



ЈҐ≤Љ»’∆Џ£Ї2022-4-25 10:34:29
“э—‘
љр ф»џЅґЉЉ хЋж„≈њ∆—ІЉЉ хµƒЈҐ’єЇЌ…ъ≤ъµƒ–и“™≤їґѕЌк…∆£ђљьƒкјі£ђ–¬µƒ»џЅґЈљЈ®≤їґѕ”њѕ÷£ђ є≤ƒЅѕµƒ÷ ЅњЇЌ≤ъЅњµ√µљћбЄя£ђµЂїєіж‘ЏЇƒƒ№Єя°ҐЋрЇƒіу°ҐЊ≠Љ√ЉЉ х÷Є±кљѕµЌµ»ќ ћв£ђЋщ“‘—–Њњѕ÷”–»џЅґЉЉ х≤Ґ≤їґѕњ™ЈҐ–¬µƒ»џЅґЉЉ хЊя”–…о‘ґµƒ“в“е°£”л∆дЋыљр фѕа±»£ђо—Љ∞∆дЇѕљр «Єяїѓ—Іїо–‘љр ф£ђ‘Џ»џ»Џ„іћђѕ¬£ђЉЄЇх”лЋщ”–ƒЌїр≤ƒЅѕЈҐ…ъїѓ—ІЈі”¶£ђ«“≤їƒ№‘Џіу∆ш÷–љш––»џЅґ£ђ±Ў–л‘Џ’жњ’їтґи–‘∆шЈ’ѕ¬љш––£ђ“тіЋ’∆ќ’о—Їѕљрµƒ»џЅґЉЉ хƒ—ґ»љѕіу£ђƒњ«∞÷ї”–…ў эєъЉ“’∆ќ’ЅЋо—Їѕљрµƒ»џЅґЉЉ х°£
о—Љ∞о—Їѕљрµƒ»џЅґ÷ч“™Ј÷ќ™Ѕљја£Ї’жњ’„‘ЇƒЇЌ’жњ’Ј«„‘Їƒ»џЅґ°£’жњ’„‘Їƒ»џЅґ÷ч“™∞ьј®’жњ’„‘Їƒµзї°»џЅґ(Vacuumarcremehing£ђVAR)°Ґµз‘ь»џЅґ“‘Љ∞’жњ’ƒэњ«¬ѓ»џЅґ°£’жњ’Ј«„‘Їƒ»џЅґ÷ч“™∞ьј®’жњ’Ј«„‘Їƒµзї°»џЅґ°ҐјдџбџцЄ–”¶»џЅґ°Ґјді≤¬ѓ»џЅґl_5]£ђґшјді≤¬ѓ»џЅґ”÷Ј÷ќ™µз„” шјді≤¬ѓ»џЅґ(Electronbeamcoldhearthmmelting)ЇЌµ»јл„” шјді≤¬ѓ»џЅґ(Plasmaarccoldhearthmelting)°£ƒњ«∞о—Љ∞о—Їѕљр÷эґІµƒє§“µїѓ…ъ≤ъ÷–”¶”√„оєгЈЇµƒ «’жњ’∞„Їƒµзї°»џЅґЇЌјді≤¬ѓ»џЅґ°£
1°Ґ’жњ’„‘Їƒµзї°»џЅґЉЉ х
1.1VAR»џЅґ‘≠јнЉ∞ћЎµг
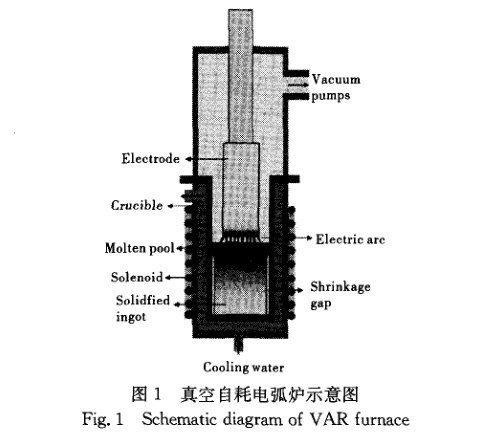
ƒњ«∞£ђ…ъ≤ъо—Љ∞о—Їѕљр÷эґІµƒ÷ч“™ЈљЈ®»‘ќ™’жњ’„‘Їƒµзї°»џЅґ£ђ≤Ґњ…ƒ№‘ЏљсЇуљѕ≥§“їґќ ±Љд’ЉЊЁ»џЅґє§“’µƒ÷чµЉµЎќї°£ЌЉ1ќ™’жњ’„‘Їƒµзї°¬ѓ Њ“вЌЉ£ђ∆д÷–љЂ—є÷∆Ї√µƒ„‘ЇƒµзЉЂ„чќ™ЄЇЉЂ£ђЌ≠џбџц„чќ™’эЉЂ£ђ‘Џ’жњ’їтґи–‘∆шЈ’÷–£ђљЂ„‘ЇƒµзЉЂ‘Џµзї°Єяќ¬Љ”»»ѕ¬—ЄЋў»џїѓ£ђ–ќ≥…»џ≥Ў≤Ґљш––љЅ∞и£ђ“ї–©“„ї”ЈҐ‘”÷ љЂЉ”Ћўј©…Ґµљ»џ≥Ў±н√ж±ї»•≥э£ђЇѕљрµƒїѓ—І≥…Ј÷Њ≠єэљЅ∞ињ…іпµљ≥дЈ÷Њщ‘»°£
VARЉЉ хµƒ”≈µг «»џЅґЋўґ»њм£ђє§“’„‘ґѓїѓ≥ћґ»Єя°Ґ≤ў„чЉтµ•°Ґњ……ъ≤ъіу–Ќ÷эґІ£ђњ…¬ъ„г“ї∞гє§“µ“™«у£ђґ‘”Џ“„ї”ЈҐ‘”÷ ЇЌƒ≥–©∆шће(»з«в∆ш°Ґµ™∆ш)µƒ»•≥э”–ЅЉЇ√µƒ–Ієы£їƒ№љµµЌЄя’ф∆шќҐЅњ‘™ЋЎµƒЇђЅњ£їњ…µ√µљі”ѕ¬ѕт…ѕµƒљьґ®ѕтƒэєћ÷щ„іЊІ£їљµµЌЇкєџ∆ЂќцЇЌќҐєџ∆Ђќц£їґаіќ÷Ў»џЇу÷эґІµƒ“ї÷¬–‘ЇЌЊщ‘»–‘љѕЇ√°£Ћж„≈њ∆—ІЉЉ хµƒљш≤љ£ђVARЉЉ х≤їґѕЌк…∆£ђЌ®єэ‘Ћ”√ѕ»љшµƒЉЉ х£ђ…ъ≤ъ≥цЅЋіуєжƒ£°ҐµЌ∆Ђќц°ҐЄя÷ Ѕњµƒ÷эґІ°£
VARЉЉ хїєіж‘Џ„≈“ї–©≤ї„г£ђ»з»џЅґ“„∆ЂќцЇѕљр‘™ЋЎљѕґаµƒо—Їѕљр ±£ђ»‘»їїб≥цѕ÷ЇкєџЇЌќҐєџ∆Ђќц£їїѓ—І≥…Ј÷Њщ‘»–‘≤о£ї»Ё“„≤ъ…ъ„й÷ѓ»±ѕЁ£ї±Ў–л”√љѕіуµƒ—єЅ¶їъ÷∆±Є„‘ЇƒµзЉЂ°Ґ≤–Ѕѕјы”√¬ µЌ£ђ≤їƒ№”––І»•≥эµЌ°ҐЄя√№ґ»Љ–‘”µ»°£ЅнЌв£ђЄ√є§“’їЎ ’ЈѕЅѕјІƒ—£ђ…ъ≤ъµƒ÷эґІЈҐ…ъЉ–‘”µƒ∆µ¬ Ї№Єя£ђ“тґшѕё÷∆ЅЋЋь‘Џ»џЅґЄя÷ ЅњЇѕљр÷–µƒ”¶”√°£ѕ÷‘Џ„‘ЇƒµзЉЂµзї°¬ѓґа”√јі÷Ў»џ÷эґІ£ђ’в‘Џ“їґ®≥ћґ»…ѕњЋЈюЅЋ…ѕ ц»±µг£ђњ……ъ≤ъ÷¬√№°Ґќё»±ѕЁ°Ґ≥…Ј÷Њщ‘»£ђЊя”–Ћщ“™«уµƒїѓ—І≥…Ј÷°Ґ≥яізЇЌЊІЅ£љбєєµƒ÷эґІ°£
1.2VAR»џЅґЉЉ хЈҐ’єѕ÷„і
VARЉЉ хЊ≠єэ5OґаƒкµƒЈҐ’є£ђ“—Њ≠љѕќ™Ќк…∆≥… м£ђљьƒкјіµƒЉЉ хЈҐ’є÷ч“™±нѕ÷‘Џ5ЄцЈљ√ж£Ї
(1)÷эґІ≥яізіу–Ќїѓ°£µзї°»џЅґ «“ї÷÷≈ъіќє§“’£ђ“тіЋ‘ціу≈ъіќєжƒ£їбћбЄя–І¬ °£Ћж„≈ѕ÷іъє§“µґ‘іу–ЌґЌЉюµƒ–и«у÷рљ•‘цґа£ђ–и“™љѕіуєжЄсµƒ÷эґІ°£іу–ЌVAR¬ѓ‘ЏєъЌвµƒ÷∆‘мЉЉ х…ъ≤ъ°Ґє§“’“—Њ≠љѕќ™≥… мЇЌЌк…∆£ђЊЁЅЋљвіу–ЌVAR¬ѓњ…»џЅґ÷±Њґќ™1524mm°Ґ÷ Ѕњіп30tµƒо—÷эґІ£ђєъЌвє§“µЈҐіпєъЉ“»џо—”√’жњ’∞„Їƒµзї°¬ѓґ÷ќїґаќ™8°Ђ15t°£ќ“єъо—»џЅґ÷ч“™≤…”√VAR¬ѓ£ђµЂ¬ѓ–Ќљѕ–°£ђ20 јЉЌ90ƒкіъ‘ц…иЅЋ6tVAR¬ѓ£ђ2002ƒк“‘Їу£ђ±¶о—ЉѓЌ≈ѕ»Їу“эљш4ћ®10t¬ѓ£ђ±¶Є÷ЉѓЌ≈“эљш2ћ®10t¬ѓ£ђ1ћ®15t¬ѓ£ђќч≤њо—“µ“эљш2ћ®8t¬ѓ°Ґ1ћ®12t¬ѓ£ђќч≤њ≥ђµЉєЂЋЊ“≤ѕ»Їу“эљш4ћ®8t¬ѓ°Ґ÷эґІ…ъ≤ъ µѕ÷ЅЋіу–Ќїѓ°£
(2)є§“’„‘ґѓїѓ°£VAR¬ѓ»Ђ„‘ґѓ÷Ў»џє§“’»’«ч≥… м°£ѕ÷іъVAR¬ѓ≤…”√ѕ»љшµƒЉ∆Ћгїъ„‘ґѓµзњЎЇ– эЊЁ ’ЉѓѕµЌ≥£ђЄщЊЁ÷Ў»џ≈дЈљљш––µзƒ‘њЎ÷∆÷Ў»џє§“’£ђ÷Ў»џґ‘Єшґ®µƒЇѕљрЇЌ÷эґІєжЄсљ®ЅҐЅЉЇ√µƒ»џЅґƒ£ љ£ђ≤ҐЈ÷ќц»џЅґєэ≥ћ÷–≥цѕ÷µƒќ ћв£ђїсµ√ЅЉЇ√µƒ÷эґІ±н√ж÷ ЅњЇЌƒЏ‘Џµƒ“±љр÷ Ѕњ£ђћбЄяљр ф≥…∆Ј¬ °£ƒњ«∞VAR»џЅґµƒє§“’ƒ£ƒв“—Њ≠ЈҐ’єµљƒ№Їѕјн„Љ»Ј‘§≤вƒэєћћхЉю°Ґ»џ≥Ў…оґ»ЇЌїѓ—І≥…Ј÷°£–¬“їіъƒ£–Ќ“™«уƒ№єї‘§≤вљбЊІћЎ’ч£ђ»зβ∞я£ђ≤ҐЄш≥цљбЊІ ±µƒ»эќђћхЉю°£
(3)…ъ≤ъЄя–Іїѓ°£„‘ґѓ≥∆÷Ўїм≤ЉЅѕѕµЌ≥°Ґіу–Ќ’жњ’µ»јл„”ЇЄѕд°Ґ≤–ЉЂЇЄљ”„∞÷√µ»Є®÷ъ…и±Єµƒ”¶”√£ђƒ№єї÷∆‘м≥цЄя÷ Ѕњµƒ„‘ЇƒµзЉЂ£ђ єµ√VARє§“’ЄьЊя”–ќ»ґ®–‘ЇЌ÷ЎЄі–‘£ђћбЄя÷эґІ÷ ЅњЇЌ≥…∆Ј¬ £ђіЋЌв£ђєъЌв…иЉ∆µƒVAR¬ѓЌ®≥£≤…”√ЋЂє§ќї≤Љ÷√Јљ љ£ђ»џЅґ ±‘ЏЅљЄцє§ќїљїћжљш––£ђћбЄяЅЋ…ъ≤ъ–І¬ °£
(4)є©µзЈљ љµƒЄƒ±д°£єэ»•µƒVAR¬ѓє©µзЈљ љќ™Ј«Ќђ÷бµƒ£ђµ±«њіуµƒµзЅчЌ®єэµз¬Ј ±£ђ≤ъ…ъЇ№«њµƒі≈≥°£ђ є»џЅґєэ≥ћµзї°≤їќ»ґ®°£ѕ÷‘Џ–¬–ЌµƒVAR¬ѓЊщ≤…”√Ќђ÷б–Ќє©µзЈљ љ£ђњ…“‘µ÷ѕыі≈≥°µƒ”∞ѕм£ђЈј÷є∆Ђќц≤ъ…ъ£ђћЎ±р «’лґ‘іу–Ќ÷эґІ£ђ≤…”√’в÷÷є©µзЈљ љЈ«≥£”–±Ў“™°£
(5) э÷µƒ£ƒвЉЉ хµƒЈҐ’є°£VARЉЉ хЋд»їє§“’Љтµ•°Ґ≤ў„чЈљ±г£ђµЂ”…”Џ»»‘іµƒћЎµгµЉ÷¬»џћеќ¬ґ»Ј÷≤Љ≤їЊщ£ђі”ґш єЋщµ√÷эґІіж‘Џ≥…Ј÷°Ґ„й÷ѓ≤їЊщ‘»£ђ“„≥цѕ÷ƒэєћ»±ѕЁµ»ќ ћв£ђґш÷эґІ÷Ў»џƒэєћєэ≥ћ÷–µƒ≥…Ј÷°Ґ„й÷ѓћЎ’ч”л∆дќ¬ґ»≥°µƒЈ÷≤Љ÷±љ”ѕаєЎ£ђ“тіЋ£ђћљћ÷÷эґІќ¬ґ»≥°Ј÷≤Љєж¬…”лє§“’≤ќ эµƒєЎѕµ «їсµ√≥…Ј÷°Ґ„й÷ѓЊщ‘»µƒЄя∆Ј÷ ÷эґІµƒїщі°°£љьƒкјі£ђєъƒЏЌв—І’яґа≤…”√ э÷µƒ£ƒвЈљЈ®—–ЊњVARє§“’єэ≥ћµƒќ¬ґ»≥°°Ґµзі≈≥°ЇЌЅч≥°µ»ћЎ’ч£ђЈ®єъµƒHafidµ»њЏ°£љ®ЅҐЅЋ э—Іƒ£–Ќјі—–ЊњVARєэ≥ћ÷–„‘ЇƒµзЉЂµƒ»»––ќ™£ђјы”√ƒ£–Ќ≥…є¶‘§≤в»џЅґЋўґ»“‘Љ∞„‘ЇƒµзЉЂµ„≤њ–ќ„і±дїѓ£ђ≤ҐЌ®єэ µ—й—й÷§ƒ£–Ќµƒ„Љ»Ј–‘°£єъƒЏµƒ’‘–°ї®µ»]їщ”ЏVARєэ≥ћµƒ»»∆љЇвєЎѕµ£ђљ®ЅҐЅЋо—Їѕљр÷эґІVARєэ≥ћµƒµзі≈≥°°Ґќ¬ґ»≥°ЇЌЅч≥°µƒ”–ѕё‘™ƒ£–Ќ£ђ µѕ÷ЅЋґаќпјн≥°µƒЋ≥–тсоЇѕ£їљ“ ЊЅЋ»џЅґµзЅч°Ґµзі≈љЅ∞и°Ґјд»іћхЉюµ»є§“’≤ќ э”лµзї°ћЎ–‘°Ґ»џ≥Ў±н
√жЉ∞Ѕчґѓ––ќ™°Ґµзі≈≥°ЇЌ÷эґІќ¬ґ»≥°Ј÷≤ЉµƒєЎѕµєж¬…£ђ≤…”√Ћщљ®ЅҐµƒƒ£–Ќ„Љ»Ј‘§≤вЅЋ÷эґІ≥…Ј÷Ј÷≤Љ(Їђ∆Ђќц)°Ґ»±ѕЁЈ÷≤ЉЉ∞ƒэєћ„й÷ѓ–ќ√≤£ђ÷ЄµЉЅЋіуЈ…їъ÷чЄ…≤ƒЅѕTC4“їDT°ҐTC21о—Їѕљр5t°Ґ8t÷эґІ°ҐTB6о—Їѕљр1t÷эґІ»џЅґє§“’ЄƒљшЇЌ≈ъіќќ»ґ®–‘—–Њњ£ђіуіућбЄяЅЋ÷эґІµƒ≥…Ј÷Њщ‘»–‘°ҐљаЊїґ»ЇЌ≈ъіќќ»ґ®–‘°£
2°Ґјді≤¬ѓ»џЅґЉЉ х
јді≤¬ѓ»џЅґЉЉ х «‘ЏЇљњ’”√о—ЇѕљрЄя÷ Ѕњ°ҐЄяњ…њњ–‘µƒ∆»«––и«уµƒ–ќ ∆ѕ¬≥цѕ÷µƒ£ђ‘ЏљвЊцµЌ°ҐЄя√№ґ»Љ–‘”Љ∞≥…Ј÷Њщ‘»–‘Јљ√ж±»љѕЇ√µЎљвЊцЅЋ’жњ’„‘Їƒµзї°»џЅґµƒ≤ї„г£ђ”л’жњ’Є–”¶»џЅґѕа±»£ђ“≤Єь Їѕє§“µїѓ…ъ≤ъ°£љь20ƒкјі£ђєъЌв—І’я‘Џјді≤¬ѓ»џЅґµƒ э÷µƒ£ƒв°Ґє§“’Љтїѓ°Ґ≤ќ э”≈їѓ°Ґѕ‘ќҐ„й÷ѓЄƒљшµ»Јљ√жљш––ЅЋіуЅњµƒ—–Њњњ™ЈҐє§„ч£ђ’вљЂ≥…ќ™ќіјіЄя–‘ƒ№°Ґґа„й‘™°ҐЄяіњґ»о—ЇѕљрЇЌљр фЉдїѓЇѕќп—–ЊњЉ∞…ъ≤ъ≤їњ……ўµƒЉЉ х°£
‘ЏЇљњ’Ј…–– Ј…ѕ£ђ”–≤ї…ўЈ…–– ¬є «”…”Џо—Їѕљрµƒ“±љр»±ѕЁ“э∆рЅгЉюµƒћб«∞ґѕЅ—£ђі”ґшµЉ÷¬ЈҐґѓїъЇЌЈ…їъ І–І°£ЊЁ√јєъFAA(Ѕ™∞оЇљњ’Њ÷)µƒ±®µј£ђ1962-1990ƒкЉд£ђ√јєъє≤”–25∆рЈ…–– ¬є «”…ЇЌ»џЅґє§“’ѕаєЎµƒ»±ѕЁ“э∆рЅгЉюµƒ І–Іїт‘з∆ЏґѕЅ—‘м≥…µƒ£ђ∆д÷–”∞ѕм„оќ™—ѕ÷Ўµƒ“±љр»±ѕЁ «”≤aЉ–‘”ќпЇЌЄя√№ґ»Љ–‘”ќп1]£ђ”– эЊЁЌ≥Љ∆±н√ч£ђƒ№±їЉм≤в≥цµƒ”≤Љ–‘”÷ї’Љ„№ эµƒ1£ѓ100000£ђіу≤њЈ÷”≤aЉ–‘”ќп√ї”–±їЉм≤в≥цјі°£“тіЋ£ђћбЄяо—Їѕљрµƒ“±љр÷ Ѕњ≥…ќ™о—ЈҐ’єЇЌ—–ЊњµƒєЎЉьЉЉ х÷Ѓ“ї£ђ÷±љ””∞ѕмЇљњ’ЈҐґѓїъЇЌЈ…їъµƒ є”√њ…њњ–‘°£1989ƒк√јєъIowa÷ЁSioux≥«ЈҐ…ъµƒIX£ї“ї10„єїъ ¬Љю‘м≥…111»Ћ”цƒ—£ђЊ≠µч≤й£ђ ¬є ‘≠“т «ЈҐґѓїъµƒTi“ї6A1—4Vо—Їѕљр“їЉґЈз…»≈ћ…ѕіж‘Џ”≤Љ–‘”£ђ‘м≥…ЅЋ≈ћЉюµƒ‘з∆Џ∆£јЌґѕЅ—°£
’віќ‘÷ƒ—–‘ ¬є љш“ї≤љЋµ√чЅЋо—Їѕљр≤њЉю“±љр÷ Ѕњµƒ÷Ў“™–‘°£
јді≤¬ѓ»џЅґЉЉ х «20 јЉЌ80ƒкіъЈҐ’є∆рјіµƒ“ї÷÷…ъ≤ъљаЊїљр фµƒѕ»љш»џЅґЉЉ х£ђ∆дґјћЎµƒЊЂЅґЋЃ∆љњ…“‘”––ІµЎѕы≥эо—Їѕљр÷–µƒЄчјаµЌ°ҐЄя√№ґ»Љ–‘”ќп£ђљвЊцЅЋ≥§∆ЏјІ»≈о—Їѕљрє§“µљзЇЌЇљњ’∆у“µµƒ“їіуƒ—ћв£ђ“—≥…ќ™µ±«∞…ъ≤ъЇљњ’ЈҐґѓїъо—Їѕљр„™ґѓ≤њЉю≤їњ…ћжіъµƒѕ»љш»џЅґЉЉ х°£єъЌвѕ»љш∆у“µ≤…”√јді≤¬ѓљш––о—Їѕљр»џЅґ£ђљвЊц÷эґІЄя°ҐµЌ√№ґ»Љ–‘”ќ ћв£ђ±ї„чќ™‘§ЈјЇљњ’„™ґѓЉюЇЌєЎЉьљбєєЉю“±љр»±ѕЁ°Ґ±№√в“э∆р‘÷ƒ— ¬є µƒєЎЉьЉЉ х£ђ « µѕ÷о—Їѕљр≤ƒЅѕЅг»±ѕЁіњЊїїѓЉЉ хµƒ÷Ў“™ЌЊЊґ°£√јєъѕ÷––”оЇљ≤ƒЅѕ±к„Љ÷–“™«у÷Ў“™”√ЌЊєЎЉь≤њЉюµƒо—Їѕљр≤ƒЅѕ±Ў–л є”√јді≤¬ѓ÷∆±ЄЉЉ х°£»зGEєЂЋЊ”Џ1988ƒкњ™ Љ≤…”√јді≤¬ѓ»џЅґЉ”’жњ’„‘Їƒµзї°»џЅґЉЉ х…ъ≤ъЇљњ’ЈҐґѓїъєЎЉь„™„”ЅгЉю”√о—Їѕљр÷эґІ°£
ƒњ«∞£ђќ“єъЇљњ’”√о—Їѕљрµƒ»џЅґїщ±Њ≤…”√’жњ’„‘Їƒµзї°¬ѓ»џЅґЈљЈ®°£ґ‘”Џ÷ Ѕњ“™«уЄяµƒо—Їѕљр÷эґІ£ђ“ї∞г“™Њ≠єэ3іќVAR»џЅґ£ђ“‘їсµ√≥…Ј÷Њщ‘»°Ґ»±ѕЁ¬ µЌµƒ÷эґІ°£‘Џќ“єъ£ђ”√VARє§“’…ъ≤ъµƒо—Їѕљр÷эґІ°ҐЋжЇуµƒ∞л≥…∆ЈЇЌ÷эЉю÷–‘шЈҐѕ÷ґа∆рЉ–‘”ќпЇЌ≥…Ј÷∆Ђќцµ»“±љр»±ѕЁ£ђ—ѕ÷Ў”∞ѕмЅЋ≤ƒЅѕµƒ є”√њ…њњ–‘£ђ‘м≥…µƒЊ≠Љ√Ћр І“≤Ї№іу_2°£ќ™ЅЋћбЄяќ“єъо—Їѕљрµƒ»џЅґЋЃ∆љЇЌЇљњ’”√о—Їѕљрµƒ÷ ЅњњЎ÷∆£ђќ“єъµƒЇљњ’≤њ√≈ЇЌ“±љр≤њ√≈µ»ѕаєЎµ•ќїЈ«≥£÷Ў ”£ђљЎ÷Ѕ2014ƒк£ђѕ»Їу”–7Љ“µ•ќї“—Њ≠Єч„‘“эљш≤Ґ∞≤„∞ЅЋ8ћ®µз„” шјд¬ѓі≤»џЅґ¬ѓЇЌ2ћ®µ»јл„”јд¬ѓі≤»џ÷э¬ѓ°£
2.1јді≤¬ѓ»џЅґ‘≠јнЉ∞ћЎµг
јді≤¬ѓ‘Џ…иЉ∆…ѕљЂ»џЅґєэ≥ћЈ÷ќ™3Єц«ш”т£Ї»џїѓ«ш°ҐЊЂЅґ«шЇЌљбЊІ«ш°£‘Џ»џїѓ«ш£ђ‘≠Ѕѕ”…єћћђ±д≥…“ЇћђЇуЅчѕтЊЂЅґ«ш£ї‘ЏЊЂЅґ«ш£ђ”…”Џо—“Ї‘Џјді≤…ѕњ…Ќ£Ѕфљѕ≥§ ±Љд£ђњ…”––І»•≥э“„ї”ЈҐ‘”÷ (»зH°ҐC1°ҐCa°ҐMgµ»)£ђµЌ√№ґ»Љ–‘”(LDI)(»зTiN)њ…“‘…ѕЄ°÷Ѕ»џ≥Ў±н√жЌ®єэ»№љвѕы≥э£ђґшЄя√№ґ»‘”÷ (HDI)(»зW°ҐWCµ»)‘тњ…“‘ѕ¬≥Ѕ÷Ѕјді≤µ„≤њ±їƒэњ«≤ґїс£ђ≤Ґ≥дЈ÷ µѕ÷Їѕљрїѓ°ҐЉх–°∆Ђќц£ї„оЇуЌ®єэ“зЅч„мЅч»лљбЊІ∆ч£ђƒэєћ≥…‘≤–ќ÷эґІїт±вґІ£ђјді≤¬ѓ Њ“вЌЉЉыЌЉ2°£
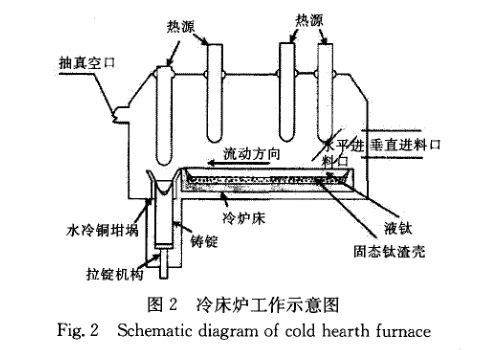
јді≤¬ѓЄщЊЁ»»‘і≤їЌђ£ђњ…Ј÷ќ™µз„” шјді≤¬ѓЇЌµ»јл„” шјді≤¬ѓ°£µз„” шјді≤¬ѓ“‘µз„” шќ™Љ”»»‘і£ђ‘ЏЄяµз—єѕ¬£ђµз„”і”“хЉЂЈҐ≥ц£ђЊ≠—фЉЂЉ”ЋўЇу–ќ≥…µз„” ш£ђ‘Џµзі≈ЌЄЊµЊџљєЇЌ∆Ђ„™і≈≥°µƒ„ч”√ѕ¬Їдїч‘≠Ѕѕ£ђµз„”µƒґѓƒ№„™±д≥…»»ƒ№£ђ є‘≠Ѕѕ»џїѓ£ђњ…“‘»џїѓЄч÷÷Єя»џµгљр ф°£µз„” шјді≤¬ѓ“™«у‘Џ1×10PaЄя’жњ’ѕ¬љш––°£Єя’жњ’”–јы”Џ»•≥эо—Їѕљр÷–µƒµЌ»џµгї”ЈҐ–‘љр фЇЌ‘”÷ £ђ∆рµљћбіњ„ч”√°£µ»јл„” ш¬ѓ“‘µ»јл„” шќ™»»‘і£ђµ»јл„” ш”л„‘”…µзї°≤їЌђ£ђЋь «“ї÷÷—єЋхї°£ђƒ№ЅњЉѓ÷–£ђї°÷щѕЄ≥§°£”л„‘”…µзї°ѕа±»£ђµ»јл„” шЊя”–љѕЇ√µƒќ»ґ®–‘°Ґљѕіуµƒ≥§ґ»ЇЌљѕєгµƒ…®√иƒ№Ѕ¶£ђі”ґш єЋь‘Џ»џЅґ°Ґ÷э‘мЅм”т÷–Њя”–ґјћЎµƒ”≈ ∆°£µ»јл„”«є «‘Џљ”љьіу∆ш—єµƒґи–‘∆шЈ’ѕ¬є§„ч£ђњ…“‘Јј÷єAl°ҐSn°ҐMn°ҐCrµ»Єяї”ЈҐ–‘‘™ЋЎµƒї”ЈҐ°£
”л’жњ’„‘Їƒµзї°»џЅґѕа±»£ђµз„” шјді≤¬ѓ»џЅґЊя”–Ї№ґа”≈ ∆£Ї
(1)њ…“‘≤…”√ґа÷÷–ќ љµƒ‘≠≤ƒЅѕ»з…Ґ„іЇ£√ао—°Ґ≤–Ѕѕ“‘Љ∞о—–Љµ»£ђќё–и—є÷∆µзЉЂ£ђЋхґћ‘≠≤ƒЅѕ„Љ±Є ±Љд£ђљµµЌ≥…±Њ£ђћбЄя–І¬ £ї
(2)ƒ№єїіуЅњ є”√Њ≠Љ√µƒ‘≠≤ƒЅѕ£ђ»зЇђ”–ћЉїѓќў‘”÷ µƒ«–ѕчЅѕ£ђ≤–ЅѕћнЉ”±»јэњ…іп100%£ї
(3)ƒ№єї”––І»•≥э“„ї”ЈҐ‘”÷ “‘Љ∞µЌ°ҐЄя√№ґ»Љ–‘”£ї
(4)Ќ®єэњЎ÷∆є¶¬ √№ґ»£ђњЎ÷∆о—»џће‘Џјді≤÷–µƒЌ£Ѕф ±Љд£ђ±£÷§Їѕљр‘™ЋЎ≥дЈ÷Њщ‘»їѓ£ђ±№√в∆Ђќц£ђ»џЅґЋўґ»ЇЌ»џ≥Ўќ¬ґ»њ…“‘ЅйїоњЎ÷∆£ї
(5)њ……ъ≤ъ≤їЌђљЎ√жµƒ÷эґІ»з‘≤ґІ°Ґ±вґІїтњ’–ƒґІ£ђЉх…ў∞е≤ƒ”лє№≤ƒ…ъ≤ъ ±µƒЇу–шЉ”є§£ђњ…√чѕ‘Љх…ўљр фЉ”є§ЋрЇƒ£ђ≤…”√ЊЎ–ќљЎ√жµƒґІ≈ч”√”Џ∞е≤ƒ…ъ≤ъњ…“‘ѕ‘÷шћбЄяљр ф ’µ√¬ £ї
(6)Ќ®єэґ‘љшЅѕњЏЇЌ“зЅч„мµƒњЎ÷∆£ђњ…“‘ µѕ÷“їіќ≥…ґІ£ђ“ї¬ѓґаґІ£ђљµµЌ»џЅґЈ—”√£ђћбЄя…ъ≤ъ–І¬ °£
”лµз„” шјді≤¬ѓ»џЅґє§“’ѕа±»£ђµ»јл„” шјді≤¬ѓ»џЅґє§“’”–»зѕ¬ћЎ–‘£Ї
(1)µ»јл„” ш„чќ™»»‘і»џЅґо—Їѕљр ±£ђµ»јл„”«є «‘Џљ”љьіу∆ш—єµƒґи–‘∆шЈ’ѕ¬є§„ч£ђњ…“‘Јј÷єAl°ҐCr°ҐSn°ҐMnµ»Єяї”ЈҐ‘™ЋЎµƒї”ЈҐ£ђњ… µѕ÷ЄяЇѕљрїѓЇЌЄі‘”Їѕљрїѓо—Їѕљр‘™ЋЎЇђЅњµƒЊЂ»ЈњЎ÷∆°£
(2)µ»јл„”«є≤ъ…ъµƒHeїтArµ»јл„” ш «ЄяЋўЇЌ–э„™µƒ£ђґ‘»џ≥ЎƒЏµƒо—“Їƒ№∆рµљљЅ∞и„ч”√£ђ”–÷ъ”ЏЇѕљр≥…Ј÷µƒЊщ‘»їѓ°£
(3)µ»јл„”јді≤¬ѓ»џЅґ ±»џ≥Ўіу°Ґ…оґ»ѕаґ‘љѕ…о£ђњ…“‘ µѕ÷»№“Їµƒ≥дЈ÷ј©…Ґ°£
(4)µ»јл„” «‘Џљ”љьіу∆ш—є∆шЈ’ѕ¬є§„ч£ђ“тіЋ≤ї №‘≠≤ƒЅѕ÷÷јаµƒѕё÷∆£ђњ…“‘јы”√…Ґ„∞Ѕѕ£ђ»зЇ£√ао—°Ґо—–Љ°Ґљљµј«–њйµ»£ђ“≤њ…“‘”√∞фЅѕЋЌ»л£їґшµз„” ш¬ѓ–и“™‘ЏЄя’жњ’ґ»ѕ¬(d0.1Pa)є§„ч£ђ‘Џ»џЅґ”…Ї£√ао—„й≥…µƒљшЅѕ ±£ђ“тЇ£√ао—÷– ЌЈ≈µƒ∆шћеїб єµ√’жњ’ґ»ѕ¬љµ£ђќёЈ®±£÷§µз„” ш«єµƒ’э≥£є§„ч°£
(5)»џЅґ ±–и“™ѕыЇƒіуЅњґи–‘∆шће(л≤∆шїтЇ§∆ш)£ђ‘цЉ”ЅЋ»џЅґ≥…±Њ£ђќ™ЅЋљµµЌ≥…±Њ£ђїЎ ’јы”√∞ЇєуµƒЇ§∆ш£ђіу–ЌPACHM¬ѓ≥£–и≈д±Єґи–‘∆шћеїЎ ’„∞÷√°£
(6)…ъ≤ъ–І¬ ≤ї»зEBCHM¬ѓ£ђ‘ЏЌђ—щє¶¬ ѕ¬£ђEBCHM¬ѓµƒ»џЅґЋў¬ ‘Љќ™PACHM¬ѓµƒ2±ґ£ђЋщ“‘‘Џјді≤¬ѓ»џЅґ÷–£ђіњо—µƒ»џЅґ÷ч“™“‘µз„” шќ™÷ч°£
2.2EBCHMЉЉ хЈҐ’єѕ÷„і
ƒњ«∞ јљз…ѕƒ№…ъ≤ъјді≤¬ѓµƒєЂЋЊ÷ч“™”–4Љ“£ђЉі√јєъµƒRetechєЂЋЊ°ҐConsarcєЂЋЊ£ђµ¬єъµƒALDєЂЋЊЇЌќЏњЋјЉµƒ∞ЌґўЇЄљ”—–ЊњЋщ°£јді≤¬ѓ»џЅґЉЉ х‘ЏєъЌвЈҐ’єљѕњм£ђ”¶”√„оєг£ђ”»∆д «√јєъјді≤¬ѓ»џЅґЉЉ хЈҐ’є„о≥… м£ђ…ъ≤ъƒ№Ѕ¶„оіу£ђ≤ъƒ№‘Љ’Љ√јєъо—»џЅґ„№≤ъƒ№µƒ45%°£
µз„” шјді≤¬ѓЄщЊЁµз„”«єє§„ч‘≠јн≤їЌђ”÷њ…Ј÷ќ™јд“хЉЂЇЌ»»“хЉЂµз„”«єЉ”»»£ђƒњ«∞”¶”√„оєгµƒ «іЂЌ≥µƒ»»“хЉЂµз„” шјді≤¬ѓ£ђ»з√јєъAllvacєЂЋЊ1999ƒк„∞±ЄЅЋ»Ђ јљз„оіуµƒEBјді≤¬ѓ£ђє¶¬ ќ™5600kw£ђ8«є£ђ2¬Јі≤£ђ2џбџц£ђ2є©ЅѕѕµЌ≥£ђ„оіуґІ÷Ў22.7t(‘≤–ќ°ҐЈљ–ќ)£ђƒ№»џЅґ860mmX1420mm±вґІ£ђ÷±љ”‘ю÷∆≥…∞е≤ƒ£ђ√јєъ≤…”√µ•іќґІµз„” ш»џЅґє§“’…ъ≤ъµƒTi6A14V∞е≤ƒіъћжґаіќVARїт“Hearth+VAR”∞е≤ƒ≤ъ∆Ј£ђ‘ЏЊь”√ЇЌ√с”√Ѕм”т“—Њ≠µ√µљЌ∆єг”¶”√£їµ¬єъDTGєЂЋЊі”ALDєЇ¬т1ћ®EB¬ѓ”Џ2008ƒк≥хЌґ»л є”√£ђ„оґањ……ъ≤ъ15tµƒ÷эґІ£ї»’±ЊґЂ∞оєЂЋЊ≤…”√Єƒ‘мєэµƒ1800kwµз„” шјді≤¬ѓ µѕ÷о—µƒє§“µїѓ…ъ≤ъ£ђњ……ъ≤ъ660mm×1350mm×2750mm”≈÷ іњо—±вґІ°£ґш’лґ‘јд“хЉЂµз„” шјді≤¬ѓ£ђ≥эќЏњЋјЉ°Ґґн¬ёЋєЊя±ЄЄ√ѕоЉЉ хЌв£ђ∆д”аєъЉ“Њщќі…ж„г°£ї‘євЈ≈µзјд“хЉЂµз„”«є „ѕ»”…ќЏњЋјЉњ∆—І‘Ї∞ЌґўЇЄљ”—–ЊњЋщ—–÷∆≥…є¶£ђЄ√µз„”«є»°ѕыЅЋіЂЌ≥µƒќўЋњљбєє£ђќё–иЉ”»»µљЄяќ¬µƒ≤њЉю£ђ«єће±Њ…н≤ї–и“™≥й’жњ’£ђљбєєЉтµ•£ђ≤ў„чЈљ±г£ђ є”√ ў√ь≥§іп1000h£ђ∆д–‘ƒ№‘ґ”≈”ЏіЂЌ≥µƒ»»“хЉЂµз„”«є£ђњ… є…ъ≤ъ–І¬ ћбЄя1±ґґа°£»џЅґњ…‘ЏљѕµЌ’жњ’ґ»…х÷Ѕљ”љьіу∆ш—єѕ¬љш––£ђЄ√ЈљЈ®µƒ√чѕ‘”≈µг «њ…“‘Јј÷єA1°ҐSn°ҐMn°ҐCrµ»Єяї”ЈҐ‘™ЋЎµƒ…’Ћр£ђ µѕ÷о—ЇѕљрЄяЇѕљрїѓЇЌЄі‘”Їѕљрїѓµƒ‘™ЋЎЇђЅњµƒЊЂ»ЈњЎ÷∆£ђћЎ±р Їѕо—Їѕљр÷эґІµƒ…ъ≤ъ°£”…”Џјд“хЉЂµз„” шјді≤¬ѓ»џЅґ «‘Џљ”љьіу∆ш—є∆шЈ’ѕ¬љш––£ђ“тіЋ≤ї №‘≠≤ƒЅѕ÷÷јаµƒѕё÷∆£ђњ…“‘јы”√…Ґ„∞Ѕѕ»зЇ£√ао—°Ґ÷–ЉдЇѕљр°Ґо—–Љµ»£ђ“≤њ…÷±љ”ћнЉ”ќі∆∆ЋйµƒЇ£√ао—ґв£ђњ…іуіуљµµЌ≥…±Њ£ђћбЄя…ъ≤ъ–І¬ °£≤…”√Є√ЉЉ х—–÷∆µƒµз„” шјді≤»џЅґ…и±Єњ…“‘…ъ≤ъφ1200mm×4000mm(20t)µƒ‘≤ґІ°Ґ420mm×1380mm×4000mm(10t)µƒ±вґІ£ђіЋЌв£ђ∞ЌґўЋщїє’∆ќ’ЅЋ÷±љ”ћнЉ”іуњйќі∆∆ЋйЇ£√ао—љш––»џЅґµƒє§“’ЉЉ х°Ґµз„” ш±н√ж»џ–ёЉЉ х“‘Љ∞µз„” шјді≤¬ѓ»џЅґіу–Ќњ’–ƒґІЉЉ х°£ґшєъƒЏЉы±®µјµƒљц±±Њ©≥§≥«о—љрєЂЋЊ”Џ2008ƒк≥…є¶…иЉ∆÷∆‘м100kwјд“хЉЂµз„”«є£ђ∆д–‘ƒ№іпµљєъЉ Ќђја≤ъ∆Јѕ»љшЋЃ∆љ°£ƒњ«∞£ђЄ√єЂЋЊ“—Њ≠ƒ№єї÷∆‘м100~600kwµƒіує¶¬ јд“хЉЂµз„”«є£ђµЂ «іу–Ќµз„” шјді≤¬ѓ≥…ћ„…и±Єїє≤їƒ№ґјЅҐ…ъ≤ъ£ђ÷їƒ№“јњњљшњЏ°£
ќ“єъµƒµз„” шјді≤¬ѓ»џЅґЉЉ х∆р≤љљѕЌн£ђƒњ«∞єъƒЏє≤”–8ћ®µз„” шјді≤¬ѓ£ђќч±±”–…Ђљр ф—–Њњ‘Ї”Џ2000ƒкі”µ¬єъєЇ¬тЅЋќ“єъµЏ“їћ®µз„” шјді≤¬ѓ£ђ„№є¶¬ 500kw£ђ…ъ≤ъµƒ÷эґІ≥яізљѕ–°£ђ÷їƒ№„чќ™њ∆—–ЇЌ÷– ‘”√°£±¶о—ЉѓЌ≈”Џ2005ƒкі”µ¬єъ“эљш2400kwµз„” шјді≤¬ѓ£ђњ…»џЅґ‘≤ґІЇЌ±вґІ£ђ“— µѕ÷є§“µїѓ…ъ≤ъ£ђ‘≤ґІ÷±Њґіпφ736mm£ђ±вґІљЎ√ж≥яізќ™370mm×1340mm£ђ÷эґІ„оіу≥§ґ»ќ™5000mm£ђ„оіу÷ Ѕњњ…іп11t°£±¶Є÷ћЎЄ÷2008ƒкі”√јєъ“эљшµƒ3200kwµ•љбЊІ “ЋЂџбџцµз„” шјді≤¬ѓ“—Ќк≥…∞≤„∞µч ‘£ђњ… µѕ÷є§“µїѓ…ъ≤ъ°£‘≤ґІ÷±Њґіпµљφ860mm£ђ„оіу÷ Ѕњіп12t£ї±вґІљЎ√ж≥яізќ™400mmX1200mm£ђ„оіу÷ Ѕњіп10t°£ЅнЌв÷–іђ≤∞725Ћщ2010ƒкі”µ¬єъєЇ÷√µƒ3200kWµз„” шјді≤¬ѓ°Ґ«аЇ£Њџƒ№о—“µі”ќЏњЋјЉєЇ÷√µƒ3150kWµз„” шјді≤¬ѓ°Ґ‘∆ƒѕо—“µі”√јєъ“эљшµƒ3200kwµз„” шјді≤¬ѓ“‘Љ∞≈ ÷¶ї®‘∆о— µ“µі”ќЏњЋјЉ“эљшµƒ3150kwµз„” шјді≤¬ѓЊщ“—Ќк≥…∞≤„∞µч ‘£ђЊя±Єє§“µїѓ…ъ≤ъƒ№Ѕ¶°£іЋЌв«аЇ£Њџƒ№о—“µ2012ƒкі”√јєъ“эљш4800kWЋЂє§ќїµз„” шјді≤¬ѓ£ђ∆д «єъƒЏє¶¬ „оіуµƒјді≤¬ѓ£ђƒњ«∞“—∞≤„∞µч ‘Ќк≥…£ђ√њƒкњ…÷Ѕ…ў…ъ≤ъ50000tо—Љ∞о—Їѕљр÷эґІ°£
љьЉЄƒкјіEBCHMЉЉ хЈҐ’є÷ч“™±нѕ÷‘Џ“‘ѕ¬ЉЄЄцЈљ√ж£Ї
(1)Ї£√ао—ґв÷±љ”»џЅґо—ґІ°£ќ™љш“ї≤љљµµЌ…ъ≤ъо—ґІµƒ≥…±ЊЇЌјЌґѓЅњ£ђЉх…ў»џЅґЋр І¬ £ђќЏњЋјЉ∞ЌґўЋщ „іќ‘Џ јљз…ѕ—–÷∆≥цEBCHM»џЅґ0.7t÷ЎЇ£√ао—ґвє§“’£ђ °»•ЅЋЇ£√ао—∆∆Ћйє§–т£ђ—–Њњљбєы±н√чЇ£√ао—ґвµƒ»џЅґЋў¬ ”лњй„іЈѕЅѕµƒ»џЅґЋў¬ ѕаљ”љь£ђ»џїѓо—ґв±»»џЅґЅ£ґ»10~70mmµƒ∆∆ЋйЇ£√ао—Ћр І¬ µЌ30°Ђ40£ђє§“’Њ≠Љ√÷Є±кћбЄя20%°£…ъ≤ъµƒіњо—∞е≈ч„й÷ѓЊщ‘»£ђќё∆шњ„°ҐЈ«љр фЉ–‘”µ»»±ѕЁ£ђ‘”÷ ЇђЅњЊщ‘Џ±к„Љ“™«уЈґќІƒЏ°£ƒњ«∞ќЏњЋјЉ∞ЌґўЋщ“—Њ≠њ…“‘÷±љ”»џЅґ÷ Ѕњіп4tµƒЇ£√ао—ґв°£іЋЌв£ђ≤…”√ќіЊ≠∆∆ЋйµƒЇ£√ао—ґв»џЅґо—ЇѕљрґІє§“’’э‘Џ—–Њњ÷–£ђƒњ«∞“— µѕ÷ЅЋ≤њЈ÷ЄяЇѕљрїѓµƒо—Їѕљр÷эґІµƒ»џЅґ£ђ»зBT6°ҐBT22°ҐBT8°ҐBT9µ»£ђ“—”√о—ґв»џЅґ≥ц¬ъ„гAM±к„Љ“™«уµƒ÷–840mmX4000mmµƒЇѕљрґІ°£
(2) э÷µƒ£ƒвЉЉ х°£≤…”√µз„” шјді≤¬ѓ»џЅґо—Їѕљр ±£ђіж‘ЏЇѕљр‘™ЋЎ“„ї”ЈҐ°Ґїѓ—І≥…Ј÷ƒ—њЎ÷∆µƒќ ћв£ђґшЌ®єэљ®ЅҐЇѕљр‘™ЋЎї”ЈҐєэ≥ћ÷–µƒ э—Іƒ£–Ќјі‘§≤в»џЅґЇѕљр÷эґІµƒїѓ—І≥…Ј÷£ђ≤ҐЌ®єэЇѕљр≤є≥•Јљ љјі»Ј±£÷эґІіпµљЉ»ґ®µƒїѓ—І≥…Ј÷£ђ≥…ќ™Єчєъ—І’я’щѕа—–Њњµƒ÷Ўµг°£ќЏњЋјЉAkhoninµ»_2љ®ЅҐTi“ї6A1—4VЇѕљр‘Џµз„” шјді≤¬ѓ»џЅґєэ≥ћAl‘™ЋЎї”ЈҐґѓЅ¶—Іµƒ э—Іƒ£–Ќ£ђљбЇѕ÷ ЅњЉ∞ƒ№Ѕњ∆љЇвЈљ≥ћјі—–Њњ»џЅґЋўґ»°Ґµз„” шє¶¬ “‘Љ∞‘≠Ѕѕ≥…Ј÷ґ‘÷эґІ„о÷’≥…Ј÷µƒ”∞ѕм£ђ≤ҐЌ®єэ µ—й—й÷§ э—Іƒ£–Ќµƒ„Љ»Ј°£
ќЏњЋјЉ∞ЌґўЋщљ®ЅҐЇѕљр≥…Ј÷ї”ЈҐєэ≥ћ э—Іƒ£–Ќ£ђ≤Ґјы”√Є√ƒ£–Ќ≥…є¶»џЅґ÷±Њґќ™φ400mm«“ЈыЇѕGOST±к„ЉµƒVT6ЇЌVT22о—Їѕљр÷эґІ°£
ќЏњЋјЉZhukG.Vµ»_26_—–ЊњЅЋµз„” шјді≤¬ѓ»џЅґєэ≥ћ÷–÷эƒ£ќ¬ґ»Ј÷≤Љґ‘÷эґІ„й÷ѓµƒ”∞ѕм£ђ≤ҐЌ®єэ µ—й—й÷§Љ∆Ћгµƒ эЊЁ£ђїсµ√ѕа”¶µƒЉЉ хћхЉюјіћбЄя÷эґІ„й÷ѓЇђЅњ°£
Ј®єъBellotµ»ґ‘EBCHMєэ≥ћљш––ЅЋ э÷µƒ£ƒв£ђљ®ЅҐЅЋ‘™ЋЎї”ЈҐЋр Іµƒ э—Іƒ£–Ќ“‘Љ∞”≤÷ aЉ–‘”»№љвґѓЅ¶—Іƒ£–Ќ£ђјы”√ƒ£–ЌЉ∆Ћгќ¬ґ»≥°°ҐЅч≥°°ҐAl≈®ґ»±дїѓ“‘Љ∞”≤÷ Љ–‘”‘ЋґѓємЉ££ђ≤ҐЌ®єэ µ—й—й÷§ƒ£–Ќµƒ„Љ»Ј–‘°£
√јєъKelkarµ»Їъљ®ЅҐЅЋЉ∆Ћгїъƒ£–Ќ‘§≤вµз„” шјді≤¬ѓ»џЅґєэ≥ћ÷–µƒ»»іЂµЁ°Ґѕа±д°ҐЅчћеЅчґѓ“‘Љ∞Љ–‘”‘ЋґѓємЉ££ђ‘§≤вµƒ±н√жќ¬ґ»Љ∞»џ≥Ў–ќ„і”л µ—йљбєыѕаќ«Їѕ°£
єъƒЏ±Њњќћв„йљ®ЅҐЅЋµз„” шјді≤¬ѓ»џЅґєэ≥ћ÷–іЂ÷ э—Іќпјнƒ£–Ќ£ђ’∆ќ’ЅЋµз„” шјді≤¬ѓ»џЅґо—Їѕљрєэ≥ћ‘™ЋЎї”ЈҐ”лє§њцћхЉю÷ЃЉдµƒєЎѕµЇЌє§“’≤ќ эґ‘≥…Ј÷Ј÷≤Љµƒ”∞ѕмєж¬…£ђ µѕ÷ЅЋƒњ±к≥…Ј÷µƒ„Љ»Ј‘§≤в°£
(3)µ•іќЇѕљрґІ»џЅґЉЉ х°£”…”ЏVARЈ®≤їƒ№”––І»•≥эµЌ°ҐЄя√№ґ»Љ–‘”£ђЅљіќVARЈ®їтґаіќVARЈ®‘Џ“ї–©єЎЉьЅм”тµƒ”¶”√ №µљѕё÷∆°£“Hearth+VAR”ЈљЈ®љьƒкјі“—±ї»Ћ√«»ѕњ…ќ™є§“µ±к„ЉЉґµƒ…ъ≤ъЈљЈ®°£µЂ «”л“Singlemelting”ѕа±»£ђ“Hearth+VAR”Ј®≥…±Њѕаґ‘љѕЄя£ђ≤їƒ№¬ъ„г»’“ж‘цЉ”µƒ≥…±Њ√фЄ––Ќ”¶”√–и«у°£
„чќ™“ї÷÷љЏ‘Љ≥…±ЊµƒЈљЈ®£ђµ•іќµз„” шјді≤¬ѓ»џЅґє§“’(EBSM)“—Њ≠≥…є¶”√”Џ…ъ≤ъіњо—∞е≈ч£ђ≤Ґ“—Њ≠Ќ®єэAMS±к„Љ»ѕњ…°£љьƒкјі£ђEBSMє§“’“≤±ї”√”Џ…ъ≤ъЇѕљр£ђ‘Џ√јєъ£ђЊ≠EBSMє§“’…ъ≤ъµƒTi6A14VЇѕљр“—±ї÷∆≥…і”„∞Љ„µљће”э”√∆Јµƒґа÷÷≤ъ∆Ј£ђ≤Ґ«“їє”√”Џ…ъ≤ъTIMETALICB(TiA1“їMoFe)–ьЄ°µѓї…Ћњ°£1999ƒк”…√јєъњ’Њь—–Њњ “„ ÷ъµƒMAIѕоƒњґ‘EBCHM»џЅґµƒµ•іќ±вґІ…ъ≤ъTi6Al4V±к„Љ∞е≤ƒ„цЅЋѕµЌ≥—–Њњ£ђ÷∆ґ©ЅЋµ•іќµз„” ш»џЅґµƒо—±°∞е°Ґіш°ҐЇс∞е”оЇљ≤ƒЅѕЉЉ х±к„Љ(AMS6954)£ђ єEBSM—Ti6A14V∞е≤ƒіъћжVARїт“Hearth+VAR”∞е≤ƒ≤ъ∆Ј£ђ‘ЏЊь”√ЇЌ√с”√Ѕм”тµ√µљЌ∆єг”¶”√°£
(4)÷эґІ±н√ж»џ–ёЉЉ х°£µз„” шјді≤¬ѓ»џЅґєэ≥ћ÷–їб‘Џ÷эґІ±н√ж≤ъ…ъ“±љр»±ѕЁ£ђ–и“™Ќ®єэїъЉ”є§јіѕы≥э£ђЋр ІЅњіп5%°Ђ15%£ђќ™Љх…ўљр фЋр І£ђќЏњЋјЉ∞ЌґўЋщ≥…є¶њ™ЈҐµз„” ш»џ–ё÷эґІ±н√жЉЉ хјііъћжїъЉ”є§ЉЉ х£ђљбєы±н√ч»џ–ёЇу÷эґІ±н√жєвїђ£ђќё√чѕ‘Ѕ—ќ∆ЇЌЉдґѕ√ж£ђ≥…є¶ѕы≥э÷эґІ±н√ж»±ѕЁ£ђћбЄя≥…∆Ј¬ „оЄяњ…іп°£
(5)іу–Ќњ’–ƒґІ…ъ≤ъЉЉ х°£ќ™љµµЌє№≤ƒ°ҐїЈ≤ƒ…ъ≤ъ≥…±Њ£ђњ™ЈҐµз„” шјді≤¬ѓ»џЅґ…ъ≤ъњ’–ƒ÷эґІµƒє§“’£ђњ…√чѕ‘Љх…ўљр фјЋЈ—£ђЋхґћЇу–шЉ”є§є§–т°£њ’–ƒґІµƒє§“’≤ќ эњЎ÷∆Єьќ™Єі‘”£ђќ™іЋќЏњЋјЉZhukG.Vµ»‘Џ µ–ƒґІµƒїщі°…ѕљ®ЅҐЅЋњ’–ƒґІµз„” шјді≤¬ѓ»џЅґєэ≥ћ э—Іƒ£–Ќ£ђ»Јґ®ЅЋƒЏЊґφ200mm°ҐЌвЊґφ600mmµƒTi“ї6Al“ї4Vњ’–ƒ÷эґІµƒ„оЉ—»џЅґ≤ќ э°£љи÷ъ э—Іƒ£–Ќ£ђ∞ЌґўЋщ≥…є¶…ъ≤ъ≥цφ600£ѓ400mmX2000mmіу–Ќњ’–ƒґІ£ђљЂњ’–ƒґІ‘ю÷∆їсµ√÷±Њґ02000Inm°Ґ±ЏЇс50mmµƒо—їЈ°£
2.3PACHMЉЉ хЈҐ’єѕ÷„і
ƒњ«∞√јєъ”µ”– јљз…ѕіу≤њЈ÷µƒPAM¬ѓ£ђ«“њ™ЈҐ ±Љд‘з£ђ»зGEAEЈҐґѓїъєЂЋЊ‘Џ1991ƒкЊЌ”лALLVACєЂЋЊ≤…”√PAM+VARє§“’…ъ≤ъо—Їѕљр£ђ≤ҐљЂ∆д”√”ЏЈҐґѓїъ≤њЉюµ»єЎЉь”¶”√Ѕм”т°£Њ≠єэ ЃЉЄƒкµƒіуЅ¶ЈҐ’є£ђ√јєъЊя±ЄЅЋ≈ъЅњ…ъ≤ъ”≈÷ о—Їѕљр÷эґІµƒƒ№Ѕ¶£ђƒњ«∞„∞±Єµƒјд¬ѓі≤»џЅґƒ№Ѕ¶“—’Љ√јєъо—„№»џЅґƒ№Ѕ¶µƒ45%£ђ∆д÷–20% «≤…”√µ»јл„”јді≤¬ѓ…ъ≤ъµƒ°£µ•ћ®…и±Єµƒє¶¬ “≤‘ЏћбЄя£ђ»з√јєъRMIєЂЋЊ‘Џ2001ƒк∞≤„∞ЅЋ“їћ®2÷І«єµƒµ»јл„”јді≤¬ѓ£ђ„№є¶¬ 1000kW£ђњ……ъ≤ъ‘≤ґІЇЌ±вґІ£ђ÷ Ѕњњ…іп7000kg°£≤…”√PACHM“їіќ»џЅґ…ъ≤ъTiAl÷эґІ£ђ„оіу≥яізіп0660mm£ђ÷ Ѕњќ™2000kg£ђЉЈ—єЇЌґЌ‘м≥…ќ–¬÷≈ћЉю°£
ґн¬ёЋєµƒ…ѕ»шґыіп“±љр…ъ≤ъЅ™Їѕће(VSMPO)”Џ2003ƒк∞≤„∞ЅЋ√јєъReteehєЂЋЊ…ъ≤ъµƒ8tЉґµƒµ»јл„”јді≤»џЅґ¬ѓ£ђЄ√…и±Є”–5÷Іµ»јл„”«є£ђє¶¬ ќ™4.8MW£ђњ……ъ≤ъ‘≤ґІ£ђ“≤њ……ъ≤ъ±вґІ£ђ‘≤ґІµƒ„оіу÷±Њґњ…іпφ810mm£ђ±вґІµƒ„оіуљЎ√ж≥яізќ™1260mmX320mm£ђ÷ Ѕњњ…іп8000kg£ђњ…÷±љ”Ќґ»л∞е≈ч…ъ≤ъ£ђ‘§Љ∆ƒк…ъ≤ъƒ№Ѕ¶ќ™3600tl3°£Ћж„≈VSMPOµƒ–¬µ»јл„”¬ѓµƒЌґ≤ъ£ђƒњ«∞ јљзЈґќІƒЏµ»јл„”¬ѓµƒ„№…ъƒ№Ѕ¶√њƒкњ…іп11000t°£
≤…”√µ»јл„”јді≤¬ѓ»џЅґЉЉ х…ъ≤ъµƒо—Їѕљр“—Њ≠”¶”√”Џ√јєъЇ£ЊьF£ѓA.18Ј…їъ”√µƒF404ЇЌF414ЈҐґѓїъ°£љсЇуїєљЂ÷р≤љј©іу”¶”√”ЏЇ£ЊьF_14ЇЌњ’ЊьF-16Ј…їъ”√µƒF110ЈҐґѓїъ°ҐЇ£Њь°Ґ£ђ_22÷±…эїъµƒT406ЈҐґѓїъ°Ґњ’ЊьF-15ЇЌF-16Ј…їъµƒF100ЈҐґѓїъ°Ґњ’ЊьB-2Ј…їъµƒFl18ЈҐґѓїъЉ∞њ’ЊьF-22Ј…їъµƒF1l9ЈҐґѓїъ°£
Њ°є№ƒњ«∞√јєъЇљњ’ЈҐґѓїъ„™ґѓ≤њЉюµ»єЎЉьо—Їѕљр÷эґІ»‘≤…”√“HEARTH+VAR”µƒє§“’£ђµЂµ•“їјді≤¬ѓ»џЅґЉЉ х’э‘ЏЈҐ’є°£ЄщЊЁƒњ«∞µƒ—–Њњљбєыјіњі£ђµ•“їµƒјді≤¬ѓ»џЅґє§“’ґ‘”ЏЇљњ’љбєєЉю”√о—Їѕљр“≤ «њ…––µƒ°£Ќ®єэЉх…ў»џЅґіќ эЇЌ¬ѓі≤»џЅґ…ъ≤ъ±вґІµƒ”≈ ∆£ђњ…“‘љЏ‘ЉЉ”є§≥…±Њ20°Ђ40%°£√јєъі”1989ƒк3‘¬µљ1995ƒк6‘¬∆ЏЉд£ђЌ®єэњ’ЊьManTechѕоƒњµƒ„ ÷ъ£ђљш––ЅЋµ•“їEBCHMЇЌµ•“їPACHM»џЅґЉЉ хµƒ—–Њњ£ђљбєы±н√ч£ђ≤…”√µ•“їPACHMЉЉ х»џЅґTC4±вґІ÷±љ””√”Џ∞е≤ƒ‘ю÷∆£ђЊ≠≤в ‘£ђ∞е≤ƒµƒќҐєџ„й÷ѓЇЌј≠…м–‘ƒ№¬ъ„гMIL-DTL-46077±к„Љµƒ“™«у£ђ≤Ґ«“ћбЄяЅЋљр ф ’µ√¬ £ђљµµЌЅЋ≥…±Њ°£
”ліЂЌ≥µƒо—Їѕљрѕа±»£ђTiAlїщљр фЉдїѓЇѕќп «Ј«≥£ƒ—”Џ»џЅґЇЌЉ”є§µƒ°£÷эћђі÷ЊІ„й÷ѓµƒЋ№–‘Ї№≤о£ђ…ъ≤ъіу–ЌTiAl÷эґІ «“їѕоЈ«≥£іуµƒћф’љ°£√јєъAllvacєЂЋЊ≤…”√2ћ®µ»јл„”јді≤¬ѓ(“їћ®¬ѓ„”ќ™4«є£ђ„№є¶¬ ќ™3000kW£їЅн“їћ®ќ™2«є£ђ„№є¶¬ ќ™1000kw)≥Ґ ‘ЅЋ…ъ≤ъ–°–ЌЇЌіу–Ќ÷эґІ£ђ…ъ≤ъµƒ÷эґІ≥яізќ™φ165mm~φ760mm£ђ÷ Ѕњќ™200~5450kg°£
ќ“єъљьЉЄƒк≤≈њ™ ЉPACHMЉЉ хµƒ—–Њњ£ђ±±Њ©Їљњ’≤ƒЅѕ—–Њњ‘Ї”Џ2003ƒк∞≤„∞ЅЋ1ћ®√јєъRetechєЂЋЊ÷∆‘мµƒPACHM¬ѓ£ђ„№є¶¬ ќ™600kW£ђЄ√…и±ЄЉжј≠ґІ”лљљ÷эє¶ƒ№”Џ“ї…н°£±±Њ©Їљ≤ƒ‘Ї≤…”√PACHM¬ѓ≥…є¶…ъ≤ъTC4ЇЌTIAl÷эґІ£ђ‘ЏЇѕљрµƒ‘”÷ ‘™ЋЎЇђЅњ°ҐЉ–‘”ќпЇЌЇѕљрїѓ‘™ЋЎЇђЅњњЎ÷∆µ»Јљ√жЊщ»°µ√ЅЋљѕіуµƒ≥…є¶°£…ѕЇ£±¶Є÷ЉѓЌ≈ќ™ћб…э –≥°ЊЇ’щЅ¶£ђј©іу»џ÷эƒ№Ѕ¶£ђ”Џ2008ƒк“эљш“їћ®µ•љбЊІ “ЋЂџбџцPACHM¬ѓ£ђ„№є¶¬ 3300kW£ђњ……ъ≤ъµƒ‘≤ґІ≥яізќ™φ660mmX3000mm£ђ„оіу÷ Ѕњќ™7t£ђ±вґІ≥яізќ™330mm×750mmX4500mm£ђ„оіу÷ Ѕњќ™5t£ђЌђ ±їєќ™PACHM¬ѓ≈д÷√ЅЋЇ§∆шїЎ ’‘ў…ъѕµЌ≥£ђƒ№єї”––ІїЎ ’∞Їєу∆шће£ђљµµЌ»џЅґ≥…±Њ°£
‘Џ э÷µƒ£ƒвЈљ√ж£ђєъƒЏµƒњ№Їк≥ђµ»љ®ЅҐ”–ѕё‘™ƒ£–Ќ≥…є¶ƒ£ƒвЅЋµ»јл„”јді≤¬ѓ»џЅґєэ≥ћ÷–TiA1Їѕљр÷–Љ–‘”ќпЅ£„”‘ЋґѓємЉ£Љ∞Ќ£Ѕф ±Љд£ђљбєы±н√ч£ђќў°Ґов°Ґокµ»Єя√№ґ»Љ–‘”ќпњ…”…Їэ„і«ш”т≤ґїс»•≥э°£Љ–‘”ќп‘Џјді≤µƒЌ£Ѕф ±Љд»°Њц”Џњ≈Ѕ£µƒ√№ґ»ЇЌ≥яіз£ђЉ–‘”ќпµƒ√№ґ»ЇЌ≥яіз‘љіу£ђЌ£Ѕф ±Љд‘љґћ°£
ќ™ЅЋЄƒљшЇЌ”≈їѓPAMє§“’£ђ√јєъњ™ЈҐЅЋ“їћ„јді≤¬ѓ»џЅґƒ£ƒвCOMPACT»нЉюѕµЌ≥£ђ µѕ÷ЅЋґ‘»џћеЅчґѓ°Ґ»»ЅњЇЌќп÷ „™“∆°Ґµзі≈≥°°Ґ»џ≥Ў±н√ж°ҐЉ–‘”ќп»џїѓ°Ґ÷эґІƒэєћЉ∞ЇкєџЇЌќҐєџ∆Ђќцµ»µƒƒ£ƒв£ђЄ√ћ„ƒ£ƒвѕµЌ≥’э÷рљ•”¶”√”ЏЄчЄцо—Їѕљр…ъ≤ъ…ћµƒµ»јл„”јді≤¬ѓ»џЅґ°£
3°Ґ’єЌы
VARЉЉ х «ƒњ«∞≥… м«“≤ў„чЉтµ•µƒо—Љ∞о—Їѕљр»џЅґє§“’£ђЌђ ±“ї–©Є®÷ъє§“’µƒ≤їґѕЄƒљш£ђ є»џЅґЉЉ хљш“ї≤љµ√µљЄƒ…∆£ђµЂVARє§“’≤їƒ№”––І»•≥эµЌ°ҐЄя‘”÷ «“÷їƒ№…ъ≤ъ‘≤ґІ£ђ‘Џ“їґ®≥ћґ»…ѕѕё÷∆ЅЋЋьµƒЈҐ’є°£
јді≤¬ѓ»џЅґЄшо—»џЅґішјіЅЋ“їґ®µƒЊ≠Љ√ЇЌЉЉ х”≈µг£ђ єµ√ЅЃЉџ‘≠≤ƒЅѕƒ№єїµ√µљ≥дЈ÷јы”√£ђ≤Ґ«“”–ЉЂЇ√µƒ ’µ√¬ ЇЌЄяµƒ…ъ≤ъ¬ £ђµз„” шЇЌµ»јл„” шјді≤¬ѓ»џЅґє§“’‘Џ√јєъ°Ґґн¬ёЋє°Ґµ¬єъµ»є§“µЈҐіпєъЉ“µ√µљњмЋўЈҐ’є£ђ’э‘Џ÷рљ•»°іъіЂЌ≥µƒVAR»џЅґє§“’°£
Ћд»їќ“єъ‘Џµз„” шјді≤¬ѓ»џЅґ э÷µƒ£ƒвЉЉ хЈљ√ж“‘Љ∞µ•іќЇѕљрґІ»џЅґЉЉ хЈљ√ж„цЅЋ“їґ®µƒїщі°—–Њњє§„ч£ђµЂјл јљзѕ»љшЋЃ∆љ≤оЊаљѕіу£ђ“‘TC4о—Їѕљрќ™јэ£ђ‘Љ30%Al≥…Ј÷‘Џµз„” шјді≤¬ѓ»џЅґєэ≥ћ÷–ї”ЈҐ£ђµЂƒњ«∞єъƒЏїєќёЈ® µѕ÷ґ‘“„ї”ЈҐ‘™ЋЎµƒЊЂ»ЈњЎ÷∆£ђ“тіЋњ™ЈҐ“їћ„ЄяЊщ÷ о—Їѕљр÷эґІµ•іќµз„” шјді≤¬ѓ»џЅґњЎ÷∆ЉЉ х£ђћбЄя‘≠Ѕѕµƒјы”√¬ £ђљµµЌ…ъ≤ъ≥…±Њ£ђ «ќ“єъќіјіо—Їѕљрµз„” шјді≤¬ѓ»џЅґЉЉ хЈҐ’єµƒ«ч ∆Ћщ‘Џ°£’∆ќ’Њя”–„‘÷ч÷™ ґ≤ъ»®µƒЄяЊщ÷ о—Їѕљр÷эґІ÷∆±ЄЉ”є§ЉЉ хЉ∞о—ЇѕљрµЌ°ҐЄя√№ґ»Љ–‘”µƒЊїїѓЇЌ÷эґІ≥…Ј÷µƒњЎ÷∆ЉЉ х£ђ µѕ÷Њщ÷ °ҐљаЊї°ҐѕЄЊІіу–Ќо—Їѕљр÷эґІ÷∆±ЄЉЉ хњз‘љ£ђљвЊцєъЉ“÷Ўіує§≥ћЋщ–ио—≤ƒ÷эґІ»џЅґµƒЉЉ х∆њЊ±£ђќ™ќ“єъ”…о—„ ‘ііуєъ±дќ™о—…ъ≤ъ«њєъћбє©њ∆—ІЉЉ х÷І≥≈£ђљЂЄ√ЉЉ хЌ∆єг”¶”√”Џо—є§“µїѓ…ъ≤ъ÷–£ђњ…іуіуљµµЌ…ъ≤ъ≥…±Њ£ђћбЄя…ъ≤ъ–І¬ £ђ±ЎљЂ≤ъ…ъЊёіуµƒЊ≠Љ√ЇЌ…зїб–І“ж°£
≤ќњЉќƒѕ„
lMitchellA.Melting£ђcastingandforgingproblemsintitaniumalloys[J].MaterSciEngA£ђ1998£ђ243(1-2)£Ї252
2SikkaVK£ђWilkeningUD£ђLiebetrauJ£ђeta1.MeltingandcastingofFeAlebasedcastalloy[J].MaterSciEngA£ђ1998£ђ258(1-2)£Ї229
3ValryImayev£ђRenatImayev£ђAndreyKuznetsov.Mechanicalpro—pertiesofthermomechanicallytreatedTi—rich7+Ґт2titaniumalu
minidealloys[J].ScrMater£ђ2003£ђ49(10)£Ї1047
4KattnerUR£ђIinJC£ђChangYA.ThermodynamicassessmentandcalculationofTi—AIsystem[J].MetallTransA£ђ1992£ђ23(8)£Ї2081
5’≈ѕ≤—а£ђ’‘”ј«м£ђ∞„≥њєв.о—ЇѕљрЉ∞”¶”√[M].±±Њ©£Їїѓ—Іє§“µ≥ц∞ж…з£ђ2004
6ƒ™ќЈ£ђµЋєъ÷й£ђ¬ёЈљ≥–.о—“±љр[M].±±Њ©£Ї“±љрє§“µ≥ц∞ж…з£ђ1988
7AlokChoudhury.Stateoftheartofsuperalloyproductionforaero—
spaceandotherapplicationusingVIM£ѓVAR.orVIM£ѓESR_J].ISIJInt£ђ1992£ђ32(5)£Ї563
8TetyukinVV£ђKurapovVN£ђDenisovYP.Segregationandphaseheterogeneityintitaniumingotsandsemifinishedprotectors[c]£ѓ£ѓ Titanium'80£ђScienceandTechnology.Kyoto£ђ1980£Ї2117
9QuYinhua£ђIiuYinqi£ђZhangJunxun.Developmentoftitaniumandtitaniumalloymeltingtechnologyl-J].RareMetalMaterEng£ђ2008£ђ
37(3)£Ї135(inChinese)«ъ“шїѓ£ђЅх“рзч£ђ’≈њ°–с.о—Љ∞о—Їѕљр»џЅґЉЉ хµƒЈҐ’єѕ÷„іFJ].ѕ° ”–љр ф≤ƒЅѕ”лє§≥ћ£ђ2008£ђ37(3)£Ї135
10FoxSP£ђTerlindeG.Titaniumproductiontechnology£ЇRecentad—vancesandfutureneeds[C]£ѓ£ѓTi2003ScienceandTechnology. Hamburg£ЇIX£ї-M£ђ2004£Ї82
11WangGao£ђZhangZhen£ђLiBenfang.Developmentstatusandfutureprospectoftitaniumvacuumconsumablearcfurnacemeltingtechno= logyl,J].TitaniumIndProgress£ђ1998(5)£Ї4(inChinese)ЌхЄд£ђ’≈’р£ђјо±ЉЈ≈.о—’жњ’„‘Їƒµзї°¬ѓ»џЅґЉЉ хЈҐ’єЄ≈њцЉ∞ќіјі’єЌыњЏ].о—є§“µљш’є£ђ1998(5)£Ї4
12DavidsonPA£ђHeX£ђLoweAJ.Flowtransitionsinvacuumarcremelting[J].MaterSciTechnol£ђ2000£ђ16£Ї1
13QuatravauxT£ђRyberonS£ђHansS£ђeta1.TransientVARingotgrowthmodeling£ЇApplicationtospecialtysteelsl-J].JMaterSci£ђ 2004£ђ39£Ї7183
14ChapelleP£ђJardyA£ђBellotJP£ђeta1.Effectofelectromagneticstir—ringonmeltpoolfreesurfacedynamicsduringvacuumarcremehing l-J].JMaterSci£ђ2008£ђ43£Ї5734
15ShechenkoDM£ђWardRM.Liquidmetalpoolbehaviorduringthevacuumarcremeltingofinconel718l,J].MetallMaterTrans£ђ2008£ђ 1340£Ї263
16HafidE1Mira£ђAlainJardya£ђJeanPierreBellot£ђeta1.Thermalbe—haviouroftheconsumableelectrodeinthevacuumarcremehing process[J].JMaterProcessingTechnol£ђ2010£ђ210£Ї564
17ZhaoXiaohua£ђLiJinshan£ђYangZhijun£ђeta1.NumericalsimulationoftemperaturefieldinvacuumarcremehingTC4alloyl,J].Special
CastingNonferrousAlloys£ђ2010£ђ30(11)£Ї1001(inChinese)’‘–°ї®£ђјољр…љ£ђ—о÷ќЊь£ђµ».TC4Їѕљр’жњ’µзї°»џЅґєэ≥ћ÷–ќ¬ґ»≥°µƒ э÷µƒ£ƒв[J].ћЎ÷÷÷э‘мЉ∞”–…ЂЇѕљр£ђ2010£ђ30(11)£Ї1001
18¬нЉ√√с£ђЇЎљр”о£ђ≈”њЋ≤э.о—÷эґІЇЌґЌ‘м[M].±±Њ©£Ї“±љрє§“µ≥ц∞ж…з£ђ2012
19FroesFH£ђCaplanI.Ti’92£ЇScienceandTechnology[C]£ѓ£ѓUSA£ЇTheMinerals£ђMetals8LMaterialsSociety£ђ1993£Ї2867
20NationalTransp0rtati0nSafetyBoard.Aircraftaccidentreport£ЇU—nitedAirlinesFlight232£ђMcDonnellDouglasDC-10—10£ђSioux GatewayAirport£ђSiouxCity£ђIowa£ђJuly19[R].Washingtonn(£Ї£ЇNTSB£ђ1990£Ї1
21ZhangYingming£ђZhouIian£ђSunJun£ђeta1.Thedevelopmentofcoldhearthmeltingtechniquel,J].TitaniumIndProg£ђ2007£ђ24(4)£Ї 27(inChinese)’≈”Ґ√ч£ђ÷№ЅЃ£ђЋпЊь£ђµ».о—Їѕљрјді≤»џЅґЉЉ хљш’є[J].о—є§“µљш’є£ђ2007£ђ24(4)£Ї27
22FoxSP£ђTerlindeG.Titaniumproductiontechnology£ЇRecentadvancesandfutureneeds[c]£ѓ£ѓTi2003ScienceandTechnology. Hamburg£ЇDGM£ђ2004£Ї81
23MaJimin£ђCaiJianming£ђHaoMengyi£ђeta1.Developmentofplasmacoldhearthmeltingtechnologyfortitaniumalloys[J].RareMetal
MaterEng£ђ2005£ђ34(S3)£Їi0(inChinese)¬нЉ√√с£ђ≤ћљ®√ч£ђЇ¬√ѕ“ї£ђµ».о—Їѕљрµ»јл„”јд¬ѓі≤»џЅґЉЉ хµƒЈҐ’є[J].ѕ°”–љр ф≤ƒЅѕ”лє§≥ћ£ђ2005£ђ34(s3)£Ї10
24QuYinhua£ђIiuYinqi£ђZhangJunxun.ThedevelopmentofelectronbeamcoldhearthmeltinginUkrainel'J].RareMetalMaterEng£ђ 2008£ђ37(S3)£Ї111(inChinese)«ъ“шїѓ£ђЅх“рзч£ђ’≈њ°–с.ќЏњЋјЉµз„” шјді≤»џЅґо—Љ∞о—Їѕљр»џЅґЉЉ хµƒЈҐ’єѕ÷„іl-J].ѕ°”–љр ф≤ƒЅѕ”лє§≥ћ£ђ2008£ђ37(s3)£Ї¨1
25AkhoninSV£ђTrigubNP£ђZamkovVN£ђeta1.Mathematicalnlo-delingofaluminumevaporationduringelectron——beamcold—-hearthmeltingofTi“ї6AI“ї4Vingots[J].MetallMaterTransB£ђ2003£ђ34(4)£Ї447
26ZhukGV.OninfluenceofmetalheatingpowerdistributioninmouldinEBCHMprocessonstructureoftitaniumingots[J].AdvElectro—metall£ђ2008£ђ2£Ї15
27BellotJP£ђAblitzernBalanceofparticleremovalagainstaluminumlossesinEBCHmeltingofTialloys[C]£ѓ£ѓProceedings—International ConferenceonHighPowerElectronBeamTechnology.HiltonHeadIsland£ђSC£ђUnited.States£ђ2002
28Kelkar£ђKanchanM£ђPatankar£ђeta1.Mathematicalmodelingofthee—lectronbeamcoldhearthrefiningoftitaniumalloysl,c]£ѓ£ѓProcee- dingsoftheConferenceonElectronBeamMeltingandRefining—u—‘StateoftheArt1997.Englewood£ЇBakishMaterialsCorp.£ђ1997£Ї238
29IeiWenguang£ђMaoXiaonan£ђYuLanlan£ђeta1.Mathematicalmo—delofaluminumevaporationduringelectronbeamcoldhearthreel— tingofTC4titaniumalloyEJ].SpecialCastingNonferrousAlloys£ђ2010£ђ30(1)£Ї1048(inChinese)ј„ќƒєв£ђ√Ђ–°ƒѕ£ђ”ЏјЉјЉ£ђµ».TC4о—Їѕљрµз„” шјді≤»џЅґєэ≥ћ÷–Al‘™ЋЎї”ЈҐЋр Іµƒ э—Іƒ£–Ќ[J].ћЎ÷÷÷э‘мЉ∞”–…ЂЇѕљр£ђ2010£ђ30(1)£Ї1048
30TianShifan£ђMaJimin.Developmentandapplicationsofelectronbeamcoldhearthmelting[J].MaterEng£ђ2012(2)£Ї77(inChinese)ћп јЈ™£ђ¬нЉ√√с.µз„” шјд¬ѓі≤»џЅґ(EBCHM)ЉЉ хµƒЈҐ’є”딶”√[J].≤ƒЅѕє§≥ћ£ђ2012(2)£Ї77
31ZhangHua.Titaniumalloyingotproductionoflargetonnageelectronbeammelting[J].ChinaTitaniumInd£ђ2011(4)£Ї34(inChinese)’≈ї™.µз„” ш»џЅґ…ъ≤ъіуґ÷ќїµƒо—Їѕљр÷эґІ[J].÷–єъо—“µ£ђ2011(4)£Ї34
32ZhukGV£ђBerezosVA£ђSeverinAY.MathematicalmodelingofthermalprocessesinEBCHMofhollowingots[J].AdvElectrome-tall£ђ2005£ђ4£Їl6
33WoodJR.RecenttitaniumdevelopmentsintheUSA[C]£ѓ£ѓTi“ї2003ScienceandTechnology.Hamburg£Ї1XiM£ђ2004£Ї1
34TetyukhinV£ђVinokurovD.Metallurgyoftitaniumproduction(ti—taniumsponge£ђmelting£ђconversion£ђalloys)[C]£ѓ£ѓTi2003Science andTechnology.Hamburg£ЇDGM£ђ2004£Ї111
35BoyerRR£ђCottonJD£ђChellmanDJ.Titaniumforairframeappli—cations£ЇPresentstatusandfuturetrends[C]£ѓ£ѓTi“ї2003Scienceand Technology.Hamburg£ЇDGM£ђ2004£Ї2615
36ChristE£ђYuK£ђBennettJ£ђeta1.ManufacturingofPAMonlypro—cessedtitaniumalloys[c]£ѓ£ѓTi“ї2003ScienceandTechnology.Ham— burg£ЇDGM£ђ2004£Ї173
37DimidukDM.MartinPI£ђDutton£ђeta1.Aceeleratedinsertionofmaterials£ЇGammaalloysposechallenges£ђbutarereallynotunique [C]£ѓ£ѓGammaTitaniumAluminides2003.Warrendale£ЇTMS£ђ2003£Ї22
38MaJimin£ђCaiJianming£ђHaoMengyi£ђeta1.Developmentofplasmacoldhearthmeltingtechnologyfortitaniumalloys[J].RareMetal MaterEng£ђ2005£ђ34(S3)£Ї11(inChinese)¬нЉ√√с£ђ≤ћљ®√ч£ђЇ¬”џ“ї£ђµ».о—Їѕљрµ»јл„”јд¬ѓі≤»џЅґЉЉ хµƒЈҐ ’є[J].ѕ°”–љр ф≤ƒЅѕ”лє§≥ћ£ђ2005£ђ34($3)£Ї11
39XuXia£ђKouHongchao£ђeta1.simulationofHDIsbehaviorsintheplasmaarccoldhearthmeltingprocess[J].AdvMaterRes£ђ2014£ђ893£Ї672
tag±к«©:о—Љ∞о—Їѕљр,о—»џЅґЉЉ х,о—Їѕљр»џЅґ