



ЗЂВМШеЦкЃК2025-1-5 17:18:41
юбКЯН№ОпгаУмЖШЕЭЁЂБШЧПЖШИпЁЂЩњЮяЯрШнадКУЁЂФЭЪДадКУЕШгХвьадФмЃЌБЛгўЮЊ“ЮДРДИжЬњ”ЃЌЪЧОпгаОоДѓЗЂеЙЧБФмЕФНсЙЙВФСЯЃЌдкКНПеКНЬьЁЂЪЏгЭЛЏЙЄЁЂвНбЇЁЂУёгУСьгђгазХЙуРЋЕФгІгУЧАОА[1]ЁЃШЋЧђЖјбдЃЌЮвЙњюбзЪдДДЂСПЗсИЛЃЌОгЪРНчЪзЮЛ[1ЃЌ2]ЁЃШЛЖјЃЌюбШдБЛЙщРрЮЊ“ЯЁгаН№Ъє”ЃЌЦфжївЊдвђЪЧюбЕФШлСЖММЪѕИДдгЃЌМгЙЄФбЖШДѓЃЌжЦдьГЩБООгИпВЛЯТЁЃФПЧАЃЌюбКЯН№ЕФжЦБИММЪѕжївЊгаШлж§ЗЈМАЗлФЉвБН№ЗЈЁЃж§дьюбКЯН№ЕФбаОППЊЗЂвбНЯГЩЪьЧвШЁЕУНЯДѓгІгУЃЌЕЋШлСЖЩшБИШдНЯАКЙѓЃЌдВФСЯРћгУТЪЭЈГЃжЛФмДяЕН25%~50%[3ЃЌ4]ЁЃвђДЫЃЌЪЙгУШлж§ЗЈжЦБИюбКЯН№ГЩБОШдЦЋИпЃЌФбвдТњзуИїУёгУСьгђЖдюбКЯН№ЕЭГЩБОЕФвЊЧѓ[5]ЁЃУРЙњдчвбЪЕЯжСЫЗлФЉвБН№юбКЯН№ЕФВњвЕЛЏгІгУЃЌЖјЮвЙњЗлФЉвБН№юбВњвЕШдДІгкЦ№ВННзЖЮЁЃвђДЫЃЌПЊЗЂЕЭГЩБОЁЂНќОЛГЩаЮЕФЗлФЉвБН№ММЪѕвбГЩЮЊЮвЙњюбаавЕЗЂеЙЕФБиШЛЧїЪЦЁЃФ§НКзЂФЃГЩаЮММЪѕЃЈGelcasitngЃЉ——ЪЧ20ЪРМЭ90ФъДњГѕУРЙњЯ№ЪїСыЙњМвЪЕбщЪвбаОПШЫдБЮЊНтОіДѓГпДчЁЂИДдгаЮзДЬеДЩСуВПМўЕФНќОЛГЩаЮЮЪЬтЖјЗЂУїЕФШЋаТЕФЪЊЗЈГЩаЮММЪѕ[5-6]ЁЃгыДЋЭГЪЊЗЈГЩаЮЙЄвеЯрБШЃЌФ§НКзЂФЃГЩаЮММЪѕЩшБИМђЕЅЃЌСїГЬЖЬЃЌЮоашзпДпЛЏЭбжЌЙЄвеЃЌХїЬхЧПЖШИпЃЌУмЖШОљдШЃЌВЛвзБфаЮЃЌдкЬеДЩСьгђвбгаВЛЩйГЩЙІгІгУЃЌШчЮРаЧЁЂЕМЕЏЪЏгЂЬьЯпежЕШЕФжЦБИ[8]ЁЃУРЙњЛєФсЮЄЖћЙЋЫОРћгУИУММЪѕГЩЙІжЦБИГіШМЦјТжЛњгУЮаТжРрЬеДЩСуМўЁЃНќФъРДЃЌЫцзХФ§НКзЂФЃГЩаЮММЪѕЕФЗЂеЙМАГЩЪьЃЌЦфгІгУСьгђж№НЅДгЬеДЩЯђН№ЪєЗНЯђЗЂеЙ[17]ЁЃЙњЭтбаОПШЫдБДгжкЖрН№ЪєжаЩИбЁГіЪЪКЯФ§НКзЂФЃГЩаЮЗНЗЈЕФН№ЪєЗлФЉЃЌШчВЛатИжЁЂТСКЯН№ЁЂюбКЯН№ЁЂФЭШШН№ЪєКЭЭКЯН№ЕШ[15]ЁЃШЛЖјЃЌюбЕФФ§НКзЂФЃГЩаЮбаОПжївЊМЏжадкЖрПзюбЕФжЦБИЁЃKendraAEЕШ[15]вдЧтЛЏюбЗлФЉЃЈЦНОљСЃЖШ2μmЃЉЮЊдСЯЃЌРћгУPMMAPnBA-PMMAЕФШШПЩФцФ§НКЬиаджЦБИГіЖрПзюбЃЌбаОПСЫЧтЛЏюбЗлФЉЕФЙЬЯрКЌСПЖдНЌСЯСїБфадФмЕФгАЯьЃЌдьПзМСКЌСПЖдПзЯЖТЪМАСІбЇадФмЕФгАЯьЃЌзюжежЦБИГіПзЯЖТЪДя44%ЕФЖрПзюббљЦЗЁЃдкюбКЯН№жТУмНсЙЙМўжЦБИЗНУцЃЌЙњФкЭтЩаЮДГіЯжГЩЙІЕФФ§НКзЂФЃММЪѕгІгУАИР§ЁЃФ§НКзЂФЃММЪѕжЦБИюбКЯН№ЕФЙиМќдкгкдСЯГЩБОКЭМфЯЖдЊЫиКЌСПЕФПижЦЁЃюбН№ЪєаджЪБШНЯЛюЦУЃЌвзбѕЛЏЃЌГЩаЮЁЂЩеНсЙ§ГЬжаШнвзгыФ§НКЬхЯЕЗДгІЕМжТбѕЁЂЬМЕШдгжЪдЊЫидіМгЁЃдСЯЗНУцЃЌЧтЛЏЭбЧтЃЈHDHЃЉюбЗлГЩБОНЯЕЭЃЌБЃаЮадКУЃЌЕЋСїЖЏадВюЃЌЭбжЌЩеНсЙ§ГЬжаШнвздібѕдіЬМЃЌЖјЧђаЮюбЗлСїЖЏадКУЃЌбѕКЌСПЕЭЃЌЕЋМлИёНЯИпЁЃЛљгкЩЯЪіБГОАЃЌзїепЭХЖгЖдюбКЯН№ЕФФ§НКзЂФЃГЩаЮНјааСЫДѓСПбаОПЃЌПЊЗЂГіеыЖдюбКЯН№ЕФЕЭбѕФ§НКЬхЯЕЃЌжЦБИГіЕЭГЩБОЕФФ§НКзЂФЃГЩаЮжЦЦЗЁЃБОЮФЮЊЗЂеЙФ§НКзЂФЃММЪѕЙЄвЕЛЏжЦБИЕЭГЩБОЁЂИпадФмЁЂДѓГпДчИДдгаЮзДюбКЯН№ВПМўЕьЖЈЛљДЁЃЌЖдЗЂеЙИпадМлБШЁЂИпадФмЕФюбВПМўМАюбМАюбКЯН№дкЛЏЙЄЁЂФмдДЁЂКНПеКНЬьСьгђЕФЙуЗКгІгУОпгаживЊЕФДйНјзїгУЁЃ
1ЁЂЪЕбщ
1.1ЪЕбщдСЯ
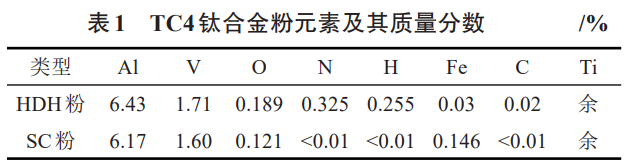
ЗлФЉдСЯВЩгУЧтЛЏЭбЧтЃЈHDHЃЉTC4ЗлФЉКЭЧђаЮЃЈSCЃЉTC4ЗлФЉЃЌЗлФЉдЊЫиМАКЌСПМћБэ1ЃЌСНжжЗлФЉаЮУВМАСЃОЖЗжВММћЭМ1ЁЃФ§НКЬхЯЕжагаЛњЕЅЬхЮЊМзЛљБћЯЉЫсєЧввѕЅЃЈHEMAЃЌЗжЮіДПЃЌДПЖШДѓгкЕШгк98.5%ЃЉЃЌНЛСЊМСЮЊN,N-ЖўМзЛљБћЯЉѕЃАЗЃЈMBAMЗжЮіДПЃЌДПЖШДѓгкЕШгк98.5%ЃЉЃЌШмМСЮЊЖўМзБНЃЈC8H10ЗжЮіДПЃЌДПЖШДѓгкЕШгк99.5%ЃЉЃЌв§ЗЂМСЮЊЙ§бѕЛЏБНМзѕЃЃЈЃЈC6H5COЃЉ2O2ЃЌМђГЦBPOЃЌЗжЮіДПЃЌДПЖШДѓгкЕШгк98.0%ЃЉЁЃгЭЫсКЭвьаСДМЗжБ№зїЮЊЗжЩЂМСКЭЯћХнМСЁЃ

1.2ЪЕбщЙ§ГЬ
ЪзЯШНЋHEMAЕЅЬхКЭНЛСЊМСMBAMМгШыЖўМзБНжажЦБИдЄЛьвКЁЃШЛКѓАДеевЛЖЈБШР§МгШыСНжжюбКЯН№ЗлФЉжЦБИГЩTC4юбСЯНЌЃЌЭЌЪБМгШыЪЪСПгЭЫсКЭвьаСДМЃЌЪЙгУецПеЭбХнНСАшЛњНСАш40minЁЃдйМгШыBPOНСдШКѓбИЫйЕЙШы40mm×40mm×80mmЕФГЄЗНЬхЙшНКФЃОпжаЁЃзЂФЃЙ§ГЬдкеёЖЏЬЈЩЯВйзїЃЌвдНЋСЯНЌжаЕФЦјХнеёГіМѕЩйШБЯнЁЃЭбФЃКѓНјааИЩдяЃЌД§ХїЬхЭъШЋИЩдяКѓдкЭбжЌЩеНсецПеТЏжаНјааИКбЙЭбжЌЃЌЩ§ЮТЫйТЪЮЊ2Ёц/minЃЌЦјЬхСїЫйЮЊ60mL/minЃЌдк450ЁцБЃЮТ60minЁЃШЛКѓгкецПеЭбжЌЩеНсТЏжадк1200Ёц~1350ЁцБЃЮТ3hЃЌЕУЕНЩеНсХїЃЌзюКѓЧаШЁЙцЖЈГпДчЕФРЩьЪдбљМАН№ЯрбљЦЗНјааМьВтЁЃ
1.3МьВтгыЗжЮі
дЪМЗлФЉЕФСЃОЖЗжВМВЩгУМЄЙтСЃЖШЗжЮівЧЃЈLS-POPЃЉВтСПЁЃюбЗлФЉаќИЁНЌСЯЕФеГЖШЪЙгУNDJ79а§зЊЪНеГЖШМЦВтСПЁЃВЩгУDiscoveryTA25аЭШШЗжЮівЧЖдХїЬхжагаЛњЮяШШЗжНтЧщПіНјааВтЪдЃЌВтЪдЮТЖШЮЊЪвЮТ±600ЁцЃЌВтЪдЦјЗеЮЊыВЦјЃЌвд10Ёц/minЕФЩ§ЮТЫйТЪМгШШХїЬхЃЌВтСПХїЬхжЪСПЕФБфЛЏЁЃЩеНсКѓЕФХїЬхУмЖШВЩгУАЂЛљУзЕТХХЫЎЗЈВтЖЈЁЃЛЏбЇГЩЗжЗжЮіжївЊВтЖЈЬМЁЂбѕЁЂЕЊКЌСПЁЃбѕКЭЕЊКЌСПЪЙгУбѕЕЊЧтЗжЮівЧЃЈEltra-ONH2000ЃЉЁЃЬМКЌСПЪЧЭЈЙ§ИпЦЕШМЩеКЭКьЭтЮќЪеЗЈЪЙгУЬМСђЗжЮіЩшБИЃЈEMIA-820VHORIBAЃЉНјааВтЪдЁЃРћгУXЩфЯпЙтЕчзгФмЦзЃЈXPS,ThermoEscaLab250XIЃЉВтСПСЫБэУцЛЏбЇГЩЗжЁЃОВЬЌСІбЇРЩьЪдбщИљОнASTM-E08дкWDW-200DЮЂЛњПижЦЕчзгЪНЭђФмВФСЯЪдбщЛњЩЯНјааЁЃ
2ЁЂНсЙћгыЬжТл
2.1СЯНЌСїБфадФмЗжЮі
гЩгкЧтЛЏЭбЧтюбЗлМлИёНіЮЊЧђаЮЗлЕФ1/3зѓгвЃЌЮЊНЕЕЭдВФСЯЗлФЉГЩБОЃЌБОЮФдкЧђаЮЗлжаМгШывЛЖЈБШР§ЕФЧтЛЏЭбЧтЗлФЉЃЌвдЪЕЯжЕЭГЩБОЕФФПБъЁЃБОНкжївЊбаОПСЫСНжжЗлФЉХфБШЁЂЙЬЯрКЌСПЁЂеГНсМСвдМАЗжЩЂМСХЈЖШЖдНЌСЯСїБфадФмЕФгАЯьЁЃ
2.1.1ЗлФЉХфБШгыЙЬЯрКЌСПЖдНЌСЯСїБфадФмЕФгАЯь
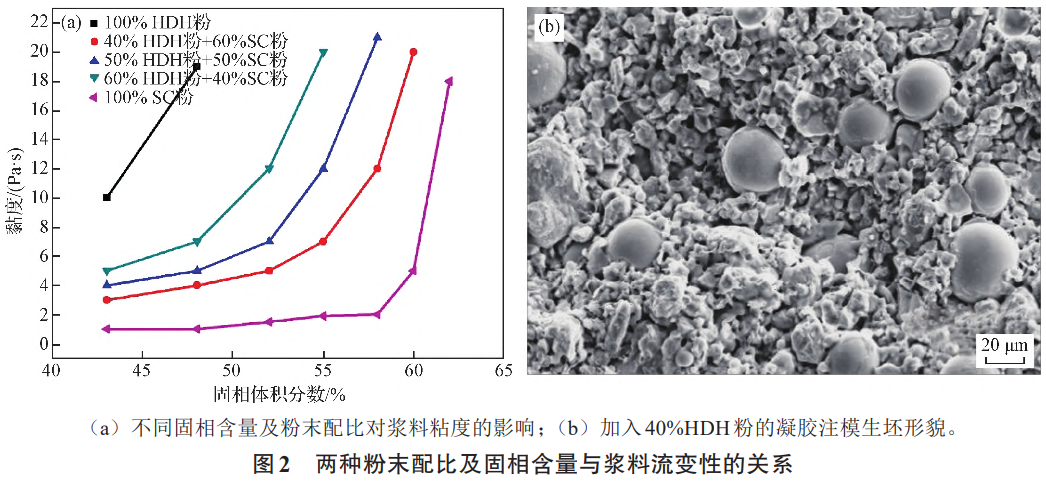
ЖдФ§НКзЂФЃСЯНЌРДЫЕЃЌЧђаЮЗлФЉСїЖЏадКУЃЌВЛвзбѕЛЏЃЌЖјЧтЛЏЭбЧтЗлБЃаЮадКУЃЌЕЋСїЖЏадВюЃЌБШБэУцЛ§ДѓЃЌЩеНсЪБвзгыдгжЪдЊЫиЗДгІЕМжТадФмБфВюЃЌЕЋДгГЩБОЩЯПМТЧЃЌдкСЯНЌжаЬэМг40%ЃЈжЪСПЗжЪ§ЃЉвдЩЯЕФЧтЛЏЭбЧтЗлЃЌзмдСЯГЩБОПЩНЕЕЭ30%вдЩЯЃЌгаРћгкЪЕЯжЕЭГЩБОЕФФПБъЁЃСэвЛЗНУцЃЌдкеГНсМСвЛЖЈЕФЧщПіЯТЃЌЙЬЯрКЌСПдНИпЃЌЩеНсЪеЫѕЯЕЪ§дНаЁЃЌВњЦЗГпДчдНЮШЖЈЃЌЕЋЙ§ИпЕФЙЬЯрКЌСПЛсЪЙНЌСЯСїЖЏадБфВюЖјгАЯьГЩаЮЁЃвђДЫЃЌдкБЃжЄеГНсМСКЭгЭЫсХЈЖШВЛБфЕФЧщПіЯТЃЌЖдВЛЭЌЗлФЉХфБШМАЙЬЯрКЌСПЕФНЌСЯеГЖШНјааВтЪдЃЌНсЙћШчЭМ2ЫљЪОЁЃЕБЙЬЯрКЌСПЯрЭЌЪБЃЌЧђаЮЗлФЉеМБШдНИпЃЌСЯНЌЕФСїЖЏаддНКУЁЃзлКЯПМТЧГЩБОКЭСЯНЌадФмЃЌЕБСЯНЌжаМгШы50%ЃЈжЪСПЗжЪ§ЃЉHDHЗлЪБЃЌЙЬЯрКЌСПЮЊ55%ЃЈЬхЛ§ЗжЪ§ЃЉЪБЃЌМШФмБЃжЄНЌСЯвЛЖЈЕФСїЖЏадЃЌЭЌЪБЛЙгаНЯЕЭЕФЪеЫѕЯЕЪ§ЁЃ
2.1.2еГНсМСХЈЖШЖдНЌСЯСїБфадФмЕФгАЯь
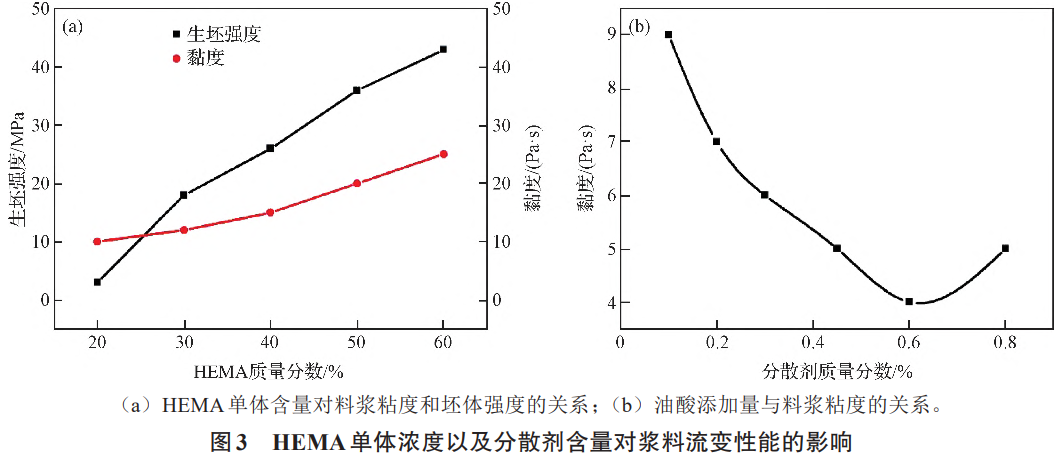
еГНсМСЕФХЈЖШЖдНЌСЯСїЖЏадКЭЩњХїЧПЖШгаживЊЕФгАЯьЁЃеГНсМСХЈЖШЙ§ЕЭЃЌЩњХїЧПЖШВЛзуЃЌВњЦЗФбвдБЃГжаЮзДЃЌеГНсМСХЈЖШЙ§ИпЃЌНЌСЯСїЖЏадВюЃЌЭбжЌЪБМфГЄЃЌВаСєдгжЪЖрЃЌвђДЫЃЌашвЊдкБЃжЄНЌСЯСїЖЏадКЭЩњХїЧПЖШЕФЧщПіЯТОЁСПНЕЕЭеГНсМСЕФХЈЖШЁЃЭМЃЈ3aЃЉЮЊМгШы50%HDHTC4ЗлЃЌЙЬЯрКЌСП55%ЪБНЌСЯХЈЖШЫцHEMAЕЅЬхХЈЖШЕФБфЛЏЧњЯпЁЃгЩЭМПЩжЊЃЌНЌСЯеГЖШЕФЩ§ИпЫйТЪЫцЕЅЬхХЈЖШЕФдіМгЖјж№НЅНЕЕЭЃЌетЪЧгЩгкHEMAЕЅЬхОпгавЛЖЈЕФаќИЁЗжЩЂзїгУЃЌХЈЖШдіМгЪБПЩдквЛЖЈГЬЖШЩЯЬсИпНЌСЯЕФСїЖЏадЁЃЕБЕЅЬхХЈЖШЮЊ30%ЃЈжЪСПЗжЪ§ЃЉЪБЃЌНЌСЯСїЖЏадНЯКУЃЌЭЌЪББЃжЄЩњХїОпгазуЙЛЕФЧПЖШЁЃ
2.1.3ЗжЩЂМСКЌСПЖдНЌСЯСїБфадФмЕФгАЯь
ЗжЩЂМСЕФЬэМгФмгааЇЗжЩЂНЌСЯжаЕФЗлФЉПХСЃЃЌЭЌЪБЛЙФмЗРжЙПХСЃЕФГСНЕКЭЭХОлЁЃвдгЭЫсзїЮЊЗжЩЂМСЃЌбаОПСЫЦфЬэМгСПЖдНЌСЯСїЖЏадФмЕФгАЯьЃЌНсЙћШчЭМ3ЃЈbЃЉЫљЪОЁЃЕБЙЬЯрКЌСП55%ЃЌеГНсМСКЌСП30%ЪБЃЌНЌСЯеГЖШЫцгЭЫсЕФЬэМгСПдіМгГЪЯжЯШНЕЕЭКѓЩ§ИпЕФЧїЪЦЃЌЕБгЭЫсКЌСПЮЊ0.60%ЪБЃЌНЌСЯеГЖШДяЕНзюЕЭжЕЁЃвдЩЯбаОПНсЙћБэУїЃЌЬэМг50%HDHЗл+50%SCЗлЃЌЗжЩЂМСгЭЫсзюМбЬэМгСПЮЊ0.60%ЁЂHEMAЕЅЬхХЈЖШ30%ЁЂНЌСЯЙЬЯрКЌСПЮЊ55%ЃЌБЃжЄНЌСЯНЯКУЕФСїЖЏадКЭНЯЕЭЕФЪеЫѕТЪЃЌЮЊЩеНсГіГпДчЮШЖЈЕФИпжЪСПбљЦЗЬсЙЉБЃеЯЃЌЭЌЪБОпБИСМКУЕФГЩБОаЇвцЁЃ
2.2ЩеНсааЮЊЗжЮі
Ф§НКзЂФЃММЪѕЕФЭбжЌКЭЩеНсвЛДЮНјааЃЌЮоашНјааЖюЭтЕФЭбжЌЙЄађЃЈШчзЂЩфГЩаЮДпЛЏЭбжЌЁЂШмМСЭбжЌЃЉЁЃФ§НКзЂФЃГЩаЮХїЬхжаЃЌШмМСЭъШЋЛгЗЂКѓСєЯТЕФПзЯЖЮЊеГНсМСЕФХХГіЬсЙЉСЫГЉЭЈЕФЭЈЕРЃЌвђДЫгаРћгкЭъШЋШЅГ§еГНсМСЃЌЪЪКЯДѓГпДчВПМўЕФжЦБИЁЃЕБЧАбаОПЖдHEMAФ§НКЬхЯЕЕФШШСІбЇааЮЊНјааСЫЗжЮіЃЌЕЋЪЧВЛЭЌВФСЯЁЂЕЅЬхХЈЖШЕШвђЫиЖдHEMAНЛСЊгАЯьИївьЃЌЪЙЕУФ§НКЗжНтЮТЖШТдгаВЛЭЌЁЃ
2.2.1ХїЬхШШЭбжЌ
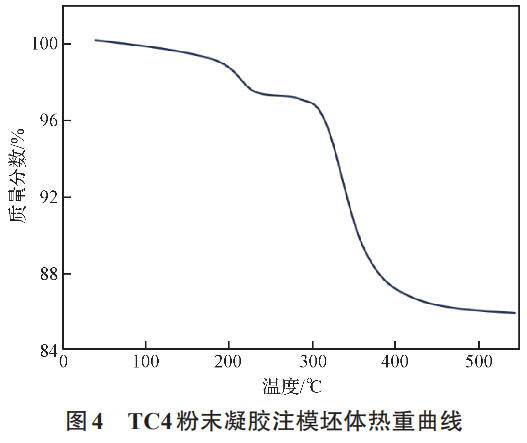
дкЩњХїЭбжЌЙ§ГЬжаЃЌюбКЯН№ЗлФЉШнвзБЛбѕЛЏЃЌаыдкецПеЛђепЖшадЦјЗежаНјааЁЃЮЊжЦЖЈЪЪКЯЕФШШЭбжЌЩ§ЮТжЦЖШЃЌСЫНтеГНсМСдкИїИіЮТЖШЯТЕФЗжНтЧщПіЃЌМѕЩйеГНсМСвдгЮРыЬМЕФаЮЪНВаСєдкЭбжЌХїЃЌЖдХїЬхНјааСЫШШжиЗжЮіЁЃЭМ4ЮЊФ§НКХїЬхШШжиЧњЯпЃЌЕквЛНзЖЮЮЊНсКЯЫЎЕФШЅГ§ЁЂЕїНкМСКЭДѓЗжзгСДЕФСбНтЁЃДЫНзЖЮЗЂЩњдк230~350ЁцжЎМфЃЌюбЗлгадМ2.2%ЕФЪЇжиЁЃЕкЖўНзЖЮдк350~450ЁцЃЌДЫНзЖЮЪЇжиЫйЖШзюПьЁЃ350~400ЁцЪЇжиЧњЯпзюЖИЃЌЖдгІОлКЯЮяЭјТчЕФДѓЙцФЃЗжНтЃЌ400~450ЁцЪЇжиЫйТЪж№НЅЯТНЕЃЌдк350~450ЁцЪБЪЇжидМ10.3%ЁЃЕкШ§НзЖЮЮЊ450ЁцжЎКѓЃЌШдгаНЯЩйСПЕФЪЇжиЃЌетЪЧвђЮЊдкШШжиВтЪдЙ§ГЬжаЩ§ЮТЫйТЪНЯПьЃЌЗжНтВаСєЮяВЛФмХХГ§ЁЃИљОнЩЯЪіШШЗжЮіНсЙћЃЌФ§НКзЂФЃюбдкЭбжЌЩеНсЙ§ГЬжаЃЌгІдкНЯаЁЕФЩ§ЮТЫйТЪЯТЃЌдк300~450ЁцжЎМфЛКТ§МгШШЃЌБмУтгаЛњЮяЗжНтЙ§ПьЕМжТХїЬхПЊСбЁЃ
2.2.2ХїЬхЩеНс
ЃЈ1ЃЉЯдЮЂзщжЏЗжЮі
ЭМ5ЮЊВЛЭЌЩеНсЮТЖШЯТЩеНсЬЌбљЦЗЕФЮЂЙлзщжЏЁЃЕБЩеНсЮТЖШЮЊ1200ЁцЪБЃЌдкзщжЏжаДцдкНЯЖрПзЯЖЃЌВЂЧвПзЯЖГЪВЛЙцдђаЮзДЧвСЌајЃЌЩеНсУмЖШНіга94.3%ЁЃЕБЩеНсЮТЖШЬсИпжС1300ЁцЪБЃЌзщжЏжаЕФПзЯЖЪ§СПУїЯдМѕЩйЃЌЧваЮзДОљЮЊЯИаЁЕФдВаЮЗтБеПзЖДЃЌЩеНсУмЖШДяЕН99.5%ЁЃ
вђДЫЃЌВЩгУФ§НКзЂФЃММЪѕжЦБИюбКЯН№ЪБЃЌашвЊдк1300ЁцЩеНсВХФмЛљБОДяЕНШЋжТУмЃЌБШзЂЩфГЩаЮММЪѕЕФЩеНсЮТЖШЃЈ1200ЁцЃЉИпЁЃЮЊНјвЛВНевГіЩеНсЮТЖШВювьдвђЃЌЖдХїЬхНјааСЫГЩЗжЗжЮіЁЃНсЙћШчБэ2ЫљЪОЃЌВЩгУФ§НКзЂФЃЗНЗЈдкВЛЭЌЮТЖШЯТЩеНсКѓЃЌбѕКЌСПдМ0.3%ЃЌЬМКЌСПдМ0.23%ЃЈжЪСПЗжЪ§ЃЉЃЌЯрБШзЂЩфГЩаЮЃЌЬМЁЂбѕКЌСПОљЦЋИпЁЃ
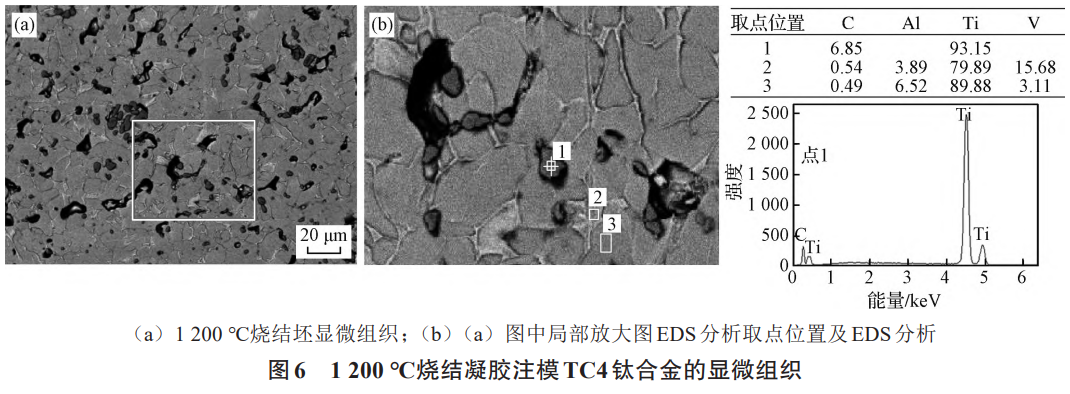
бѕдЊЫиЪЧгАЯьюбКЯН№ЗлФЉЩеНсжТУмЕФживЊвђЫиЁЃЖјФ§НКзЂФЃЩеНсХїжаЕФбѕКЌСПвЛВПЗжРДдДгкюбКЯН№ЗлФЉдСЯЃЌСэвЛВПЗждђРДдДгкHEMAШШЗжНтЙ§ГЬжаюбЗлгыаЁЗжзгЬМбѕЧтгаЛњЮяЕФЛЏбЇЗДгІЁЃГЃЮТЯТЃЌюбЗлФЉБэУцгавЛВужТУмЕФбѕЛЏФЄЃЌЕЋдкИпЮТЯТЃЌбѕдкюбжаЕФЙЬШмЖШКмИпЁЃЕБЩ§ЮТжС550~700ЁцЪБЃЌюбЗлФЉБэУцбѕЛЏФЄМАЭбжЌЙ§ГЬжаЫљЮќИНЬМбѕаЁЗжзгж№НЅШмНтВЂЯђЛљЬхРЉЩЂЃЌюбЕФжТУмЛЏЙ§ГЬПЊЪМЁЃгЩгкЬэМгСЫвЛВПЗжHDHЗлЃЌЦфаЮзДВЛЙцдђЃЌСЃЖШЯИаЁЃЌБШБэУцЛ§ДѓЃЌЛюадИќИпЃЌдкЯрЭЌЮТЖШЯТБШЧђаЮЗлИќШнвзЮќИНЭбжЌЗжНтЕФаЁЗжзгЬМбѕЛЏКЯЮяЃЌЕМжТдібѕдіЬМЁЃСэвЛЗНУцЃЌгызЂЩфГЩаЮЫљЪЙгУЕФеГНсМСВЛЭЌЃЌHEMAашвЊИќИпЕФЗжНтЮТЖШКЭИќГЄЕФЗжНтЪБМфЃЌвВДйНјСЫюбЗлФЉдкЭбжЌЙ§ГЬжагыдгжЪдЊЫиЕФЗДгІЃЌЕМжТбѕКЌСПЕФЩ§ИпЃЌзшАСЫЩеНсжТУмЛЏЁЃСэЭтЃЌЭЈЙ§ЙлВьбљЦЗЕФЯдЮЂзщжЏЗЂЯжЃЌдкВЛЭЌЩеНсЮТЖШбљЦЗЕФПзЖДКЭОЇНчДІОљЗЂЯжЖрДІЩюЛвЩЋПХСЃЮяЃЌШчЭМ6ЃЈaЃЉжаЕФКьЩЋБъМЧЫљЪОЁЃНЋбљЦЗОжВПЗХДѓКѓЖдВЛЭЌЮЛжУНјааГЩЗжЗжЮіЃЌШчЭМ6ЃЈbЃЉЫљЪОЃЌШЁ1ЃЌ2ЃЌ3Ш§ЕуЃЌЕу1ШЁбљЕуЮЊКкЩЋПзЖДФкЕФЩюЛвЩЋПХСЃЃЌЕу2ШЁбљЕуЮЊОЇМфЧГЩЋзщжЏЃЌЕу3ШЁбљЕуЮЊОЇФкЛвЩЋзщжЏЃЌEDSГЩЗжШчЭМ6ЃЈbЃЉБэИёКЭФмЦзЭМЫљЪОЁЃЕу2КЭЕу3ГЩЗжЗжБ№гыβКЭαЬЌзщжЏЯрЗћЃЌПЩШЗЖЈОЇМфЧГЩЋзщжЏЮЊβЯрЃЌОЇФкЮЊαЯрЁЃЕу1ЬМКЌСПдМ6.94%ЃЌгрСПЮЊюбЃЌЫЕУїЩюЛвЩЋПХСЃЪЧЬМЛЏюбЁЃОЗжЮіЃЌФ§НКЭјТчжаЕФИпЗжзгОлКЯЮядкШШЗжНтЙ§ГЬжаЗЂЩњШчЕЭЗжзгСПВњЮяЕФШШЗжНтЁЂДѓЗжзгЕФМќСбНтЁЂжизщЗДгІКЭЛгЗЂЕШвЛЯЕСаЗДгІЃЌдкгаЛњЮяЗжНтКЭХХГіХїЬхЙ§ГЬжаЃЌЗжНтЕФаЁЗжзгЬМбѕЧтгаЛњЮядкЗлФЉПХСЃМфЕФПеЧЛФкаЮГЩЬМбѕХЈЖШНЯИпЕФЦјЗеЁЃЕБЮТЖШЩ§ИпЪБЃЌбѕЬМКЭюбЗлЗЂЩњдЮЛЗДгІЃКбѕдЊЫиЙЬШмдкюбЛљЬхжаЃЌЖјгЩгкЬМдЊЫидкюбжаЙЬШмЖШНЯЕЭЃЌдђдкОЇНчДІКЭОЇСЃФкВПаЮГЩСЫTiCПХСЃЁЃ
ЃЈ2ЃЉСІбЇадФмЗжЮі
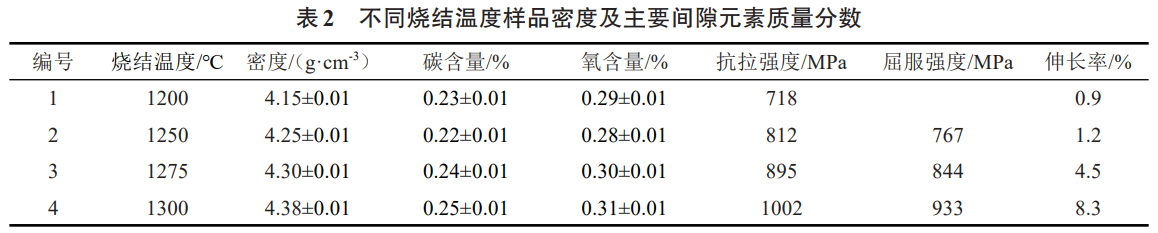
ХїЬхдк1200~1300ЁцЯТецПеЩеНсКѓЕФСІбЇадФмКЭУмЖШдкБэ2жаСаГіЁЃНсЙћЯдЪОЃЌдк1200~1300ЁцЮТЖШЗЖЮЇФкЃЌбљЦЗЕФжТУмЖШЫцЮТЖШЕФЩ§ИпЖјЩ§ИпЃЌ1300ЁцЪБЛљБОДяЕНШЋжТУмЁЃдк1200ЁцЩеНсЪБЃЌЩеНсУмЖШНіга4.15g/cm3ЃЌЯрЖдУмЖШ94.3%ЃЌЕМжТЧќЗўЧПЖШНіЮЊ718MPaЃЌЛљБОЮоЩьГЄТЪЁЃЩеНсЮТЖШМЬајЩ§ИпжС1275ЁцЪБЃЌУмЖШЩ§ИпжС4.30g/cm3ЃЌЧПЖШКЭЫмадУїЯдЬсИпЁЃ1300ЁцЩеНсЕФбљЦЗЩеНсУмЖШДяЕН4.38g/cm3ЃЌЯрЖдУмЖШДяЕН99.5%вдЩЯЃЌЛљБОДяЕНШЋжТУмЃЌПЙРЧПЖШЮЊ1002MPaЃЌЧќЗўЧПЖШЮЊ933MPaЃЌЩьГЄТЪЮЊ8.3%ЁЃ
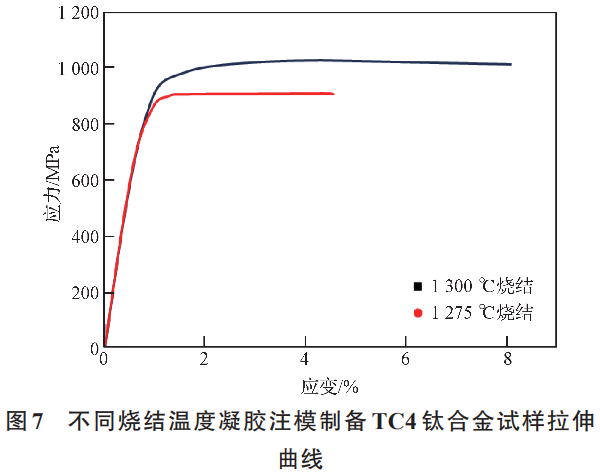
1275ЁцЩеНсЪБЯрЖдУмЖШ97.5%ЃЌФкВПШдВаСєдМ2.5%ЕФПзЯЖЪЙВФСЯЧПЖШЁЂШЭадЯТНЕЃЌЪЧЩьГЄТЪЦЋЕЭЕФжївЊдвђЁЃЕБЬсИпЩеНсЮТЖШжС1300ЁцЃЌПЙРЧПЖШКЭЩьГЄТЪЖМДѓЗљЖШЩЯЩ§ЁЃЭЈГЃРДЫЕЃЌTC4юбКЯН№ЕФПЙРЧПЖШвЛАудк895~965MPaжЎМфЃЌОЙ§ЙЬШмДІРэКЭЪБаЇДІРэЃЌПЙРЧПЖШПЩвдЬсИпЕН1100MPaЛђИќИпЁЃдк1300ЁцЩеНсКѓЃЌПЙРЧПЖШЮЊ1002MPaЁЃетгЩгкНЯИпЮТЖШЯТЩеНсЕФЯрЖдУмЖШНЯИпЃЌЧПЖШКЭЫмадЖМЫцжТУмЖШЕФЩ§ИпЖјЩ§ИпЁЃШЛЖјЃЌЯрБШЮДОЧПЛЏДІРэЕФбљЦЗЃЌПЙРЧПЖШШдУїЯдЦЋИпЃЌГ§СЫжТУмЖШЩЯЩ§ДјРДзлКЯадФмЕФЬсИпЃЌЛЙЙщвђгкбѕЁЂЬМдЊЫиЕФЙЬШмЧПЛЏЃЌвдМАTiCПХСЃЕФЕкЖўЯрЧПЛЏЁЃ
ЃЈ3ЃЉЖЯПкаЮУВЗжЮі
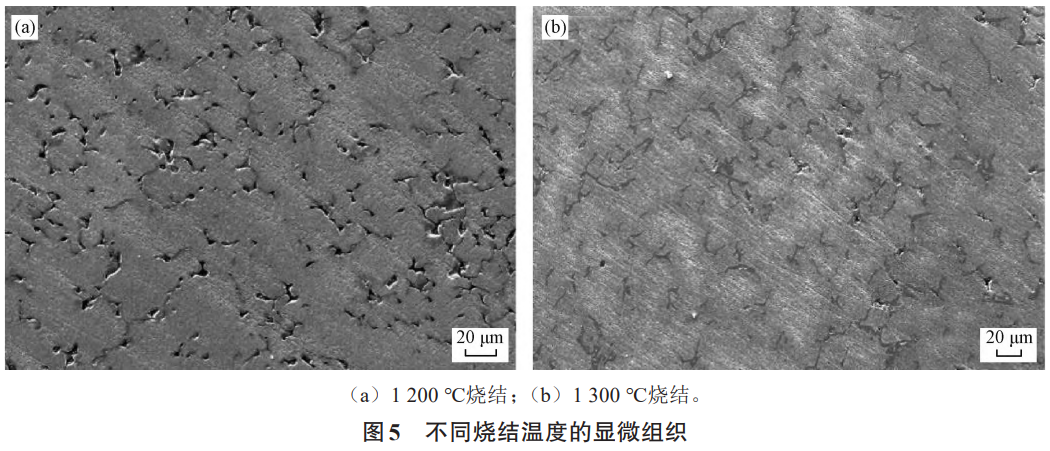
ЭЈЙ§ЪдбљЕФЖЯПкаЮУВНјвЛВНзєжЄЁЃРЩьЪдбщКѓЩеНсбљЦЗЕФЖЯПкаЮУВШчЭМ8ЃЈaЃЉЁЂЃЈbЃЉЫљЪОЃЌгЩЭМПЩжЊЃЌВЛЭЌЮТЖШЕФЖЯСбаЮЬЌгаУїЯдВювьЁЃЕБЩеНсЮТЖШЮЊ1275ЁцЪБЃЌКъЙлаЮУВБШНЯЦНећЃЌЩьГЄТЪНЯЕЭЃЌЦфЖЯПкаЮУВвдДрадЖЯСбЮЊжїЃЌЧвЖЯСбУцЗЂЯжЖрДІНЯДѓЕФПзЖДКЭЗьЯЖЁЃЯШЧАЕФбаОПБэУїЃЌдкДцдкДѓПзЯЖЕФЧщПіЯТЃЌСбЮЦИќШнвзУШЩњКЭРЉеЙЁЃгЩгкДЫЪБЯрЖдУмЖШНіЮЊ97.5%ЃЌЩагадМ2.5%ЕФВагрПзЯЖЃЌЕМжТгІСІМЏжаКЭСбЮЦРЉеЙЃЌЫљвдбљЦЗЕФЧПЖШКЭЫмадЖМНЯЕЭЁЃЕБЩеНсЮТЖШЩ§ИпжС1300ЁцЪБЃЌШчЭМ8ЃЈcЃЉЁЂЃЈdЃЉЫљЪОЃЌЖЯПкДІПЩЙлВьЕНЕфаЭШЭадЖЯСбЖЯПкЕФШЭЮбзщжЏЃЌЧвШЭЮбНЯЯИУмЁЃ

ДЫЭтЃЌдквЛаЉОЇМфСбЗьжаМьВтЕНTiCПХСЃЁЃTiCПХСЃЕФаЮГЩРДдДгкЭбжЌЙ§ГЬжаИпЗжзггаЛњЮяЗжНтЪБгыюбЗлдЮЛКЯГЩЁЃTiКЭCЗДгІЩњГЩTiCЕФБъзМздгЩФмПЩгУЪНЃЈ1ЃЉБэЪОЃК
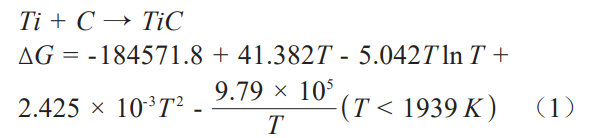
дк1473~1573KЯТЃЌTiгыCЗДгІЕФМЊВМЫЙздгЩФм∆G<0ЃЌБэУїдк1200~1300ЁцЯТЩеНсЪБЃЌTiCЕФдЮЛЩњГЩЪЧздЗЂЕФЁЃЙЄвЕЩњВњжаЃЌгЩгкTiCгВЖШИпЃЌШлЕуИпЃЌЛЏбЇЮШЖЈадКУЃЌгыюбЛљЬхОпгаСМКУЕФвБН№ЯрШнадЃЌГЃГЃзїЮЊюбЛљКЯН№ЛђДПюбЛљжЪЕФдіЧПЯрЁЃ
TiCдіЧПЯрЕФВњЩњЖдОЇСЃГЄДѓЦ№зшАзїгУЃЌЭЌЪБИќЖрЕФОЇНчПЩвдзшАЮЛДэдЫЖЏЃЌДгЖјЬсИпВФСЯЕФЧПЖШЁЃЕЋгЩгкTiCЪєгкДргВЯрЃЌЮЌЪЯгВЖШ3000~3300HVЃЌЕЏадФЃСПЮЊ450GPaЃЌЖјTC4ЕФЮЌЪЯгВЖШЮЊ410~450HVЃЌЕЏадФЃСПЮЊ110GPaЁЃЦфв§ШыЛсЕМжТВФСЯЕФЫмадЯТНЕЃЌвђДЫЃЌгЩгкдкбѕЁЂЬМдЊЫиЦЋИпЕФЧщПіЯТЃЌгызЂЩфГЩаЮЯрБШЃЌ1300ЁцЩеНсЕФбљЦЗПЙРЧПЖШЦЋИпЖјЫмадЯрЖдВЛзуЁЃ
3ЁЂНсТл
БОЮФжабаЗЂСЫЪЪгУгкюбКЯН№ЕФЕЭбѕHEMAФ§НКЬхЯЕЃЌВЂЭЈЙ§HDHюбКЯН№ЗлКЭЧђаЮюбКЯН№ЗлАДБШР§ЛьКЯжЦБИЕЭГЩБОTC4юбКЯН№НЌСЯЃЌЬНОПСЫИУЬхЯЕЕФЭбжЌЁЂЩеНсааЮЊМАгАЯьвђЫиЁЃжївЊНсТлШчЯТЃК
ЃЈ1ЃЉюбЗлНЌСЯХфжУ50%HDHЗл+50%SCЗлЃЌгЭЫсЬэМгСП0.60%ЁЂHEMAЕЅЬхХЈЖШ30%ЁЂНЌСЯЙЬЯрКЌСПЮЊ55%ЪБЃЌФмЕУЕНзлКЯадФмНЯКУЕФНЌСЯЃЌЧвОпгаНЯКУЕФОМУаЇвцЁЃ
ЃЈ2ЃЉдкЕЭбѕHEMAФ§НКЬхЯЕЭбжЌЙ§ГЬжаЃЌ300~450ЁцЮЊИпЗжзггаЛњЮябИЫйЗжНтНзЖЮЃЌгІЪЪЕБНЕЕЭЩ§ЮТЫйТЪЃЌБмУтгаЛњЮяЗжНтЙ§ПьЕМжТХїЬхПЊСбЁЃЭбжЌЙ§ГЬжаИпЗжзггаЛњЮяЕФЬМЁЂбѕдгжЪЖдбљЦЗжТУмЛЏКЭЫмадгаВЛСМгАЯьЃЌашЭЈЙ§ЕїећЩ§ЮТЧњЯпбЯИёПижЦЬМбѕдЊЫиКЌСПЁЃ
ЃЈ3ЃЉЪЙгУHEMAФ§НКЬхЯЕЩеНсЃЌгІЪЪЕБЬсИпЩеНсЮТЖШвдДйНјжТУмЛЏЃЌзюжеХїЬхУмЖШПЩДя4.38g/cm3ЃЌ
РЩьЧПЖШЮЊ1002MPaЃЌЧќЗўЧПЖШЮЊ933MPaЃЌЩьГЄТЪЮЊ8.3%ЃЌФмЙЛТњзуДѓВПЗжюбСуВПМўЪЕМЪЪЙгУашЧѓЁЃ
ВЮПМЮФЯзЃК
[1] QIU G, Guo Y. Current situation and development trend of titaЉ\ nium metal industry in China[J]. International Journal of MinerЉ\ als, Metallurgy and Materials, 2022, 29(4): 599.
[2] ШйцУ,аьЕЯ,ЩлНЈВЈ,ЕШ .діВФжЦдьгУЪЪКНМЖюбКЯН№ЗлФЉдкУёгУ КНПеСьгђжаЕФбаОПгыгІгУНјеЙ[J]. ЗлФЉвБН№ЙЄвЕ, 2024, 34 (4): 170.
[3] Saurabh A, Meghana, CM, et al.Titanium-based materials: synЉ\ thesis, properties, and applications[J]. Materials TodayProceedings, 2022, 56(1): 412.
[4] ЛЦЯўИе, КЮгТ, ЭѕНЁ, ЕШ . юбМАюбКЯН№ЗлФЉНќОЛГЩаЮММЪѕбаОП НјеЙ[J]. ЗлФЉвБН№ЙЄвЕ, 2022, 32(3): 34.
[5] РюАВ, ТоГЩ, бюВЉЮФ, ЕШ. 3DДђгЁгУюбКЯН№МАЗлФЉжЦБИММЪѕба ОПНјеЙ[J].ЗлФЉвБН№ЙЄвЕ, 2024, 34(2): 127.
[6] жмаТЮФ, зѓьЧИЧ, еХЧП. бѕКЌСПЖдЗлФЉвБН№жЦЦЗЕФгАЯьМАЦфЭб бѕЗНЗЈНјеЙ[J]. ЗлФЉвБН№ЙЄвЕ, 2024, 34(5): 140.
[7] TAN J H, HUANG R X, LIN H T, et al. Fully ceramic microenЉ\ capsulated fuels with high TRISO particles loading capacity fabricated by gel-casting[J]. Journal of Nuclear Materials, 2023, 581: 154449.
[8] YANG X, LI B, ZHANG C, et al. Fabrication and properties of porous silicon nitride wave-transparent ceramics via gel-casting and pressureless sintering[J], Journal of Material Science and Engineering A, 2016, 663: 174.
[9] JIN H, DONG M J, KAN Y M, et al. Fabrication of Transparent AlON by Gel Casting and Pressureless Sintering[J]. Journal of Inorganic Materials, 2023, 38(2): 193.
[10] CAO C R, GAO S Y, SUN Y, et al. Fabrication of complicated silicon carbide ceramic components by acrylate gel-casting[J]. Journal of Ceramic Science and Technology, 2021, 12(1): 37.
[11] DOU X Y, LIU X, et al. Biomimetic Porous Ti6Al4V Implants: A Novel Interbody Fusion Cage via Gel-Casting Technique to Promote Spine Fusion[J]. Advance Healthcare Materials, 2024, 56(18): 5147.
[12] REN X Y, TANG S L, et al. Effect of Titanium Modification on Microstructure and Impact Toughness of High-Boron MultiComponent Alloy[J]. Metals, 2021, 11(2): 193.
[13] ZHANG Z X, WU R R, et al. Characterization of MicrostrucЉ\ ture and Mechanical Properties of Ti-6Al-4V Alloy after Cyclic Heat Treatment[J]. Materials Science- Medziagotyra, 2021, 27 (1): 27.
[14] ЙљПЫаЧ . діВФжЦдьюбКЯН№зщжЏМАадФмбаОПЯжзД[J]. гаЩЋН№Ъє МгЙЄ, 2024, 53(5): 1.
[15] аСЩчЮА,СѕЯђКъ,еХЫМдЖ,ЕШ .юбКЯН№ЕЭГЩБОЛЏММЪѕЕФбаОПгыЗЂ еЙ[J]. ЯЁгаН№ЪєВФСЯгыЙЄГЬ, 2023, 52(11): 3971.
[16] ZONG Y J, YE J. Research on the development of titanium alЉ\ loy recovery technology in civil aviation industry[C]. OptoelecЉ\ tronic Materials and Devices, 2021: 11767.
[17] YE Q, GUO Z M, LU B, et al. Low-molecular mass organic gelcasting of titanium hydride to prepare titanium[J]. Advanced Engineering Materials, 2015, 17(5): 640.
[18] DENG L, ZHANG K, et al. Influence of titanium carbide and tiЉ\ tanium diboride on microstructure and mechanical properties of laser metal deposition nickel-titanium alloys[J]. MaterialwissenЉ\ schaft und Werkstofftechnik, 2024, 55(4): 437.
[19] еХаРдУ, 3D РфДђгЁГЩаЮгВжЪКЯН№ЕФбаОП[D]. ББОЉЃКББОЉПЦММ ДѓбЇ, 2018.
[20] вЖЧр . Ф§НКзЂФЃГЩаЮюбКЯН№ЕФбаОП[D]. ББОЉЃКББОЉПЦММДѓбЇ, 2015.
[21] Babashov V G, Varrik N M. Gel Casting Method for Producing Ceramic Materials: A Review[J]. Glass and Ceramics, 2023, 80 (1): 9.
[22] SHAO Y R, YANG F, LIU P, et al. Ti alloy three-way pipe fabЉ\ ricated by the combination of 3D printing and cold isostatic pressing[J]. Journal of Materials Engineering and Performance, 2019, 28: 619.
[23] Kostin V, Berdnikova O, et al. Use of New Smart Materials and Technologies Based on Titanium Alloys in Urban Engineering [J]. Smart Technologies in Urban Engineering, 2022, 536: 381.
[24] Belrhiti Y, Kerth P, Mcgilvray M, Vandeperre L. Gel-casting for manufacturing porous alumina ceramics with complex shapes for transpiration cooling[J]. Advances in Applied Ceramics, 2023, 122(5): 375.
[25] Ismail H, Zakri M N Z, et al. Effect of sintering temperature on the phase, microstructural, physical, mechanical, and in vitro biomineralisation properties of porous wollastonite ceramics fabricated using the gel casting method[J]. Ceramics InternaЉ\ tional, 2023, 49(9): 14166.
[26] ЙљжОУЭ, ТЋВЉъП, бюЗМ, ЕШ . ЗлФЉвБН№юбКЯН№жЦБИММЪѕбаОПНј еЙ[J]. ЗлФЉвБН№ЙЄвЕ, 2020, 30(2): 1.
[27] WANG Z, HE Z Q, DUAN B H, et al. Influence of Solid LoadЉ\ ing on the Gel-Casting of Porous NiTi Alloys[J]. Materials, 2022, 15(23): 8398.
[28] QIN Z X, XU W T, LING J R, et al. Preparation of HEMA gelcasted SiC ceramics combined with LPS sintering[J]. Ceramics International, 2021, 47(7): 10050.
[29] ЗыбЧОВ, ТЌжОЛЊ, Тэг§ЖА, ЕШ . ВЛЭЌЬхЯЕФ§НКзЂФЃГЩаЭММЪѕба ОПНјеЙ[J]. жаЙњЬеДЩ, 2020, 56(2): 1.
tagБъЧЉ:TC4юбКЯН№