



·ўІјИХЖЪЈє2025-12-15 20:59:57
ТэСФ
ЛжЧЕїЖјјµД·ўХ№ј°ИЛГЗ¶ФЙъ»оЦКБїТЄЗуµДИХТжМбёЯЈ¬¶ФЗбЦКЎўёЯЗїІДБПµДРиЗуУъ·ўЖИЗРЎЈоСєПЅрТтЖдѕЯУР±ИЗї¶ИёЯ [1-2]ЎўµНµЇРФДЈБї [3]ЎўµНГЬ¶И [4-5] ј°БјєГµДДНКґРФ [6] µИМШРФЈ¬ФЪєЅїХєЅМм [7-8]ЎўКЇУН№¤Тµ [9] єНґ¬І° [10] µИБмУтУ¦УГУъ·ў№г·єЈ¬КЬµЅРРТµёЯ¶ИЗанщЎЈ
ДіРНєЅїХ·ў¶Ї»ъХыБчЖчЧчОЄєЅїХ·ў¶Ї»ъ№ШјьЧйіЙІїјюЈ¬ЖдІДБПСЎУГTC1оСєПЅрЈ¬єЛРД№¦ДЬОЄКµПЦЖшБчµДµчїШЈ¬ТЄЗуєёЅУЅУН·РиѕЯ±ёЅПёЯЗї¶ИЈ¬ЗТДЬіРКЬґуµДЅ»±дУ¦Б¦ЧчУГ¶шІ»ІъЙъБСОЖµИИ±ПЭµДДЬБ¦Ј¬ТтґЛ¶ФєёЅУЦКБїТЄЗуєЬёЯЈ»ґЛНвјшУЪёГХыБчЖчѕЯУРёґФУµД±Ў±ЪЅб№№Ј¬ґ«НілІ»ЎєёЎўј¤№вєёµИ·Ѕ·ЁИЭТЧТэ·ўДСТФїШЦЖµДєёЅУ±дРОЈ¬µјЦВБгјюіЯґзѕ«¶ИОЮ·ЁВъЧгЙијЖТЄЗуЈ¬ЧоЦХУ°Пм·ў¶Ї»ъµД№¤ЧчРФДЬЎЈ
ѕЧЫєПїјБїTC1оСєПЅрµДєёЅУМШРФј°ХыБчЖчЅб№№Ј¬ФЪПЦУРјјКхМхјюПВЈ¬ХжїХЗҐєёХыБчЖчКЗЧоєПККµДєёЅУ·Ѕ·ЁЎЈµ«ДїЗ°¶ФУЪTC1оСєПЅрХжїХЗҐєё·ЅГжµДСРѕїПа¶ФЅПЙЩЈ¬ОЄґЛЈ¬±ѕїОМвНЁ№э¶ФTC1оСєПЅрХжїХЗҐєё№¤ТХј°ЖдРФДЬЅшРРМЅЛчЈ¬ОЄХыБчЖчµДХжїХЗҐєёµм¶ЁБЛїЖСР»щґЎЎЈ
1ЎўКФСйМхјю
1.1 КФСйУГ»щІД
ЛщСЎУГµД»щІДОЄTC1оСєПЅрЈ¬ЖдіЙ·Цјы±н 1ЎЈ
±н 1TC1оСєПЅр»ЇС§іЙ·Ц (ЦКБї·ЦКэ) µҐО»:%
| ФЄЛШ | Al | Mn | Ti | Fe | C | N | H | O |
| Хј±И | 1.76 | 1.67 | ЖдУа | <0.1 | 0.022 | 0.0093 | 0.0022 | 0.078 |
1.2 КФСйУГЗҐБП
±ѕґОКФСйСЎУГУлЖдіЙ·ЦПаЅьµД Ag-Cu-TiЎўTi-Zr-Cu-NiЎўBTi3 µИ 3 ЦЦЗҐБПЎЈ
2ЎўЅб№ыУлМЦВЫ
2.1 ЗҐБПµДСЎ¶Ё
¶ФІЙ№єµД Ag-Cu-TiЎўTi-Zr-Cu-Ni єН BTi3 µИ 3 ЦЦЗҐБПЅшРРБЛІоИИ·ЦОцЈ¬ІоИИ·ЦОцЅб№ыјы±н 2ЎЈ
±н 2 ЗҐБПІоИИ·ЦОцЅб№ы
| ЗҐБП | №МПаПЯ /Ўж | ТєПаПЯ /Ўж |
| Ag28Cu1.5Ti | 776 | 788 |
| Ti-Zr-Cu-Ni | 842 | 871 |
| BTi3 | 837 | 843 |
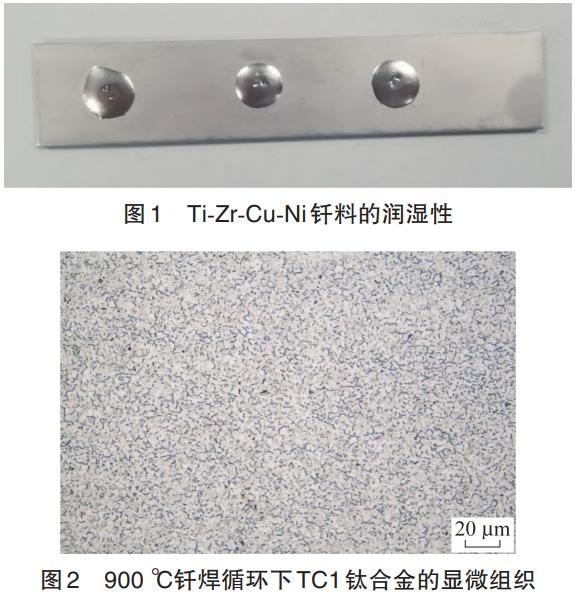
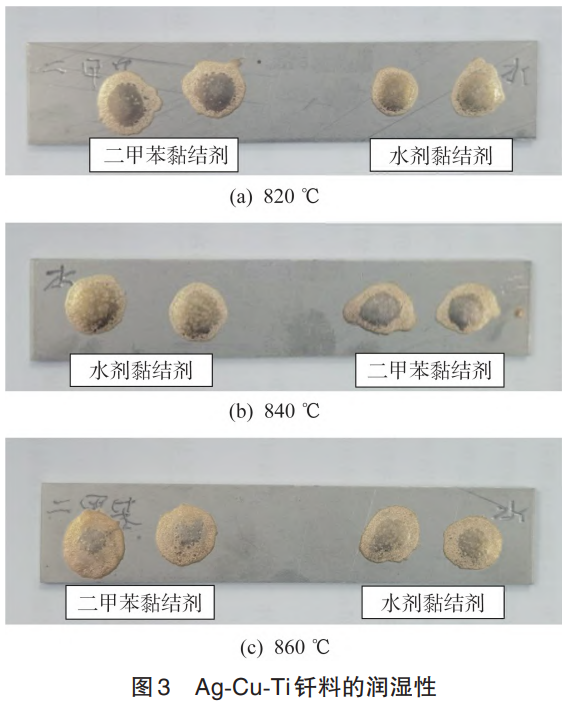
ёщѕЭІоИИ·ЦОцЅб№ыј°ЗҐєёОВ¶ИЙиЦГФФтЈ¬Ti-Zr-Cu-Ni ЗҐБПµДЗҐєёОВ¶ИЅУЅь 900ЎжЈ¬ТтґЛФЪ 900ЎжµДМхјюПВЈ¬¶Ф Ti-Zr-Cu-Ni ЗҐБПїЄХ№ИуКЄРФКФСйЈ¬КФСйЅб№ыИзНј 1 ЛщКѕЎЈTi-Zr-Cu-Ni ЗҐБПФЪ 900ЎжµДЗҐєёОВ¶ИПВіК№вББЗтЧґРОМ¬Ј¬јёєхОЮЖМХ№ПЦП󣬱нГчЗҐБПФЪґЛЗҐєёОВ¶ИПВµДБч¶ЇРФЅПІоЈ¬¶шЗҐБПµДБч¶ЇРФІ»Чг»бК№єуРшЗҐБП¶ФЗҐ·мµДМоідІъЙъІ»АыµДУ°ПмЎЈИфТЄёДЙЖЗҐБПµДЖМХ№РФДЬЈ¬ФтРиЅшТ»ІЅМбЙэЗҐєёОВ¶ИЈ¬ёщѕЭІДБПКЦІбЈ¬TC1 ІДБПЧйЦЇЧЄ±дОВ¶ИОЄ 920~930ЎжЈ¬µ±ОВ¶ИґпµЅґЛЗшјдК±Ј¬Жд»щМеЧйЦЇ»б·ўЙъЧЄ±дЎЈКµјКЙПЈ¬ФЪЗҐєёОВ¶ИОЄ 900ЎжК±Ј¬TC1 оСєПЅрТСѕіцПЦБЛЧйЦЇЧЄ±дµДЗйїцЈ¬ИзНј 2 ЛщКѕЈ¬№К Ti-Zr-Cu-Ni ЗҐБПІ»ККУГУЪTC1оСєПЅрµДЗҐєёЎЈ±ѕОДєуРшІ»ФЩїЄХ№ёГЗҐБПµДСРѕїЈ¬ЦШµгСРѕї Ag-Cu-Ti єН BTi3 ЗҐБП 2 ЦЦЗҐБПЎЈ
2.2 ЗҐБПµДИуКЄРФєНМоП¶РФ
2.2.1 Ag-Cu-Ti ЗҐБПµДИуКЄРФєНМоП¶РФ
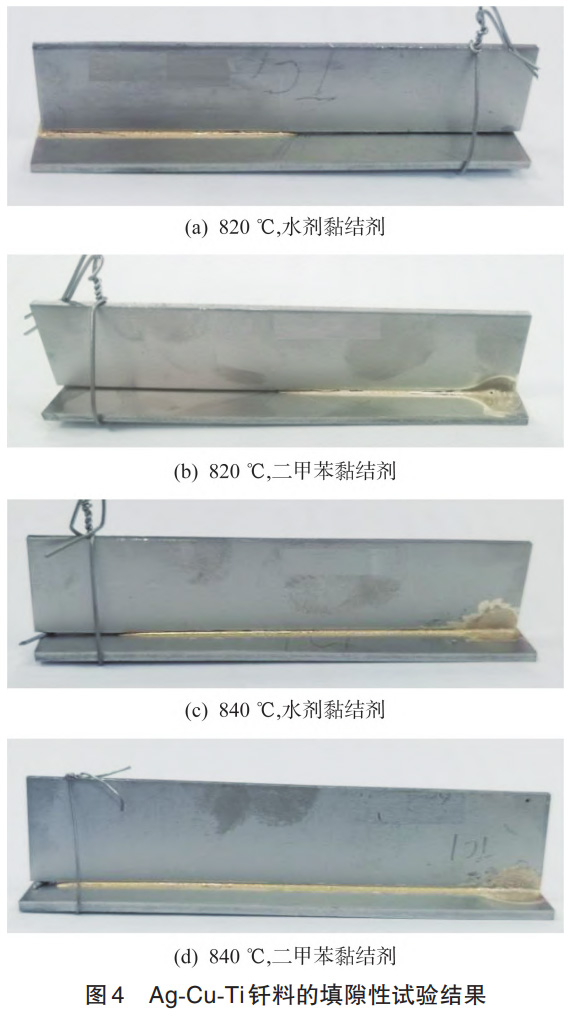
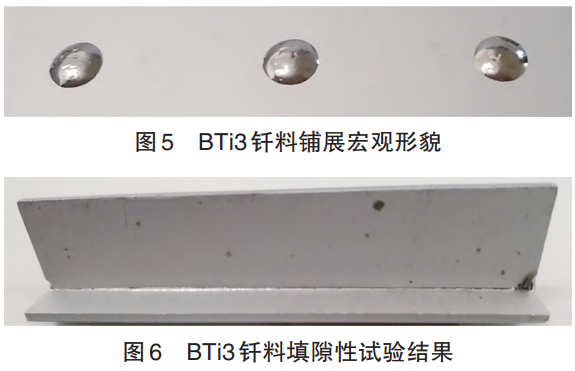
ёщѕЭІоИИ·ЦОцЅб№ыЈ¬¶Ф Ag-Cu-Ti ЗҐБП·Ц±рФЪ 820Ўж×15minЎў840Ўж×15minЎў860Ўж×15min ИэЧйІОКэМхјюПВ¶ФTC1оСєПЅрКФЖ¬ЅшРРБЛЗҐБПИуКЄЖМХ№КФСйЈ¬КФСй№эіМЦР·Ц±рІЙУГБЛЛ®јБр¤ЅУјБєН¶юјЧ±Ѕр¤ЅУјБ¶ФЗҐБПЅшРРµчЦЖЈ¬Ѕб№ыИзНј 3 ЛщКѕЎЈУЙНј 3 їЙЦЄЈ¬ФЪЙПКц 3 ЧйІОКэПВЈ¬Ag-Cu-Ti ЗҐБПѕщ±нПЦіцБјєГµДИуКЄРФЈ»ЗТФЪПаН¬ІОКэПВЈ¬К№УГ¶юјЧ±Ѕр¤ЅбјБµчЦЖµДЗҐБПЈ¬ЖдИуКЄРФєНЖМХ№РФПФЦшУЕУЪЛ®јБр¤ЅбјБµчЦЖµДЗҐБПЎЈµ«јшУЪ 860ЎжµДЗҐєёОВ¶ИЅУЅьTC1оСєПЅрІДБПµДЧйЦЇЧЄ±дОВ¶ИЈ¬ЛщТФСЎИЎ 820Ўж×15minЎў840Ўж×15min БЅЧйІОКэЅшРРЅшТ»ІЅµДМоП¶РФКФСйЈ¬И·¶Ё Ag-Cu-Ti ЗҐБПµДЧојСЗҐєё№ж·¶Ј¬МоП¶РФКФСйЅб№ыИзНј 4 ЛщКѕЎЈУЙНј 4 їЙЦЄЈ¬840Ўж×15min К±Ј¬ЗҐБПµДМоП¶РФЧојСЈ¬Моіді¤¶Иґп 116mmЎЈ
2.2.2 BTi3 ЗҐБПµДИуКЄРФєНМоП¶РФ
¶ФУЪ BTi3 ЗҐБПЈ¬ІЙУГ¶юјЧ±Ѕр¤ЅбјБ¶ФЖдЅшРРµчЦЖЈ¬ФЪ 860Ўж×15min µД№¤ТХІОКэПВЈ¬їЄХ№ИуКЄЖМХ№КФСйЈ¬Ѕб№ыИзНј 5 ЛщКѕЎЈУЙНј 5 їЙЦЄЈ¬ЗҐБПХ№ПЦіцБјєГµДИуКЄРФЈ¬±нГжіКЅрКф№вФуЎЈ
ФЪЙПКцЗҐєёІОКэПВ¶ФУЪ BTi3 ЗҐБПЅшРРМоП¶РФКФСйЈ¬ЖдЅб№ыИзНј 6 ЛщКѕЎЈУЙНј 6 їЙЦЄЈ¬BTi3 ЗҐБПФЪёГЗҐєёІОКэПВХ№ПЦіцБјєГµДМоідР§№ыЈ¬Моіді¤¶Иґп 115mmЎЈ
ЧЫЙПЛщКцЈ¬ОЄ±ЈХПTC1оСєПЅрХжїХЗҐєё№эіМЦРЗҐБПБјєГµДЖМХ№РФєНМоП¶РФЈ¬Ѕш¶ш±ЈЦ¤ЗҐєёЦКБїЈ¬¶ФУЪ Ag-Cu-Ti ЗҐБПЈ¬НЖјцК№УГ¶юјЧ±Ѕр¤ЅбјБЅшРРµчЦЖЈ¬ЗҐєё№ж·¶ОЄ 840Ўж×15minЈ»¶ш¶ФУЪ BTi3 ЗҐБПЈ¬НЖјцЗҐєё№ж·¶ОЄ 860Ўж×15minЎЈ
2.3 ЗҐ·мµДРФДЬІвКФ
2.3.1 ЗҐ·мµДјфЗРЗї¶И
ТтОЄоСєПЅрКфУЪМШКвєёЅУІДБПЈ¬Жд±нГж¶ФСх»Ї·ґУ¦ѕЯУРЅПёЯµДГфёРРФЈ¬ОЄИ·±ЈєёЅУЦКБїЈ¬ФЪєёЅУЗ°РиЅшРРЛбПґґ¦АнЈ¬ОЄИ·¶ЁЛбПґєуєёЅУµДК±јдїШЦЖЈ¬¶Ф±ИБЛЛбПґєуІ»Н¬К±јд¶ФЗҐєё·мµДјфЗРЗї¶ИЎЈ
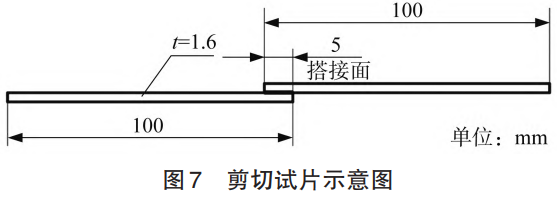
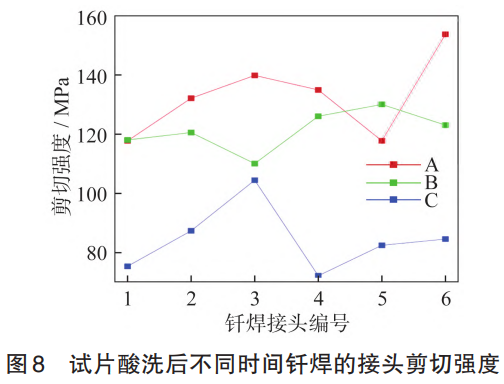
ІЙУГ№жёсОЄ 100mm×20mm µДTC1°еІДЦЖ±ёјфЗРЗї¶ИІвКФКФЖ¬Ј¬ґоЅУКѕТвНјИзНј 7 ЛщКѕЈ¬КФСйСЎУГ Ag-Cu-Ti ЗҐБПЅшРРЗҐєёЈ¬ЗҐєёОВ¶ИОЄ 840ЎжЈ¬±ЈОВК±јд 15minЎЈјфЗРЗї¶ИІвКФЅб№ыИзНј 8 ЛщКѕЈ¬ЖдЦР A ЧйКФЖ¬ОЄЛбПґєу 24h ЗҐєёЈ¬B ЧйКФЖ¬ОЄЛбПґєу 96h ЗҐєёЈ¬C ЧйКФЖ¬ОЄЛбПґєу 140h ЗҐєёЈ¬ГїЧйКФЖ¬ѕщјУ№¤ 6 ёцЗҐєёЅУН·Ј¬ЛщУРКФЖ¬ЗҐєёєуѕщЅшРРБЛ 600Ўж×2~3h µДНЛ»рґ¦АнЈ¬ѕјфЗРЗї¶ИІвКФ¶ПБСІїО»ѕщФЪЗҐ·мґ¦ЎЈУЙНј 8 їЙЦЄЈ¬ЛжЧЕЛбПґєуК±јдµДФцјУЈ¬КФЖ¬јфЗРЗї¶ИХыМеіКПВЅµЗчКЖЈ¬ЗТЛбПґєу 140h ЗҐєёµДЅУН·Зї¶ИГчПФµНУЪЛбПґєу 24h єН 96h ЗҐєёµДКФЖ¬Ј¬»щУЪґЛЈ¬ОЄ±ЈЦ¤ЗҐєёЅУН·Зї¶ИЈ¬TC1 оСєПЅрЗҐєёµДЛбПґєуЗҐєёК±јдУ¦ѕЎБїїШЦЖФЪ 96h ДЪЎЈ
2.3.2 ЗҐ·мДНёЇКґРФДЬ
УЙУЪДіР©оСєПЅрБгјюµД·юТЫ»·ѕіЈ¬РиТЄі¤ЖЪ±©В¶ФЪі±КЄµД»·ѕіЦРЈ¬±ѕСРѕї¶Ф 2 ЦЦККЕдРФЅПєГµДЗҐБПЛщРОіЙµДЗҐ·мЅшРРДНёЇКґРФДЬІвКФЎЈ
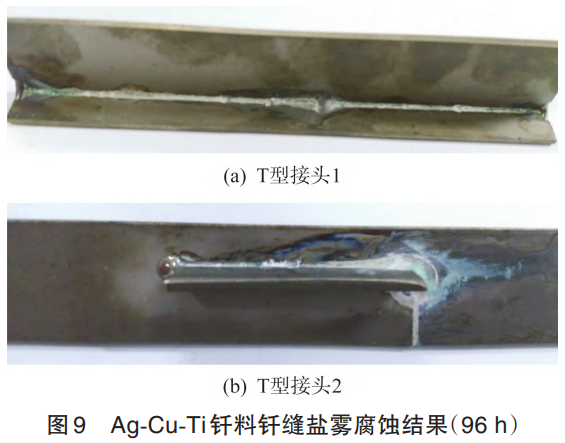
ТАѕЭ GB/T 10125-2021 ТЄЗу¶Ф Ag-Cu-Ti ЗҐБПЗҐєё + НЛ»рєуµД 2 ёц T РНЅУН·ЗҐєё·мїЄХ№БЛК±і¤ОЄ 96h µДЦРРФСООнёЇКґКФСйЈ¬КФСйЅбКшєуЈ¬КФЖ¬ЦГУЪіЈОВ»·ѕіПВ·ЕЦГ 48h ЅшРРєуРш№ЫІмЈ¬Ѕб№ыПФКѕ 2 ёцЅУН·µДєё·мґ¦ЗҐБПѕщіцПЦСПЦШёЇКґµДПЦПуЈ¬ЗТ°йЛж°ЧЙ«єНВМЙ«ёЇКґОпІъЙъЈ¬ИзНј 9 ЛщКѕЎЈ
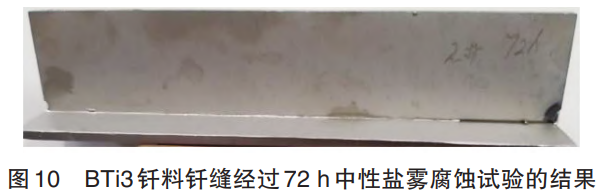
ТАѕЭ GB/T 10125-2021 ТЄЗу¶Ф BTi3 ЗҐБПЗҐєё + НЛ»р (ПИХжїХЗҐєёС»·ФЩНЛ»рґ¦Ан) єуµД T РНЅУН·ЗҐєё·мїЄХ№БЛК±і¤ОЄ 48Ўў72Ўў96Ўў120Ўў144h µДЦРРФСООнёЇКґКФСйЈ¬КФСйЅбКшєуЈ¬КФЖ¬ЦГУЪіЈОВ»·ѕіПВ·ЕЦГ 48h єу№ЫІмЈ¬Ѕб№ыПФКѕЈ¬ЛщУРКФЖ¬ЗҐєё·мґ¦ѕщОґіцПЦёЇКґПЦПуј°ёЇКґОпЈ¬ЖдЦРѕ№э 72h ЦРРФСООнёЇКґКФСйµДЅб№ыИзНј 10 ЛщКѕЎЈ
ЧЫЙПЛщКцЈ¬Ag-Cu-Ti ЗҐБПРОіЙµДЗҐ·мДНСООнёЇКґРФДЬЅПІоЈ¬ДСТФВъЧгИэ·АТЄЗуЈ»BTi3 ЗҐБПРОіЙµДЗҐ·мДНСООнёЇКґРФДЬЅПєГЈ¬їЙВъЧгї№СООнёЇКґРФДЬИэ·АТЄЗуЎЈ
2.4 ИИС»·ґ¦Ан¶ФTC1оСєПЅр»щІДµДУ°Пм
ОЄСРѕїЗҐєёС»·¶ФTC1оСєПЅрІДБПРФДЬєНЧйЦЇµДУ°Пм№жВЙЈ¬ЙијЖБЛ¶Ф±ИКФСйЈ¬·Ц±р¶Ф№©У¦М¬ЎўЗҐєёєуј°ЗҐєё + НЛ»рєуTC1КФЖ¬їЄХ№БЛКТОВї№АЗї¶ИКФСйЈ¬Іў¶ФЗҐєё + НЛ»рєуКФЖ¬ЅшРРЅрПаЖКЗР·ЦОцЎЈ
2.4.1 ¶Ф»щІДЗї¶ИµДУ°Пм
ОЄГчИ·ЗҐєёС»·¶Ф»щІДЗї¶ИµДУ°Пм»ъЦЖЈ¬Ѕ«TC1КФЖ¬ФЪ 2 ЦЦЗҐБПµДЗҐєёС»·ІОКэПВЅшРРБЛИИС»·ј°єуРшНЛ»рґ¦АнЈ¬ФЪґЛ»щґЎЙП·Ц±рЅ«№©У¦М¬ЎўЗҐєёС»·М¬ЎўЗҐєёС»· + НЛ»рМ¬ґ¦АнµДTC1КФЖ¬ЧчОЄ 3 ЧйІвКФ¶ФПуЅшРРБЛјфЗРЗї¶ИІвКФЈ¬Ѕб№ыјы±н 3ЎЈУЙ±н 3 їЙЦЄЈ¬ѕАъБЛЗҐєёС»·ј°ЗҐєёС»· + НЛ»рґ¦АнєуКФЖ¬µДјфЗРЗї¶ИУ빩Ӧ̬јфЗРЗї¶ИОЮГчПФІо±рЈ¬Ѕб№ы±нГчИИС»·ґ¦Ан¶ФTC1Зї¶И»щ±ѕОЮІ»БјУ°ПмЎЈ
±н 3TC1КФЖ¬КТОВАЙмјфЗРЗї¶И¶Ф±И µҐО»ЈєMPa
| Чй±р | КФЖ¬ 1 | КФЖ¬ 2 | КФЖ¬ 3 | ЖЅѕщЦµ |
| №©У¦М¬ | 805.4 | 798.4 | 796.0 | 800.0 |
| ЗҐєёС»· (840Ўж×15min) | 777.5 | 791.5 | 783.2 | 784.1 |
| ЗҐєёС»· (860Ўж×15min) | 770.8 | 790.8 | 793.5 | 785.0 |
| ЗҐєёС»· + НЛ»р (840Ўж×15min) | 778.7 | 789.7 | 787.9 | 785.4 |
| ЗҐєёС»· + НЛ»р (860Ўж×15min) | 800.6 | 772.2 | 776.8 | 783.2 |
2.4.2 ¶Ф»щІДЧйЦЇµДУ°Пм
ОЄИ·¶ЁФЪёГЗҐєёЧґМ¬ПВЈ¬БЅЦЦЗҐБП¶ФTC1оСєПЅрЧйЦЇµДУ°Пм»ъЦЖЈ¬¶ФЗҐєё + НЛ»рµДКФЖ¬ЅшРРБЛЅрПаЖКЗРЈ¬ИзНј 11 ЛщКѕЎЈ
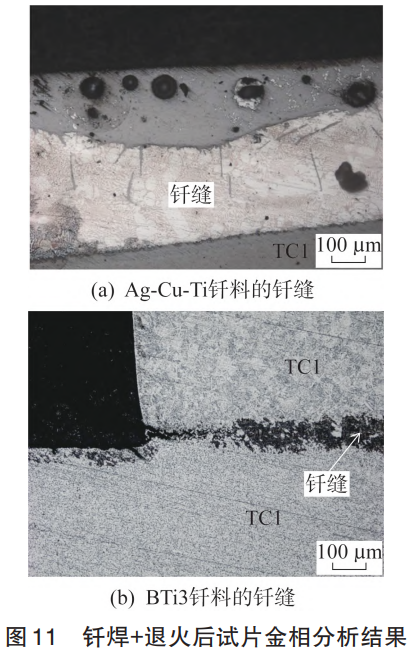
Ѕб№ы±нГчЈ¬2 ЦЦЗҐБПЗҐєёС»· + НЛ»рМ¬µД»щМеЧйЦЇѕщ±ЈіЦХэіЈЧґМ¬Ј¬Оґјы№эИИПЦПуІъЙъЈ¬ЗТ¶Ф»щМеѕщОґіцПЦИЬКґПЦПуЎЈ
3ЎўЅбВЫ
±ѕїОМвО§ИЖTC1оСєПЅрХжїХЗҐєёјјКхХ№їЄСРѕїЈ¬МЅѕїБЛЗҐБПµДСЎ¶ЁЎўЗҐєёС»·ІОКэЎўЛбПґК±јдїШЦЖЎўЗҐ·мРФДЬІвКФј°ИИС»·ґ¦Ан¶Ф»щІДРФДЬУ°Пм№жВЙµДСРѕїЈ¬µГµЅЅбВЫИзПВЈє
(1) ФЪTC1оСєПЅрµДХжїХЗҐєё№¤ТХЦРЈ¬ОЄ±ЈЦ¤ЗҐБПБјєГµДЖМХ№РФєНМоП¶РФЅш¶ш±ЈЦ¤ЗҐєёЦКБїЈ¬СЎУГ Ag-Cu-Ti ЗҐБПК±НЖјцК№УГ¶юјЧ±Ѕр¤ЅбјБЅшРРµчЦЖЈ¬ЗҐєё№ж·¶ОЄ 840Ўж×15minЈ»¶ш¶ФУЪ BTi3 ЗҐБПЈ¬НЖјцЗҐєё№ж·¶ОЄ 860Ўж×15minЈ»Ti-Zr-Cu-Ni ЗҐБПІ»ККУГУЪёГЗҐєёЧчТµЎЈ
(2) ФЪTC1оСєПЅрµДХжїХЗҐєё№¤ТХЦРЈ¬ЛжЧЕєёЗ°ЛбПґєуК±јдµДФцјУЈ¬КФЖ¬јфЗРЗї¶ИіКПВЅµЗчКЖЈ¬ОЄ±ЈЦ¤ЗҐєёЅУН·Зї¶ИЈ¬TC1 оСєПЅрЗҐєёµДЛбПґєуЗҐєёК±јдУ¦їШЦЖФЪ 96h ДЪЎЈ
(3) Ag-Cu-Ti ЗҐБПРОіЙµДЗҐ·мДНСООнёЇКґРФДЬЅПІоЈ¬ДСТФВъЧгИэ·АТЄЗуЈ»BTi3 ЗҐБПРОіЙµДЗҐ·мДНСООнёЇКґРФДЬЅПєГЈ¬їЙВъЧгї№СООнёЇКґРФДЬИэ·АТЄЗуЎЈ
(4) ИИС»·ґ¦Ан¶ФTC1оСєПЅр»щІДЗї¶ИєНПФОўЧйЦЇ»щ±ѕОЮПФЦшУ°ПмЎЈ
ІОїјОДПЧ
[1] ·ыіЙС§Ј¬АЧПюО°Ј¬јЦРЎ·ЙЈ¬µИЎЈоѺϽ𼤹вФцІДЦЖФмјјКхСРѕїУлУ¦УГЅшХ№ [J]. єё№ЬЈ¬2023, 46 (8):11-18.
[2] ёЯМъѕьЈ¬БхРЎѕьЈ¬УЪцпЈ¬µИЎЈі¬ЙщХс¶Ї¶ФTC1оСєПЅр°еІДАЙмРФДЬµДУ°Пм [J]. ПЎУРЅрКфІДБПУ빤іМЈ¬2019, 48 (1):286-292.
[3] СзЅЬЈ¬ХЕµПЈ¬ХЕО¬О¬Ј¬µИ.TC1оСєПЅрєёЅУ№¤ТХµДУ¦УГСРѕї [J]. єёЅУјјКхЈ¬2024, 53 (2):91-95.
[4] БхСфЈ¬ХЕ№у·жЈ¬НхКїФЄЎЈоСєПЅрУлІ»РвёЦТмЦЦЅрКфЗҐєёµДСРѕїЅшХ№ [J]. єё№ЬЈ¬2019, 42 (3):1-7.
[5] ХЕЛЙФАЎЈј¤№вЦЇ№№»Ї TC4 оСєПЅрД¦ІБДҐЛрРФДЬСРѕї [D]. ґуБ¬ЈєґуБ¬єЈКВґуС§Ј¬2023.
[6] »ЖИрЙъЈ¬·ЅДЛОДЈ¬ОдЕфІ©Ј¬µИЎЈєс±ЪоСєПЅрИЫ»ЇєёЅУјјКхСРѕїПЦЧґ [J]. µзєё»ъЈ¬2022, 52 (6):10-24.
[7] АоєЈЙЅЈ¬ВЮґуРВЈ¬НхСеУпЈ¬µИ. TC4 оСєПЅрТєАд°еУлЅб№№јюХжїХЗҐєёµД№¤ТХСРѕї [J]. єЪБъЅїЖјјґуѧѧ±ЁЈ¬2023, 33 (1):71-75.
[8] БхГЇЎЈЦРјдІг¶ФМјІДБПУлоСєПЅрЗҐєёЧйЦЇєНРФДЬµДСРѕї [D]. ПжМ¶ЈєПжМ¶ґуС§Ј¬2022.
[9] ЮЙФЛМОЈ¬БхРЗіЅЈ¬»ЖПюЅЈ¬µИЎЈоСєПЅрІДБПФЪКЇУН№¤ТµЦРµДУ¦УГј°Ждї№ёЇКґРФДЬСРѕї [J]. єё№ЬЈ¬2023, 46 (11):1-8.
[10] АоФГЈ¬НхЅЁ·еЈ¬ВнБъ·ЙЈ¬µИЎЈ±ЈОВК±јд¶ФоСєПЅр°еібКЅ»»ИИЖчХжїХЗҐєё№эіМОВ¶ИіЎј°ІРУаУ¦Б¦µДУ°Пм [J]. єёЅУС§±ЁЈ¬2024, 45 (2):33-40.
ЈЁЧўЈ¬ФОД±кМвЈєХжїХЗҐєё№¤ТХ¶ФTC1оСєПЅрєё·мРФДЬµДУ°ПмЈ©
tag±кЗ©:TC1оСєПЅр,єЅїХ·ў¶Ї»ъХыБчЖч,±Ў±ЪЅб№№,ХжїХЗҐєё