-126.
[7] FAN YHЃЌFAN HYЃЌHAO ZP. Effect of pulsed current on plastic deformation of Inconel 718 under high strain rate and high temperature conditions[J]. Journal of Alloys and CompoundsЃЌ2023ЃЌ943ЃК169150.
[8] OKAZAKI KЃЌKAGAWA MЃЌCONRAD H. Additional results on the electroplastic effect in metals[J]. Scripta MetallurgicaЃЌ1979ЃЌ13(4)ЃК277-280.
[9] WANG PЃЌWU WЃЌCUI FЃЌet al. Investigation of thermal and mechanical effects during electrically-assisted compression of CoCrFeNiW0.5 high entropy alloy[J]. Materials CharacterizationЃЌ2023ЃЌ202ЃК112981.
[10] YIN FЃЌMA STЃЌHU SЃЌet al. Understanding the microstructure evolution and mechanical behavior of titanium alloy during electrically assisted plastic deformation process[J]. Materials Science and Engineering AЃЌ2023ЃЌ869ЃК144815.
[11] LI XPЃЌTANG GYЃЌKUANG JЃЌet al. Effect of current frequency on the mechanical propertiesЃЌmicrostructure and texture evolution in AZ31 magnesium alloy strips during electroplastic rolling[J]. Materials Science and Engineering AЃЌ2014ЃЌ612ЃК406-413.
[12] YANG HJЃЌCHEN GXЃЌGAO GQЃЌet al. Experimental research on the friction and wear properties of a contact strip of a pantograph–catenary system at the sliding speed
of 350 km/h with electric current[J]. WearЃЌ2015ЃЌ332ЃК949-955.
[13] YANG ZЃЌHU ZЃЌFAN XЃЌet al. Parallel electricity at friction interface induced fast superlow friction of amorphous carbon films[J]. Applied Surface ScienceЃЌ2022ЃЌ577ЃК151962.
[14] JIANG HJЃЌMENG YGЃЌWEN SZЃЌet al. Effects of external electric fields on frictional behaviors of three kinds of ceramic/metal rubbing couples[J]. Tribology InternationalЃЌ1999ЃЌ32(3)ЃК161-166.
[15] WANG HЃЌCHEN LЃЌLIU DЃЌet al. Study on electropulsing assisted turning process for AISI 304 stainless steel[J]. Materials Science and Technology ЃЌ2015 ЃЌ31(13)ЃК1564-1571.
[16] HAMEED SЃЌHENAN AЃЌROJAS GЃЌet al. Electroplastic cutting influence on powder consumption during drilling process[J]. International Journal of Advanced Manufacturing TechnologyЃЌ2016ЃЌ87ЃК1835-1841.
[17] EGEA AJSЃЌROJAS HAGЃЌMONTANA CAMЃЌat al. Effect of electroplastic cutting on the manufacturing process and surface properties[J]. Journal of Materials Processing TechologyЃЌ2015ЃЌ222ЃК327-334.
[18] SUN ZЃЌWANG HЃЌYE YЃЌet al. Effects of electropulsing on the machinability and microstructure of GH4169 superalloy during turning process[J]. International Journal
of Advanced Manufacturing TechnologyЃЌ2018ЃЌ95ЃК2835-2842.
[19] КТЩаЖЋ. 95WNiCu ЮйКЯН№ИпаЇЯГЯїЪЕбщбаОП[D]. ЬьНђЃКЬьНђжАвЕММЪѕЪІЗЖДѓбЇЃЌ2021.
HAO Shangdong. Experimental Study on high efficiency milling of tungsten alloy 95WNiCu[D]. TianjinЃКTianjin University of Technology and EducationЃЌ2021.
[20] WANG BЃЌZHAO HЃЌZHANG FЃЌet al. Comparison of the geometric accuracy of holes made in CFRP/Ti laminate by drilling and helical milling[J]. The International Journal of Advanced Manufacturing TechnologyЃЌ2021ЃЌ112(11)ЃК3343-3350.
[21] бюЙњСжЃЌЖжОИеЃЌПЕШЪПЦЃЌЕШ. Тна§ЯГПзММЪѕбаОПНјеЙ[J]. КНПебЇБЈЃЌ2020ЃЌ41(7)ЃК626611.
YANG GuolinЃЌDONG ZhigangЃЌKANG RenkeЃЌet al. Research progress of helical milling technology[J]. Acta Aeronautica et Astronautica SinicaЃЌ2020ЃЌ41(7)ЃК626611.
[22] ЭѕЛЖЃЌЖжОИеЃЌПЕШЪПЦЃЌЕШ. юбКЯН№Тна§ЯГПзЕФЧаЯїСІКЭЧаЯїЮТЖШЪдбщбаОП[J]. КНПежЦдьММЪѕЃЌ2016(9)ЃК91-97.
WANG HuanЃЌDONG ZhigangЃЌKANG RenkeЃЌet al. Experimental Investigation of cutting force and cutting temperature on helical milling of titanium alloy[J]. Aeronautical Manufacturing TechnologyЃЌ2016(9)ЃК91-97.
[23] LIANG XЃЌLIU ZЃЌWANG BЃЌet al. Friction behaviors in the metal cutting processЃКState of the art and future perspectives[J]. International Journal of Extreme ManufacturingЃЌ2023ЃЌ5ЃК012002.
[24] ЫяИЛНЈЃЌЭѕРкЃЌбюжОгТЕШ.TC11 юбКЯН№ДѓПзОЖНзЬнТна§ЯГПзЪЕбщбаОП[J/OL].ЛњаЕПЦбЇгыММЪѕЃЌ1-8[2024-02-25]. httpsЃК//doi.org/10.13433/j.cnki.1003- 8728.20230239.
SUN Fujian ЃЌ WANG Lei ЃЌ YANG Zhiyong ЃЌ et al. Experimental study on large aperture stepped spiral milling of TC11 titanium alloy [J/OL]. Mechanical Science and Technology ЃЌ 1-8[2024-02-25].https ЃК//doi.org/10.13433/j.cnki.1003-8728.20230239.
[25] ANDRE DЃЌBURKET TЃЌKÖRJENETER FЃЌet al. Investigation of the electroplastic effect using nanoindentation[J]. Materials and DesignЃЌ2019ЃЌ183ЃК108153.
[26] KIM MJЃЌYOON SЃЌPARK SЃЌet al. Elucidating the origin of electroplasticity in metallic materials[J]. Applied Materials TodayЃЌ2020ЃЌ21ЃК100874.
[27] еХе§вх. TC4 юбКЯН№ЕчжТЫмадаЇгІЛњРэгыБОЙЙЙиЯЕЕФбаОП[D]. ЧиЛЪЕКЃКбрЩНДѓбЇЃЌ2022.
ZHANG Zehngyi. Study on the mechanism of electroplastic effect and constitutive relationship of TC4 titanium alloy[D]. QinhuangdaoЃКYanshan UniversityЃЌ2022.
[28] ZHU RFЃЌLIU JNЃЌTANG GYЃЌet al. PropertiesЃЌmicrostructure and texture evolution of cold rolled Cu strips under electropulsing treatment[J]. Journal of Alloys and CompoundsЃЌ2012ЃЌ544ЃЌ203-208.
[29] CHEN GЃЌREN CЃЌZOU YЃЌet al. Mechanism for material removal in ultrasonic vibration helical milling of Ti6Al4V alloy[J]. International Journal of Machine Tools and ManufactureЃЌ2019ЃЌ138ЃК1-13.
[30] ЖжОИеЃЌИпгюЃЌПЕШЪПЦЃЌЕШ. юбКЯН№Тна§ЯГПзПзОЖЦЋВюбаОП[J]. КНПебЇБЈЃЌ2021ЃЌ42(3)ЃК423841.
DONG ZhigangЃЌGAO YuЃЌKANG RenkeЃЌet al. Hole diameter deviation in helical milling of titanium alloy[J]. Acta Aeronautica et Astronautica SinicaЃЌ2021ЃЌ42(3)ЃК423841.
[31] еХЪЋТќЃЌЛЦЪїЬЮЃЌаэСЂИЃЃЌЕШ. ИпЫйЯГЯїИпЧПЖШИжЧааМаЮЬЌМАгАЯьвђЫибаОП[J]. ЙЄОпММЪѕЃЌ2021ЃЌ55(12)ЃК19-24.
ZHANG ShimanЃЌHUANG ShutaoЃЌXU LifuЃЌet al. Research on chip morphology and influencing factors during high-speed milling of high-strength steel[J]. Tool EngineeringЃЌ2021ЃЌ55(12)ЃК19-24.
[32] BOLAR G ЃЌ ADHIKARI R ЃЌ NAYAK SN ЃЌ et al. Assessment of ignition risk in dry helical hole milling of AZ31 magnesium alloy considering the machining temperature and chip morphology[J]. Journal of Manufacturing ProcessesЃЌ2022ЃЌ77ЃК260-271.
[33] FERNÁNDEZ-VIDAL SRЃЌMAYUET PЃЌRIVERO AЃЌet al. Analysis of the effects of tool wear on dry helical milling of Ti6Al4V alloy[J]. Procedia EngineeringЃЌ2015ЃЌ132ЃК593-599.
зїепМђНщЃКЫяИЛНЈ(ЭЈаХзїеп)ЃЌФаЃЌ1986 ФъГіЩњЃЌВЉЪПЃЌИБНЬЪкЃЌЫЖЪПбаОПЩњЕМЪІЁЃжївЊбаОПЗНЯђЮЊЕчТіГхИЈжњЧаЯїМгЙЄ E-mailЃКlancesfj@126.com
СКжОЧПЃЌФаЃЌ1984 ФъГіЩњЃЌВЉЪПЃЌНЬЪкЃЌВЉЪПбаОПЩњЕМЪІЁЃжївЊбаОПЗНЯђЮЊЯШНјЧаЯїФЅЯїгыЕЖОпММЪѕЁЂЮЂЯИМгЙЄЁЂЮЂЯИЕЖОпЩшМЦгыжЦдьЁЂЖрГЁИЈжњМгЙЄЁЂЬижжЛњДВгызАБИ
E-mailЃКliangzhiqiang@bit.edu.cn
ТГбоОќЃЌФаЃЌ1987 ФъГіЩњЃЌВЉЪПЃЌГЄЦИИБНЬЪкЁЃжївЊбаОПЗНЯђЮЊФбМгЙЄВФСЯЕФИЩЪНЗХЕчИЈжњОЋУмЧаЯїЁЂФЅЯїММЪѕЁЃ
E-mailЃКluyanjun@szu.edu.cn
tagБъЧЉ:TC11юбКЯН№