



ЗЂВМШеЦкЃК2025-3-19 9:50:29
ЫцзХЯжДњЙЄвЕЕФПьЫйЗЂеЙЃЌЬиБ№ЪЧдкКНПеКНЬьЁЂ КЃбѓЙЄГЬКЭвНСЦЦїаЕЕШСьгђЃЌ ЖдВФСЯадФмЕФвЊЧѓШевцЬсИпЁЃ юбКЯН№вђЦфгХвьЕФзлКЯадФм-ИпЧПЖШЁЂЕЭУмЖШЁЂСМКУЕФФЭИпЮТКЭФЭИЏЪДадЃЌвбГЩЮЊетаЉСьгђжаВЛПЩЛђШБЕФЙиМќВФСЯ[1-3]ЁЃШЛЖјЃЌюбКЯН№дкЪЕМЪгІгУжаГЃЭЈЙ§КИНгЕШМгЙЄММЪѕНјаазщзАЃЌ КИНгНгЭЗЕФИЏЪДааЮЊжБНггАЯьЕНВФСЯЕФФЭОУадКЭАВШЋад[4]ЁЃ
КИНгЙ§ГЬВЛНіИФБфСЫюбКЯН№ВФСЯЕФЮЂЙлНсЙЙЃЌЛЙПЩФмдьГЩгІСІМЏжаЁЂВагргІСІКЭЮЂЙлШБЯнЃЌетаЉвђЫиОљПЩФмЖдКИНгНгЭЗЕФИЏЪДадФмВњЩњЯджјгАЯьЁЃ ДЫЭтЃЌВЛЭЌЙЄПіЯТЕФИЏЪДЛЗОГИДдгЖрБфЃЌАќРЈЕЋВЛЯогкКЃбѓДѓЦјЁЂКЃЫЎШЋНўЧјЁЂГБЯЋЧјвдМАМЋЖЫЮТЖШКЭбЙСІЬѕМў[5-7]ЃЌетаЉЛЗОГвђЫиЖдюбКЯН№КИНгНгЭЗЕФИЏЪДааЮЊОпгаживЊгАЯьЁЃ ОЁЙмвбгаДѓСПбаОПЙизЂюбКЯН№ЕФИЏЪДааЮЊЃЌ ЕЋеыЖдКИНгНгЭЗдкВЛЭЌЙЄПіЯТЕФИЏЪДааЮЊбаОПШдЯрЖдгаЯоЁЃ КИНгНгЭЗЕФИЏЪДааЮЊВЛНігыВФСЯЕФФкдкЬиадгаЙиЃЌЛЙгыЭтВПЛЗОГНєУмЯрЙиЁЃ вђДЫЃЌЩюШыбаОПюбКЯН№КИНгНгЭЗдкИїжжЙЄПіЯТЕФИЏЪДааЮЊЖдгкЬсИпЦфЙЄГЬгІгУЕФПЩППадОпгаживЊвтвхЁЃ
БОЮФжМдкзмНсКЭЗжЮіНќФъРДюбКЯН№КИНгНгЭЗИЏЪДааЮЊЕФбаОПНјеЙЃЌЬНЬжВЛЭЌКИНгММЪѕЁЂКИНгВЮЪ§ЁЂКѓДІРэЗНЗЈвдМАВЛЭЌИЏЪДЛЗОГЯТКИНгНгЭЗЕФадФмБфЛЏЁЃЭЈЙ§ЖдБШЗжЮіЃЌЬсГіюбКЯН№КИНгНгЭЗИЏЪДааЮЊЕФгАЯьвђЫиЃЌВЂеЙЭћЮДРДбаОПЗНЯђЃЌвдЦкЮЊюбКЯН№КИНгНсЙЙЕФЩшМЦЁЂжЦдьКЭгІгУЬсЙЉПЦбЇвРОнКЭММЪѕжЇГжЁЃ
1ЁЂюбКЯН№ЕФКИНгЗНЗЈгыНгЭЗЬиЕу
1.1 ГЃМћЕФюбКЯН№КИНгЗНЗЈ
юбКЯН№ЪЧвЛжжОпгаИпЧПЖШЁЂЕЭУмЖШЁЂСМКУФЭИЏЪДадКЭФЭШШадЕФН№ЪєВФСЯЃЌБЛЙуЗКгІгУгкКНПеКНЬьЁЂЦћГЕЁЂЛЏЙЄЁЂвНСЦЕШСьгђ[8]ЁЃ гЩгкюбКЯН№ЕФЬиЪтаджЪЃЌЦфКИНгЙЄвевЊЧѓНЯИпЃЌашвЊВЩгУЬиЪтЕФКИНгЗНЗЈ[9]ЁЃ вдЯТЪЧГЃМћЕФюбКЯН№КИНгЗНЗЈЃК
ЃЈ1ЃЉ ЮйМЋЖшадЦјЬхБЃЛЄКИЃЈtungstun-inert-gasarc weldingЃЌTIGЃЉЃКTIGКИНгЪЧвЛжжГЃгУЕФюбКЯН№КИНгЗНЗЈЃЌЫќВЩгУЖшадЦјЬхЃЈШчыВЦјЃЉБЃЛЄКИНгЧјгђЃЌЗРжЙюбКЯН№дкКИНгЙ§ГЬжабѕЛЏ[10]ЁЃ TIGКИНгПЩвдЛёЕУИпжЪСПЕФКИЗьЃЌЕЋЦфКИНгЫйЖШНЯТ§ЃЌГЩБОНЯИпЁЃ
ЃЈ2ЃЉ ШлЛЏМЋЖшадЦјЬхБЃЛЄКИ ЃЈmetal inertia gas weldingЃЌMIGЃЉЃКMIG КИНгЪЧвЛжжИпаЇЕФюбКЯН№КИНгЗНЗЈЃЌЫќВЩгУШлЛЏМЋКИЫПКЭЖшадЦјЬхЃЈШчыВЦјЃЉБЃЛЄКИНгЧјгђ[11]ЁЃ MIGКИНгЫйЖШПьЃЌГЩБОНЯЕЭЃЌЕЋКИЗьжЪСПВЛШч TIG КИНгЁЃ
ЃЈ3ЃЉ Еч зг Ъј КИ Нг ЃЈelectron-beam weldingЃЌEBWЃЉЃКEBWКИНгЪЧвЛжжИпФмСПУмЖШЕФКИНгЗНЗЈЃЌЫќВЩгУЕчзгЪјзїЮЊШШдДЃЌЖдюбКЯН№НјааКИНг[12]ЁЃ EBWКИНгПЩвдЛёЕУИпжЪСПЕФКИЗьЃЌЕЋЦфЩшБИГЩБОНЯИпЃЌЖдВйзїШЫдБЕФММЪѕвЊЧѓвВНЯИпЁЃ
ЃЈ4ЃЉ МЄЙтКИНгЃЈlaser beam weldingЃЌLBWЃЉЃКLBWКИНгЪЧвЛжжИпФмСПУмЖШЕФКИНгЗНЗЈЃЌ ЫќВЩгУМЄЙтЪјзїЮЊШШдДЃЌЖдюбКЯН№НјааКИНг[13]ЁЃ LBWКИНгПЩвдЛёЕУИпжЪСПЕФКИЗьЃЌЕЋЦфЩшБИГЩБОНЯИпЃЌЖдВйзїШЫдБЕФММЪѕвЊЧѓвВНЯИпЁЃ
ЃЈ5ЃЉ Еч зш Еу КИ ЃЈresistance spot weldingЃЌRSWЃЉЃКRSWКИНгЪЧвЛжжГЃгУЕФюбКЯН№КИНгЗНЗЈЃЌ ЫќВЩгУЕчзшШШЖдюбКЯН№НјааКИНг[14]ЁЃ RSWКИНгЫйЖШПьЃЌГЩБОНЯЕЭЃЌЕЋКИЗьжЪСПВЛШчЦфЫћКИНгЗНЗЈЁЃ
ЃЈ6ЃЉ НС Аш ФІ ВС КИ ЃЈfriction stir weldingЃЌFSWЃЉЃКFSW КИНгЪЧвЛжжаТаЭЕФКИНгММЪѕЃЌ ЪЪгУгкюбКЯН№ВФСЯЕФКИНг[15]ЁЃ гыДЋЭГШлКИЯрБШЃЌFSW ПЩвдМѕЩйШБЯнЕФВњЩњВЂЬсИпНгЭЗЧПЖШЁЃ
змжЎЃЌ юбКЯН№КИНгЗНЗЈЕФбЁдёгІИљОнОпЬхЕФгІгУГЁОАКЭвЊЧѓРДШЗЖЈЃЌ ЭЌЪБашвЊзЂвтКИНгЙЄвеЕФПижЦ[16]ЃЌвдШЗБЃКИЗьжЪСПКЭКИНгНгЭЗЕФадФмЁЃ
1.2 КИНгНгЭЗЕФзщжЏНсЙЙЬиеї
КИНгНгЭЗЕФзщжЏНсЙЙЬиеїжївЊЪмКИНгЙ§ГЬжаЕФШШбЛЗгАЯьЃЌАќРЈКИНгШШЪфШыЁЂРфШДЫйТЪЁЂВФСЯГЩЗжЕШвђЫиЁЃКИНгНгЭЗвЛАуАќРЈКИЗьЧјЁЂШлКЯЧјКЭШШгАЯьЧј[17]ЁЃ ЦфжаЃЌКИЗьЧјгЩШлГиРфШДФ§ЙЬаЮГЩЃЌЭЈГЃОпгаЯИаЁЕФОЇСЃНсЙЙЃЌвђЮЊКИНгЙ§ГЬжаЕФПьЫйРфШДЃЌПЩФмЪЙКИЗьЧјВєдггЩКИНгВФСЯДјШыЕФКЯН№дЊЫиЃЌ гАЯьЦфгВЖШКЭШЭадЁЃ ШлКЯЧјЪєгкКИЗьгыФИВФЯрНгЕФЙ§ЖЩЧјгђЃЌЪмЕНШлЛЏКЭдйФ§ЙЬЙ§ГЬЕФгАЯьЃЌДЫЧјгђвзГіЯжЮЂЙлШБЯнЃЌШчСбЮЦЁЂЦјПз[18-19]ЕШЃЌЦфЮЂЙлзщжЏНсЙЙПЩФмвђПьЫйРфШДЖјаЮГЩТэЪЯЬхЁЂБДЪЯЬхЛђЛьКЯзщжЏЁЃШШгАЯьЧјЪЧФИВФдкКИНгШШбЛЗзїгУЯТЗЂЩњзщжЏБфЛЏЕФЧјгђЃЌПЩвдЗжЮЊВЛЭЌЕФзгЧјгђЃЌШчЙ§ШШЧјЁЂЯрБфжиНсОЇЧјЁЂВЛЭъШЋжиНсОЇЧјЕШЃЌЦфжаЃЌЙ§ШШЧјгЩгкМгШШЮТЖШНЯИпЃЌПЩФмЛсЕМжТОЇСЃДжЛЏЃЌЪЙЕУВФСЯЕФгВЖШКЭДраддіМг [20-22]ЁЃ ЯрБфжиНсОЇЧјдкФИВФЭъШЋзЊБфЮЊАТЪЯЬхКѓЃЌ РфШДЙ§ГЬжаЛсаЮГЩЯИаЁЧвОљдШЗжВМЕФжщЙтЬхКЭЬњЫиЬхЃЌгажњгкЬсИпВФСЯЕФЫмадКЭШЭадЁЃЖјВЛЭъШЋжиНсОЇЧјдђВПЗжОРњСЫЯрБфжиНсОЇ[23]ЃЌЕМжТОЇСЃДѓаЁКЭзщжЏЗжВМГіЯжВЛОљдШадЁЃ
ЦфжаЃЌЖдгкюбКЯН№КИНгНгЭЗЮЂЙлзщжЏНсЙЙЖјбдЃЌФИВФЧјгђЕФЮЂЙлНсЙЙгЩЯИаЁЧвОљдШЗжВМЕФ α ЯрОЇСЃЙЙГЩЁЃгыДЫЯрЖдЃЌШШгАЯьЧјЕФЮЂЙлНсЙЙдђГЪЯжГіВЛЭЌЗНЯђЕФОтГнзД α ЯрОЇСЃЃЌЦфОЇСЃГпДчЯрБШФИВФгаЫљдіДѓЁЃ КИЗьЧјЕФЮЂЙлНсЙЙдђгЩНЯДѓГпДчЕФОтГнаЮα ЯрОЇСЃзщГЩЃЌВЂАщЫцзХЩйСПТэЪЯЬхЕФаЮГЩЁЃ ЖдгкюбКЯН№ЖјбдЃЌгабаОПБэУїЃКюбКЯН№КИНгНгЭЗзюШнвзЗЂЩњИЏЪДЕФЧјгђЭЈГЃЪЧКИЗьЧјКЭШлКЯЧј[24-26]ЃЌЙигкЦфИЏЪДРраЭгыЛњжЦЃЌЯТЮФЯъЯИТлЪіЁЃ
2ЁЂВЛЭЌЙЄПіЯТюбКЯН№КИНгНгЭЗЕФИЏЪДааЮЊ
2.1 КЃбѓЛЗОГЯТЕФИЏЪДааЮЊ
КЃбѓЛЗОГвдЦфИпбЮЖШЁЂИДдгЕФЛЏбЇГЩЗжЁЂЖрБфЕФЮяРэЬѕМўвдМАЗсИЛЕФЮЂЩњЮяЩњЬЌЖјжјГЦЃЌ етаЉвђЫиЙВЭЌзїгУгкВФСЯБэУцЃЌ ЖдюбКЯН№ЕФИЏЪДааЮЊВњЩњЯджјгАЯьЁЃ ОЁЙмюбКЯН№вђЦфгХвьЕФФЭИЏЪДадФмЖјБЛЙуЗКгІгУгкКЃбѓЙЄГЬ[27]ЃЌЕЋдкКЃбѓЙЄПіЯТЃЌюбКЯН№ЕФИЏЪДааЮЊвВГЪЯжГівЛаЉЬиЪтадЁЃ
Zhang ЕШ[24]баОПСЫ TA2 юбКЯН№КИНгНгЭЗдкВЛЭЌЮТЖШКЃЫЎжаЕФИЏЪДааЮЊЃЌ ВЂНјааСЫГЃЙцКъЙлЕчЛЏбЇЗжЮіКЭЮЂЕчМЋеѓСаВтЪдЁЃНсЙћБэУїЃЌШШгАЯьЧјЕФФЭЪДадЪМжезюКУЃЌЦфДЮЪЧФИВФКЭКИЗьЃЌЧвЮТЖШдНИпЃЌдНШнвзаЮГЩЖлЛЏФЄЁЃюбКЯН№БОЩэОЭЪЧвЛжжФЭИЏЪДадЧПЃЌБШНЯШнвзЖлЛЏЕФН№Ъє[28]ЁЃ габаОПБэУїЃКдквЛаЉКЌгаЧжТдадРызгЕФЛЗОГжаЃЌБэУцЕФ TiO2 ЖлЛЏФЄОГЃЛсБЛЦЦЛЕ[29]ЃЌвђДЫЃЌЖлЛЏФЄЪЇШЅСЫЖдКЯН№ЛљЬхЕФБЃЛЄЃЌНјЖјЕМжТюбКЯН№ЕФИЏЪД[30]ЁЃ Liu ЕШ[31]баОПСЫ TA2 КИНгНгЭЗдкШЫЙЄКЃЫЎжа 12h ЕФКИЗьЃЈWMЃЉЁЂФИВФЃЈBMЃЉКЭШШгАЯьЧјЃЈHAZЃЉЕФИЏЪДЧїЪЦКЭЗЂеЙЙцТЩЁЃ НсЙћБэУїЃЌ3ИіЧјгђЕФИЏЪДЦфааЮЊЪМжезёб HAZ>BM>WM ЕФЫГађЁЃЧв 3 ИіЧјгђДцдкУїЯдЕФЖлЛЏМфИєЃЌБэУїЖлЛЏФЄдкКЯН№ЕФФЭЪДаджаЦ№зХЗЧГЃживЊЕФзїгУЃЌ дкГхЫЂЙ§ГЬжаж№НЅаЮГЩЖлЛЏФЄЁЃЦфНсЙћгыЩЯЪіЪЕбщНсЙћЯрЫЦЃЌСНИіЪЕбщЙВЭЌжЄУїСЫдкКЃбѓЛЗОГжаЃЌ юбКЯН№КИНгНгЭЗЕФШШгАЯьЧјФЭИЏЪДадФмвЊгХгкЦфЫћЧјгђЃЌ ЧвЖлЛЏФЄаЮГЩЫйТЪдНПьЃЌКЯН№ЕФФЭИЏЪДаддНКУЁЃ
ЖдгкгІСІИЏЪДЖјбдЃЌ габаОПШЫдБВЩгУТ§гІБфЫйТЪЪЕбщКЭЕчЛЏбЇВтСПЯрНсКЯЕФЗНЗЈЃЌ баОПСЫФЃФтЩюКЃКЭЧГ КЃЛЗОГжаЭтМгЕчЮЛЖдЮйМЋЦјЬхБЃЛЄКИTi-6Al-3Nb-2Zr-1MoЃЈTi6321ЃЉКЯН№гІСІИЏЪДПЊСбЕФгАЯь[32]ЁЃНсЙћБэУїЃЌЪЙгУЛЗОГКЭЭтМгЕчЮЛЖд Ti6321КИНгНгЭЗЕФгІСІИЏЪДПЊСбааЮЊгаЯджјгАЯьЁЃ гЩгкЩюКЃЛЗОГЯТЖлЛЏФЄздаоИДФмСІЕФМѕШѕКЭЮіЧтаЇгІЕФдіЧПЃЌTi6321 КИНгНгЭЗдкФЃФтЩюКЃЛЗОГЯТБэЯжГіБШЧГКЃИќИпЕФгІСІИЏЪДУєИаадЁЃ ЮЊСЫЗжЮіЕчзгЪјКИНгюбКЯН№НгЭЗЕФгІСІИЏЪДПЊСбЁЂЖЯСбКЭСбЮЦРЉеЙТЗОЖЃЌВПЗжбаОПШЫдБЖдюбКЯН№КИНгНгЭЗВЛЭЌЧјгђСбЮЦРЉеЙКЭгІСІИЏЪДСйНчгІСІЧПЖШвђзгЃЈKISCCЃЉПЊеЙСЫЬНЫї[33]ЃЌбаОПСЫНгЭЗЕФзщжЏЁЂжЏЙЙКЭЕчЛЏбЇЬиеїЁЃ НсЙћжИЯђКИЗьН№ЪєЕФСбЮЦРЉеЙЫйТЪТдИпгкШШгАЯьЧјЕФСбЮЦРЉеЙЫйТЪЁЃ ЭЈЙ§ЖдНсЙћЗжЮіБэУїЃКЮЂЙлзщжЏЁЂжЏЙЙКЭЕчЛЏбЇадФмЪЧдьГЩгІСІИЏЪДЕФжївЊдвђЁЃ ЗПЮРЦМЕШ[34]еыЖд 100mm КёЕФ TC4 юбКЯН№АхЕФЕчзгЪјКИНгНгЭЗЃЌ ВЩгУТ§гІБфЫйТЪРЩьЪЕбщРДЦРЙРЦфдкФЃФтКЃЫЎЛЗОГЯТЕФгІСІИЏЪДПЊСбЃЈSCCЃЉУєИаадЁЃ ЭЈЙ§ЗжЮіКИНгНгЭЗЕФЮЂЙлНсЙЙКЭЖЯСбБэУцЬиеїЃЌ ЖдНгЭЗЕФИЏЪДааЮЊНјааСЫЩюШыЬНЬжЁЃбаОПНсЙћЯдЪОЃЌКИЗьЧјгђЕФЩЯЁЂжаЁЂЯТИїВПЮЛОљБэЯжГіНЯЕЭЕФгІСІИЏЪДУєИаадЃЛЧвдкКЃЫЎЛЗОГжаЃЌКИЗьЧјгђвзЗЂЩњбєМЋШмНтЃЌАщЫцзХЧтЕФЮќИНЃЌетДйНјСЫСбЮЦаЮКЫЃЌВЂЪЙЕУСбЮЦФмдкНЯЕЭгІСІзїгУЯТРЉеЙЁЃ гЩДЫПЩМћЃЌдкКЃЫЎжаЃЌЬиБ№ЪЧЩюКЃЛЗОГЯТЃЌ юбКЯН№КИНгНгЭЗЕФгІСІИЏЪДЯжЯѓвВЪЧВЛПЩКіТдЕФЃЌгІв§Ц№зуЙЛЕФжиЪгЁЃ
Zeng ЕШ[35]Жд 100 mm Кё Ti-6Al-4V КЯН№ецПеЕчзгЪјКИНгНгЭЗЕФЯдЮЂзщжЏКЭШЫЙЄКЃЫЎЛЗОГЯТЕФИЏЪДЦЃРЭааЮЊНјааСЫЯЕЭГБэеїЃЌ дкКИНгНгЭЗКсЯђЩЯЙлВьЕНУїЯдЕФзщжЏВЛОљдШадЁЃ ОЇСЃзД α ОњТфКЭ β ЬѕЕФЫЋЗхЯрзщжЏЙЙГЩСЫФИВФ ЃЈBMЃЉ ЕФЯдЮЂзщжЏЁЃ ШлКЯЧјЃЈFZЃЉзщжЏЮЊЕЅЯреызД α/α' ТэЪЯЬхЁЃ дк BM жаЃЌЙлВьЕНЕФ FZ ЕФИЏЪДЦЃРЭСбЮЦЃЈCFCЃЉдк β ЯрОЇСЃжавдЯрЖджБЯпЕФЗНЪНРЉеЙЃЌетБэУїСЫЕфаЭЕФДЉОЇЖЯСбЯжЯѓЁЃ
ЭЌЪБЃЌдк BM жаЛЙЙлВьЕНСЫУїЯдЕФЗжжЇ CFCЃЌетаЉCFC ЕФжБЯпВПЗжжївЊЙсДЉ β ЯрОЇСЃЃЌЖјЗжжЇВПЗждђДЉЙ§СЫРГЄЕФ α ЯрОЇСЃЁЃ дк FZ ЧјгђЃЌCFC зюГѕвджБЯпаЮЪНдіГЄЃЌ ШЛКѓЭЛШЛзЊБфЮЊЧњЯпЃЌCFC ЕФжБЯпВПЗжДЉЙ§ α/α' ЬѕЃЌ ВЂЧвМИКѕгы α/α' ЬѕЕФзнЯђГЩжБНЧЁЃFZ ФкЕФ CFC дкЗЂЩњМБОчзЊЯђКѓЃЌ бизХ α/α' АхЬѕЕФНчУцНјааДЋВЅЁЃ дкШЫЙЄКЃЫЎИЏЪДЛЗОГЯТЃЌCFC діГЄЫйЖШЕЭгк BMЁЃОжВПЕчЛЏбЇБэеїНсЙћБэУїЃЌFZ БШ BMОпгаИќКУЕФФЭЕчЛЏбЇИЏЪДадФмЁЃ ЗжЮіШЯЮЊЃЌFZ жаCFC ЕФЩњГЄЫйЖШНЯТ§ЪЧгЩгкТэЪЯЬхзщжЏОпгаСМКУЕФФЭЪДадКЭЯИ α/α' АхЬѕЕФНчУцзшА CFC ЩњГЄЕФЙВЭЌзїгУЁЃ
ЖдгкгІСІИЏЪДЖјбдЃЌ КИНгВйзїЖдюбКЯН№КИНгНгЭЗЕФЮЂЙлзщжЏНсЙЙЛсВњЩњЯджјгАЯьЃЌ НјЖјИФБфЦфФЭИЏЪДадФмЁЃКИНгЙ§ГЬжаПЩФмдкЪмРгІСІзїгУЕФЧјгђв§ШыВагрРЩьгІСІЃЌ етгаПЩФмЕМжТВФСЯБэУцЛюЛЏФмНЕЕЭЃЌЯїШѕЦфФЭЪДадФмЁЃ ДЫЭтЃЌКЯН№дЊЫидкКИНгНгЭЗЕФКИЗьЧјгђКЭШШгАЯьЧјЕФВЛОљдШЗжВМЃЌПЩФмЛсИЩШХЮШЖЈЖлЛЏФЄЕФаЮГЩЃЌНјвЛВНгАЯьВФСЯЕФећЬхФЭЪДад[36]ЁЃ
ЬиБ№ЕиЃЌгабаОПШЫдБЛљгкЕчЮЛЁЂМЋЛЏЕШЕчЛЏбЇВтЪдЃЌНсКЯИХТЪЭГМЦЕШЪ§бЇЗНЗЈЃЌНЈСЂСЫвЛжжюбКЯН№дкКЃЫЎЛЗОГжаЕуЪДУШЩњКЭЩњГЄЙ§ГЬЕФПьЫйЦРМлКЭдЄВтЗНЗЈ[22]ЁЃ ЦфНсЙћБэУїЃЌюбКЯН№КИНгНгЭЗдкОВЬЌКЃЫЎздШЛЬѕМўЯТМИКѕВЛЛсздЗЂВњЩњЮШЬЌЕуЪДЁЃ
2.2 ЛЏЙЄЛЗОГЯТЕФИЏЪДааЮЊ
ЛЏЙЄЛЗОГЭЈГЃАќКЌИїжжИЏЪДадНщжЪЃЌ ШчЫсЁЂ МюЁЂбЮЁЂгаЛњШмМСКЭбѕЛЏМСЕШЃЌетаЉНщжЪЖдВФСЯЕФИЏЪДааЮЊгазХЯджјгАЯьЁЃ юбКЯН№вђЦфГіЩЋЕФФЭИЏЪДадЁЂИпЧПЖШКЭЕЭУмЖШЃЌдкЛЏЙЄаавЕжаЕУЕНСЫЙуЗКгІгУ[37]ЁЃ ШЛЖјЃЌКИНгНгЭЗзїЮЊНсЙЙЕФБЁШѕЛЗНкЃЌЦфдкЛЏЙЄЛЗОГЯТЕФИЏЪДааЮЊжБНгЙиЯЕЕНећИіНсЙЙЕФАВШЋадКЭПЩППадЁЃ
Gao ЕШ[33]ЭЈЙ§ЖдюбКЯН№КИНгНгЭЗВЛЭЌЧјгђСбЮЦРЉеЙКЭгІСІИЏЪДСйНчгІСІЧПЖШвђзгЕФбаОПЃЌ НвЪОСЫКИНгНгЭЗдк 3.5%Nacl ШмвКжаЕФИЏЪДЬиадЃЌ баОПЗЂЯжЃЌКИЗьН№ЪєЕФ KISCC гХгкШШгАЯьЧјЕФ KISCCЃЌЫЕУїКИЗьН№ЪєЕФСбЮЦРЉеЙЫйТЪТдИпгкШШгАЯьЧјЕФСбЮЦРЉеЙЫйТЪЁЃ ЧвКИЗьН№ЪєЖЯПкБэУцУЛгаУїЯдЕФгІСІИЏЪДЬиеїЃЌЖјШШгАЯьЧјгаЁЃгабаОПШЫдБВЩгУЕчЛЏбЇЪЕбщЗНЗЈбаОПСЫ TA2 ФИВФМАКИНгНгЭЗдкКЌ Cl-ШмвКжаЕФЕчЛЏбЇИЏЪДааЮЊ[26]ЁЃ баОПЗЂЯжЃЌЫцзХ Cl-ХЈЖШЕФдіМгЃЌTA2ФИВФКЭКИНгНгЭЗЕФздШЛЕчЮЛИКвЦЃЌ МЋЛЏЕчзшж№НЅНЕЕЭЃЌ ИЏЪДЕчСїУмЖШдіДѓЃЌ БэУїЫцзХ Cl-ХЈЖШЕФдіМгЃЌTA2 ФИВФКЭКИНгНгЭЗЕФФЭЪДадБфВюЁЃ ЧвгЩгкКИНгШШЪфШыЛсИФБфН№ЪєОЇСЃЕФГпДчКЭаЮзДЃЌ гАЯьН№ЪєБэУцЖлЛЏФЄЕФЮШЖЈадЃЌ КИНгНгЭЗЕФФЭИЏЪДадЛсЫцжЎЗЂЩњвЛЖЈЕФБфЛЏЁЃвдЩЯбаОПБэУїКИНгНгЭЗЕФ OCP ИКвЦЖШНЯаЁЃЌМЋЛЏЕчзшНЯДѓЃЌИЏЪДЕчСїУмЖШНЯаЁЃЌвВОЭЫЕУїСЫКИНгНгЭЗЕФФЭИЏЪДадБШФИВФвЊКУЁЃ
габаОПШЫдБЬєбЁСЫЙЄвЕжаЙуЗКгІгУЕФ 3 жжюбКЯН№ЃКTA2ЁЂTC4 КЭ TB6ЃЌ РћгУВЛЭЌХЈЖШЕФСђЫсШмвКРДФЃФтбЬДбЕФТЖЕуИЏЪДЬѕМўЃЌ ВЂдЫгУЕчЛЏбЇНЛСїзшПЙЦзЃЈEISЃЉ[38]КЭЖЏЬЌЕчЮЛМЋЛЏВтЪд[39]ЗНЗЈЃЌЖдетаЉюбКЯН№ВФСЯМАЦфыВЛЁКИНгЃЈTIGЃЉНгЗьдкФЃФтбЬЦјЛЗОГжаЕФФЭЪДадНјааСЫБШНЯбаОП[40]ЁЃ дкФЃФтВЛЭЌХЈЖШСђЫсеєЦћЕФЛЗОГжаЃЌ3 жжюбКЯН№ОљеЙЯжГіЯджјЕФЖлЛЏЬиадЃЌ етБэУїЫќУЧзїЮЊбЬДбВФСЯЪБОпБИГіЩЋЕФПЙИЏЪДФмСІЁЃ дк 1wt%СђЫсеєЦћФЃФтШмвКжаЃЌ3 жжюбКЯН№ЕФЛљЬхКЭКИЗьЧјгђЕФФЭЪДадФмЯрЕБЁЃ ШЛЖјЃЌдк 3wt%СђЫсеєЦћФЃФтШмвКжаЃЌTC4 КЭ TB6 ЕФЛљЬхН№Ъєдк 25ЁцКЭ 55ЁцСНжжЮТЖШЬѕМўЯТОљЯдЪОГіБШКИЗьН№ЪєИќЧПЕФФЭЪДадЃЌЖј TA2 ЕФКИЗьЧјгђЃЈАќРЈКИЗьБОЩэМАЦфИННќЕФШШгАЯьЧјЃЉ дђеЙЯжГіБШЛљЬхН№ЪєИќМбЕФФЭЪДадФмЁЃНјвЛВНЗжЮіСЫЕМжТИЏЪДааЮЊВювьЕФдвђЃЌЗЂЯжетгыКИНгЙ§ГЬжаЕФ β ЯрБфЛЏУмЧаЯрЙиЁЃ TA2 КЯН№ЕФ α ЯрдкКИНгЧАКѓБЃГжЮШЖЈЃЌ УЛгаЗЂЩњ β ЯрЕФзЊБфЃЛЯрЗДЃЌTB6 КЭ TC4 дкКИНгЙ§ГЬжаОРњСЫЯрБфЃЌгЩЯИаЁЕФЕШжсОЇСЃзЊБфЮЊНЯДѓЕФжљзДЛђеызДТэЪЯЬхОЇСЃЃЌетвЛБфЛЏЕМжТСЫЫќУЧФЭИЏЪДадФмЕФНЕЕЭЁЃ
2.3 ЦфЫћЙЄПіЯТЕФИЏЪДааЮЊ
Г§СЫдкКЃбѓгыЛЏЙЄЛЗОГетаЉгІгУЙуЗКЕФГЁОАЃЌюбКЯН№КИНгНгЭЗдкЦфЫћЙЄПіЯТЕФИЏЪДааЮЊвВжЕЕУЗжЮігыЬНЬжЃЌР§ШчдкИпЮТЛЗОГЯТЁЂдкЬиЪтЕФКИНгЗНЪНвдМАФГаЉШШДІРэЕФзїгУЯТЕШЕШЁЃ ЫфШЛФПЧАЙигкДЫРрЗНУцЕФбаОППЩВЮПМЮФЯзНЯЩйЃЌ ЕЋбаОПюбКЯН№КИНгНгЭЗдкВЛЭЌЙЄПіЯТЕФИЏЪДааЮЊЃЌ ЖдЮДРДЯрЙиаавЕЗЂеЙЗЧГЃживЊЁЃ
жьЯўгюЕШ[41]Лљгк Gleeble ИпЮТРЩьЪЕбщЃЌЖд TC4юбКЯН№КИНгНгЭЗдк 700ЁЋ950ЁцЕФЮТЖШЗЖЮЇФкЕФШШБфаЮЬиадНјааСЫбаОПЁЃбаОПЗЂЯжЃЌЫцзХШШРЩьЙ§ГЬжаЮТЖШЕФЩ§ИпЃЌКИНгНгЭЗЕФСїБфгІСІЯргІНЕЕЭЃЛЖјгІБфЫйТЪЕФдіМгдђЕМжТСїБфгІСІЕФЩЯЩ§ЁЃ КИНгНгЭЗЕФЮШЖЈБфаЮЪмЕНЮТЖШКЭгІБфЫйТЪЕФЙВЭЌгАЯьЃЌ ЕБЮТЖШНЯИпЧвгІБфЫйТЪНЯЕЭЪБЃЌ КИНгНгЭЗИќвзгкЗЂЩњЮШЖЈБфаЮЃЌВЂЧвЩьГЄТЪвВИќДѓЁЃ ЧвЫцБфаЮЮТЖШЩ§ИпЃЌКИЗьН№ЪєФкВПЕФ β ЯрКЌСПдіМгЁЂ ДѓНЧЖШНчУцКЌСПНЕЕЭЁЂМИКЮБивЊЮЛДэУмЖШНЕЕЭЃЌгаРћгкЮЛДэЛЌвЦЕФНјааЃЌКИНгНгЭЗЕФСїБфгІСІНЕЕЭЁЂЩьГЄТЪЩ§ИпЁЃгЩгкШШБфаЮгАЯьСЫКИНгНгЭЗЕФЮЂЙлНсЙЙЃЌНјЖјгАЯьСЫЦфИЏЪДадФмЁЃ
Mou ЕШ[42]ЖдФІВСКИНгЧјгђЕФЯдЮЂзщжЏЁЂРЩьСІбЇадФмЁЂ ГхЛїСІбЇадФмКЭИЏЪДЦЃРЭадФмгыЛљЬхКЯН№НјааСЫБШНЯЁЃ НсЙћЯдЪОЃЌЛљЬхжївЊгЩЕШжсЧђзД α ЯрЕФюбзщГЩЃЌЖј FW ЧјдђвдеызДЕФ α ЯрКЭ β ЯрЕФюбЮЊжїЃЌ етжжЮЂЙлНсЙЙЕФВювьЕМжТ FW ЧјЕФЧПЖШИпгкЛљЬхКЯН№ЃЌЕЋЭЌЪБАщЫцзХНЯЕЭЕФИеадКЭШЭадЁЃ ДЫЭтЃЌдкзъОЎвКЛЗОГжаЃЌ ВФСЯЕФЦЃРЭПЙСІКЭФЭЪДадОљгаЫљНЕЕЭЁЃетаЉЗЂЯжжИГіЃЌюбКЯН№зъИЫЕФ FW ЧјПЩФмЪЧНсЙЙжаЕФБЁШѕЛЗНкЃЌИќвзгкЗЂЩњСбЮЦУШЩњЁЂЖЯСбКЭИЏЪДЯжЯѓЁЃ
Wang ЕШ[43]ЭЈЙ§ЯпадФІВСКИНгММЪѕЃЌГЩЙІЪЕЯжСЫTA15 гы TC17 юбКЯН№ЕФСЌНгЁЃ ЮЂЙлНсЙЙЗжЮіЗЂЯжЃЌдк TC17 вЛВрЕФКИНгЧјгђжївЊгЩДжДѓЕФ β ЯрЁЂ биОЇНчЕФ α ЯрвдМАОЇФкЕФТэЪЯЬх α' ЯрЙЙГЩЃЛЖј TA15 вЛВрЕФКИНгЧјгђдђвдДѓСПеызДЕФТэЪЯЬхα' ЯрКЭЩйСПЕФВагр β ЯрЮЊЬиеїЁЃ ЕчЛЏбЇВтЪдНсЙћЯдЪОЃЌTA15 ЛљВФЃЈBMЃЉЕФФЭЪДадФмНЯ TC17 ЛљВФИќЮЊгХдНЁЃ дкНјааНўХнКЭбЮЮэВтЪдКѓЃЌ ЙлВьЕН TC17 ЛљВФвдМА TC17ВрКИНгЧјгђЃЈWZЃЉЩЯГіЯжСЫжкЖрИЏЪДАМПгЁЃ етПЩФмЪЧгЩгк TC17 ЛљВФжа α/β ЯрНчУцНЯЖрЃЌ ЕМжТЦфПЙИЏЪДФмСІЯрЖдНЯШѕЁЃгабаОПФЃФтСЫЙЄвЕДПюбКЭ Ti-6Al-4V дкВЛЭЌНщжЪЃЈПеЦјЁЂКЯГЩЭйвККЭКЌЗњКЯГЩЭйвКЃЉЕФЪвЮТЯТЃЌВтСПЭъећбљЦЗКЭМЄЙтКИНгаоИДКѓЕФИЏЪДЦЃРЭЪйУќ[44]ЁЃ баОПЗЂЯж ЃЌ МЄЙт КИНгЙЄве Яджј НЕ ЕЭ СЫ ЙЄ вЕ ДП юб КЭTi-6Al-4V КЯН№ЪдбљЕФЦЃРЭЪйУќЁЃгыЖдеезщЃЈЮоНщжЪЃЉЯрБШЃЌКЯГЩЭйвККЭКЌЗњЭйвКЖдЦЃРЭЪйУќгаИКУцгАЯьЁЃвВгабаОПШЫдБбаОПСЫ Ti6Al4V КЯН№ФИВФЁЂМЄЙтКИНгЪдбљКЭКИКѓШШДІРэЃЈpostweld heat treatmentЃЌPWHTЃЉЪдбљдкФЃФтЬхвКжаЕФИЏЪДааЮЊ [45]ЁЃ ЖдБШСЫКИЬЌКЭPWHT ЪдбљЕФЖЏЕчЮЛМЋЛЏЧњЯпЃЌВЂгыФИВФНјааСЫЖдБШЁЃ ЪЕбщНсЙћБэУїЃЌКИНгЪдбљЕФФЭЪДадЕЭгкФИВФЁЃ КИНгНгЭЗЕФФЭИЏЪДадФмЫцзХКИНгЫйЖШЕФЬсИпЖјЬсИпЁЃ
Чв PWHT ЙЄвеЖд Ti6Al4V МЄЙтКИНгНгЭЗЕФИЏЪДадФмгаЛ§МЋЕФгАЯьЁЃРрЫЦЕФЃЌHeidarbeigy ЕШ[46]баОПСЫВЛЭЌКИКѓШШДІРэЕФ Ti-6Al- 4V КЯН№КИМўдкСжИёШмвКжаЕФИЏЪДааЮЊКЭЕчХМЁЃ ЮЊДЫЃЌ ВЩгУЮйМЋЦјЬхБЃЛЄЛЁКИЃЈGTAWЃЉЖдКИЪдбљЁЃ БШНЯСЫКИЗьН№ЪєЃЈWMЃЉЁЂФИВФН№ЪєЃЈBMЃЉКЭФИВФ / КИЗьН№ЪєСЊжсЦїЕФИЏЪДааЮЊЁЃ зюКѓЃЌ ЭЈЙ§КИКѓШШДІРэИФЩЦ Ti-6Al-4V КЯН№КИМўЕФИЏЪДааЮЊЁЃ ЭЈЙ§баОПЗЂЯжЃЌBM ЕФИЏЪДадФмгХгк WMЁЃ
ДЫЭтЃЌ КИНгбљЦЗдкСжИёЪЯШмвКжаБэЯжГізюВюЕФЕчХМаЇгІЁЃ етжжЯжЯѓЪЧгЩгк WM ЕФжљзДОЇСЃзщжЏЕМжТКЯН№дЊЫиВЛОљдШЫљжТЁЃ PWHTЃЌЬиБ№ЪЧЙЬШмДІРэКЭЪБаЇДІРэИФЩЦСЫКИМўЕФИЏЪДааЮЊЃЌ НЕЕЭСЫЕчХММўЕФИЏЪДЫйТЪЁЃ
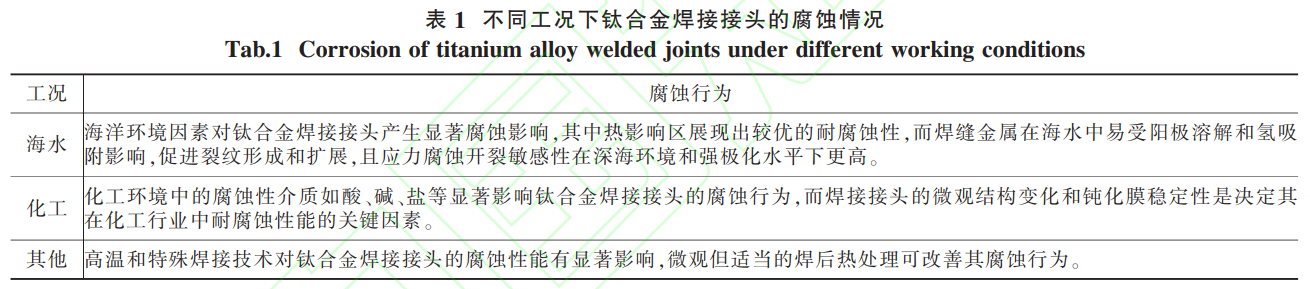
Бэ 1 ЮЊВЛЭЌЙЄПіЯТюбКЯН№КИНгНгЭЗЕФИЏЪДЧщПіЁЃ ЖдюбКЯН№КИНгНгЭЗдкВЛЭЌЙЄПіЯТЕФИЏЪДЧщПіНјааСЫзмНсЃЌЦфжаюбКЯН№дкКЃбѓЛЗОГЯТЕФгІгУНЯЖрЃЌЦфжївЊИЏЪДгАЯьвђЫиЮЊЭтНчЛЗОГв§Ц№ЕФЖлЛЏФЄЩњГЄЕФвжжЦЛђЦЦЛЕЃЌЬиБ№ЪЧдкЩюКЃжаЃЌЮЂЩњЮяЕФИНзХЁЂИпЕФШмНтбѕЁЂЖўбѕЛЏЬМЁЂСђЛЏЧтЕШвђЫиЕФгАЯь[47-49]ЃЌЖМЛсвжжЦЦфЖлЛЏФЄЕФаЮГЩЃЌ ДгЖјМгЫйюбКЯН№вдМАюбКЯН№КИНгНгЭЗЕФИЏЪДЁЃ
дкЩюКЃжаЃЌгІСІИЏЪДзїгУИќЮЊУїЯдЃЌдйНсКЯКИНгНгЭЗздЩэЕФЯдЮЂзщжЏЃЌЙВЭЌМгЫйюбКЯН№КИНгНгЭЗЕФИЏЪДЁЃ дкЛЏбЇЛЗОГжаЃЌгАЯьюбКЯН№КИНгНгЭЗИЏЪДЕФжївЊвђЫиЮЊЫсЁЂМюЁЂбЮКЭгаЛњШмМСЛЗОГЖдВФСЯЕФДЬМЄЃЌгыВФСЯВњЩњЛЏбЇЗДгІЃЛЖјЦфЫћЙЄПіЯТЃЌШчИпЮТЛЗОГЁЂВЛЭЌЕФКИНгЙЄвеКЭШШДІРэЗНЗЈЕШЖМЛсгАЯьКИНгНгЭЗЕФЮЂЙлНсЙЙзщГЩЃЌНјЖјгАЯьюбКЯН№КИНгНгЭЗЕФИЏЪДадФмЁЃ
3ЁЂНсгя
злЪіСЫюбКЯН№КИНгНгЭЗдкВЛЭЌЙЄПіЯТЕФИЏЪДЧщПіЃЌ ЗЂЯжКИНгЙ§ГЬЛсИФБфВФСЯНсЙЙЃЌ гАЯьЦфФЭИЏЪДадЁЃ ВЛЭЌКИНгММЪѕЃЌШч TIGЁЂMIGЁЂEBWЁЂLBWЁЂRSWКЭ FSWЃЌЖдНгЭЗжЪСПгаживЊгАЯьЁЃ КИЗьЧјЁЂШлКЯЧјКЭШШгАЯьЧјЕФНсЙЙБфЛЏЪЧИЏЪДЕФЙиМќвђЫиЃЌ КИЗьЧјКЭШлКЯЧјвђЮЂЙлШБЯнИќвзИЏЪДЁЃ
ЃЈ1ЃЉ КЃбѓЛЗОГЖдКИНгНгЭЗИЏЪДгаЯджјгАЯьЃЌШШгАЯьЧјФЭЪДадзюКУЃЌКИЗьЧјНЯВюЁЃюбКЯН№ЕФФЭИЏЪДадвРРЕгкЖлЛЏФЄЕФаЮГЩКЭЮШЖЈадЃЌ етдкВЛЭЌЛЗОГЯТгаВЛЭЌБэЯжЁЃ
ЃЈ2ЃЉ ЛЏЙЄЛЗОГЃЌШчЫсЁЂМюЁЂбЮКЭгаЛњШмМСЃЌвВЛсгАЯьКИНгНгЭЗЕФИЏЪДааЮЊЃЌ ФЭЪДадПЩФмвђКИНгШШЪфШыЕМжТЕФОЇСЃБфЛЏЖјИФБфЁЃ
ЃЈ3ЃЉ ЬиЪтЛЗОГЯТЕФИЏЪДааЮЊЃЌШчИпЮТЁЂЬиЪтКИНгЗНЪНвдМАШШДІРэЗНЗЈЃЌвВНЋЪЧЮДРДбаОПЕФжиЕуЁЃЩюШыбаОПюбКЯН№КИНгНгЭЗЕФИЏЪДааЮЊЃЌ ЖдЬсИпКИНгНсЙЙЕФЩшМЦЁЂжЦдьКЭгІгУОпгаживЊвтвхЁЃ
ЃЈ4ЃЉ ашвЊжИГіЕФЪЧЃЌ ФПЧАЖдгкюбКЯН№КИНгНгЭЗИЏЪДЯрЙибаОПЛЙЛЙНЯЩйЃЌФГаЉСьгђЃЈЬиБ№ЪЧгІСІИЏЪДЗРЛЄЕШСьгђЃЉЛЙДцдквЛЖЈПеАзЃЌетвВНЋЪЧЮДРДеыЖдюбКЯН№КИНгНгЭЗИЏЪДбаОПгІИУЭЛЦЦЕФЗНЯђЁЃ
ВЮПМЮФЯз:
[1] ШЮЬњУЗЃЎЙњЭтюбКЭюбКЯН№гІгУЯжзДМАЗЂеЙЖЏЯђ[J]ЃЎЯЁгаН№ЪєВФСЯгыЙЄГЬЃЌ1983ЃЌ12(4)ЃК100-101ЃЎ[2] ЫЮЕТОќЃЌХЃСњЃЌбюЪЄРћЃЎДЌВАКЃЫЎЙмТЗюбКЯН№гІгУММЪѕбаОП[J]ЃЎЯЁгаН№ЪєВФСЯгыЙЄГЬЃЌ2020ЃЌ49(3)ЃК1100-1104ЃЎ
[3] РюГЩЙІЃЎВЈвєЙЋЫОЗЩЛњюбКЯН№гІгУЧщПіПМВь[J]ЃЎКНПеВФСЯЃЌ1984(1)ЃК47-49ЃЎ
[4] Nascimento M PЃЌ Voorwald H J CЃЎConsiderations on corrosion and weld repair effects on the fatigue strength of a steel structure critical to the flight-safety [J]ЃЎInternational Journal of FatigueЃЌ2010ЃЌ32(7)ЃК1200-1209ЃЎ
[5] РюДЈЃЌСѕе§ЬЮЃЌГТДѓОќЃЌЕШЃЎКЃбѓЛЗОГИжНсЙЙКИНгНгЭЗИЏЪДгыЗРЛЄЙЄвебаОПНјеЙ[J]ЃЎзАБИЛЗОГЙЄГЬЃЌ2023ЃЌ20(7)ЃК109-116ЃЎ
[6] Chen GЃЌ Zhang QЃЌ Liu JЃЌ et alЃЎMicrostructures and mechanical properties of T92/Super304H dissimilar steel weld joints after high-temperature ageing [J]ЃЎMaterials & DesignЃЌ2013ЃЌ44ЃК469-475ЃЎ
[7] ТэбюаЅЃЌХЗХєЃЌгкЯўЛЊЃЎAu-Cu-Ni КЯН№ЕФЮіГіЧПЛЏКЭШѓЛЌЬиадбаОПНјеЙ[J]ЃЎШШМгЙЄЙЄвеЃЌ2023ЃЌ52(10)ЃК10-13ЃЎ
[8] ЛЦОХСфЃЌПзСТЃЌЭѕУєЃЌЕШЃЎюбМАюбКЯН№БЁАхЕФКИНг[J]ЃЎКИНгММЪѕЃЌ2018ЃЌ47(11)ЃК1-5ЃЎ
[9] ИпИЃбѓЃЌСЮжОЧЋЃЌРюЮФбЧЃЎюбМАюбКЯН№КИНгЗНЗЈгыбаОПЯжзД[J]ЃЎКНПежЦдьММЪѕЃЌ2012(23)ЃК86-90ЃЎ
[10] Short A BЃЎGas tungsten arc welding of α+β titanium alloysЃКa review[J]ЃЎMetal Science JournalЃЌ2009ЃЌ25(3)ЃК309-324ЃЎ
[11] Guo JЃЌ Wang JЃЌ Cheng LЃЌ et alЃЎUnravelling the mechanism of columnar-to-equiaxed transition and grain refinement in ultrasonic vibration assisted laser welding of Ti6Al4V titanium alloy[J]ЃЎUltrasonicsЃЌ2024ЃЌ141ЃК107342ЃЎ
[12] Auwal T SЃЌ Ramesh SЃЌ Yusof FЃЌ et alЃЎA review on laser beam welding of titanium alloys [J]ЃЎThe International Journal of Advanced Manufacturing TechnologyЃЌ2018ЃЌ97 (1/4)ЃК1071-1098ЃЎ
[13] Akman EЃЌ Demir AЃЌ Canel TЃЌ et alЃЎLaser welding of Ti6Al4V titanium alloys [J]ЃЎJournal of Materials Processing TechnologyЃЌ2009(8)ЃК3705-3713ЃЎ
[14] Zhao DЃЌ Wang YЃЌ Sheng SЃЌ et alЃЎReal time monitoring weld quality of small scale resistance spot welding for titanium alloy [J]ЃЎMeasurementЃЌ2013ЃЌ46(6)ЃК1957-1963ЃЎ
[15] GangwarЃЌ KapilЃЌ RamuluЃЌ et alЃЎFriction stir welding of titanium alloysЃКa review [J]ЃЎMaterials & DesignЃЌ2018 (141)ЃК230-255ЃЎ
[16] ЮЄЩњЃЌЗбЖЋЃЌЬяРзЃЌЕШЃЎюбМАюбКЯН№КИНгЙЄвеЬНЬж[J]ЃЎКИНгММЪѕЃЌ2013(4)ЃК73-75ЃЎ
[17] ЭѕЛРЧйЃЎюбМАюбКЯН№КИНгНгЭЗЕФзщжЏЁЂадФмКЭЖЯСбЬиад[J]. КИНгЃЌ2001(11)ЃК26-28ЃЎ
[18] РюФўЃЌвЖНЈСжЃЌаЯьПЃЌЕШЃЎюбМАюбКЯН№БЁБкВФСЯКИНгНгЭЗЦјПзВњЩњвђЫиЗжЮі[C]// ЩТЮїЪЁЛњаЕЙЄвЕаЛсЃЌЩТЮїЪЁЛњаЕЙЄвЕСЊКЯЛсЃЌЩТЮїЪЁЛњаЕЙЄГЬбЇЛсЃЎЕкЫФНьЪ§ПиЛњДВгыздЖЏЛЏММЪѕИпВуТлЬГТлЮФМЏЃЎЮїАВгХФЭЬиШнЦїжЦдьгаЯоЙЋЫОЃЌ2013ЃК4ЃЎ
[19] дЌЧрЫЩЃЌЭѕчцЃЌРюгРе§ЃЌЕШЃЎаТаЭюбКЯН№КИНгНсЙЙЦЃРЭСбЮЦРЉеЙЫйТЪЪЕбщбаОП[J]ЃЎНЂДЌПЦбЇММЪѕЃЌ2024ЃЌ46(5)ЃК43-47ЃЎ
[20] РюезЕЧЃЌДоеёЖЋЃЌЭѕЮЌефЃЌЕШЃЎКЫМЖ 316LN ВЛатИжКИНгНгЭЗЕФзщжЏНсЙЙБфЛЏ[J]ЃЎКИНгбЇБЈЃЌ2019ЃЌ40(8)ЃК89-95ЃЎ
[21] ЫЮгъхЗЃЌеХгюаљЃЌЭѕСеЃЌЕШЃЎTi6321 КЯН№ TIG КИНгНгЭЗзщжЏгыЖЏЬЌСІбЇадФмбаОП[J]ЃЎюбЙЄвЕНјеЙЃЌ2024ЃЌ41(2)ЃК17-23ЃЎ
[22] ЭѕбзХрЃЌЗЖСжЃЌЩлИеЧкЃЌЕШЃЎКЃЫЎЛЗОГжа Ti6321 КИНгНгЭЗЕуЪДУШ Щњ гы Щњ ГЄ ФЃ аЭ [J/OL]ЃЎ жа Йњ га ЩЋ Н№ Ъє бЇ БЈ ЃЌ1-21 [2024-05-22]ЃЎ
[23] УХе§аЫЃЌЧќШЪДКЃЌжмНмЃЌЕШЃЎTC18 юбКЯН№ЯрБфЕуЧјгђЖЏЬЌдйНсОЇФЃаЭЕФНЈСЂ[J]ЃЎЖЭбЙММЪѕЃЌ2018ЃЌ43(10)ЃК162-166ЃЎ
[24] Zhang DaleiЃЌ Liu YingshuangЃЌ Liu RanЃЌ et al. Characterization of corrosion behavior of TA2 titanium alloy welded Joints in seawater environment [J]ЃЎFrontiers in ChemistryЃЌ2022 (10)ЃК950768ЃЎ
[25] НЏюЃЃЌ АННјЧхЃЎTC4 юбКЯН№ЕчзгЪјКИНгНгЭЗдкбЮЫсжаЕФИЏЪДааЮЊбаОП[J]ЃЎИжЬњЗАюбЃЌ2019ЃЌ40(2)ЃК71-78ЃЎ
[26] Luo ShejiЃЌ Yan PaiЃЌ Liu MingЃЌ et alЃЎElectrochemical corrosion behavior of TA2 titanium alloy welded joint in Cl- containing solutions [J]ЃЎInternational Journal of Electrochemical ScienceЃЌ2021ЃЌ16(9)ЃК21096ЃЎ
[27]Lv LЃЌ Xi JЃЌ Wang WЃЌ et alЃЎDevelopment status and prospect on application of titanium alloy in ocean engineering [J].MetallЃЎEng.ЃЌ2015ЃЌ2ЃК89-92ЃЎ
[28] Pang JЃЌ Blackwood J DЃЎCorrosion of titanium alloys in high temperature near anaerobic seawater [J]ЃЎCorrosion ScienceЃЌ2016ЃЌ105ЃК17-24ЃЎ
[29] Chuvil'Deev V NЃЌ Nokhrin A VЃЌ Andreev P VЃЌ et al.Corrosion resistance of welded joints in the ultrafine-grained pseudo-α-titanium Ti-5Al-2V alloy [J]ЃЎThe Physics of Metals and MetallographyЃЌ2021ЃЌ122(8)ЃК761-767ЃЎ
[30] Jun CЃЌ Zhang QЃЎEffect of electrochemical state on corrosionwear behaviors of TC4 alloy in artificial seawater [J].Transactions of Nonferrous Metals Society of ChinaЃЌ2016ЃЌ26(4)ЃК1011-1018ЃЎ
[31] Liu RnЃЌ Liu Y SЃЌ Zhang D LЃЎMultiscale characterization of erosion of TA2 titanium alloy welded joints [J]ЃЎFrontiers in MaterialsЃЌ2022ЃЌ9 (2022)ЃК910319ЃЎ
[32] Liu H CЃЌ Bai X HЃЌ Li ZЃЌ et alЃЎElectrochemical evaluation of stress corrosion cracking susceptibility of Ti-6Al- 3Nb-2Zr-1Moalloy welded joint in simulated deep-sea environment [J]ЃЎMaterialsЃЌ2022ЃЌ15(9)ЃК3201-3209ЃЎ
[33] Gao FuyangЃЌ Sun ZhijieЃЌ Yang ShengliЃЌ et alЃЎStress corrosion characteristics of electron beam welded titanium alloys joints in NaCl solution [J]ЃЎMaterials CharacterizationЃЌ2022ЃЌ192ЃК112126ЃЎ
[34] ЗПЮРЦМЃЌаЄЬњЃЌеХгюХєЃЌЕШЃЎГЌКёАх TC4 юбКЯН№ЕчзгЪјКИНгНгЭЗгІСІИЏЪДУєИаад[J]ЃЎКИНгбЇБЈЃЌ2019ЃЌ40(12)ЃК121-128ЃЎ
[35] Zeng C YЃЌ Zhang Y PЃЌ Hu J LЃЌ et alЃЎThe role of microstructure on corrosion fatigue behavior of thick-plate Ti-6Al-4V joint via vacuum electron beam welding [J].VacuumЃЌ2020ЃЌ182ЃК109714ЃЎ
[36] НЏГЩгэЃЌЭєЭЁЃЎНЂДЌгУюбКЯН№ЕФКИНггІгУбаОП[J]ЃЎВФСЯПЊЗЂгыгІгУЃЌ1992ЃЌ7(6)ЃК5-10ЃЎ
[37] Atkinson B KЃЌ Meredith P GЃЎStress corrosion cracking of quartzЃКa note on the influence of chemical environment [J].TectonophysicsЃЌ1981ЃЌ77(1/2)ЃК1-11ЃЎ
[38] Grosgogeat BЃЌ Boinet MЃЌ Dalard FЃЌ et alЃЎElectrochemical studies of the corrosion behavior of titanium and the Ti-6Al-4V alloy using electrochemical impedance spectroscopy [J].Bio-Medical Materials and EngineeringЃЌ2004ЃЌ14(3)ЃК23-31ЃЎ
[39] РюУШЃЌГЬМЮШ№ЃЌЭєРЄЃЌЕШЃЎаЁаЭЖЏЬЌМЋЛЏИЏЪД Мр Вт ЯЕ ЭГ Щш МЦ[J]ЃЎвЧБэММЪѕгыДЋИаЦїЃЌ2023(8)ЃК69-74ЃЎ
[40] ГЕВЪИЩЃЎюбКЯН№КИЗьдкФЃФтбЬДбЛЗОГжаЕФИЏЪДааЮЊМАБэУцбєМЋбѕЛЏЙЄвебаОП[D]ЃЎББОЉЃКББОЉЛЏЙЄДѓбЇЃЌ2022ЃЎ
[41] жьЯўгюЃЌСЮжОЧЋЃЌТРвнЗЋЃЌЕШЃЎTC4 КИНгНгЭЗШШБфаЮааЮЊМАзщжЏбнБфбаОП[J]ЃЎШШМгЙЄЙЄвеЃЌ2024ЃЌ53(5)ЃК129-135ЃЎ
[42] Mou Y SЃЌ Lian Z HЃЌ Li WЃЌ et alЃЎThe effect of friction welding on the mechanical properties and corrosion fatigue resistance of titanium alloy drill pipe [J]ЃЎFatigue Fracture of Engineering Materials StructuresЃЌ2021ЃЌ45(2)ЃК466-481ЃЎ
[43] Wang C MЃЌ Guo Q LЃЌ Shao M HЃЌ et alЃЎMicrostructure and corrosion behavior of linear friction welded TA15 and TC17 dissimilar joint [J]ЃЎMaterials CharacterizationЃЌ2022ЃЌ187ЃК111871ЃЎ
[44] Zavanelli R AЃЌ Guilherme A SЃЌ Pessanha-Henriques G EЃЌ et alЃЎCorrosion-fatigue of laser-repaired commercially pure titanium and Ti-6Al-4V alloy under different test environments [J]ЃЎJournal of Oral RehabilitationЃЌ2004ЃЌ31(10)ЃК29-34ЃЎ
[45] Emre E HЃЎThe corrosion behaviour of as-welded and post-weld heat treated Ti6Al4V alloy in simulated body fluid [J]ЃЎMaterials LettersЃЌ2019ЃЌ166ЃК254162ЃЎ
[46] Heidarbeigy MЃЌ Karimzadeh FЃЌ Saatchi AЃЎCorrosion and galvanic coupling of heat treated Ti-6Al-4V alloy weldment [J]ЃЎMaterials LettersЃЌ2007ЃЌ62(10)ЃК1575-1578ЃЎ
[47] Sawant S SЃЌ Venkat KЃЌ Wagh A BЃЎCorrosion of metals and alloys in the coastal and deep waters of the Arabian Sea and the Bay of Bengal[J]ЃЎIndian Journal of TechnologyЃЌ1993ЃЌ31(12)ЃК862-866ЃЎ
[48] ТГееСсЃЌЙљаЫХюЃЎВЛЭЌ pH жЕЕФ CO2 БЅКЭбЮЫЎШмвКжаЪЎЖўАЗдкN80 ИжБэУцЛКЪДЮќИНааЮЊГѕЬН[C]// ЕкЪЎЫФНьШЋЙњЛКЪДМСбЇЪѕЬжТлЛсТлЮФМЏЃЎ2006ЃЎ
[49] Townsend J H EЃЎHydrogen sulfide stress corrosion cracking of high strength steel wire[J]ЃЎCorrosionЃЌ1972ЃЌ28(2)ЃК39-46ЃЎ
tagБъЧЉ:юбКЯН№КИНг