



·ўІјИХЖЪЈә2025-12-29 9:25:48
ТэСФ
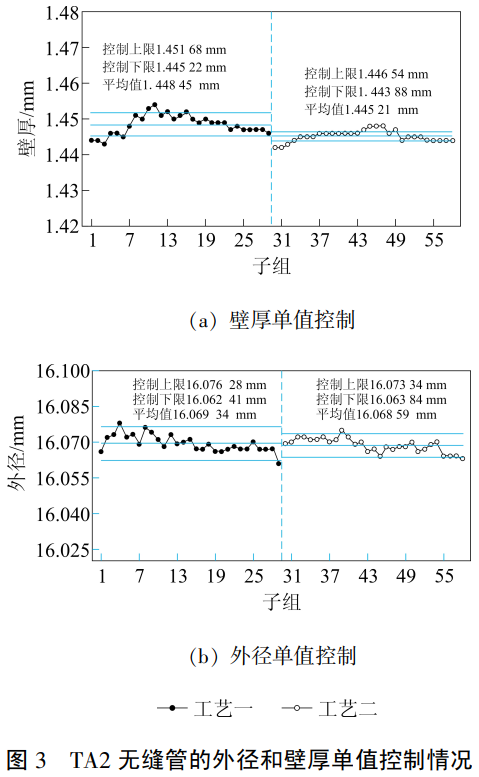
ЛжЧЕәҪҝХәҪМмЎўКҜУН»Ҝ№ӨЎўәЈСуҪўҙ¬ЎўәЈЛ®өӯ»ҜЎўәЛөз№ӨТөөИМШКвРРТөј°ёҙФУ»·ҫі¶Ф»»ИИЖчМбіцөДДНёҜКҙј°ёЯР§»»ИИөИТӘЗу [1], №ӨТөҙҝоСЧчОӘөдРНөД α РНоСЈ¬ТтҫЯУРҪПёЯөДЗҝЛЬРФЖҘЕдј°ДНКҙМШРФЈ¬ТСіЙОӘАнПлөД№ЬКшАаҪб№№ІДБПЎЈө«ФЪКөјКУҰУГЦРЈ¬»»ИИ№Ь·юТЫТ»¶ОКұјдәу·ўЙъР№В©ЙхЦБК§Р§өДКВ№ККұУРұЁөА [2-3], ЦчТӘТтОӘTA2ОЮ·м№ЬҙжФЪёЯОВРФДЬІоЎўіЯҙзҫ«¶ИІоЎўјУ№ӨДС¶ИҙуөИИұөгЎЈАоПюмПөИ [4] СРҫҝБЛұдРОБҝј°НЛ»рОВ¶И¶ФҙҝоС№ЬОў№ЫЧйЦҜРОГІЎўЦҜ№№СЭұдј°БҰС§РФДЬөДУ°ПмЈ¬өГіцРЎұдРОБҝҙҝоСАдФю№ЬДЪІҝҙжФЪҙуБҝВПҫ§Ј¬ЦчТӘТФС№ЛхВПҫ§әНАӯЙмВПҫ§ОӘЦчЈ»ФцҙуұдРОБҝЈ¬ҙҝоСАдФю№Ьҫ§БЈұдРОСПЦШЈ¬ВПҫ§КэБҝјхЙЩЗТТФС№ЛхВПҫ§ОӘЦчЎЈХЕҝӯФГөИ [5] СРҫҝБЛБҪЦЦјУ№Ө№ӨТХЦЖұёөДTA2№ЬІДҪрПаЧйЦҜЎўКТОВАӯЙмРФДЬЎўі¬ЙщІЁМҪЙЛј°ЖдЛы№ӨТХРФДЬЈ¬ИПОӘІЙУГАдФюјУ№ӨВК 90%ЎўАдФюНЛ»рјдјУ№ӨВКФЪ 38%~40% ФюЦЖTA2№ЬІДҪПАдФюјУ№ӨВК 95%ЎўАдФюНЛ»рјдјУ№ӨВКФЪ 45%~65% №ӨТХФюЦЖКұі¬ЙщІЁМҪЙЛИұПЭ·щЦөІЁ¶ҜёьРЎЈ¬№ӨТХРФДЬёьУЕЈ¬№ЬІДДЪНвұнГжЦКБҝёьәГЎЈ¶ӯІ©ОДөИ [6] СРҫҝБЛІ»Н¬ЧЬС№ПВВКәНіхФюОВ¶ИПВФюЦЖБҰТФј°ФюЦЖБҰҫШөДұд»Ҝ№жВЙЈ¬ИПОӘTA2№ЬІДФЪОИ¶ЁЗшөДЧЭБ¬ФюФюЦЖБҰәНФюЦЖБҰҫШҫщУлЧЬС№ПВВКіКХэПа№ШЈ¬УліхФюОВ¶ИіКёәПа№ШЈ¬ІўЗТФюЦЖБҰәНФюЦЖБҰҫШөДұд»ҜЗчКЖНкИ«ПаН¬ЎЈНхХјИрөИ [7] СРҫҝБЛ№ЬЕчФЪј·ФюіЙРО№ӨТХЦРөДұдРО№эіМЈ¬өГіц№ЬЕчөДҫ¶ПтУҰұдЎўЦЬПтУҰұдТФј°ЦбПтУҰұдФЪј·ФюұдРОЗшДЪіКГчПФИэҪЗ·ЦІјЎЈОӘМбЙэTA2ОЮ·м№ЬөДЧЫәПРФДЬәНК№УГ°ІИ«РФЈ¬ІЙУГІ»Н¬ФюЦЖ№ӨТХҪшРР¶ФұИКФСйЈ¬СРҫҝІ»Н¬АдФю№ӨТХәНИИҙҰАнЦЖ¶И¶ФTA2ОЮ·м№ЬіЯҙзҫ«¶ИЎўЧйЦҜҪб№№ЎўБҰС§РФДЬөДУ°ПмЎЈ
1ЎўКФСй
1.1 КФСйІДБП
КФСйУГ№ЬЕч№жёсЧө 88 mm×8.0 mm, »ҜС§іЙ·Ц (ұн 1) ВъЧг ASME SB 338-2017Ў¶АдДэЖчәНИИҪ»»»ЖчУГОЮ·мј°әёҪУоСУлоСәПҪр№ЬЎ·ТӘЗуЎЈ
ұн 1 Чө 88 mm×8.0 mm оСОЮ·м№ЬЕч»ҜС§іЙ·Ц (ЦКБҝ·ЦКэ)%
| ПоДҝ | Fe | C | N | H | O | Ti |
| КөІвЦө | 0.02 | 0.01 | 0.01 | 0.001 | 0.05 | УаБҝ |
| ASME SB 338 ТӘЗуЦө | ≤0.30 | ≤0.08 | ≤0.03 | ≤0.015 | ≤0.25 | УаБҝ |
1.2 КФСй·Ҫ°ё
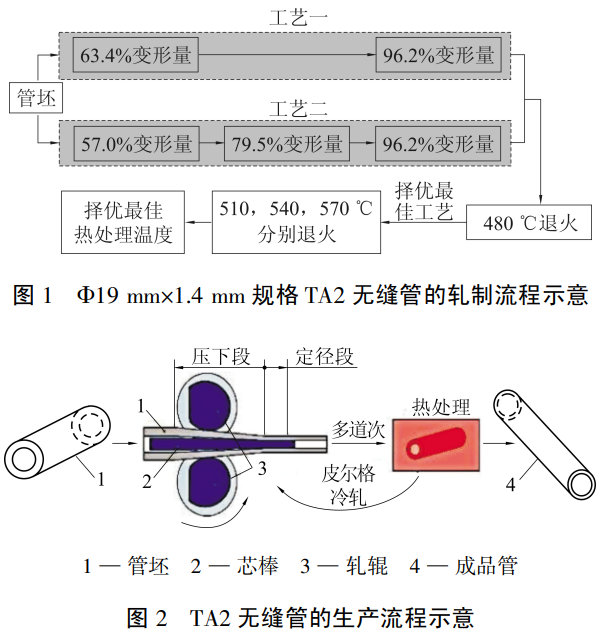
Ҫ«КФСйУГTA2№ЬЕч·ЦұрҪшРРБҪөАҙОәНИэөАҙОФюЦЖЈ¬ЧЬұдРОБҝОӘ 70%ЎЈБҪЦЦФюЦЖ·ҪКҪ·ЦұрКЗ:ўЩЧө 88 mm×8.0 mm→Чө 45 mm×6.0 mm→Чө 19 mm×1.4 mm;ўЪЧө 88×8.0 mm→Чө 60 mm×5.0 mm→Чө 41 mm×3.5 mm→Чө 19 mm×1.4 mmЎЈёчөАҙОјдІЙУГ 550ЎжХжХНЛ»рЈ¬ұЈО� 4 h, АдИҙ·ҪКҪКЗВҜАдЦБ 300ЎжәуҝХАдЦБКТОВЎЈФюЦЖҪбКшәуҪШИЎ 1000 mm УІМ¬Сщ№ЬЈ¬ФЪ 480ЎжҪшРРіЙЖ·ХжҝХИИҙҰАнЈ¬ұЈОВ 4 h, АдИҙ·ҪКҪКЗВҜАдЦБ 300ЎжәуҝХАдЦБКТОВЎЈІЙУГБщНЁөАі¬ЙщІЁІвәсТЗІвБҝСщ№ЬНвҫ¶әНұЪәсЈ¬ІЙУГ OLYMPUS-GX71 РНө№ЦГҪрПаПФОўҫө№ЫІмСщ№ЬҪрПаЧйЦҜЈ¬ІЙУГ CMT5105 РНАӯБҰКФСй»ъјмІвСщ№ЬБҰС§РФДЬЈ¬СЎФсЧојСФюЦЖ№ӨТХЎЈҙЛНвЈ¬Ҫ«УІМ¬Сщ№ЬЧө 19 mm×1.4 mm ·ЦұрФЪ 510Ўў540Ўў570ЎжҪшРРХжҝХИИҙҰАнЈ¬ұЈОВ 4 h, АдИҙ·ҪКҪКЗВҜАдЦБ 300ЎжәуҝХАдЦБКТОВЈ¬НЁ№эјмІв№ЬІДАӯЙмРФДЬәНПФОўЧйЦҜЈ¬ФсУЕСЎФсЧојСИИҙҰАнОВ¶ИЎЈ
ұн 2TA2ОЮ·м№ЬөДБҪЦЦФюЦЖ№ӨТХКФСйІОКэ
| №ЬІД | ФюЦЖөАҙО | ФюЦЖәуёЦ№Ь№жёс /mm | өАҙОјдұдРОБҝ /% | ЧЬұдРОБҝ /% |
| №ӨТХ 1 | Т» | Чө 45×6.0 | 63.4 | 63.4 |
| ¶ю | Чө 19×1.4 | 89.5 | 96.2 | |
| №ӨТХ 2 | Т» | Чө 60×5.0 | 57.0 | 57.0 |
| ¶ю | Чө 41×3.5 | 52.3 | 79.5 | |
| Иэ | Чө 19×1.4 | 81.2 | 96.2 |
2 Ҫб№ыУлМЦВЫ
·ЦОцІ»Н¬ФюЦЖ№ӨТХЦЖөГөДЧө 19 mm×1.4 mm №жёсTA2ОЮ·м№ЬөДіЯҙзЖ«ІоәНАӯЙмРФДЬЎўПФОўЧйЦҜЈ¬ТФј°І»Н¬ИИҙҰАнОВ¶ИКұTA2ОЮ·м№ЬөДБҰС§РФДЬәНПФОўЧйЦҜЎЈ
2.1 І»Н¬ФюЦЖ№ӨТХКұөДіЯҙзЖ«ІоәНАӯЙмРФДЬ
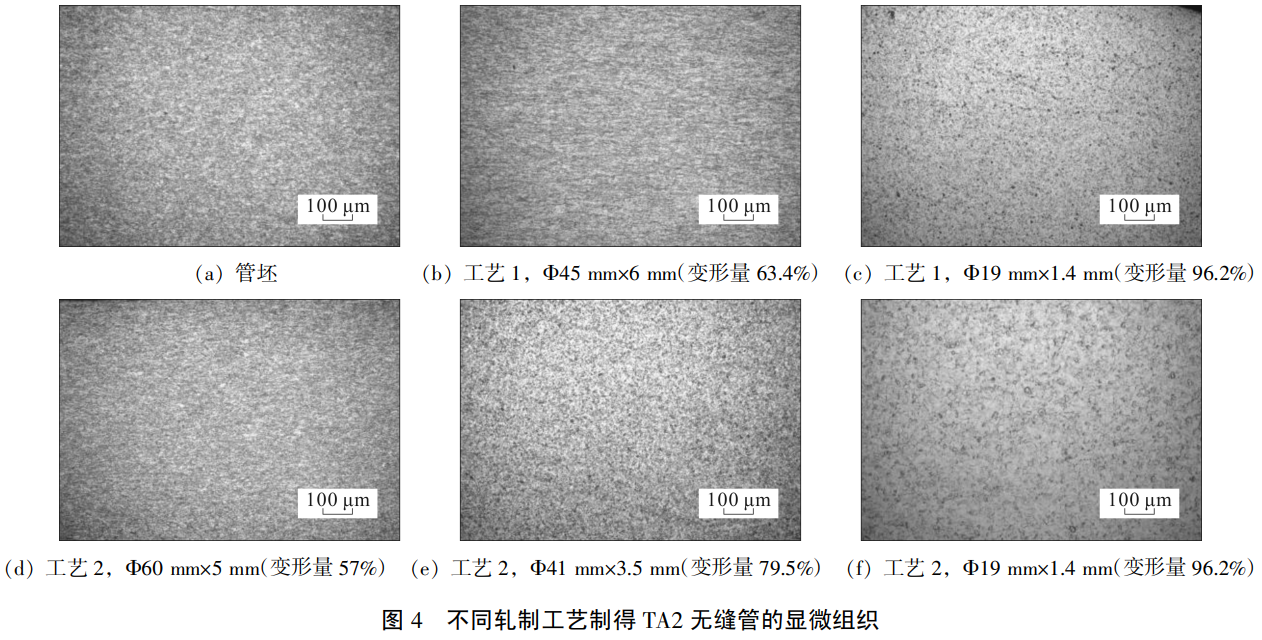
ІЙУГБщНЁөАі¬ЙщІЁІвәсТЗјмІвЧө 19 mm×1.4 mm №жёсTA2ОЮ·м№ЬөДНвҫ¶әНұЪәсЈ¬ІўФЛУГ Minitab Инјю»жЦЖНвҫ¶әНұЪәсөҘЦөҝШЦЖНјЈ¬ҫЯМеИзНј 3 ЛщКҫЈ¬ІЙУГ CMT5105 РНАӯБҰКФСй»ъІвКФБҰС§РФДЬЎЈІ»Н¬ФюЦЖ№ӨТХЦЖөГTA2ОЮ·м№ЬөДіЯҙзЖ«ІоәНАӯЙмРФДЬјыұн 3ЎЈУЙұн 3 ҝЙЦӘЈәІЙУГөЪ 2 ЦЦФюЦЖ№ӨТХЦЖөГоСОЮ·м№ЬөДНвҫ¶әНұЪәсЖ«ІоҪПРЎЈ¬іЯҙзҫщФИРФәГЈ¬№ЬІДЛЬРФҪПәГЎўЗҝ¶ИҪПөНЈ»ІЙУГөЪ 1 ЦЦФюЦЖ№ӨТХЦЖөГоСОЮ·м№ЬөДНвҫ¶әНұЪәсЖ«ІоҪПҙуЈ¬іЯҙзҫщФИРФҪПІоЈ¬Н¬Кұ№ЬІДЛЬРФҪПІоЎўЗҝ¶ИҪПёЯЎЈНЖ¶ПХвУлФюЦЖ№ӨТХұдРОБҝУР№ШЎЈ
ұн 3TA2ОЮ·м№ЬөДіЯҙзЖ«ІоәНАӯЙмРФДЬ
| ПоДҝ | Нвҫ¶Ж«Іо /mm | ұЪәсЖ«Іо /mm | ҝ№АӯЗҝ¶И Rm/MPa | Зь·юЗҝ¶И Rp0.2/MPa | СУЙмВК A50/% |
| №ӨТХ 1 | 0.0139 | 0.0065 | 552 | 415 | 35 |
| №ӨТХ 2 | 0.0095 | 0.0027 | 547 | 418 | 37 |
2.2 І»Н¬ФюЦЖ№ӨТХКұөДПФОўЧйЦҜ
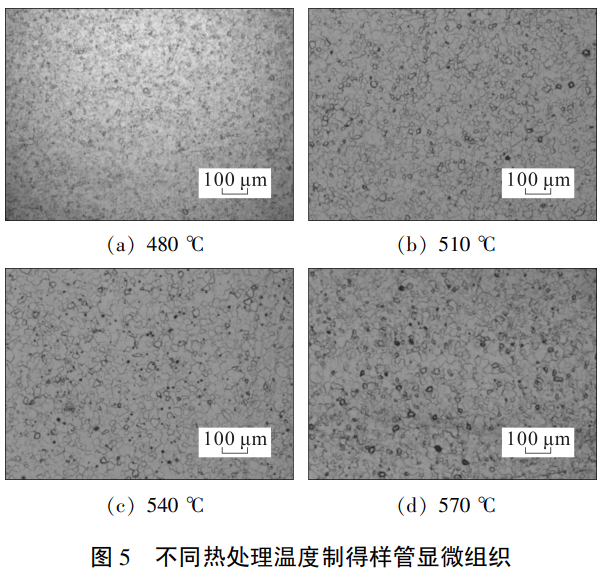
І»Н¬ФюЦЖ№ӨТХЦЖөГTA2ОЮ·м№ЬөДПФОўЧйЦҜИзНј 4 ЛщКҫЎЈУЙНј 4 ҝЙЦӘЈ¬ІЙУГІ»Н¬ФюЦЖ№ӨТХКұЈ¬ёчөАҙОСщ№ЬПФОўЧйЦҜІ»Н¬ЎЈTA2 ОЮ·м№Ьҫӯ¶ю№хАдФюәу·ўЙъЛЬРФұдРОЈ¬Фю№хҝЧРНҫц¶ЁСщ№ЬНвҫ¶ЦөЈ¬Рҫ°фҫц¶ЁСщ№ЬДЪҫ¶ЦөЈ¬ұЪәсУЙФю№хҝЧРНәНРҫ°ф№ІН¬ҫц¶ЁЎЈФюЦЖКұјхҫ¶әНјхұЪН¬КұҪшРРЈ¬ТтОӘХвБҪёцҪЧ¶ОұдРОЗшҪрКфұдРО·ҪПтІ»Н¬өјЦВПФОўЧйЦҜІ»ҫщФИ [8]ЎЈЛжЧЕөАҙОұдРОБҝФцҙуЈ¬ҫ§БЈСШФюЦЖ·ҪПтұ»АӯіЙұвЖҪЧҙЈ¬О»ҙнГЬ¶ИСёЛЩФцјУЈ¬ІўФЪҪрКфЦРіКІ»ҫщФИ·ЦІјЎЈО»ҙнЛжЧЕұдРОБҝөДФцҙуЈ¬СШұдРО·ҪПтЙміӨЈ¬ІўЗТКэБҝФц¶аЈ¬іЯҙзјхРЎ [9]ЎЈ№ЬІДФюЦЖНкіЙәу¶ФЖдҪшРРХжҝХНЛ»рҙҰАнЈ¬ҙЛКұҫ§БЈ»б·ўЙъ»ШёҙЎўФЩҪбҫ§әНҫ§БЈіӨҙуЎЈФЩҪбҫ§Зэ¶ҜБҰКЗ№ЬІДұдРОЗ°әу»ыұдДЬЦ®ІоЈ¬ЧиБҰАҙЧФҪзГжДЬ [10], ұдРОіМ¶ИІ»ёЯЗшУт»ыұдДЬҪПөНЈ¬ЖдФЩҪбҫ§КұРОәЛКэДҝҪПЙЩЈ¬ҫ§БЈіӨҙуГчПФЎЈ
№ЬЕчФӯКјЧйЦҜОӘЦэМ¬ЧйЦҜ (Нј 4a)ЎЈІЙУГ№ӨТХ 1 ҪшРРөЪТ»өАҙОФюЦЖКұЈ¬ҪрКфСШФюЦЖ·ҪПтБч¶ҜЈ¬ЧйЦҜҝӘКјіККшЧҙҫЫјҜ (Нј 4b), ҝЙТФ№ЫІмөҪҙшМхЧҙЧйЦҜЈ»өЪ¶юөАҙОФюЦЖКұЈ¬ТтөАҙОјдұдРОБҝПФЦшФцҙуЈ¬ҪрКфЛЬРФБч¶ҜјУҫзЈ¬РОұдЗҝ»ҜФцЗҝГчПФЈ¬ҪрКфДЪІҝАЫ»эҪП¶аУҰБҰЈ¬ҫ§БЈДЪІҝҙўҙж»ыұдДЬФцјУЈ¬ЧоЦХЧйЦҜЦчТӘОӘ α Па (Нј 4c), ө«өИЦб»ҜіМ¶ИҪПөНЈ¬әк№ЫұнПЦОӘЗҝ¶ИёЯЎўЛЬРФөНЈ¬јдҪУөјЦВіЯҙзЖ«ІоҪПҙуЎЈ
ІЙУГ№ӨТХ 2 ҪшРРөЪТ»өАҙОФюЦЖКұЈ¬ұИ№ӨТХ 1 өАҙОјдұдРОБҝПВҪөЈ¬ҪрКфЛЬРФБч¶ҜПа¶ФҫщФИЈ¬РЎұдРОБҝөДФюЦЖК№ҪрКфЧйЦҜБч¶ҜіККшЧҙЈ¬ҝЙТФ№ЫІмөҪЧйЦҜУлФӯКјЦэМ¬ЧйЦҜҪУҪь (Нј 4d); Н¬АнЈ¬өЪ¶юөАҙОФюЦЖЈ¬ҪрКфЧйЦҜјМРшіККшЧҙБч¶ҜЈ¬ө«ТтАЫ»эұдРОБҝФцјУЈ¬ЧйЦҜҝӘКјіцПЦЙЩРнМхЧҙ (Нј 4e); өЪИэөАҙОФюЦЖКұЈ¬ҫ§БЈ·ЦІјПа¶ФҫщФИЈ¬ЦчТӘТФ α ПаОӘЦчЈ¬ІўЗТіКПЦөИЦб»ҜЎЈХвКЗТтОӘУл№ӨТХ 1 ПаұИЈ¬№ӨТХ 2 іЙЖ·ФюЦЖөАҙОјдұдРОБҝјхРЎЈ¬ҪрКфЧйЦҜЛЬРФБч¶ҜПа¶ФҫщФИЈ¬ҫ§БЈДЪІҝАЫ»эУҰБҰјхЙЩЈ¬О»ҙнГЬ¶ИҪөөНЈ¬ҫ§БЈДЪІҝҙўҙж»ыұдДЬјхЙЩЈ¬әк№ЫұнПЦОӘЛЬРФәГЎўЗҝ¶ИөНЈ¬ІўЗТіЯҙзЖ«ІојхРЎЈ¬ХвУлұн 3 КэҫЭ»щұҫТ»ЦВЎЈ№ЬІДЛЬРФҫц¶ЁАдјУ№ӨРФДЬЈ¬ЛЬРФФҪёЯЎў№ЬІДјУ№ӨФҪИЭТЧұдРОЎЈҪбәПіЯҙзЖ«ІоәНАӯЙмРФДЬЈ¬ФсУЕІЙУГ№ӨТХ 2 ҪшРРИИҙҰАнОВ¶ИСРҫҝЎЈ
2.3 І»Н¬ИИҙҰАнОВ¶ИКұөДБҰС§РФДЬ
ІЙУГ№ӨТХ 2 ЦЖөГөДЧө 19 mm×1.4 mm №жёсTA2Сщ№ЬЈ¬·ЦұрФЪ 510Ўў540Ўў570ЎжҪшРРХжҝХИИҙҰАнЈ¬ұЈОВ 4 h, ВҜАдЦБ 300ЎжәуҝХАдЦБКТОВЎЈІ»Н¬ИИҙҰАнОВ¶ИЦЖөГTA2ОЮ·м№ЬөДАӯЙмРФДЬјыұн 4ЎЈУЙұн 4 ҝЙЦӘЈ¬ЛжЧЕИИҙҰАнОВ¶ИЙэёЯЈ¬TA2 ОЮ·м№ЬөДЗҝ¶ИіКПИҪөәуЙэЗчКЖЈ¬СУЙмВКіКПИЙэәуҪөЗчКЖЈ»ФЪ 540ЎжНЛ»рКұЈ¬TA2 ОЮ·м№ЬөДҝ№АӯЗҝ¶ИәНЗь·юЗҝ¶ИЧоөНЈ¬СУЙмВКЧоёЯЈ¬ҙЛКұЧЫәПРФДЬЧојСЈ¬НЖ¶ПАӯЙмРФДЬөДІоұрУлІ»Н¬ИИҙҰАнОВ¶ИКұҫ§БЈРОәЛіӨҙуЧҙМ¬УР№ШЎЈ
ұн 4 І»Н¬ИИҙҰАнОВ¶ИЦЖөГTA2Сщ№ЬөДАӯЙмРФДЬ
| ИИҙҰАнОВ¶И /Ўж | ҝ№АӯЗҝ¶И Rm/MPa | Зь·юЗҝ¶И Rp0.2/MPa | СУЙмВК A50/% |
| 480 | 547 | 418 | 37 |
| 510 | 536 | 410 | 39 |
| 540 | 528 | 403 | 41 |
| 570 | 532 | 397 | 38 |
2.4 І»Н¬ИИҙҰАнОВ¶ИКұөДПФОўЧйЦҜ
І»Н¬ИИҙҰАнОВ¶ИЦЖөГTA2ОЮ·м№ЬөДПФОўЧйЦҜИзНј 5 ЛщКҫЎЈНЛ»р№эіМЦРҪрКфЧйЦҜұд»ҜЦчТӘ·ЦОӘҫІМ¬ФЩҪбҫ§әНҫ§БЈіӨҙу№эіМЈ¬ФЪХвБҪёц№эіМЦРЈ¬ОВ¶ИКЗУ°ПмҫІМ¬ФЩҪбҫ§әНҫ§БЈіӨҙу¶ҜБҰС§ЧоЦШТӘТтЛШЦ®Т»Ј¬¶шҫ§БЈіЯҙзұд»Ҝ»бөјЦВҪрКфІДБПЗҝ¶Иұд»Ҝ [11]ЎЈёщҫЭ»ф¶ы - ЕеЖж (Hall-Petch) №«КҪҝЙЦӘЈ¬ҫ§БЈіЯҙзФҪРЎЈ¬Зь·юЗҝ¶ИФҪёЯЈ¬ХвҝЙУГО»ҙнТЖ¶ҜДСТЧ№ЫөгАҙЛөГч [12]: ҫ§ҪзКЗО»ҙнФЛ¶ҜөДХП°ӯЈ¬ҫ§БЈФҪРЎЈ¬ҫ§ҪзҫНФҪ¶аЈ¬О»ҙн»¬ТЖ»тЕКТЖҫНФҪА§ДСЈ¬ИұПЭөГІ»өҪПыіэЈ¬ІРУаУҰБҰ»бТ»ЦұҙжФЪЈ¬ҪрКфЗь·юЗҝ¶ИҫНФҪҙуЎЈ
УЙНј 5 ҝЙЦӘЈ¬ЛжЧЕИИҙҰАнОВ¶ИЙэёЯЈ¬өИЦбЧйЦҜЛщХјұИАэЦрҪҘФцҙуЈ¬ЧйЦҜСЭұдЛіРтОӘҫ§БЈНкіЙБЛФЩҪбҫ§ө«ОҙіӨҙу (Нј 5b)ЎўФЩҪбҫ§НкіЙІўУРТ»¶ЁіМ¶ИөДіӨҙу (Нј 5c) ТФј°ҫ§БЈГчПФҙЦ»Ҝ (Нј 5d), ІўЗТФЪІ»Н¬ОВ¶ИПВНЛ»р¶јУРТ»¶ЁБҝөДВПҫ§ПЦПуЈ¬ХвКЗТтОӘЛжЧЕИИҙҰАнОВ¶ИЙэёЯЈ¬№ЬІДҫІМ¬ФЩҪбҫ§іМ¶ИЦрІҪЙэёЯЈ¬ФЪ»ыұдДЬҪПёЯІҝО»КЧПИіцПЦПёРЎҫ§әЛЈ¬ҫ§әЛЦрҪҘіӨҙуІўіКөИЦб»ҜЈ¬РОіЙҙуҪЗ¶Иҫ§ҪзЈ¬ҪрКфДЪІҝТтАдјУ№ӨұдРОІРБфөДёчЦЦИұПЭЛжЧЕФЩҪбҫ§№эіМНкіЙ¶шЦрҪҘПыК§Ј¬№ЬІДЛЬРФөГөҪ»ЦёҙЈ¬ТтҙЛ№ЬІДҝ№АӯЗҝ¶ИәНЗь·юЗҝ¶ИҪөөНЈ¬СУЙмВКЙэёЯЎЈИИҙҰАнОВ¶ИОӘ 540ЎжКұЈ¬ҫ§БЈЧоҙуЈ¬өИЦбЧйЦҜПа¶ФҫщФИЈ¬ҙЛКұ№ЬІДЛЬРФЧоәГЎўЗҝ¶ИЧоөНЎЈИИҙҰАнОВ¶ИОӘ 570ЎжКұЈ¬ҫ§БЈҝӘКјУРҪП¶а β ПаОціцЈ¬β ПаөДОціцЦВК№ЧйЦҜөИЦб»ҜіМ¶ИҪөөНЈ¬°йЛжУРО»ҙніцПЦЈ¬ҙЛКұ№ЬІДЛЬРФҪөөНЎўЗҝ¶ИФцјУЎЈХвУлұн 4 ЦРАӯЙмРФДЬКэҫЭ»щұҫТ»ЦВЎЈЛЬРФ¶Ф№ЬІД№ӨТХРФДЬәНАдјУ№ӨұдРОҫЯУРЦШТӘУ°ПмЈ¬ТтҙЛИИҙҰАнОВ¶ИОӘ 540ЎжКұ№ЬІДЧЫәПРФДЬЧојСЎЈ
3ЎўҪбВЫ
(1) ЛжЧЕөАҙОұдРОБҝФцҙуЈ¬ҫ§БЈСШФюЦЖ·ҪПтұ»АӯіЙұвЖҪЧҙЈ¬О»ҙнГЬ¶ИСёЛЩФцјУЈ¬ІўФЪҪрКфЦРіКІ»ҫщФИ·ЦІјЎЈФюЦЖ№ӨТХ 2 өДөАҙОјдұдРОБҝПа¶Ф№ӨТХ 1 РЎЈ¬ТтҙЛЦЖөГЧө 19 mm×1.4 mmTA2ОЮ·м№ЬөДНвҫ¶әНұЪәсЖ«ІоҪПРЎЎЈ
(2) өАҙОјдұдРОБҝФцҙуЈ¬РОұдЗҝ»ҜФцЗҝГчПФЈ¬ҪрКфДЪІҝАЫ»эҪП¶аУҰБҰЈ¬ҫ§БЈДЪІҝҙўҙж»ыұдДЬЈ¬әк№ЫұнПЦОӘЗҝ¶ИФцјУЎўЛЬРФҪөөНЎЈФюЦЖ№ӨТХ 2 өДөАҙОјдұдРОБҝПа¶Ф№ӨТХ 1 РЎЈ¬ЦЖөГЧө 19 mm×1.4 mmTA2ОЮ·м№ЬөДЧЫәПРФДЬәГЈ¬СУЙмВКЧоёЯОӘ 37%, ҝ№АӯЗҝ¶ИЧоРЎОӘ 547 MPa, Зь·юЗҝ¶ИЧоРЎОӘ 418 MPa, ҙЛКұөАҙОјдұдРОБҝТАҙООӘ 57.0%Ўў52.3%Ўў81.2%ЎЈ
(3) ИИҙҰАн№эіМЦРTA2ОЮ·м№ЬөДЧйЦҜСЭұдЛіРтОӘФЩҪбҫ§→ҫ§БЈіӨҙу→ҫ§БЈҙЦ»Ҝ (ҙуҪЗ¶Иҫ§Ҫз)→өЪ¶юПаОціц (β Па), ҫ§БЈіЯҙзФҪРЎЈ¬Зь·юЗҝ¶ИФҪёЯЎЈЛжЧЕИИҙҰАнОВ¶ИФцјУЈ¬ҫ§БЈЦрҪҘіӨҙуЈ¬әк№ЫұнПЦОӘЛЬРФМбЙэЎўЗҝ¶ИҪөөНЎЈТтҙЛИИҙҰАнОВ¶ИОӘ 540ЎжКұЈ¬TA2 ОЮ·м№ЬөДЧйЦҜЧоОӘҫщФИЈ¬өИЦб»ҜіМ¶ИЧоёЯЈ¬СУЙмВКЧоёЯОӘ 41%, ҝ№АӯЗҝ¶ИОӘ 528 MPa, Зь·юЗҝ¶ИОӘ 403 MPaЎЈ
ІОҝјОДПЧ
[1] ИОАыДИЈ¬ЖлББЈ¬СоҪЎЈ¬өИЎЈ№ӨТөҙҝоС»»ИИ№ЬХН№ЬҝӘБСК§Р§·ЦОцј°ФӨ·АҙлК© [J]. әё№ЬЈ¬2024,47 (2):102-108. REN Lina,QI Liang,YANG Jian,et al. Failure analysis and prevention measures of expansion tube cracking of industrial pure titanium heat exchanger tube [J]. Welded Pipe and Tube,2024,47 (2):102-108.
[2] №Ик»ЎЈәЛөзі§ДэЖыЖчоС№ЬұдРОИұПЭөД·ЦІјНіјЖј°ФӯТт·ЦОц [J]. ҝЖС§јјКхҙҙРВЈ¬2021 (1):7-8. GU Hao. Distribution statistics and cause analysis of deformation defects of titanium tubes in condenser of nuclear power plant [J]. Scientific and Technological Innovation,2021 (1):7-8.
[3] АоҝӘУҜЈ¬НхРсЈ¬іВЛЙЈ¬өИЎЈәЛөзі§ДэЖыЖчҙ«ИИ№ЬИұПЭҙҰАнУл·ЦОц [J]. ІъТөУлҝЖјјВЫМіЈ¬2022,21 (7):44-46. LI Kaiying,WANG Xu,CHEN Song,et al. Defect treatment and analysis of condenser heat transfer tube in nuclear power plant [J]. Industry & Science Tribune,2022,21 (7):44-46.
[4] АоПюмПЈ¬іМРЎО°Ј¬РӨЗҝЈ¬өИЎЈАдФюұдРОБҝј°НЛ»рОВ¶И¶ФҙҝоСОЮ·м№ЬЧйЦҜј°РФДЬУ°Пм [J]. ёЦМъ·°оСЈ¬2025,46 (1):60-66. LI Xiaoyu,CHENG Xiaowei,XIAO Qiang,et al. Influences of cold rolling deformation and annealing temperature on the microstructures and properties of pure titanium seamless tubes [J]. Iron Steel Vanadium Titanium,2025,46 (1):60-66.
[5] ХЕҝӯФГЈ¬ТҰРЮйӘЈ¬ХФәиАЪЈ¬өИЎЈјУ№Ө№ӨТХ¶ФРЎҝЪҫ¶TA2оС№ЬЧйЦҜј°РФДЬөДУ°Пм [J]. ИИјУ№Ө№ӨТХЈ¬2022,51 (23):102-104,108. ZHANG Kaiyue,YAO Xiunan,ZHAO Honglei,et al. Effect of processing technology on microstructure and properties of small diameterTA2titanium tubes [J]. Hot Working Technology,2022,51 (23):102-104,108.
[6] ӯІ©ОДЈ¬Л«Ф¶»ӘЈ¬іВіҝЈ¬өИЎЈ№ӨТХІОКэ¶ФTA2№ӨТөҙҝоСОЮ·м№ЬИИБ¬ФюБҰДЬІОКэөДУ°Пм [J]. ¶НС№јјКхЈ¬2025,50 (2):94-102,124. DONG Bowen,SHUANG Yuanhua,CHEN Chen,et al. Influence of process parameters on force and energy parameters forTA2industrial pure titanium seamless pipe in hot continuous rolling [J]. Forging & Stamping Technology,2025,50 (2):94-102,124.
[7] НхХјИрЈ¬ХЕёщГҜЈ¬ФАәгИ«Ј¬өИ.TA2оС№Ьј·ФюіЙРОҪрКфұдРО№жВЙј°№ӨТХУЕ»Ҝ [J]. ЛЬРФ№ӨіМС§ұЁЈ¬2024,31 (10):116-125. WANG Zhanrui,ZHANG Genmao,YUE Hengquan,et al. Metal deformation law and process optimization ofTA2titanium tube in extrusion-rolling forming [J]. Journal of Plasticity Engineering,2024,31 (10):116-125.
[8] ЕУјМГчЈ¬АоГчАыЈ¬АоГчЗҝЈ¬өИЎЈНЛ»рОВ¶И¶Ф TA1 оС№ЬІДЧйЦҜәНРФДЬөДУ°Пм [J]. оС№ӨТөҪшХ№Ј¬2011,28 (2):26-28. PANG Jiming,LI Mingli,LI Mingqiang,et al. Effect of annealing temperature on microstructure and properties of TA1 tube [J]. Titanium Industry Progress,2011,28 (2):26-28.
[9] БхЦЗ¶чЎЈІДБПҝЖС§»щҙЎ [M]. Оч°ІЈәОчұұ№ӨТөҙуС§іц°жЙзЈ¬2007:234. LIU Zhien. Basis of materials science [M]. Xi’an:Northwestern Polytechnical University Press,2007:234.
[10] ¶ЕУоЈ¬№щЭ¶ЧУЈ¬БхО°Ј¬өИЎЈАдұдРОј°НЛ»рІОКэ¶Ф CT20 оСәПҪр№ЬІДЧйЦҜәНАӯЙмРФДЬөДУ°Пм [J]. ЦР№ъУРЙ«ҪрКфС§ұЁЈ¬2010,20 (S1):1045-1049. DU Yu,GUO Dizi,LIU Wei,et al. Effects of parameters of cold deformation and annealing on microstructure and tensile properties of CT20 alloy tube [J]. The Chinese Journal of Nonferrous Metals,2010,20 (S1):1045-1049.
[11] НхЛЙГҜЈ¬°ЧРВ·ҝЈ¬Ҫ№АЪЈ¬өИЎЈИИҙҰАнОВ¶И¶Ф Nb47Ti әПҪрЛҝІДЧйЦҜәНРФДЬөДУ°Пм [J]. оС№ӨТөҪшХ№Ј¬2017,34 (5):27-30. WANG Songmao,BAI Xinfang,JIAO Lei,et al. Effect of heat treatment temperature on microstructure and properties of Nb47Ti alloy wire [J]. Titanium Industry Progress,2017,34 (5):27-30.
[12] СоЕеЈ¬НхәЖҪЬЈ¬іВПюИӘЈ¬өИЎЈҙҝҪрҫ§БЈ¶ИУлУІ¶И№ШПөСРҫҝ [J]. »ЖҪрЈ¬2015,36 (6):5-7. YANG Pei,WANG Haojie,CHEN Xiaoquan,et al. Study on the relationship between grain size and hardness of pure gold [J]. Gold,2015,36 (6):5-7.
(КХёеИХЖЪЈә2025-03-21; РЮ¶ЁИХЖЪЈә2025-04-08)
ЈЁЧўЈ¬ФӯОДұкМвЈәАдФюәНИИҙҰАн№ӨТХ¶ФTA2ОЮ·м№ЬЧйЦҜәНРФДЬөДУ°ПмЈ©
tagұкЗ©:оС№Ь,TA2,TA2оСәПҪр,TA2ҙҝоС№Ь