



ЗЂВМШеЦкЃК2022-12-31 16:37:47
КНПеЗЂЖЏЛњзїЮЊЗЩЛњЕФаФдрЃЌжБНггАЯьзХЗЩЛњЕФадФмЁЂПЩППадКЭОМУадЃЌЪЧвЛИіЙњМвПЦММЁЂЙЄвЕКЭЙњЗРЪЕСІЕФживЊЬхЯжЁЃЯжгаКНПеЗЂЖЏЛњЖрВЩгУИпЧПЖШКЯН№зїЮЊЦфжїЬхНсЙЙКЭжїГаСІЙЙМўЃЌЦфЗўвлФмСІЕФЧПШѕШЁОігкМгЙЄжЪСПЁЃБэУцЭъећадвбОЗЂеЙЮЊУшЪіЁЂЦРМлКЭПижЦСуМўМгЙЄЙ§ГЬдкЦфМгЙЄБэУцКЭБэВуФкПЩФмВњЩњЕФИїжжБэУцзДЬЌБфЛЏМАЦфЖдИУБэУцЙЄзїадФмгАЯьЕФММЪѕжИБъ[1]ЁЃБэУцЭъећадЪЧжЦдьМгЙЄЙ§ГЬжаЙЙМўБэУцКЭБэВуВФСЯПЩФмВњЩњЕФИїжжИФБфМАЦфЖдЙЙМўЗўвладФмгАЯьЕФзмЬхУшЪіКЭПижЦЃЌжївЊАќКЌБэУцаЮУВБфЛЏКЭБэВуВФжЪБфЛЏЃЈШчЭМ1ЫљЪО[2]ЃЉЁЃБэУцаЮУВБфЛЏжївЊАќРЈБэУцДжВкЖШЁЂБэУцаЮУВ/ЮЦРэЁЂЕЖЮЦЗНЯђКЭСбЮЦЁЂЛЎЩЫЁЂдгжЪЕШКъЙлШБЯнЃЛБэВуВФжЪБфЛЏЬиеїжївЊАќРЈЯдЮЂНсЙЙБфЛЏЁЂдйНсОЇЁЂОЇМфИЏЪДЁЂШШгАЯьЧјЁЂЯдЮЂСбЮЦЁЂгВЖШБфЛЏЁЂЫмадБфаЮЁЂВагргІСІЕШ[3]ЁЃДжВкБэУцЛђЛњаЕМгЙЄв§Ц№ЕФЕЖКлЁЂШБЯнЕШвђЫиЛсв§Ц№КмИпЕФБэУцгІСІМЏжаЃЌдьГЩЙЄзїдиКЩгІСІЗхжЕИпЃЌжБНгГЩЮЊЦЃРЭдДЃЛЧБЗќдкбЧБэВуЕФЮЂНсЙЙКЭЮЂСІбЇЕФЫ№ЩЫШБЯнНЋМБОчМгЫйЦЃРЭСбЮЦЕФУШЩњКЭРЉеЙЃЌМгЫйЦЃРЭЪЇаЇЃЛВагрбЙгІСІПЩвдвжжЦЦЃРЭСбЮЦЕФУШЩњЖјбгГЄЦЃРЭЪйУќЃЛЬсИпБэУцЯдЮЂгВЖШжЕврЛсвжжЦЦЃРЭСбЮЦЕФУШЩњЃЌЕЋЪЧЛсМгЫйЦЃРЭСбЮЦЕФРЉеЙЁЃПЩМћЃЌЦЃРЭЪйУќжївЊвРРЕгкВагргІСІКЭБэВуЮЂЙлНсЙЙЃЌВагргІСІЫЩГкбЯжиЪББэВузщжЏОЇСЃЯИЛЏЖдЦЃРЭЪйУќгАЯьеМжїЕМЁЃ
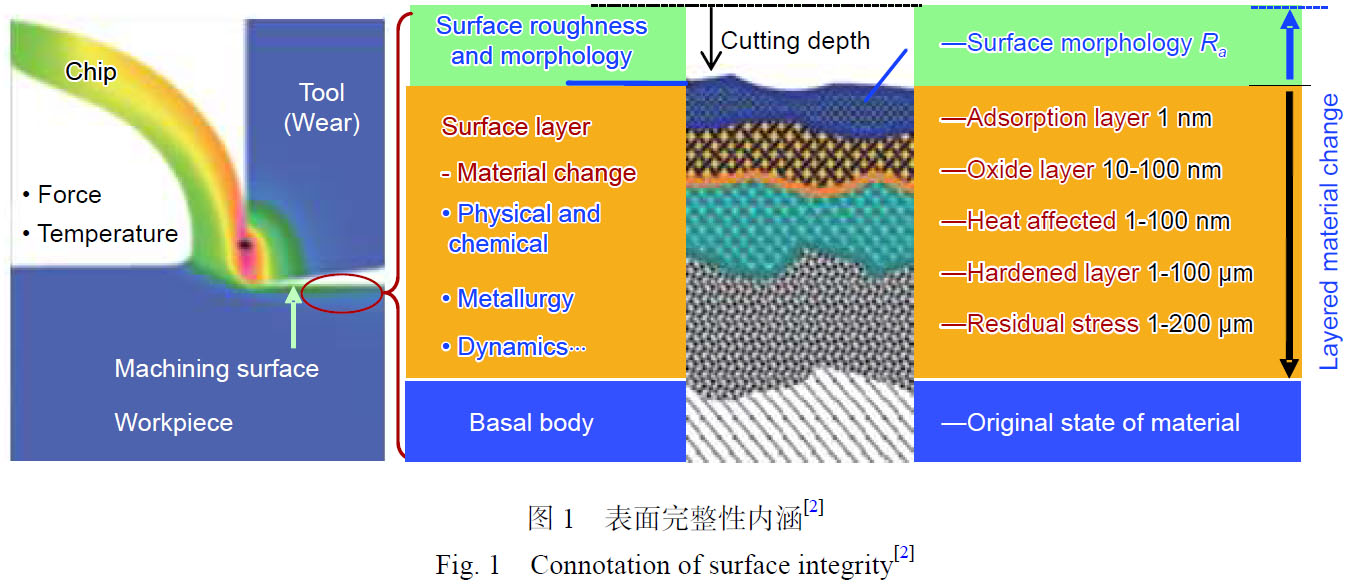
юбКЯН№зїЮЊвЛжжИпЧПЖШКЯН№ЃЌОпгажЪСПЧсЁЂЧПЖШИпЁЂФЭИпЮТЁЂПЙЦЃРЭЕШгХвьадФмЃЌЪЧжЦдьКНПеКНЬьЁЂЙњЗРЕШСьгђЕФжиДѓзАБИгыаТаЭеНТдЮфЦїжаЙиМќЙЙМўЕФживЊН№ЪєВФСЯЃЌЬиБ№ЪЧЗЩЛњЕФЙЧМмЁЂУЩЦЄЁЂНєЙЬМўЁЂЦ№ТфМмвдМАЗчЩШ/бЙЦјЛњзЊзгвЖЦЌЁЂТжХЬКЭећЬхвЖХЬЁЂГнТжЁЂЛњЯЛЕШзЊЖЏЁЂДЋЖЏКЭжїГаСІМўЕШЁЃдкЩЬгУКНПеЗЂЖЏЛњКЭОќгУКНПеЗЂЖЏЛњжаюбКЯН№ЕФКЌСПЗжБ№еМЕНЦфжЪСПЕФ30%ЁЋ40%[4]ЁЃюбКЯН№ВФСЯМгЙЄЙ§ГЬжаЧаЯїСІДѓЁЂЮТЖШИпЃЌЕМжТЕЖОпФЅЫ№ПьЁЂМгЙЄЙ§ГЬЪББфаддіЧПЃЌЫфШЛБЃжЄСЫЙЙМўЕФГпДчКЭаЮЮЛОЋЖШТњзуЩшМЦвЊЧѓЃЌЕЋЪЧЙЄМўБэУцЛсГіЯжМгЙЄЕЖКлЁЂРтБпЫ№ЩЫЁЂБэУцЮЂСбЮЦЁЂМгЙЄгВЛЏЁЂзщжЏЫ№ЩЫЕШБэУцЭъећадЮЪЬтЁЃвђДЫЃЌгаБивЊЖдюбКЯН№ЧаЯїМгЙЄжаЙЄвеЬѕМўЖдЧаЯїСІЁЂЧаЯїЮТЖШЕФгАЯьЙцТЩЃЌвдМАЧаЯїСІКЭЧаЯїЮТЖШНЈФЃдЄВтЃЛИљОнВЛЭЌМгЙЄЬѕМўЯТВњЩњЕФБэУцДжВкЖШКЭаЮУВЁЂВагргІСІГЁЁЂЯдЮЂгВЖШГЁЁЂЮЂЙлзщжЏБфЛЏЕШЗНУцЃЌЬНОПШШСІёюКЯзїгУЖдБэУцЭъећадаЮГЩЕФгАЯьЛњжЦЃЌЮЊЭъГЩБэУцЭъећаддЄВтЃЌЪЕЯжБэУцЭъећадОЋзМПижЦЃЌТњзуГЄЪйУќКЭИпПЩППЕФЗўвладФмвЊЧѓЬсЙЉРэТлжЇГХЁЃ
1 ЁЂБэУцЭъећадаЮГЩЛњжЦ
БэУцЭъећадаЮГЩЛњжЦОЭЪЧУшЪіИјЖЈЧаЯїЙЄвевђзггыЧаЯїМгЙЄЙ§ГЬжаЕФЧаЯїСІКЭЮТЖШЃЌМАзюжеВњЩњЕФБэУцЭъећадзДЬЌЬиеїжЎМфЕФЙиЯЕМАЦфгАЯьЛњжЦЁЃШчЭМ2 ЫљЪОЃЌБэУцЭъећадаЮГЩЙ§ГЬжївЊАќРЈСНИіНзЖЮЃКЕквЛНзЖЮЮЊВЛЭЌЙЄвевђзгЯТЃЌВњЩњВЛЭЌЕФЧаЯїСІF = gFЃЈPЃЉКЭЧаЯїЮТЖШT = gTЃЈPЃЉЃЛЕкЖўНзЖЮЮЊВЛЭЌШШСІёюКЯзїгУЯТВњЩњВЛЭЌЕФБэУцЭъећадзДЬЌЬиеїSS = fЃЈFЃЌTЃЉЁЃдкБэУцЭъећадаЮГЩЙ§ГЬжаЃЌЧаЯїНчУцШШСІёюКЯзїгУВЛНіЪмЙЄвеВЮЪ§ЁЂЕЖОпЬѕМўЁЂШѓЛЌЗНЪНЕФгАЯьЃЌЛЙЪмВФСЯадФмЁЂЕЖОп-ЙЄМўФіКЯзДЬЌЁЂЪфГіЯьгІаХКХМрВтЕШНчУцИДдгЙЄПіЕФгАЯьЁЃЧаЯїМгЙЄЙ§ГЬжаЕФШШСІёюКЯзїгУЪЙЕУВФСЯЗжБ№дкБфаЮЧјЂёЁЂЂђЁЂЂѓФкВњЩњгІСІЁЂгІБфЃЌДгЖјЪЙЙЄМўБэВуМАбЧБэВузщжЏЁЂГЩЗжЁЂСІбЇадФмЗЂЩњБфЛЏЃЌЮДЕУЕНЪЭЗХЕФЧаЯїСІКЭЧаЯїЮТЖШзЊБфЮЊБфаЮФмЪЙЙЄМўБэУцВњЩњДѓЫмадБфаЮЃЌЭЌЪБАщЫцзХЙЄМўБэУцВЛОљдШЕФгІСІКЭБфаЮЃЌЙЙГЩСЫВагрБфаЮЧјЃЌВагрБфаЮЧјЕФБфаЮДЂДцФмЪЧМгЙЄБэУцЮЂЙлзщжЏЁЂМгЙЄгВЛЏЁЂВагргІСІаЮГЩЕФФмСПРДдДЁЃ

2 ЁЂЧаЯїСІгыЧаЯїЮТЖШ
2.1 ЧаЯїСІ
ЧаЯїСІРДдДжївЊгаСНИіЗНУцЃКвЛЪЧЧаЯїВуН№ЪєЁЂЧааМКЭЙЄМўБэВуН№ЪєЕФЕЏадБфаЮЁЂЫмадБфаЮЫљВњЩњЕФПЙСІЃЛЖўЪЧЕЖОпгыЧааМЁЂЙЄМўБэВуВФСЯжЎМфВњЩњЕФФІВСзшСІЁЃЦфзїЮЊВФСЯМгЙЄЙ§ГЬжаживЊЕФЙ§ГЬБфСПЃЌЖдНчУцзДЬЌЕФПижЦКЭБэУцЭъећадЬиеїЕФдЄВтгажИЕМзїгУЁЃЧаЯїСІЕФНЈФЃжївЊАќРЈОбщФЃаЭЁЂНтЮіФЃаЭЁЂгаЯодЊФЃаЭКЭжЧФмФЃаЭЁЃОбщФЃаЭЭЈГЃВЩгУФтКЯЗНЗЈНЈСЂЧаЯїСІгыЙЄвевђзгжЎМфЕФЙиЯЕФЃаЭЃЌНјЖјЙРМЦЦНОљЧаЯїСІЁЃвдBudak[5] КЭWan ЕШ[6] ЮЊДњБэЕФДѓСПбЇепЭЈЙ§ЖдЪЕбщЪ§ОнНјааЗжЮіЗжБ№НЈСЂСЫЖрЯюЪНЁЂжИЪ§КЏЪ§ЕШВЛЭЌаЮЪНЕФЧаЯїСІдЄВтФЃаЭЁЃWang ЕШ[7] вРОнЕЖОп-ЙЄМўФіКЯМЦЫуФЃаЭЃЌЬсГіЧђЭЗЯГЕЖЧаЯїСІЯЕЪ§БцЪЖЗНЗЈЃЌгУДЫЗНЗЈдЄВтЕУЕНTC4 юбКЯН№ОиаЮЙЄМўКЭЧњУцМгЙЄЕФЯГЯїСІЯрЖдЮѓВюОљаЁгк15%ЁЃНтЮіЗЈЪЧИљОнЧаЯїМгЙЄжаВЛЭЌНзЖЮЕЖОпКЭЙЄМўжЎМфЕФНгДЅзДЬЌЃЈМєЧаЁЂФІВСЃЉЁЂЧааМВњЩњЛњРэЃЌЛљгкЪ§бЇЗНЗЈНЋЧаЯїШаРыЩЂГЩвЛЯЕСаЮЂдЊЃЌдйНЋЮЂдЊНјааЕўМгЖдЧаЯїЙ§ГЬ
НјааСІбЇЗжЮіЃЌМЦЫуФІВССІЯЕЪ§ЁЂМєЧаСІЯЕЪ§гыШаПкСІЯЕЪ§ЃЌНЈСЂЧаЯїСІдЄВтФЃаЭЁЃOxley[8] ЛљгкЧаЯїЛЌвЦЯпГЁЕФЗжЮіЃЌЬсГіСЫЦНааУцМєЧаЧјЧаЯїФЃаЭЃЌНЈСЂСЫПМТЧВФСЯМгЙЄгВЛЏЕФЧаЯїСІдЄВтФЃаЭЁЃ
Hendriko ЕШ[9] ЛљгкМєЧааЇгІКЭРчИћВњЩњЕФБпдЕаЇгІЃЌНЈСЂвдЧаЯїУцЛ§КЭБпдЕНгДЅГЄЖШЮЊБфСПЕФЧаЯїСІНтЮіФЃаЭЁЃArmarego ЕШ[10] МйЩшжБНЧгыаБНЧЧаЯїжаЕФЧааМГЄЖШБШЯрЭЌЃЌРћгУМИКЮБфЛЛЗЈЕУЕНаБНЧЧаЯїЧаЯїСІЯЕЪ§ЁЃНтЮіФЃаЭЫфШЛФмдкРэТлЩЯЖдЧаЯїЙ§ГЬНјааБэЪіЃЌЕЋаЮЪНИДдгЁЂФбгкЧѓНтЁЃЫцзХЧаЯїММЪѕЕФНјВНКЭЧаЯїВФСЯЕФЖрбљЛЏЃЌгаЯодЊФЃФтЗТец БЛгУгкЗжЮібаОПЧааМаЮГЩЙ§ГЬЁЂгІСІвдМАгІБфЕФБфЛЏЁЃТРбю[11] ИљОнМгЙЄЩњВњЪЕМЪНЈСЂЕЖМтдВЛЁАыОЖКЭвбМгЙЄБэУцЙЄМўЛиЕЏЕФЗЧздгЩЧаЯїШ§ЮЌМИКЮФЃаЭЃЌЭЈЙ§Ш§ЮЌЗТецЗжЮіСЫЧаЯїгУСПЁЂЕЖОпФЅЫ№ЁЂЕЖОпВФСЯЖдЧаЯїСІЕФгАЯьЃЌ ВЩгУЛиЙщЗжЮіЗЈНЈСЂTC4 юбКЯН№ЕФЧаЯїСІОбщдЄВтФЃаЭЁЃAli ЕШ[12] ЖдБШЗжЮіВЛЭЌЩЬвЕШэМўЖдTi6Al4V юбКЯН№ЧаЯїСІгыЪЕВтНсЙћЃЌБэУїABAQUS дЄВтзМШЗЖШзюИпЃЈОЋШЗЖШПЩДя97%ЃЉЃЌЦфДЮЮЊDeformЃЌзюКѓЮЊAdvantEdgeЃЈзюаЁЮѓВюДѓгк30%ЃЉЁЃжЧФмФЃаЭЪЧвРОнЧаЯїМгЙЄВтЪдЪ§ОнЃЌВЩгУЪ§бЇгХЛЏЫуЗЈНЈСЂбЇЯАНјЛЏЛњжЦЭъГЩЧаЯїСІдЄВтЁЃЭѕИеЕШ[13] ВЩгУВЛЭЌгХЛЏЫуЗЈНјааTC18 юбКЯН№ЕФЯГЯїСІдЄВтЃЌжИГіЯпадЛиЙщЗжЮіЕФзюДѓЮѓВюНгНќ50%ЃЛЬнЖШЯТНЕЗЈЕФзюДѓдЄВтЮѓВюЮЊ22%ЃЛИФНјЕФСЃзгШКЫуЗЈЖдЦфдЄВтзМШЗадзюИпЃЌзюДѓЮѓВюНіЮЊ19.97%ЁЃ
дкЙЄвеВЮЪ§ЖдЧаЯїСІЕФгАЯьЗНУцЃЌShi ЕШ[14] ЗжЮіЕУЕНюбКЯН№TC21 ЯГЯїСІЫцзХЙЄвеЧПЖШЕФдіМгЖјдіМгЃЌЧаЯїСІЖдНјИјСПf КЭЧаЯїПэЖШae діЗљЕФБфЛЏУєИаадДѓгкЧаЯїЫйЖШvc КЭЧаЯїЩюЖШapЁЃNiu ЕШ[15]дкюбКЯН№TC6 ЯГЯїЪЕбщжаЕУЕНЧаЯїСІЫцзХЧаЯїЫйЖШЕФМгПьЖјдіМгЃЌЧаЯїЫйЖШдк50ЁЋ80 m/min ЗЖЮЇФкЃЌНјИјЫйЖШЕФдіМгЖдЧаЯїКЯСІЦ№ЙиМќзїгУЁЃЧаЯїЫйЖШдк80ЁЋ140 m/min ЗЖЮЇФкЃЌЧаЯїЫйЖШЖдЧаЯїКЯСІЕФЬсИпЦ№жївЊзїгУЁЃЭЈЙ§ЖдгВжЪКЯН№ЕЖОпЯГЯїюбКЯН№TC18 ЕФЧаЯїСІНјааЩюШыбаОПЃЌZhang ЕШ[16]ЗжЮіЕУЕНЧаЯїСІЕФБфЛЏгыЧаЯїЫйЖШЁЂЧаЯїПэЖШГЩе§БШЃЌгыЧаЯїЫйЖШЕФБфЛЏГЩЗДБШЁЃЮФЯз[17] дђШЯЮЊЃЌЧаЯїМгЙЄжаЧаЯїЩюЖШЖдTC18 юбКЯН№ЯГЯїСІЕФгАЯьзюДѓЁЃеыЖдюбКЯН№Ti6Al4V ЯГЯїЃЌWang ЕШ[18] жИГіНјИјСПДг0.05 mm/z діМгжС0.1 mm/zЃЌзюДѓЧаЯїСІДг1011 N діМгжС1233 NЃЛЧаЯїПэЖШДг0.5 mm діМгЕН1 mmЃЌзюДѓЧаЯїСІДг810 N діМгжС1011 NЁЃдкДѓЧаЩюЃЈap = 5 mmЃЉЧщПіЯТЃЌЧаЯїСІЫцНјИјСПЕФЦНОљдіГЄЫйТЪЮЊ22%ЁЃМјгкЧаЯїСІЫцЙЄвеВЮЪ§ЕФБфЛЏЧїЪЦВЛвЛжТЃЌбЇепЖдВЮЪ§ЧјМфНјааЗжЖЮЗжЮіЃЌWu ЕШ[19] ЭЈЙ§юбКЯН№Ti6Al4V ИпЫйЯГЯїЪЕбщЕУЕНЧаЯїСІЫцзХНјИјСПЕФдіМгЖјдіДѓЃЌЕБНјИјСПГЌЙ§0.08 mm/z ЪБЃЌдіДѓЧїЪЦИќМгЯджјЃЛЕБЧаЯїЫйЖШДѓгк300 m/min ЪБЃЌЧаЯїСІЫцзХЧаЯїЫйЖШЕФдіМгЖјМѕаЁЁЃМјгкДЫЃЌЫцКѓЃЌKrishnaraj ЕШ[20] ЭЈЙ§ЪЕбщЪ§ОнЗжЮіНјааСЫЧаЯїЩюЖШЖдюбКЯН№Ti6Al4V ЧаЯїСІгАЯьЕФИќЩюШыбаОПЃЌЕУЕНЧаЯїСІЕФБфЛЏгыЧаЯїМгЙЄВЮЪ§ЗЖЮЇгаЙиЯЕЃЌжИГіЃКНјИјСПЮЊ0.075 mm/zЃЌЧаЯїЩюЖШдк0.6ЁЋ0.8 mm БфЛЏЃЌЧаЯїЫйЖШЕФдіМгЛсЪЙЧаЯїСІдіМгСНБЖвдЩЯЃЛЧаЯїЩюЖШдк0.8ЁЋ0.9 mmЃЌЧаЯїСІЫцзХЧаЯїЫйЖШЕФдіЗљМѕаЁЃЛЧаЯїЩюЖШдк0.9ЁЋ1.0 mmЃЌЧаЯїСІЫцзХЧаЯїЫйЖШЕФМгПьЖјМѕаЁЁЃЫцзХНјИјЫйЖШЕФдіМгЃЌЧаЯїСІЕФдіГЄЗљЖШж№НЅМѕаЁЃЌдк800 mm/min зѓгвЧїгкЮШЖЈЁЃ
аьОХЛЊЕШ[21-22] ЭЈЙ§ЪЕбщЗжЮіЗЂЯжTA15 юбКЯН№ЕФЧаЯїСІдк50ЁЋ300 N жЎМфЁЃЕБvc < 100 m/minЃЌЧаЯїСІЫцзХЧаЯїЫйЖШЕФЬсИпГіЯжаЁЗљЩЯЩ§ЃЛЕБvc =100ЁЋ300 m/minЃЌЧаЯїСІЫцзХЧаЯїЫйЖШЕФдіМгБфЛЏВЛДѓЃЛЕБvc > 300 m/min ЪБЃЌЧаЯїСІЫцзХЧаЯїЫйЖШЕФдіДѓГЪЛКТ§ЯТНЕЧїЪЦЁЃетжївЊЪЧвђЮЊЧаЯїЫйЖШЖдЧаЯїСІЕФгАЯьЪЧгІБфЧПЛЏКЭИпЮТШэЛЏЯрПЙКтЕФЙ§ ГЬЁЃЕЭЫйЗЖЮЇФкЃЌгІБфКЭгІБфТЪЧПЛЏзїгУДѓгкЧаЯїЮТЖШВњЩњЕФШШШэЛЏзїгУЃЌЕМжТЧаЯїСІдіДѓЃЛжаЕШЧаЯїЫйЖШЯТЃЌгІБфКЭгІБфТЪЧПЛЏЖдЧаЯїСІЕФе§гАЯьзїгУгыМєЧаНЧЕФдіДѓвдМАШШШэЛЏЖдЧаЯїСІЕФИКгАЯьзїгУЯрЦНКтЃЌЧаЯїСІЛљБОБЃГжВЛБфЃЛЧаЯїЫйЖШГЌЙ§300 m/min ЪБЃЌШШШэЛЏзїгУеМжїЕМЕиЮЛЃЌЕМжТЕЖОпгыЙЄМўМфЕФФІВСвђЪ§НЕЕЭЁЂБфаЮЯЕЪ§МѕаЁЃЌМДМєЧаБф аЮЧјИННќЕФюбКЯН№ОЇСЃдкМєЧаУцЩЯЕФБфаЮНЋБфЕУИќШнвзЃЌзюжеБэЯжЮЊЧаЯїСІЕФЯТНЕЁЃЕЋЪЧЃЌЮФЯз[23]РћгУгВжЪКЯН№ЕЖОпНјааTA15 юбКЯН№ЯГЯїЪЕбщЪБЕУЕНВЛвЛжТЕФБфЛЏЙцТЩЁЃЕБЧаЯїЫйЖШДѓгк300 m/minЃЌЫцзХЫйЖШЕФдіМгЧаЯїСІГЩдіДѓЧїЪЦЃЌетПЩФмЪЧгЩгкЫйЖШДѓгк300 m/min ЪБЧаЯїЮТЖШбИЫйЩ§ИпЃЌЖјгВжЪКЯН№ЕЖОпБШ PCD ЕЖОпОпгаИќВюЕФЕМШШадЃЌетжБНг ЕМжТЕЖОпФЅЫ№МгОчЃЌв§Ц№ЧаЯїСІЩЯЩ§ЁЃ
ИљОнЩЯЪіЗжЮіПЩжЊЃЌЧаЯїСІЕФБфЛЏгыЙЄМўВФСЯЁЂЕЖОпЁЂЙЄвеВЮЪ§ЕШвђЫиЯЂЯЂЯрЙиЃЌЦфБфЛЏЙцТЩзмНсШчБэ1 ЫљЪОЁЃЧаЯїСІЖдЙЄвеВЮЪ§ЕФУєИаадвРДЮЮЊЧаЯїЩюЖШЁЂНјИјСПЁЂЧаЯїПэЖШКЭЧаЯїЫйЖШЁЃЧаЯїСІЫцзХЧаЯїЩюЖШЁЂНјИјСПЁЂЧаЯїПэЖШЕФдіДѓЖјдіМгЃЛдкНЯЕЭЕФЧаЯїЫйЖШЃЈvc = 50ЁЋ140 m/minЃЉЯТЃЌЧаЯїСІЫцзХЧаЯїЫйЖШЕФдіДѓЖјдіДѓЃЌетЪБНјИјСПЖдЧаЯїСІЦ№жїЕМзїгУЃЛдкНЯИпЧаЯїЫйЖШЯТЃЈvc > 140 m/minЃЉЃЌЧаЯїЫйЖШЖдЧаЯїСІЦ№жївЊзїгУЃЌЧаЯїСІЫцЧаЯїЫйЖШЕФдіДѓЧїЪЦж№НЅМѕаЁЃЛЕБЧаЯїЫйЖШМЬајдіМгЃЌЧаЯїСІЛсГіЯжВЛЭЌГЬЖШЕФМѕаЁЁЃ

2.2 ЧаЯїЮТЖШ
ЧаЯїМгЙЄжаДѓВПЗжФмСПЯћКФБЛзЊЛЏЮЊЧаЯїШШЃЌвЛВПЗжЧаЯїШШЫцзХЧааМСїЩЂЃЌСэвЛВПЗждђДЋШыЕЖОпКЭЙЄМўЁЃЧаЯїШШдкЧаЯїМгЙЄЧјРлЛ§ВњЩњИпЮТЖдЕЖОпЪйУќЁЂЙЄМўБэУцзДЬЌдьГЩВЛРћгАЯьЃЌЪЕЯжЧаЯїЮТЖШЕФОЋзМдЄВтЪЧЕїећЙ§ГЬзДЬЌЁЂПижЦМгЙЄжЪСПЕФгааЇДыЪЉЁЃФПЧАЧаЯїЮТЖШдЄВтНЈФЃЗНЗЈжївЊгаНтЮіЗЈЁЂФЃФтЗТецЗЈЁЂОбщФЃаЭЁЃKomanduri ЕШ[24] ЛљгквЦЖЏШШдДЗЈЬсГіНЋЧаЯїЧјЮТЖШЗжЮЊМєЧаУцШШдДКЭЕЖОп-ЧааМНгДЅУцШШдДЕФЕўМгЃЌНЈСЂСЫЧаЯїЧјгђЮТЖШНтЮідЄВтФЃаЭЁЃHuang ЕШ[25] НЋЕЖОп-ЧааМНгДЅУцЪгЮЊШєИЩИіРыЩЂЕуЃЌЛљгкBlok ЛЌвЦНгДЅЯЕЭГШШСПЗжХфзМдђМЦЫуУПИіРыЩЂЕуЕФШШСПЗжХфЯЕЪ§ЃЌЗжЮіСЫВЛОљдШШШСПЗжХфЖдЮТЖШЗжВМЕФгАЯьЁЃЫћУЧЛЙЭЈЙ§вЦЖЏШШдДдкАыЮоЯоНщжЪжавЦЖЏЕФЮТЖШНтбиМєЧаУцГЄЖШЗНЯђНјааЛ§ЗжЃЌНЈСЂМєЧаУцШШдДзїгУЯТЧаЯїЮТЖШНтЮідЄВтФЃаЭЁЃЮЊСЫМѕЩйМЦЫуФбЖШЃЌгаЯодЊФЃФтЗТецБЛЙуЗКгУгкЧаЯїЮТЖШбаОПЁЃGlänzel ЕШ[26] ЭЈЙ§гаЯодЊЗТецШэМўФЃФтСЫМгЙЄЙ§ГЬжаЧааМЕФВњЩњЙ§ГЬЃЌЭЦЕМГіЕЖОпКЭЧааМНгДЅУцвдМАЕЖОпКЭЙЄМўНгДЅУцЕФШШСїЃЌдкПМТЧШШДЋЕнЕФЛљДЁЩЯЃЌЖдЧаЯїЙ§ГЬжаЕФЮТЖШГЁНјааСЫЗТецЁЃPittalàЕШ[27] ЭЈЙ§гХЛЏЧаЯїЮТЖШдЄВтжЕгыЪЕбщжЕжЎМфЕФЮѓВюЖдJohnson-Cook БОЙЙФЃаЭНјааСЫБъЖЈЃЌРћгУИУФЃаЭНЈСЂСЫTi6Al4V юбКЯН№ЯГЯїЙ§ГЬЕФгаЯодЊЗТецФЃаЭЃЌЪЕЯжЖдЙЄМўБэУцЮТЖШЕФзМШЗдЄВтЁЃYan ЕШ[28] НшжњФЃФтЗТецЗжЮіСЫМгЙЄНчУцЮТЖШБфЛЏЁЃПЩвдЗЂЯжЃЌИпЮТЧјгђГіЯждкЕЖОп-ЧааМНгДЅЧјгђЃЌзюИпЮТЖШГіЯждкНгДЅУцИННќЁЃ
жївЊдвђЪЧдкЧааМаЮГЩЙ§ГЬжаЃЌДѓВПЗжБфаЮФмЪзЯШдкЧааМжазЊЛЏЮЊШШСПЃЌЭЈЙ§ШШДЋЕМдкЧааМЁЂЙЄМўКЭЕЖОпжаЯћЩЂЁЃЫцзХЧаЯїЙ§ГЬЕФМЬајЃЌЕЖОпЧАЕЖУцКЭЧааМжЎМфЕФФІВСМгОчЃЌЕЖОпЧАЕЖУцГаЪмИќДѓбЙСІЃЌВњЩњИќЖрЕФШШСПЁЃНтЮіЗЈКЭФЃФтЗТецЗЈЕФзМШЗадЖМашвЊЭЈЙ§АыШЫЙЄШШЕчХМЗЈКЭШШЯёвЧВтЪдЗЈНјааЪЕбщбщжЄЁЃTan ЕШ[29] НшжњШШЯёвЧЙлВтTi6Al4V юбКЯН№ЯГЯїЙ§ГЬЧаЯїЮТЖШБфЛЏЃЌЗЂЯжЧаЯїЮТЖШдк12 sКѓДяЕНЮШЖЈзДЬЌЁЃSun ЕШ[30] РћгУАыШЫЙЄШШЕчХМВтЪдTi6Al4V юбКЯН№ЯГЯїЮТЖШЃЌЗжЮіСЫЯГЯїВЮЪ§ЖдЮТЖШГЁЕФгАЯьЙцТЩЃЌНЈСЂСЫЯГЯїЮТЖШОбщдЄВтФЃаЭЁЃбаОПБэУїЃЌЕБЧаЯїЮТЖШГЌЙ§500 Ёц ЪБЃЌгЩгкюбКЯН№ВФСЯКЭЕЖОпВФСЯЛЏбЇЧзКЭСІЬсИпЃЌСНжжВФСЯЗЂЩњеГНг№ЄИНаЇгІдіМгЃЌДгЖјНЕЕЭМгЙЄжЪСП[31]ЁЃЮФЯз[32] жИГіTiAlN ЭПВуЕЖОпЧаЯїюбКЯН№ЕФзюИпЮТЖШЮЊ669.1 ЁцЃЌЗЧЭПВуЕЖОпЧаЯїЕФзюИпЮТЖШЮЊ629.2 ЁцЃЌРрН№ИеЪЏЃЈDLCЃЉЭПВуЕЖОпЧаЯїЕФзюИпЮТЖШЮЊ492.0 ЁцЃЌTiCN ЭПВуЕЖОпЧаЯїЕФзюИпЮТЖШЮЊ471.5 ЁцЁЃDLCКЭTiCN ЭПВуЕЖОпЕФЮТЖШЕЭгкTiAIN ЭПВуЕЖКЭЗЧЭПВуЕЖОпЕФЮТЖШЃЌетЪЧвђЮЊDLC ЭПВуЃЈμ = 0.1ЃЉКЭTiCN ЭПВуЃЈ μ = 0.3ЃЉЕФФІВСвђЪ§ЕЭгкTiAIN ЭПВуЃЈμ ЃН 0.5ЃЉЃЌЧааМгыЙЄОпБэУцжЎМфвђФІВСВњЩњЕФШШСПНЯаЁЁЃДЫЭтЃЌTiAlN ЭПВуОпгагыюбКЯН№ЯрЫЦЕФЛЏбЇГЩЗжЃЌетСНжжВФСЯжЎМфКмШнвзЗЂЩњ№ЄИНЃЌдіМгЧаЯїЮТЖШЁЃ
гЩгкюбКЯН№ЕФЕМШШЯЕЪ§КмЕЭЃЌНіЮЊЦеЭЈН№ЪєЕФ1/8ЃЌЪЧВЛатИжЕФвЛАыЃЌЕМжТЦфМгЙЄЙ§ГЬжаЩЂШШВЛМбЁЃНќФъРДбЇепЬсГігУИФБфРфШДЗНЪНЕФММЪѕНЕЕЭюбКЯН№ЧаЯїЮТЖШЃЌжкЖрбаОПНсЙћОљБэУїДЫЗНЗЈПЩвдУїЯдИФЩЦюбКЯН№ЧаЯїМгЙЄадФмЁЃSong ЕШ[33] ЗжЮіСЫЫФжжВЛЭЌРфШДЗНЪНЯТЕФюбКЯН№Ti6Al4V ЧаЯїЮТЖШЃЌИЩЧаЯїЬѕМўЯТЧаЯїЮТЖШПЩДя390 ЁцЃЌ ЮЂСПШѓЛЌЃЈMQLЃЉЬѕМўЯТЧаЯїЮТЖШЮЊ360 ЁцЃЌЕЭЮТЃЈCryoЃЉЛЗОГЯТЧаЯїЮТЖШЮЊ330 ЁцЃЌЕЭЮТЮЂСПШѓЛЌЃЈCryoMQLЃЉЬѕМўЯТЧаЯїЮТЖШЮЊ310 ЁцЃЌЯрБШгкИЩЧаЯїЃЌзюИпЮТЖШНЕЕЭ80 ЁцЁЃ
ЕїНкЙЄвеВЮЪ§ЪЧПижЦЧаЯїЮТЖШЕФгааЇЭООЖЃЌжкЖрбЇепЭЈЙ§ВЛЭЌЪЕбщЙцЛЎЗжЮіСЫЙЄвеВЮЪ§ЖдЧаЯїЮТЖШБфЛЏЕФгАЯьЙцТЩЁЃLin ЕШ[34] ЗжЮіСЫTi6Al4V юбКЯН№ЯГЯїЮТЖШБфЛЏЃЌЕУЕН vc = 40 m/minЃЌap = 0.08 mmЬѕМўЯТзюДѓЧаЯїЮТЖШКЭзпЕЖОрРыжЎМфЕФЙиЯЕЁЃЧаЯїМгЙЄдчЦкЃЌзюИпЮТЖШМБОчЩ§ИпЃЌдкЧАНј0.3 mm КѓЛљБОЮШЖЈгк800 ЁцЁЃЧаЯїЫйЖШаЁгк80 m/min ЪБЃЌ ЧаЯїЮТЖШЫцзХЧаЯїЫйЖШЕФдіМгЖјдіМгЃЛЧаЯїЫйЖШДѓгк80 m/minЃЌЧаЯїЩюЖШЮЊ0.04 mm КЭ0.08 mm ЪБЃЌЧаЯїЮТЖШЛљБОЮШЖЈЃЌВЂгаЛКТ§ЯТНЕЧїЪЦЁЃеыЖдИпЫйЧаЯїЃЌSulaiman ЕШ[35] баОПЗЂЯжЫцзХЧаЯїЫйЖШЁЂНјИјСПЕФЬсИпЃЌTi6Al4V юбКЯН№ЧаЯїЮТЖШМБОчЩ§ИпЁЃвђЮЊЬсИпЧаЯїЫйЖШЛсЪЙФІВСвђЪ§Щ§ИпЃЌНјИјЫйЖШЕФЬсЩ§діМгЧааМНиУцЛ§ЃЌДгЖјгеЗЂФІВСвђЪ§діМгЃЌБфаЮЧјЮТЖШЬсИпЁЃЕБЧаЯїЫйЖШДг300 m/min діМгжС600 m/minЃЌЧаЯїЮТЖШЩ§Ип17%ЃЛЕБНјИјЫйЖШДг0.1 mm/rev діМгЕН0.25 mm/rev ЪБЃЌЧаЯїЮТЖШЩ§Ип12%ЁЃетгыЮФЯз[36]ЁЋ[40] жаЗжЮіЕУЕНЕФгАЯьЙцТЩвЛжТЁЃДЫЭтЃЌеХКщЩН[41] ЭЈЙ§ЪЕбщбаОПБэУїЃЌTC25 ЯГЯїЮТЖШЕФБфЛЏгыЙЄвеВЮЪ§ГЩе§БШЃЌЖдюбКЯН№ЧаЯїЮТЖШгАЯьзюЯджјЕФвђЫиЪЧЧаЯїЫйЖШКЭНјИјСПЁЃШЛЖјЃЌбювїЗЩЕШ[42] ВЩгУВЛЭЌЕЖЦЌЃЈ M40ЁЂWSP45ЃЉНјааTi6Al4VюбКЯН№ДѓНјИјЯГЯїЃЌЗЂЯжЧаЯїЮТЖШЫцзХУПГнНјИјСПЕФдіМгЖјдіМгЃЌЕЋЪЧЃЌЕБfz > 0.8 mm/z ЪБЃЌM40 ЗНаЮЕЖЦЌЕФЧаЯїЮТЖШдіГЄЗљЖШУїЯдМѕШѕЃЛЕБfz > 1.2 mm/zЪБЃЌWSP45 Ш§НЧаЮЕЖЦЌЕФЧаЯїЮТЖШдк450 Ёц зѓгвВЈЖЏЁЃеХНЈЗЩЕШ[43] ЭЈЙ§ЪЕбщбаОПЗЂЯжЕБЕЖМтдВНЧАыОЖr < 0.01 mm ЪБЃЌЕЖОпЧАНЧЖдЧаЯїЮТЖШЕФгАЯьПЩвдКіТдЁЃЕЋЪЧЃЌЕБЕЖМтдВНЧАыОЖr > 0.01 mm ЪБЃЌЕЖОпЧАНЧЕФдіМгЕМжТЧаЯїВуВФСЯЫмадБфаЮдіМгЃЌДѓСПЧаЯїФмКФзЊЛЏв§Ц№ЧаЯїМгЙЄЧјЮТЖШЩ§ИпЁЃ
юбКЯН№ЧаЯїМгЙЄжаЃЌЙЄвевђзгЖдЧаЯїЮТЖШЕФгАЯьЙцТЩШчБэ2 ЫљЪОЁЃЖдюбКЯН№ЧаЯїЮТЖШгАЯьзюЯджјЕФвђЫиЪЧЧаЯїЫйЖШКЭНјИјСПЃЌЦфДЮЪЧЧаЯїЩюЖШЃЌзюКѓЮЊЧаЯїПэЖШЁЃЧаЯїЮТЖШЫцзХЧаЯїЫйЖШЁЂНјИјСПЁЂЧаЯїЩюЖШЕФдіМгЖјдіДѓЃЌЫцзХЧаЯїПэЖШЕФдіМгЖјТдгаМѕаЁЁЃЧаЯїЮТЖШЛсЫцзХЕЖОпФЅЫ№СПЁЂЕЖОпЧАНЧЕФдіМгЖјдіДѓЃЌTiCN ЭПВуЕЖОпИќЪЪгУгкюбКЯН№ЧаЯїЃЌПЩвдЪЙЧаЯїЮТЖШНЕЕЭНќ25%ЁЃДЫЭтЃЌЕЭЮТЮЂСПШѓЛЌЗНЪНПЩвдЯджјНЕЕЭЧаЯїЮТЖШЃЌЪЧЪЕЯжТЬЩЋЧаЯїЁЂИФЩЦюбКЯН№ЩЂШШФмСІЕФгааЇЭООЖЁЃ

3 ЁЂБэУцЭъећадбаОПЯжзД
3.1 БэУцДжВкЖШКЭаЮУВ
БэУцДжВкЖШКЭаЮУВжївЊЪЧЧаЯїМгЙЄжаВФСЯЕФШЅГ§зїгУВњЩњЕФЃЌвВЪЧБэеїКЭЦРМлБэУцЭъећадЕФживЊжИБъЃЌЪЧЕЖОпЬиеїЁЂМгЙЄЙЄПіЁЂЧаЯїВЮЪ§ЕШвђЫизлКЯзїгУЕФНсЙћЁЃвбгабаОПЗЂЯжЃЌНјИјСПКЭЧаЯїЫйЖШЪЧгАЯьБэУцДжВкЖШЕФживЊвђЫи[18ЃЌ44-45]ЁЃюбКЯН№Ti6Al4V ЧаЯїБэУцДжВкЖШЫцзХЧаЯїЫйЖШЕФдіМгЯШМѕаЁКѓдіДѓЃЌНјИјСПдНДѓЃЌБэУцДжВкЖШдНДѓ[18ЃЌ46]ЁЃ
Hassanpour ЕШ[47] ЖдюбКЯН№Ti6Al4V ИпЫйЯГЯїМгЙЄзіСЫЯъЯИЕФбаОПЃЌЗжЮіЕУЕНБэУцДжВкЖШгыЧаЯїЫйЖШГЩЗДБШЃЌгыНјИјСПГЩе§БШЁЃЙЬЖЈНјИјСПЮЊ0.04 mm/zЃЌдкЕЭЧаЯїЫйЖШЃЈ150 m/minЃЉЯТЃЌБэУцГіЯжАМПгЁЂЮлЕуКЭЫКСбЃЛжаЕШЫйЖШЃЈ300 m/minЃЉЯТЃЌШБЯнЪ§СПМѕЩйЃЛЖјдкИпЫйЃЈ450 m/minЃЉЯТЃЌМгЙЄБэУцОљдШЁЂЙтЛЌЁЃеыЖдВФСЯTi64ЃЌ Che-Haron ЕШ[48] ЗЂЯжЕБНјИјСПf =0.35 mm/rЁЂЧаЯїЩюЖШap = 2 mm ЪБЃЌЧаЯїЫйЖШДг45 m/min ж№НЅдіМгЕН100 m/minЃЌЯГЯїБэУцДжВкЖШжЕЫцзХЧаЯїЫйЖШЕФдіМгЖјдіМгЁЃдкЧаЯїЫйЖШvc =40ЁЋ160 m/minЁЂНјИјСПf = 0.1 mm/zЁЂЧаЯїЩюЖШap =1 mm ЧаЯїВЮЪ§ЯТвВОпгаетжжБфЛЏЧїЪЦ[44]ЁЃ
ЮЊСЫЬНОПЙЄвеВЮЪ§ЖдБэУцДжВкЖШКЭаЮУВгАЯьЕФЯджјЖШЃЌYao ЕШ[49] КЭLiu ЕШ[50] ОЙ§ЪЕбщбаОПБэУїЃКTB6 ЯГЯїБэУцДжВкЖШЪмЧаЯїЫйЖШКЭНјИјЫйЖШгАЯьЯджјЖШДѓгкЧаЯїЩюЖШКЭЧаЯїПэЖШЁЃYang ЕШ[51] ЭЈЙ§ЪЕбщЗжЮіШЯЮЊЧаЯїЫйЖШЕФдіМгЕМжТДжВкЖШRa КЭSa НЕЕЭЕФИљБОдвђЪЧЛ§аМСіЁЃЕБae жЕаЁгк1.5 mmЃЈЕЖОпАыОЖЕФвЛАыЃЉЪБЃЌRz КЭSz ЕФБфЛЏЧњЯпЖМЯрЖдЦНЬЙЁЃЕЋЪЧЃЌЕБae ЕФжЕДѓгк1.5 mm ЪБЃЌRz КЭSz ЕФжЕЛсПьЫйЩЯЩ§ЁЃетЙщвђгкЧаЯїПэЖШЕФдіМгШнвзМгОчЯГЯїВќеёЁЃЛљгкИУРэТлЃЌжмзгЭЌЕШ[52] НјааСЫTB6 ЯГЯїБэУцДжВкЖШЫцЧаЯїЫйЖШЁЂНјИјСПБфЛЏбаОПЃЌжИГіЕБЧаЯїЫйЖШИпгк100 m/min ЪБЃЌTB6 ЯГЯїБэУцДжВкЖШRa ОљжЕПЩДя0.25 μmЃЌУПГнНјИјСПДг0.04 mm/z діМгЮЊ0.12 mm/zЃЌБэУцДжВкЖШRa ОљжЕДг0.25 μm діжС0.45 μmЁЃ
МгЙЄЕЖОпЕФВФСЯЁЂаЮзДЁЂзЫЬЌЕШЬиеїЪЧБэУцДжВкЖШВњЩњБфЛЏЕФЙиМќвђЫиЁЃAbdelnasser ЕШ[53] НјааСЫCBN КЭЭПВуЬеДЩЕЖЦЌГЕЯїTi6A14V КЯН№ЪЕбщбаОПЃЌЦРЙРСЫЙЄвеВЮЪ§МАЦфЯрЛЅзїгУЖдБэУцДжВкЖШЕФгАЯьЃЌЗЂЯжЭПВуЬеДЩЕЖЦЌПЩвдНЋБэУцДжВкЖШИФЩЦ34%ЁЃCBN ЕЖЦЌдкзюаЁЧаЯїЩюЖШap = 0.25 mmЃЌЕЭНјИјСПf = 0.1 mm/rКЭИпЧаЯїЫйЖШvc = 100 m/min ЯТ ОпгаИќКУЕФаЇЙћЃЈRa = 0.315 μmЃЉЃЛЖјЭПВуЬеДЩЕЖОпдкЧаЯїЩюЖШap = 0.2 mmЃЌ НјИјСПf = 0.1 mm/rКЭЕЭЧаЯїЫйЖШvc = 50 m/min ЪБОпгазюаЁЕФБэУцДжВкЖШ0.55 μmЁЃЮЊСЫЗжЮіЕЖОпЕФВЛЭЌМИКЮаЮзДЖдБэУцДжВкЖШЕФгАЯьЃЌLiu ЕШ[50] ВЩгУВЛЭЌаЮзДЕФгВжЪКЯН№ЕЖОпНјааTB6 ЯГЯїЪЕбщЃЌЬсГіБфНкОрЯГЕЖЕФБэУцДжВкЖШзюДѓЃЌЦфДЮЮЊБъзМЖЫЯГЕЖЃЌзюКѓЮЊБфТнОрЯГЕЖЁЃеыЖдTC4 юбКЯН№ЙЙМўЃЌDaymin ЕШ[54] баОПБэУїЙЄМўЧуНЧЮЊ25°ЪБЭПВуЕЖОпЖЫЯГБэУцДжВкЖШзюКУЃЛMhamdi ЕШ[55] жИГіЧђЭЗЯГЕЖЯГЯїАМЧњУцЪБСНВрЕФБэУцДжВкЖШаЁгкЕзВПЁЃЭЈЙ§ЧђЭЗЯГЕЖМгЙЄюбКЯН№БЁБквЖЦЌЪЕбщЃЌLim ЕШ[56] ЗЂЯжЕЖжсВрЧуЁЂЫЎЦНЯђФкзпЕЖЗНЪНЪЧЯГЯїбЙЦјЛњвЖЦЌзюЮШЖЈЕФЕЖОпзЫЬЌЁЃ
ЖјLee ЕШ[57] ШДЗЂЯжДЙжБЯђЭтзпЕЖЁЂЙЄМўЧуНЧ45°ЪБЕФБэУцжЪСПКУЁЂБфаЮГЬЖШаЁЁЃ
ЧаЯїМгЙЄЙ§ГЬжаКѓЕЖУцЩЯаЮГЩЕФЛ§аМСіЛсЪЙЕЖОпЦЋРыдЪМЙцЛЎТЗОЖ[58]ЃЌдьГЩБэУцДжВкЖШдіМгЁЃSafari ЕШ[59] ЭЈЙ§баОПTi6Al4V юбКЯН№ИпЫйЯГЯїЃЌЬсГіБэУцДжВкЖШКЭЕЖОпФЅЫ№зДЬЌУмЧаЯрЙиЃЌШЋаТЕЖОпМгЙЄЕФБэУцДжВкЖШаЁгкФЅЫ№ЕЖОпЁЃБэУцДжВкЖШЫцзХНјИјСПЕФдіДѓЖјМѕаЁЃЌЧаЯїЫйЖШvc = 100 m/minЯрБШvc = 300 m/min ЕФБэУцДжВкЖШНЕЕЭ40%ЁЃЛљгкДЫРэТлЃЌLiang ЕШ[60] КЭYang ЕШ[58] ЗжБ№еыЖдTi6Al4VКЭTi-1023 юбКЯН№баОПЃЌЗЂЯжЕЖОпЧаЯїШаЕФТжРЊКЭМгЙЄБэУцЕФАМЭЙВЈЖЏОпгае§ЯрЙиадЁЃЕЖОпФЅЫ№дНбЯжиЃЌМгЙЄБэУцГіЯжЕФАМВлдНУїЯд[60]ЁЃ
ЧаЯївКФмНЕЕЭЧаЯїЧјгђЕФЮТЖШЃЌМѕЩйЧаЯїЕЖОпгыЙЄМўМфФІВСЃЌЧхГ§ЧааМЛђЕЖОпЭбТфВаСєЃЌЗРжЙЫќУЧЯрЛЅ№ЄНсМА№ЄИНдкЙЄМўЁЂЕЖОпЩЯЃЌЦЦЛЕМгЙЄжЪСПЁЃLitwa ЕШ[61] НјааСЫTi6Al4V юбКЯН№ВЛЭЌРфШДЗНЪНЕФЯГЯїБэУцДжВкЖШбаОПЃЌжИГіНјИјЫйЖШЖдБэУцДжВкЖШЕФгАЯьзюДѓЃЌЦфДЮЪЧЧаЯїЫйЖШЃЌШЛКѓЪЧЯГЯїЩюЖШЁЃЫћУЧЛЙЗЂЯждкЕЭЧаЯїЫйЖШЯТЃЌЫЎРфШДЕФБэУцДжВкЖШИпгкИпбЙРфШДЃЈHPЃЉЁЂГЌСйНчCO2 РфШДКЭГЌСйНчCO2 ЮЂСПШѓЛЌЃЌЕЋЪЧБэУцДжВкЖШЕФдіМгКЭTi ЕФЯрБфЛсгАЯьМгЙЄБэУцЕФШфБфЧПЖШЃЌДгЖјгАЯьФЭЪДад[62]ЁЃKaynak ЕШ[63] баОПСЫюбКЯН№ВЛЭЌРфШДЗНЪНЯТЕФБэУцДжВкЖШКЭаЮУВЃЌжИГіЮЂСПШѓЛЌЃЈMQLЃЉЬѕМўВњЩњЕФМгЙЄБэУцЫфШЛгаЛ§аМСіЖбЛ§аЮГЩЕФеГаМЃЌЕЋЪЧБэУцЙШЗхКЭЙШЕзМфЕФОрРыНЯаЁЃЌБэУцДжВкЖШКУЃЛЫЎРфКЭИпбЙРфШДЃЈHPCЃЉЬѕМўВњЩњЕФБэУцзпЕЖКлМЃЕМжТЦНОљБэУцДжВкЖШдіМгЁЃ
ЧаЯїМгЙЄБэУцВњЩњЕФМгЙЄЕЖКлЁЂЛЎЩЫЕШШБЯнВПЮЛЛсВњЩњгІСІМЏжаЃЌИјЪЙгУАВШЋДјРДОоДѓвўЛМЁЃюбКЯН№ЙиМќЙЙМўзїЮЊОјЖдЕФГаСІВПМўЃЌЖдгІСІМЏжаЪЎЗжУєИаЁЃЮЊСЫЗНБуНјааЙЙМўадФмгХСгЦРМлЃЌбЇепЛљгкЖўЮЌБэУцДжВкЖШКЭШ§ЮЌБэУцаЮУВБэеїВЮЪ§НЈСЂСЫЪНЃЈ 1ЃЉ [64] КЭЪНЃЈ 2ЃЉ [65] ЫљЪОБэУцгІСІМЏжаЯЕЪ§kt ЕФЖЈСПБэДяЪНЃЌЬсГіСНжжЗНЗЈдкВЛЭЌЧаЯїЬѕМўЯТЕФБфЛЏЧїЪЦвЛжТЁЃПЩвдЗЂЯжЃЌгІСІМЏжаЯЕЪ§kt гыМгЙЄТжРЊЫуЪѕЦНОљИпЖШЁЂЗхЙШИпЖШГЩе§БШЃЌгызюДѓИпЖШГЩЗДБШЁЃ

ЪНжаЃКRa ЮЊТжРЊЫуЪѕЦНОљЦЋВюЃЛRy ЮЊТжРЊзюДѓЗхЙШИпЖШЃЛRz ЮЊБэУцЮЂЙлВЛЦНЪЎЕуИпЖШЃЛSa ЮЊЫуЪѕЦНОљИпЖШЃЛ Sp ЮЊзюДѓЗхжЕИпЖШЃЛ Sv ЮЊзюДѓЙШЕзИпЖШЃЛSz ЮЊзюДѓИпЖШЁЃ
ЩЯЪібаОПНсЙћБэУїЃЌюбКЯН№ЧаЯїБэУцДжВкЖШЕФИпЕЭгыЙЄвеВЮЪ§ЁЂЕЖОпВФСЯЁЂЕЖОпФЅЫ№ЁЂРфШДЗНЪНЕШЬѕМўУмЧаЯрЙиЁЃБэУцДжВкЖШЫцзХЙЄвевђзгЕФдіДѓЖјдіМгЃЌЖдБэУцДжВкЖШгАЯьзюЯджјЕФвђЫиЪЧЧаЯїЫйЖШКЭНјИјСПЁЃЧаЯїМгЙЄЙ§ГЬжаЧаЯїСІДѓЁЂЧаЯїЮТЖШИпЛсМгОчЕЖОпФЅЫ№ЃЌжТЪЙМгЙЄБэУцГіЯжУїЯдАМВлЃЌдіДѓБэУцДжВкЖШЁЃДЫЭтЃЌЮЂСПШѓЛЌЃЈMQLЃЉРфШДЗНЪНФмМѕЩйЕЖОпгыЙЄМўжЎМфЕФФІВСЃЌЧхГ§ЧааМжЭСєВадќЃЌЬсИпюбКЯН№ЧаЯїМгЙЄБэУцжЪСПЁЃ
3.2 ВагргІСІ
МгЙЄБэУцжаЕФВагргІСІЪЧздЦНКтФкВПгІСІЃЌМДЕЏЫмадЮяЬхОРњДѓБфаЮКѓНЋЭтВПИКдиЁЂХЄОиКЭШШЬнЖШЗжВМЛжИДЕНЮяЬхГѕЪМзДЬЌКѓБЃСєдкЮяЬхжаЕФФкВПгІСІЁЃЧаЯїМгЙЄКѓЕФВагргІСІжївЊРДдДгкЛњаЕгІСІВњЩњЕФЫмаЮБфаЮЁЂШШгІСІВњЩњЕФЫмадБфаЮКЭЯрБфв§Ц№ЕФЬхЛ§БфЛЏЁЃЖдгкИеЖШНЯШѕЕФВПМўЃЌЫцзХВагргІСІЕФЪЭЗХЃЌВПМўНЋГіЯжУїЯдЕФЭфЧњЛђХЄзЊБфаЮЃЌДгЖјНЕЕЭВПМўдкбЛЗдиКЩЯТЕФЦЃРЭЪйУќЁЃВагргІСІЖдВПМўадФмЕФгАЯьГЬЖШЭЈГЃгЩШ§ИіжИБъРДХаЖЯЃЌМДЙЄМўБэУцВагргІСІЃЌВагргІСІЗхжЕМАВагргІСІгАЯьВуЩюЖШЁЃ

еыЖдВагргІСІВњЩњЛњжЦЃЌSun ЕШ[66] ЬсГіВагргІСІЗжВМжївЊЪмЛњаЕКЭШШБфаЮЕФИпЖШЗЧЯпадёюКЯЕФгАЯь,ВЛЭЌЕФЙЄМўВФСЯЁЂЧаЯїЬѕМўвдМАЙЄвеВЮЪ§ЕФВювьЖМЛсЕМжТЧаЯїМгЙЄЙ§ГЬжаЧаЯїСІКЭЧаЯїЮТЖШЕФВювьЃЌНјЖјЕМжТВагргІСІВЛЭЌЁЃJiang ЕШ[67] ШЯЮЊВагргІСІгыЯГЯїжавђЮДБфаЮЧааМКёЖШВЛЭЌЕМжТЧаЯїСІКЭЧаЯїЮТЖШВювьЯрЙиСЊЃЌЗЂЯжаЁНјИјЬѕМўЯТЃЌОЖЯђКЭЧаЯђВагргІСІжЕЖМгыЮДБфаЮЧааМКёЖШЯпадЯрЙиЃЛДѓНјИјЧщПіЯТЃЌжЛгаЧаЯђВагргІСІгыЮДБфаЮЧааМКёЖШГЪЯпадЯрЙиЁЃЭѕУїКЃЕШ[68] ЗжЮіСЫжїжсзЊЫйдк4500ЁЋ12000 r/min ЗЖЮЇФкTi6Al4V юбКЯН№ЯГЯїВагргІСІЗжВМЕФБфЛЏЃЌЕУЕНВагргІСІЗжВМЮЊОЕфЕФТЉЩзаЭЃЌБэЯжЮЊБэУцВагрРгІСІЯђБэВуВагрбЙгІСІЕФзЊБфЃЌВагрбЙгІСІЗхжЕГіЯждкБэУцЯТ100ЁЋ200 μmЁЃетЪЧвђЮЊжїжсзЊЫйдіМгВњЩњИпЮТаЇгІв§Ц№ВФСЯЫмадБфаЮЃЌБэУцБэЯжЮЊВагрРгІСІЃЌЖјИпЮТЖЮЪБМфФкРДВЛМАДЋЕнЕНЙЄМўБэВуЃЌжТЪЙВагрРгІСІзЊБфЮЊВагрбЙгІСІЁЃЫћУЧЛЙжИГіЙЄМўБэВуВагргІ СІЫцЕЖОпЧАНЧЁЂЧаЯїЫйЖШКЭУПГнНјИјСПЕФдіМгЖјМѕаЁЃЌЧаЯїЩюЖШЖдБэВуВагргІСІЕФгАЯьзюаЁЁЃЕЋЪЧЃЌеХгюЕШ[69] ЭЈЙ§Ti6Al4V юбКЯН№ЯГЯїЪЕбщбаОПКѓЗЂЯжзюДѓВагрбЙгІСІЮЛгкЙЄМўБэУцЃЌВагргІСІдкЩюЖШЗНЯђЩЯгЩбЙгІСІзЊБфЮЊРгІСІЁЃБэУцВагрбЙгІСІЁЂВагргІСІгАЯьВуЩюЖШЫцзХУПГнНјИјСПЁЂЧаЯїЩюЖШКЭЧаЯїПэЖШЕФдіМгЖјдіМгЃЌЫцзХЯГЯїЫйЖШЕФдіМгЖјМѕаЁЁЃЭЌЪБЃЌShen ЕШ[70] КЭЬЗіІЕШ[71] жИГіЯГЯїБэУцЮЊВагрбЙгІСІЃЌЦфЫцзХЧаЯїЫйЖШЕФдіМгЖјдіМгЃЌЫцзХНјИјСПКЭЧаЯїПэЖШЕФдіМгЖјМѕаЁЃЛЛЙЕУЕНЧаЯїСІЁЂЧаЯїЮТЖШЁЂЕШаЇгІБфЖдВагргІСІЩюЖШЗжВМЕФгАЯьШчЭМ3 ЫљЪОЁЃдкЭМ3ЃЈ aЃЉЕЭЙЄвеЧПЖШЯТЃЌЧаЯїСІЮЊ58.39 NЃЌЧаЯїЮТЖШгАЯьВуЮЊ102 μmЃЌЕШаЇгІБфгАЯьВуЩюЖШЮЊ38 μmЃЌВагргІСІВуЩюЮЊ10 μmЃЛЭМ3ЃЈbЃЉ ИпЙЄвеЧПЖШЯТЃЌЧаЯїСІЮЊ118 NЃЌЧаЯїЮТЖШгАЯьВуЮЊ102 μmЃЌЕШаЇгІБфгАЯьВуЩюЖШЮЊ58 μmЃЌВагргІСІВуЩюЖШЮЊ15 μmЁЃЫцзХЙЄвеЧПЖШЕФдіДѓЃЌЧаЯїСІЁЂБэУцЮТЖШКЭЕШаЇгІБфдіМгЃЌЭЌЪБЕШаЇгІБфгАЯьВуКЭВагргІСІгАЯьВуЩюЖШдіМгЃЌетБэУїВагргІСІЪЧЧаЯїСІКЭЧаЯїЮТЖШзлКЯзїгУЕФНсЙћЁЃЭѕЬЮ[72] ЛљгкШШСІёюКЯзїгУЗжЮіСЫюбКЯН№ЯГЯїВагргІСІГЁЕФаЮГЩЛњжЦЁЃЫцзХЙЄвеЧПЖШЕФдіДѓЃЌБэУцВагрбЙгІСІМѕаЁЃЌВагргІСІгАЯьВуМгЩюЁЃетжївЊЪЧвђЮЊБэУцЧаЯїЮТЖШКЭЕШаЇгІБфЯджјдіМгЃЌЕЋЪЧЮТЖШЕФзїгУДѓгкСІзїгУЃЌЪЙБэУцВагрбЙгІСІМѕаЁЃЛЙЄМўБэВуЪмШШСІёюКЯзїгУдьГЩЙЄМўИќЩюБэВуЕФВФСЯВњЩњЫмадБфаЮЃЌДгЖјЕМжТВагргІСІгАЯьВуИќЩюЁЃ
дкЕЖОпзЫЬЌЖдВагргІСІЕФгАЯьЗНУцЃЌDayminЕШ[54] ЭЈЙ§ЪЕбщЕУЕНЕЖжсЧуНЧЖдTi6Al4V ЯГЯїВагргІСІЕФгАЯьЙцТЩБэУїзюДѓВагрбЙгІСІдкБэУцвдЯТ10ЁЋ20 μmЁЃЫцзХЕЖжсЧуНЧЕФдіДѓЃЌзюДѓВагрбЙгІСІжЕж№НЅМѕаЁЃЌзюДѓВагрбЙгІСІ−528 MPa ГіЯждкЕЖжсЧуНЧЮЊ0°ЁЃгыДЫВЛЭЌЕФгАЯьЙцТЩдкTC11 юбКЯН№ЧђЭЗЕЖБЁБкМўЯГЯїжаЛёЕУ[73]ЁЃЕБЕЖжсЧуНЧдіДѓЪБЃЌЧђЭЗЯГЕЖЕФЪЕМЪЧаЯїЫйЖШдіДѓЃЌЧаЯїЮТЖШЩ§ИпЃЌЕМжТБэУцВагрбЙгІСІЪ§жЕКЭВагрбЙгІСІВуЩюЖШОљгаМѕаЁЕФЧїЪЦЁЃЫћУЧЛЙЕУГіШЮвтЕЖжсЧуНЧЯТЃЌНјИјЗНЯђЕФзюДѓВагрбЙгІСІКЭВагргІСІгАЯьВуЩюЖШОљДѓгкВННјЗНЯђЁЃЭЌбљЕФНсТлвВдкЮФЯз[74] КЭ[75]TC17 юбКЯН№ЯГЯїжаБЛЕУЕНбщжЄЁЃShen ЕШ[76] ЗжЮіСЫВЛЭЌзпЕЖЗНЪНЖдTC17 ЯГЯїВагргІСІЗжВМЕФгАЯьЙцТЩЃЌЕУЕНVD зпЕЖЗНЪНЯТЕФзюДѓВагрбЙгІСІКЭВагргІСІгАЯьВуЩюЖШОљДѓгкЦфЫћШ§жжзпЕЖЗНЪНЁЃетжївЊЪЧвђЮЊVD зпЕЖЗНЪНЮЊХРЦТЪНзпЕЖМгЙЄЃЌВњЩњзюДѓЧаЯїСІЃЌЕМжТВрУцКЭМгЙЄБэУцжЎМфЗЂЩњЫмадБфаЮКЭМЗбЙаЇгІЃЛЫФжжзпЕЖЗНЪНЯТЧаЯїЮТЖШБфЛЏВЛУїЯдЃЌзюИпЮТЖШЃЈ670 ЁцЃЉВЛГЌЙ§ЯрБфЮТЖШЃЈ897 ЁцЃЉЃЌвђДЫTC17 юбКЯН№ЕФВагргІСІЮЊЛњаЕгІСІеМжїЕМЕиЮЛЁЃЭЌбљЕФНсЙћдкTC11 БЁБкМўЯГЯї[77] ВагргІСІЗжвВБЛЛёЕУЁЃ
ЕЖОпНсЙЙКЭЕЖОпФЅЫ№ЛсгАЯьЧаЯїСІКЭЧаЯїЮТЖШЃЌБЛШЯЮЊЪЧВагргІСІБфЛЏЕФживЊвђЫиЁЃPretoriusЕШ[78] ЬсГіPCD ЕЖОпМгЙЄюбКЯН№ЪБЕЖОпЕФОЇСЃГпДчЛсгАЯьЕЖОпЪйУќКЭВагргІСІЃЌЕЖОпОЇСЃГпДчЮЊ14 μmЪБЛёЕУзюГЄЕЖОпЪйУќ80 minЃЌБэУцВагргІСІзюДѓЮЊ-600 MPaЃЌВагргІСІВуЮЊ100 μmЁЃWyen ЕШ[79] ЭЈЙ§ЪЕбщЗЂЯждкФцЯГЙ§ГЬжаЃЌЫцзХЕЖОпШаПкАыОЖЕФді ДѓЃЌОЖЯђВагрбЙгІСІвВдіДѓЃЛдкЫГЯГЙ§ГЬжаЃЌЫцзХЕЖОпШаПкАыОЖЕФдіДѓЃЌжсЯђВагрбЙгІСІдіДѓЃЌОЖЯђВагрбЙгІСІдк-400 MPa зѓгвВЈЖЏЁЃTan ЕШ[80] ЗЂЯжTC17 юбКЯН№ЯГЯїКѓЕЖУцФЅЫ№СПдіДѓЃЌБэУцВагрбЙгІСІЁЂзюДѓВагрбЙгІСІвдМАВагрбЙгІСІгАЯьВуЩюЖШОљдіДѓЁЃвђЮЊЫцзХЕЖОпКѓЕЖУцФЅЫ№СПЕФВЛЖЯдіДѓЃЌЕЖОпгыЙЄМўжЎМфЕФНгДЅУцЛ§діДѓЃЌЕМжТЧаЯїСІдіДѓЃЌВњЩњУїЯдЕФМЗЙтаЇгІЁЃЭЌЪБЃЌгЩгкЙЄМўБэУцЮТЖШВЛзувдДяЕНВФСЯЕФЯрБфЮТЖШЃЌвђДЫЃЌМЗЙтаЇгІв§Ц№ЕФВагрбЙгІСІДѓгкЫмадЭЙГівдМАШШгІСІЫљв§Ц№ЕФВагрРгІСІЃЌдкМгЙЄЙЄМўБэВуаЮГЩЕФВагргІСІЖМЪЧбЙгІСІЁЃ
злЩЯЫљЪіЃЌВагргІСІГЁЫцзХЕЖОпЬѕМўЁЂВФСЯЁЂМгЙЄВЮЪ§ЕФВЛЭЌЛсгаЫљВювьЁЃдкЙЄвеВЮЪ§ЗНУцЃЌБэУцВагргІСІКЭВагргІСІгАЯьВуЩюЖШЫцзХЧаЯїЫйЖШЕФдіМгЖјМѕаЁЃЌЫцзХНјИјСПЁЂЧаЯїЩюЖШЕФдіМгЖјдіМгЃЌЕЋЪЧЧаЯїВЮЪ§ЖдВагргІСІЕФгАЯьГЬЖШвВЪмЕЖОпЕФТнОрКЭТна§БфЛЏЕФгАЯьЁЃЕЖОпМИКЮВЮЪ§ЗНУцЃЌВагргІСІГЁЕФБфЛЏгыЕЖОпШаПкАыОЖГЩе§БШЃЌгыЕЖжсЧуНЧБфЛЏГЩЗДБШЁЃЮЊСЫНтОіВагргІСІВтЪдФбЖШДѓЁЂГЩБОИпаЇТЪЕЭЁЂИДдгвђЫиёюКЯадДѓЕФФбЬтЃЌгаЯодЊФЃФтЗТецЗНЗЈБЛЙуЗКгІгУгкВагргІСІГЁЗжЮі[81-83]ЃЌЕЋЗжЮіЙ§ГЬЕФЭЈгУадКЭЗжЮіНсЙћЕФзМШЗадЛЙашНјвЛВНИФНјЁЃ
3.3 ЯдЮЂгВЖШ
ЧаЯїМгЙЄКѓБэУцЕФМгЙЄгВЛЏЪЧЧаЯїСІдьГЩЕФЧПЛЏЁЂЧаЯїШШдьГЩЕФШѕЛЏКЭЯрБфзїгУЕФзлКЯНсЙћЁЃ
ЕБЧаЯїСІаЮГЩЕФЫмадБфаЮЦ№жїЕМзїгУЪБЃЌвбМгЙЄБэУцОЭЛсЗЂЩњгВЛЏЃЛЕБЧаЯїШШЦ№жїЕМзїгУЪБЃЌдђЪЙБэУцгВЖШНЕЕЭВњЩњШэЛЏЃЌЕЋдкГфЗжРфШДЕФЬѕМўЯТЃЌдђЛсвђЖўДЮДуЛ№ГіЯжгВЛЏЁЃЯдЮЂгВЖШЭЈГЃгУБэУцЯдЮЂгВЖШЁЂгВЛЏВуЩюЖШЃЈвбМгЙЄБэУцжСЛљЬхгВЖШДІЕФДЙжБОрРыЃЉЁЂгВЛЏТЪЃЈвбМгЙЄБэУцгВЖШгыЛљЬхгВЖШЕФБШжЕЃЉРДБэЪОЁЃЧаЯїМгЙЄЙ§ГЬжаЃЌЧааМаЮГЩЧјгђЕФИпбЙЁЂИпЧаЯїШШвдМАюбКЯН№ЕМШШадВюЕФзїгУЕМжТЯдЮЂгВЖШЬнЖШБфЛЏЃЌЕМжТН№ЪєЕФЫмадЁЂУмЖШНЕЕЭЃЌЧаЯїБфаЮзшСІНЕЕЭ[84]ЁЃYang ЕШ[45] ЬсГіюбКЯН№ЯГЯїЯдЮЂгВЖШГЁПЩвдЗжЮЊШэЛЏЧјЃЈЂёЃЉЁЂгВЛЏЧјЃЈЂђЃЉКЭЛљЬхЧјЃЈЂѓЃЉШ§ИіЧјгђЁЃLapin ЕШ[85] ЬсГіБэВуВФСЯШэЛЏЕФжївЊдвђЪЧЪБаЇзїгУЪЙВФСЯВњЩњЫмадБфаЮЕФНсЙћЁЃдкюбКЯН№ЕФМгЙЄЙ§ГЬжаЃЌМгЙЄБэУцЭЈГЃАщгаДѓСПЕФЧаЯїШШЃЌМгЙЄЙ§ГЬНгНќЪБаЇЙ§ГЬЁЃЪБаЇЪБМфдНГЄЃЌВузДЧјгђЕФЯдЮЂгВЖШжЕдНЕЭЁЃЯГЯїЪЧвЛИіжаЖЯЕФЧаЯїЙ§ГЬЃЌЕБЯГЯїЕЖОпНјШыЙЄМўЪБЃЌЛсЗЂЩњШШСПЛ§ОлЁЃЯргІЕиЃЌЕБЯГЯїЕЖОпЧаГіЙЄМўЪБЃЌЛсЗЂЩњРфШДЕФРлЛ§ЃЌвђДЫФкВПМгЙЄгВЛЏЪЧбЛЗЙ§ГЬЕФРлЛ§ЁЃ
дкЙЄвеВЮЪ§ЖдЯдЮЂгВЖШЕФгАЯьЗНУцЃЌSun ЕШ[66]дкНјИјСПf = 0.08 mm/zЁЂЧаЯїПэЖШae = 4 mmЁЂЧаЯїЩюЖШap = 1.5 mm ВЮЪ§ЯТЃЌЕУЕНTi6Al4V юбКЯН№ЯГЯїБэВуВФСЯгЩгкБэУцБфаЮЖјВњЩњЕФгІБфгВЛЏТЪЮЊ68%ЁЋ80%ЁЃДЫЭтЃЌдк65ЁЋ115 m/min ЧаЯїЫйЖШЗЖЮЇФкЃЌБэУцгВЖШЫцЧаЯїЫйЖШЕФЬсИпЖјНЕЕЭЃЌетЪЧвђЮЊЧаЯїЫйЖШЩ§ИпЃЌВњЩњЕФИпЮТаЇгІЛсв§Ц№ШШШэЛЏЃЌ
ДгЖјЕжЯћВПЗжгІБфгВЛЏаЇгІЁЃДЫЭтЃЌ OosthuizenЕШ[86] ЕФбаОПБэУїTi6Al4V юбКЯН№ЯГЯїЕФгВЛЏВугАЯьЩюЖШЮЊ50ЁЋ60 μmЃЌБэВугВЛЏЕФГЬЖШКЭЩюЖШЫцНјИјСПЕФдіМгЖјдіМгЁЃЭЌбљЕФНсТлвВБЛGinting ЕШ[84]КЭYang ЕШ[45] ЫљжЄЪЕЁЃЭЌбљеыЖдTi6Al4V ЯГЯїЃЌРюОќЕШ[87] дкВЛЭЌВЮЪ§ЧјМфЬсГіЯдЮЂгВЖШГіЯж“гВЛЏ-ШэЛЏ-дйДЮгВЛЏ-ЛљЬхгВЖШ”ЫФИіБфЛЏНзЖЮЃЌШчЭМ4 ЫљЪОЁЃШЮвтЙЄвеВЮЪ§ЯТЃЌМгЙЄБэУцГіЯжгВЛЏЯжЯѓЃЌгВЛЏТЪЮЊ13%ЁЋ50%ЃЛдкОрБэУц20 μm ДІДяЕНШэЛЏзюДѓжЕЃЌШэЛЏТЪЮЊ24%ЁЋ31%ЃЛдкОрБэУц120 μm ДІдйДЮДяЕНгВЖШМЋжЕЃЌЫцКѓЛКТ§НЕЮЊЛљЬхгВЖШЁЃетЪЧгЩгкЧаЯїМгЙЄЙ§ГЬжаЃЌюбКЯН№жаЕФюбдЊЫигыПеЦјжаЕФбѕдЊЫиКЭЕЊдЊЫиЗЂЩњЗДгІЃЌЙЄМўБэУцаЮГЩбѕЛЏюбКЭЕЊЛЏюбБЁФЄЃЌЪЙЙЄМўДраддіМгЃЌНјЖјЪЙЕУвбМгЙЄ БэУцЯдЮЂгВЖШзюИпЁЃЭЌЪБвђЮЊюбКЯН№ЕМШШЯЕЪ§ЕЭЁЂДЋШШадВюЃЌдкЯГЯїМгЙЄЙ§ГЬжаВњЩњЕФШШСПНіФмДЋЕнЕНОрРывбМгЙЄБэУцКмЧГЕФЩюЖШЗЖЮЇФкЃЌвђДЫдкБэВуЃЈ10ЁЋ20 μm ДІЃЉЕФВФСЯЛсвђШШШэЛЏЯжЯѓЖјБэЯжГізюаЁЕФЯдЮЂгВЖШжЕЁЃShen ЕШ[70] КЭЬЗіІЕШ[71] ЗЂЯжTC17 юбКЯН№ЯГЯїМгЙЄжаЯдЮЂгВЖШГіЯж“ШэЛЏ-гВЛЏ-ЛљЬх”Ш§ИіНзЖЮЕФБфЛЏЁЃЭЌЪБЫцзХЙЄвеЧПЖШЕФ діМгЃЌЧаЯїСІдіМгСЫ59.61 NЃЌЧаЯїЮТЖШКЭЕШаЇгІБфУїЯддіМгЃЌБэУцШэЛЏГЬЖШдіДѓЁЃЯГЯїСІЕФдіДѓЕМжТЖдЪдбљБэУцВФСЯЕФМЗбЙЁЂФІВСзїгУдіЧПЃЌЪЙЕУОЇСЃжЎМфБфаЮВЛОљдШЃЌОЇНчжЎМфВњЩњЕФВагргІСІзшАОЇИёЕФБфаЮгыЛЌвЦЃЌЭЌЪБНЕЕЭСЫН№ЪєЕФЫмадЁЃЯГЯїЮТЖШЕФдіДѓЕМжТвбМгЙЄБэУцБэВуВФСЯШШШэЛЏаЇгІдіЧПЃЌгыЯГЯїСІВњЩњЕФгІБфЧПЛЏгавЛЖЈГЬЖШЕФЕжЯћЁЃ
дкБэВудМ20 μm жЎЧАЃЌЯГЯїЮТЖШЕФШШШэЛЏаЇгІеМжїЕМЃЌЫцКѓЮЊЯГЯїСІВњЩњЕФгІБфЧПЛЏеМгХЪЦЁЃЕЖОпзЫЬЌКЭЕЖОпФЅЫ№ЖдМгЙЄгВЛЏЕФгАЯьвВЪмЕНСЫЙњФкЭтбЇепЕФЙуЗКЙизЂЁЃOyelola ЕШ[88] КЭ TanЕШ[76ЃЌ80] ЬсГізпЕЖЗНЯђЁЂМгЙЄЧуНЧЁЂЕЖОпЭПВуЖдЯдЮЂгВЖШГЁгАЯьВЛЯджјЁЃShi ЕШ[89]ЁЂSu[90] ЕШЁЂбюЯўгТЕШ[91] КЭYang ЕШ[58] ЭЈЙ§ВЛЭЌюбКЯН№ВФСЯЃЈ Ti6Al4V\TA15\TC21\Ti1023ЃЉЯГЯїЪЕбщБэУїЃКЕЖОпФЅЫ№ЛсДјРДбЯжиЕФЫмадБфаЮЃЌюбКЯН№ЧаЯїБэУцМгЙЄгВЛЏГЬЖШЫцзХЕЖОпФЅЫ№ЕФдіМгЖјТдгадіМгЁЃWyen ЕШ[79] дкTi6Al4VЯГЯїМгЙЄжаЕФбаОПжаЕУЕНБэУцЮЌЪЯгВЖШЫцзХЧаЯїШаАыОЖЕФдіМгЖјТдгадіМгЃЌЫГЯГМгЙЄжаБэУцЯдЮЂгВЖШЮШЖЈгк450HVЃЌЧаЯїШаАыОЖЕФгАЯьПЩвдКіТдЁЃ

3.4 ЮЂЙлзщжЏ
ВФСЯЧаЯїМгЙЄжадкШШСІёюКЯзїгУЯТОЙ§МЗбЙЁЂМєЧаБфаЮЪЙБэВуН№ЪєЕФОЇИёЗЂЩњХЄЧњЃЌБэВузщжЏЯИЛЏЁЂБфаЮФмдіМгЃЌЯрМЬГіЯжИпУмЖШЮЛДэЁЂТЯОЇЁЂгааЇОЇСЃЁЂЗЧОЇЁЂОЇСЃРГЄЁЂЦЦЫщЕШЯжЯѓЁЃЮЂЙлзщжЏЕФБфЛЏгУОЇСЃГпДчЁЂЫмадБфаЮВуЩюЖШЁЂОЇСЃЦЋзЊНЧЖШЕШБэЪОЁЃШчЭМ5 ЫљЪОЃЌVelásquez ЕШ[92] НЋTi6Al4VюбКЯН№ЧаЯїБэВуЗжЮЊЮДгАЯьЧјЃЈP1ЃЉЁЂЫмадБфаЮЧј ЃЈP2ЃЉКЭИпЖШШХЖЏЧјЃЈP3ЃЉЁЃдкИпЖШШХЖЏЧјгђЃЌОЇСЃБЛРГЄВЂдкЦНаагкМгЙЄБэУцЗНЯђГіЯжСЫЯИЛЏЁЃдкЫмадБфаЮЧјЃЌОЇСЃбиМгЙЄЗНЯђНјааЦЋзЊЁЃLiangЕШ[93] жИГіЃЌTi6Al4V юбКЯН№Н№ЧаЯїМгЙЄгАЯьЧјЕФН№ЯрЬиеїПЩЗжЮЊдЪМНсЙЙЁЂЫмадБфаЮЧјКЭСїЖЏЧјЁЃЫмадБфаЮЧјБэЯжГібиЧаЯїЫйЖШЗНЯђЕФОЇСЃБфаЮКЭЩьГЄЁЃМгЙЄжаЧаЯїШШНєСкзюЭтВуЃЌМЏжадкОжВПгАЯьЧјЕМжТВФСЯГіЯжШэЛЏЃЌЭЌЪБЛњаЕдиКЩДйНјСЫВФСЯСїЖЏЯжЯѓЃЌВЂдкЫмадБфаЮЧјКЭСїЖЏЧјжЎМфВњЩњСЫЧхЮњЕФБпНчЁЃWang ЕШ[94] вРОнОЇСЃГпДчЕФВЛЭЌНЋЮЂЙлзщжЏБфаЮВуЗжЮЊБэУцВуЃЈОЇСЃГпДчдМЮЊ5 μmЃЉЁЂжаМфВуЃЈОЇСЃТдЮЂБфаЮЃЌЦНОљОЇСЃГпДчдМЮЊ10 μmЃЉКЭЛљЬхВуЃЌжИГіОЇСЃЯИЛЏГЬЖШЫцзХЧаЯїЫйЖШЕФдіМгЖјдіМгЁЃ

ЧаЯїМгЙЄжаЃЌЙЄМўБэУцГаЪмВЛЭЌЕФШШСІёюКЯзїгУЃЌДгЖјаЮГЩВЛЭЌЕФЮЂЙлзщжЏБфЛЏЁЃShen ЕШ[70] КЭЬЗіІЕШ[71] баОПБэУїЃЌTC17 юбКЯН№ЯГЯїМгЙЄКѓБэВуЭјРКзщжЏЗЂЩњСЫЦЋзЊЁЂЦЦЫщЁЃЫцзХЯГЯїЙЄвеЧПЖШЕФЬсИпЃЌЯГЯїБэУцЫмадБфаЮВуЩюЖШТдгадіМгЃЌЕЋВЂЮДЗЂЯжα + β ЯрЕНβ ЯрЕФзЊБфЁЃжкЖрбЇепбаОПЗЂЯжЃЌЕЖОпЧуНЧЖдTC11 юбКЯН№БЁБкМўЯГЯї[73]ЁЂзпЕЖЗНЪН ЖдTC17 юбКЯН№ЯГЯї[75-76] ЕФЮЂЙлзщжЏгАЯьВЛДѓЃЌетПЩФмЪЧгЩгкбЁгУЪЕбщЬѕМўЯТЧаЯїСІКЭЧаЯїЮТЖШБфЛЏЗЖЮЇНЯаЁЃЌШШСІёюКЯзїгУЮоЯджјВювьЁЃLi ЕШ[95]ЖдВЛЭЌЬѕМўЯТTi6Al4V юбКЯН№ЯГЯїБэВуЮЂЙлзщжЏНјааСЫВтЪдЃЌЗЂЯжЫмадБфаЮЫцЧаЯїЫйЖШЕФБфЛЏЮоУїЯдБфЛЏЃЌЫцНјИјСПКЭЧаЯїЩюЖШЕФдіДѓЖјдіДѓЁЃЫћУЧЛЙжИГіЕЖОпдВНЧАыОЖЖдЫмадБфаЮгАЯьЯджјЃЛЕЖОпдВНЧАыОЖдНДѓЃЌЫмадБфаЮдНбЯжиЃЌЫмадБфаЮВуЩюЖШдНЩюЁЃ
ДЫЭтЃЌPatil ЕШ[96] баОПЗЂЯжTC4 юбКЯН№ГЕЯїМгЙЄБэВуОЇСЃБфаЮЫцзХЧаЯїЫйЖШЕФдіМгЖјдіДѓЁЃЕЖОпФЅЫ№ЪЧгАЯьЧаЯїМгЙЄЙ§ГЬжаШШСІёюКЯзїгУЕФживЊвђЫиЃЌвВЪЧбЇепЗжЮіЮЂЙлзщжЏЕФжиЕуЙизЂвђЫиЁЃChe-Haron ЕШ[44] ЬсГігЩгкГЕЯїГѕЪМНзЖЮЪЧгУЗцРћЕФЕЖОпдкРфШДЬѕМўЯТНјааВФСЯШЅГ§ЕФЃЌГЕЯїСІКЭЮТЖШДяВЛЕНВФСЯЕФЯрБфЬѕМўЃЌМгЙЄБэВуМИКѕЙлВьВЛЕНЫмадБфаЮВуКЭАзВуЃЛЕЋЪЧдкЕЖОпФЅЫ№бЯжиНзЖЮЃЌЙЄМўБэВуГіЯжУїЯдЕФЫмадБфаЮКЭАзВуЁЃLiangЕШ[97-98] ЖдTi6Al4V юбКЯН№ЧаЯїМгЙЄЮЂЙлзщжЏБфЛЏНјааСЫИќМгЩюШыЕФбаОПЃЌЗЂЯжОЇСЃБфаЮжївЊБэЯжЮЊЖЯСбЁЂЦЋзЊЁЂЛЌвЦЃЌЫмадБфаЮВуЩюЖШКЭОЇСЃЦЋзЊНЧЖШЫцзХВрЕЖУцФЅЫ№СПЕФдіМгЖјдіМгЁЃвђЮЊЕЖОпФЅЫ№СПЕФдіМгЛсЕМжТЕЖОпКЭЙЄМўНчУцДІНгДЅУцЛ§ЕФдіМгЃЌМгЙЄБэУцЪмУїЯдФІВСКЭМЗбЙЛсЪЙОЇСЃВњЩњбЯжиЕФЛЌвЦКЭЩьГЄЁЃЭЌЪБЃЌОЁЙмЧааМдкЧаЯїЙ§ГЬжаДјзпСЫДѓВПЗжЧаЯїШШЃЌЕЋвЛВПЗжЧаЯїШШШдШЛВаСєдкМгЙЄБэУцжа[99]ЁЃгЩгкюбКЯН№ЕФЕЭЕМШШадЃЌдкМгЙЄЕФБэ УцИННќКмШнвзВњЩњДѓСПЕФЧаЯїШШЛ§ОлЁЃгШЦфдкVB = 0.3 mm ЪБЃЌЫцзХШШдДЧПЖШЕФдіМгЃЌДѓЗЖЮЇЕФВФСЯШэЛЏЕМжТВФСЯШнвзЗЂЩњЫмадБфаЮЁЃ
ЩЯЪібаОПБэУїЃЌОЇСЃЕФЦЋзЊНЧЖШЁЂОЇСЃЯИЛЏГЬЖШЫцзХЧаЯїЫйЖШЕФдіМгЖјдіДѓЃЛНјИјСПКЭЧаЯїЩюЖШЕФдіДѓЖМЛсЕМжТЫмадБфаЮВуЩюЖШМгЩюЃЌЕЋЪЧЧаЯїЩюЖШЕФБфЛЏЛсвжжЦОЇСЃЯИЛЏЁЃЕЭЮТРфШДШѓЛЌПЩвдМѕЩйЧаЯїЕЖОпгыЙЄМўжЎМфЕФФІВСЃЌНЕЕЭЧаЯїСІКЭЧаЯїЮТЖШЃЌвжжЦЯрБфЁЃЕЖОпФЅЫ№СПЕФдіМгЛсЕМжТЕЖОпКЭЙЄМўНчУцДІНгДЅУцЛ§ЕФдіМгЃЌМгЙЄБэУцЪмУїЯдФІВСКЭМЗбЙЛсЪЙОЇСЃВњЩњбЯжиЕФЛЌвЦКЭЩьГЄЁЃШЛЖјЃЌЯжгабаОПжївЊМЏжадкЗжЮіВЛЭЌМгЙЄЬѕМўЖдЧаЯїМгЙЄБэВуЮЂЙлзщжЏЕФгАЯьЃЌВЂУЛгаЛљгкЦЃРЭадФмвЊЧѓЃЌЖдВЛЭЌМгЙЄЬѕМўВњЩњЕФВЛЭЌЮЂЙлзщжЏНјааХаБ№ЃЌШЗЖЈгажњгкЬсИпЦЃРЭадФмЕФЮЂЙлзщжЏаЮЬЌБфЛЏЗЖЮЇЁЃ
4ЁЂ НсЪјгя
БОЮФДгЧаЯїСІЁЂЧаЯїЮТЖШЁЂБэУцЭъећадзДЬЌЬиеїЕШЗНУцВћЪіСЫюбКЯН№ВФСЯЧаЯїМгЙЄММЪѕЗНУцЕФбаОПЯжзДЁЃЗжЮіСЫЧаЯїВЮЪ§ЁЂМгЙЄЬѕМўЁЂЕЖОпЬиеїЖдЧаЯїСІЁЂЧаЯїЮТЖШЁЂБэУцЭъећадзДЬЌЬиеїЕФгАЯьЙцТЩЃЌЛљгкШШСІёюКЯзїгУЗжЮіБэУцЭъећадаЮГЩЛњжЦЗНУцЕФбаОПЬхЯЕЛЙашМЬајЭъЩЦЁЃБэУцЭъећадаЮГЩЛњжЦЕФбаОПЛЙашвЊДгвдЯТМИИіЗНУцНјааЬНОПЃК
ЃЈ1ЃЉЛљгкЧаЯїЙЄвебЇЁЂВФСЯбЇКЭгаЯодЊФЃФтЗТецжЊЪЖЃЌВЩгУЪЕбщгыФЃФтЗТецЯрНсКЯЕФЗНЗЈЃЌдкМѕЩйзЪдДЯћКФЁЂНкдМЪБМфЕФЧАЬсЯТНЋбаОПЖдЯѓДгЪдПщЬсЩ§ЮЊЙЙМўЁЃНјвЛВНЗжЮіЙЄвеВЮЪ§ЁЂЕЖОпНсЙЙЁЂШѓЛЌЗНЪНЕШПЩПиЙЄвевђзгвдМАЕЖОпФЅЫ№ЁЂМаОпБфаЮЁЂВќеёгыБфаЮЕШВЛПЩПиЙЄвевђзгЖдЙЙМўБэУцЭъећадЕФгАЯьЁЃ
ЃЈ2ЃЉЛљгкШШСІёюКЯзїгУЃЌНЈСЂБэУцЭъећадЬиеїЗжВМдЄВтФЃаЭЃЌНвЪОЙЄвеВЮЪ§-ЧаЯїСІКЭЧаЯїЮТЖШ-БэУцЭъећадзДЬЌЬиеїжЎМфЕФгГЩфЙиЯЕЁЃЭъГЩБэВуЫмадБфаЮКЭЮЂЙлзщжЏЬиадЕФЖЈСПЦРМлЃЌЪЕЯжБэУцЭъећадЬнЖШЗжВМЕФзМШЗдЄВтЃЌЮЊБэУцЭъећадЙЄвеВЮЪ§гђгХЛЏЬсЙЉРэТлвРОнЁЃ
ЃЈ3ЃЉЩюШыбаОПЧаЯїМгЙЄНчУцЕФШШСІёюКЯзїгУЃЌЬНЫїМгЙЄНчУцШШСІёюКЯзїгУЖдБэУцЭъећадЕФгАЯьЙцТЩЁЃдкДЫЛљДЁЩЯЃЌПМТЧЙЙМўЪЕМЪМгЙЄЙ§ГЬжаМгЙЄЙьМЃЪББфаЮв§Ц№МгЙЄНчУцНгДЅзДЬЌЕФБфЛЏЃЌЬсГіЛљгкЪЕМЪМгЙЄЙЄПіЕФБэУцЭъећадЕїПиЗНЗЈЁЃ
ЃЈ4ЃЉвдЙЙМўЦЃРЭадФмвЊЧѓЮЊФПБъЃЌЗДЭЦВЂЩшМЦТњзуЙЙМўЗўвладФмЕФБэУцДжВкЖШЁЂБэВуЯдЮЂгВЖШЁЂБэВуВагргІСІЁЂЮЂЙлзщжЏЬнЖШЗжВМЃЌЛёЕУТњзуЦЃРЭадФмвЊЧѓЕФЙЙМўБэУцЭъећадЬиеїгђЁЃЛљгкЙЄвеЬѕМўгыБэУцЭъећадЬиеїжЎМфЕФгГЩфФЃаЭЃЌШЗЖЈГіТњзувЊЧѓЕФМгЙЄЬѕМўЃЌЪЕЯжТњзуЗўвлдиКЩвЊЧѓЕФБэУцЭъећадМгЙЄЁЃ
ВЮПМЮФЯзЃК
Ѓл1ЃнJAVIDI AЃЌRIEGER UЃЌEICHLSEDER W. The effect ofmachining on the surface integrity and fatigue life[J].International Journal of FatigueЃЌ2008ЃЌ30ЃК2050-2055.
Ѓл2ЃнЬЗіІ. ПЙЦЃРЭБэУцБфжЪВуЕФЖрЙЄвеИДКЯПижЦЗНЗЈ[D].ЮїАВЃКЮїББЙЄвЕДѓбЇЃЌ2018.ЃЈTAN L. Method of controlling anti-fatigue surface metamorphiclayer during integration manufacturing processes[D]. Xi ’anЃК Northwestern Polytechnical UniversityЃЌ2018.ЃЉ
Ѓл3ЃнЭѕЩажО. КНПеСуМўМгЙЄЕФБэУцЭъећад[J]. КНПежЦдьММЪѕЃЌ1993ЃЈ6ЃЉЃК22-24.ЃЈWANG S Z. Surface integrity of aviation parts machining[J]. Aeronautical Manufacturing TechnologyЃЌ1993ЃЈ6ЃЉЃК22-24.ЃЉ
Ѓл4ЃнBANERJEE DЃЌ WILLIAMS J C. Perspectives ontitanium science and technology[J]. Acta MaterialiaЃЌ2013ЃЌ61ЃЈ3ЃЉЃК844-879.
Ѓл5ЃнBUDAK E. Analytical models for high performancemilling. Part IЃКcutting forcesЃЌstructural deformations andtolerance integrity[J]. International Journal of MachineTools & ManufactureЃЌ2006ЃЌ46ЃЈ12/13ЃЉЃК1478-1488.
Ѓл6ЃнWAN MЃЌZHANG W HЃЌTAN GЃЌet al. New cutting forcemodeling approach for flat end mill[J]. Chinese Journalof AeronauticsЃЌ2007ЃЌ20ЃЈ3ЃЉЃК282-288.
Ѓл7ЃнWANG DЃЌREN JЃЌTIAN W. A method for the predictionof cutting force for 5-axis ball-end milling of workpieceswith curved surfaces[J]. International Journal ofAdvanced Manufacturing TechnologyЃЌ 2020ЃЌ 107ЃЈ 5ЃЉ ЃК2023-2039.
Ѓл8ЃнOXLEY P L B. The mechanics of machiningЃКan analyticalapproach to assessing machinability[M]. New YorkЃКEllis Horwood LimitedЃЌ1989.
Ѓл9ЃнHENDRIKO HЃЌ KISWANTO GЃЌ ISTIYANTO JЃЌ et al.Implementation of analytical boundary simulation methodfor cutting force prediction model in five-axis milling[J].Machining Science & TechnologyЃЌ2017ЃЈ1ЃЉЃК1-17.
Ѓл10ЃнARMAREGO EЃЌ WHITFIELD R C. Computer basedmodelling of popular machining operations for force andpower prediction[J]. CIRP Annals - Manufacturing TechnologyЃЌ1985ЃЌ34ЃЈ1ЃЉЃК65-69.
Ѓл11ЃнТРбю. КНПегУюбКЯН№ЧаЯїСІЕФЪдбщбаОПгыЗТец[D]. ЩђбєЃКЩђбєРэЙЄДѓбЇЃЌ2013.ЃЈ LV Y. Experimental study and simulation on cuttingforce during machining of titanium alloys inaerospace[D]. ShenyangЃК Shenyang University of Scienceand TechnologyЃЌ2013.ЃЉ
Ѓл12ЃнALI M HЃЌANSARI MЃЌKHIDHIR B AЃЌet al. Simulationmachining of titanium alloyЃЈ Ti-6Al-4VЃЉ based on thefinite element modeling[J]. Journal of the Brazilian Societyof Mechanical Sciences and EngineeringЃЌ 2014ЃЌ36ЃЈ2ЃЉЃК315-324.
Ѓл13ЃнЭѕИеЃЌЭђУєЃЌСѕЛЂЃЌЕШ. СЃзгШКгХЛЏФЃК§ЯЕЭГЕФЯГЯїСІНЈФЃЗНЗЈ[J]. ЛњаЕЙЄГЬбЇБЈЃЌ2011 ЃЈ13ЃЉЃК123-130.ЃЈWANG GЃЌWAN MЃЌLIU HЃЌet al. Modeling of milling force by using fuzzy system optimized by particle swarmalgorithm[J]. Journal of Mechanical EngineeringЃЌ 2011ЃЈ13ЃЉЃК123-130.ЃЉ
Ѓл14ЃнSHI QЃЌ LI LЃЌ HE NЃЌ et al. Experimental study in highspeed milling of titanium alloy TC21[J]. InternationalJournal of Advanced Manufacturing TechnologyЃЌ 2013ЃЌ64ЃЈ1/2/3/4ЃЉЃК49-54.
Ѓл15ЃнNIU QЃЌCHEN MЃЌMING WЃЌet al. Evaluation of the performanceof coated carbide tools in face milling TC6alloy under dry condition[J]. International Journal ofAdvanced Manufacturing TechnologyЃЌ 2013ЃЌ 64ЃЈ5/6/7/8ЃЉЃК623-631.
Ѓл16ЃнZHANG C MЃЌMU A LЃЌWANG Y XЃЌet al. A study onthe influence of milling parameters on the properties ofTC18 titanium alloy[J]. Science of Advanced MaterialsЃЌ2020ЃЌ12ЃЈ5ЃЉЃК707-714.
Ѓл17ЃнЭѕгРіЮЃЌеХВ§Уї. TC18 юбКЯН№ГЕЯїМгЙЄЕФЧаЯїСІКЭБэУцДжВкЖШ[J]. ЛњаЕЙЄГЬВФСЯЃЌ2019ЃЌ43ЃЈ7ЃЉЃК69-73.ЃЈ WANG Y XЃЌ ZHANG C M. Cutting force and surface roughness of turning on TC18 titanium alloy[J]. Materialsfor Mechanical EngineeringЃЌ2019ЃЌ43ЃЈ7ЃЉЃК69-73.ЃЉ
Ѓл18ЃнWANG F ZЃЌZHAO JЃЌLI A HЃЌet al. Experimental studyon cutting forces and surface integrity in high-speed sidemilling of Ti-6Al-4V titanium alloy[J]. Machining Scienceand TechnologyЃЌ2014ЃЌ18ЃЈ3ЃЉЃК448-463.
Ѓл19ЃнWU H BЃЌ ZHANG S J. Effects of cutting conditions onthe milling process of titanium alloy Ti6Al4V[J]. InternationalJournal of Advanced Manufacturing TechnologyЃЌ2015ЃЌ77ЃЈ9/10/11/12ЃЉЃК2235-2240.
Ѓл20ЃнKRISHNARAJ V SЃЌ SAMSUDEENSADHAM RЃЌ et al.A study on high speed end milling of titanium alloy[J].Procedia EngineeringЃЌ2014ЃЌ97ЃЈ97ЃЉЃК251-257.
Ѓл21ЃнСѕХєЃЌаьОХЛЊЃЌЗыЫиСсЃЌЕШ. PCD ЕЖОпИпЫйЯГЯїTA15 юбКЯН№ЧаЯїСІЕФбаОП[J]. ФЯОЉКНПеКНЬьДѓбЇбЇБЈЃЌ2010ЃЌ42ЃЈ2ЃЉЃК224-229.ЃЈLIU PЃЌXU J HЃЌFENG S LЃЌet al. Cutting forces in highspeed milling of TA15 titanium alloy with PCD tool[J].Journal of Nanjing University of Aeronautics & AstronauticsЃЌ2010ЃЌ42ЃЈ2ЃЉЃК224-229.ЃЉ
Ѓл22ЃнТРЖЋЩ§ЃЌаьОХЛЊЃЌЖЁЮФЗцЃЌЕШ. ОлОЇН№ИеЪЏЕЖОпЯГЯїTi40 зшШМюбКЯН№ЪЇаЇЛњРэ[J]. ФЯОЉКНПеКНЬьДѓбЇбЇБЈЃЌ2016ЃЌ48ЃЈ6ЃЉЃК870-878.ЃЈLU D SЃЌXU J HЃЌDING W FЃЌet al. Failure analysis ofPCD tools in milling Ti40 burn-resistant titaniumalloy[J]. Journal of Nanjing University of Aeronautics &AstronauticsЃЌ2016ЃЌ48ЃЈ6ЃЉЃК870-878.ЃЉ
Ѓл23ЃнXU J HЃЌREN K QЃЌGENG G S. Cutting forces in highspeedmilling of a close alpha titanium alloy[J]. KeyEngineering MaterialsЃЌ2004ЃЌ259/260ЃК451-455.
Ѓл24ЃнKOMANDURI RЃЌZHEN B H. Thermal modeling of themetal cutting process — Part ЂѓЃКtemperature rise distributiondue to the combined effects of shear plane heatsource and the tool-chip interface frictional heatsource[J]. International Journal of Mechanical SciencesЃЌ2001ЃЌ43ЃЈ1ЃЉЃК89-107.
Ѓл25ЃнHUANG KЃЌYANG W. Analytical model of temperaturefield in workpiece machined surface layer in orthogonalcutting[J]. Journal of Materials Processing TechnologyЃЌ2016ЃЌ229ЃК375-389.
Ѓл26ЃнGLÄNZEL JЃЌHERZOG RЃЌIHLENFELDT SЃЌet al. Simulation-based correction approach for thermo-elasticworkpiece deformations during milling processes[J]. Procedia CIRPЃЌ2016ЃЌ46ЃК103-106.
Ѓл27ЃнPITTALÀ G MЃЌMONNO M. A new approach to the predictionof temperature of the workpiece of face millingoperations of Ti-6Al-4V[J]. Applied Thermal EngineeringЃЌ2011ЃЌ31ЃЈ2ЃЉЃК173-180.
Ѓл28ЃнYAN C MЃЌ LIN Y X. Numerical simulation of cuttingforce and temperature field in high speed machining oftitanium alloys[J]. Applied Mechanics & MaterialsЃЌ2010ЃЌ37/38ЃК731-734.
Ѓл29ЃнTAN G YЃЌZHANG Y HЃЌLI G HЃЌet al. Performance of acoated cemented carbide tool in high speed milling of Ti-6Al-4V alloy[J]. Journal of Advanced ManufacturingSystemsЃЌ2013ЃЌ12ЃЈ2ЃЉЃК131-146.
Ѓл30ЃнSUN Y JЃЌSUN JЃЌLI J FЃЌet al. An experimental investigationof the influence of cutting parameters on cuttingtemperature in milling Ti6Al4V by applying semi-artificialthermocouple[J]. International Journal of AdvancedManufacturing TechnologyЃЌ2014ЃЌ70ЃЈ5/6/7/8ЃЉЃК765-773.
Ѓл31ЃнHOSSEINI AЃЌ KISHAWY H A. Cutting tool materialsand tool wear[M]// Machining of Titanium Alloys. BerlinHeidelbergЃКSpringerЃЌ2014ЃК31-56.
Ѓл32ЃнFUJIWARA JЃЌ ARIMOTO TЃЌ TANAKA K. High speedmilling of titanium alloy[J]. Advanced MaterialsResearchЃЌ2011ЃЌ325ЃК387-392.
Ѓл33ЃнSONG K HЃЌLIM D WЃЌPARK J YЃЌet al. Investigation oninfluence of hybrid nozzle of CryoMQL on tool wearЃЌcutting forceЃЌ and cutting temperature in milling oftitanium alloys[J]. International Journal of AdvancedManufacturing TechnologyЃЌ2020ЃЌ110ЃЈ7ЃЉЃК2093-2103.
Ѓл34ЃнLIN S YЃЌ CHENG Y YЃЌ CHUNG C T. Chip formationand cutting performance investigation on titanium alloymachining[J]. Advanced Materials ResearchЃЌ 2011ЃЌ264/265ЃК1062-1072.
Ѓл35ЃнSULAIMAN SЃЌ ROSHAN AЃЌ BORAZJANI S. Effect ofcutting parameters on cutting temperature of TiAl6V4alloy[J]. Applied Mechanics & MaterialsЃЌ2013ЃЌ392ЃК68-72.
Ѓл36ЃнYANG SЃЌHE CЃЌZHENG MЃЌet al. Temperature field oftool engaged cutting zone for milling of titanium alloywith ball-end milling[J]. MicromachinesЃЌ 2018ЃЌ 9ЃЈ 12ЃЉ ЃК672.
Ѓл37ЃнPANDURU DЃЌBICA MЃЌPATRU E NЃЌet al. Influence ofcutting parameters on the temperature in turning oftitanium using contact and non-contact methods[J].Advanced Engineering ForumЃЌ2019ЃЌ34ЃК28-33.
Ѓл38ЃнСѕЛлРк. юбКЯН№Ti-6Al-4V ЧаЯїЗТецЮТЖШЗжЮі[J]. ПЦММДДаТЕМБЈЃЌ2020ЃЌ17ЃЈ5ЃЉЃК96-98.ЃЈLIU H L. Analysis of cutting simulation temperature oftitanium alloy Ti-6Al-4V[J]. Science and TechnologyInnovation HeraldЃЌ2020ЃЌ17ЃЈ5ЃЉЃК96-98.ЃЉ
Ѓл39ЃнSHAN C WЃЌ ZHANG XЃЌ SHEN BЃЌ et al. An improvedanalytical model of cutting temperature in orthogonal cuttingof Ti6Al4V[J]. Chinese Journal of AeronauticsЃЌ2019ЃЌ156ЃЈ3ЃЉЃК217-227.
Ѓл40ЃнЛЦнэ. ЛљгкюбКЯН№ЕФФбМгЙЄВФСЯЧаЯїМгЙЄЙЄвебаОП[D]. ФЯОЉЃКФЯОЉРэЙЄДѓбЇЃЌ2015.ЃЈ HUANG B. Research on difficult-to-cut materials processingtechnology based on titanium[D]. NanjingЃКNanjing University of Science and TechnologyЃЌ2015.ЃЉ
Ѓл41ЃнеХКщЩН. ИпаЇЯГЯїюбКЯН№TC25 МгЙЄадФмбаОП[D]. МУФЯЃКЩНЖЋДѓбЇЃЌ2016.ЃЈ ZHANG H S. Investigations on the machinability oftitanium alloy TC25 in high efficiency milling[D].JinanЃКShandong UniversityЃЌ2016.ЃЉ
Ѓл42ЃнбювїЗЩЃЌедЭўЃЌРюССЃЌЕШ. Ti6Al4V юбКЯН№ДѓНјИјЯГЯїЧаЯїСІгыЧаЯїЮТЖШЕФЪдбщбаОП[J]. КНПеОЋУмжЦдьММЪѕЃЌ2014ЃЌ50ЃЈ4ЃЉЃК34-37.ЃЈYANG Y FЃЌZHAO WЃЌLI LЃЌet al. Experimental studyon cutting force and cutting temperature in high feedmilling of Ti6Al4V alloy[J]. Aviation Precision ManufacturingTechnologyЃЌ2014ЃЌ50ЃЈ4ЃЉЃК34-37.ЃЉ
Ѓл43ЃнеХНЈЗЩ. Ti6Al4V ИпЫйЧаЯїЙ§ГЬгаЯодЊФЃФтМАЧаЯїВЮЪ§гХЛЏ[D]. РЅУїЃКРЅУїРэЙЄДѓбЇЃЌ2017.ЃЈ ZHANG J F. Finite element simulation of high speedmachining Ti6Al4V and optimization of cutting parameters[D]. KunmingЃК Kunming University of Science andTechnologyЃЌ2017.ЃЉ
Ѓл44ЃнCHE-HARON C HЃЌ JAWAID A. The effect of machiningon surface integrity of titanium alloy Ti-6%Al-4%V[J]. Journal of Materials Processing TechnologyЃЌ 2005ЃЌ166ЃЈ2ЃЉЃК188-192.
Ѓл45ЃнYANG X YЃЌ REN C ZЃЌ WANG YЃЌ et al. Experimentalstudy on surface integrity of Ti-6Al-4V in high speed sidemilling[J]. Transactions of Tianjin UniversityЃЌ 2012ЃЌ18ЃЈ3ЃЉЃК206-212.
Ѓл46ЃнTAYISEPI NЃЌLAUBSCHER R FЃЌOOSTHUIZEN G A.Investigating the energy efficiency and surface integritywhen machining titanium alloys[C]. Wallenberg CentreЃКCOMA’16ЃЌ2016ЃК219-224.
Ѓл47ЃнHASSANPOUR HЃЌ RASTI AЃЌ SADEGHI M HЃЌ et al.Investigation of roughnessЃЌ topographyЃЌ microhardnessЃЌwhite layer and surface chemical composition in highspeed milling of Ti-6Al-4V using minimum quantity lubrication[J]. Machining Science and TechnologyЃЌ2020ЃК1-20.
Ѓл48ЃнCHE-HARON C H. Tool life and surface integrity inturning titanium alloy[J]. Journal of Materials ProcessingTechnologyЃЌ2001ЃЌ118ЃК231-237.
Ѓл49ЃнYAO C FЃЌ WU D XЃЌ JIN Q CЃЌ et al. Influence of highspeedmilling parameter on 3D surface topography andfatigue behavior of TB6 titanium alloy[J]. Transactionsof Nonferrous Metals Society of ChinaЃЌ 2013ЃЌ 23ЃЈ 3ЃЉ ЃК650-660.
Ѓл50ЃнLIU J YЃЌSUN J FЃЌCHEN W Y. Surface integrity of TB6titanium alloy after dry milling with solid carbide cuttersof different geometry[J]. The International Journal ofAdvanced Manufacturing TechnologyЃЌ 2017ЃЌ 92ЃЈ 3ЃЉ ЃК4183-4198.
Ѓл51ЃнYANG DЃЌLIU Z Q. Surface topography analysis and cuttingparameters optimization for peripheral millingtitanium alloy Ti-6Al-4V[J]. International Journal of Refractory Metals & Hard MaterialsЃЌ2015ЃЌ51ЃК192-200.
Ѓл52ЃнжмзгЭЌЃЌДоМОЃЌГТжОЭЌЃЌЕШ. TB6 юбКЯН№ЯГЯїБэУцЭъећадЪдбщбаОП[J]. КНПежЦдьММЪѕЃЌ2015ЃЌ477ЃЈ8ЃЉЃК66-69.ЃЈ ZHOU Z TЃЌ CUI JЃЌ CHEN Z TЃЌ et al. Experimental research on surface integrity of TB6 titanium alloy[J].Aviation Manufacturing TechnologyЃЌ2015ЃЌ477ЃЈ8ЃЉЃК66-69.ЃЉ
Ѓл53ЃнABDELNASSER A SЃЌ BARAKAT AЃЌ ELSANABARYSЃЌ et al. Experimental investigation of generated surfaceroughness in hard turning of Ti6Al4V using coated ceramic and CBN inserts[J]. Port-Said EngineeringResearch JournalЃЌ2020ЃЌ24ЃЈ2ЃЉЃК106-113.
Ѓл54ЃнDAYMIN AЃЌ BOUJELBENE MЃЌ AMARA A BЃЌ et al.Surface integrity in high speed end milling of titaniumalloy Ti-6Al-4V[J]. Materials Science and TechnologyЃЌ2011ЃЌ27ЃЈ1ЃЉЃК387-394.
Ѓл55ЃнMHAMDI M BЃЌBOUJELBENE MЃЌBAYRAKTAR EЃЌetal. Surface integrity of titanium alloy Ti-6Al-4V in ballend milling[J]. Physics ProcediaЃЌ 2012ЃЌ 25ЃЈ 22ЃЉ ЃК 355-362.
Ѓл56ЃнLIM T SЃЌLEE C MЃЌKIM S WЃЌet al. Evaluation of cutterorientations in 5-axis high speed milling of turbineblade[J]. Journal of Materials Processing TechnologyЃЌ2002ЃЌ130/131ЃК401-406.
Ѓл57ЃнLEE C MЃЌKIM S WЃЌCHOI K HЃЌet al. Evaluation of cutterorientations in high-speed ball end milling of cantilevershaped thin plate[J]. Journal of Materials ProcessingTechnologyЃЌ2003ЃЌ140ЃЈ1/2/3ЃЉЃК231-236.
Ѓл58ЃнYANG H CЃЌ CHEN Z TЃЌ ZHOU Z T. Influence of cuttingspeed and tool wear on the surface integrity of thetitanium alloy Ti-1023 during milling[J]. InternationalJournal of Advanced Manufacturing TechnologyЃЌ 2014ЃЌ78ЃЈ5/6/7/8ЃЉЃК1113-1126.
Ѓл59ЃнSAFARI HЃЌSHARIF SЃЌIZMAN SЃЌet al. Surface integritycharacterization in high-speed dry end milling of Ti-6Al-4V titanium alloy[J]. International Journal of Advanced Manufacturing TechnologyЃЌ 2015ЃЌ 78ЃЈ1/2/3/4ЃЉЃК651-657.
Ѓл60ЃнLIANG X LЃЌLIU Z Q. Tool wear behaviors and correspondingmachined surface topography during high-speedmachining of Ti-6Al-4V with fine grain tools[J]. TribologyInternationalЃЌ2018ЃЌ121ЃК321-332.
Ѓл61ЃнLITWA PЃЌWIKA K KЃЌZONUZI AЃЌet al. The influenceof cutting conditions on surface integrity in high feedmilling of Ti-6Al-4V with supercritical CO2 cooling [C]//MM Science Journal Special IssueЃКHSM 2019. MMPublishingЃЌ2019ЃЌ2019ЃЈ4ЃЉЃК3071-3077.
Ѓл62ЃнPOLINI WЃЌTURCHETTA S. Cutting forceЃЌtool life andsurface integrity in milling of titanium alloy Ti-6Al-4Vwith coated carbide tools[J]. Proceedings of the Institutionof Mechanical EngineersЃЌ Part BЃЌ 2014ЃЌ 230ЃЈ 4ЃЉ ЃК694-700.
Ѓл63ЃнKAYNAK YЃЌ GHARIBI AЃЌ YILMAZ UЃЌ et al. A comparisonof flood coolingЃЌ minimum quantity lubricationand high pressure coolant on machining and surfaceintegrity of titanium Ti-5553 alloy[J]. Journal of ManufacturingProcessesЃЌ2018ЃЌ34ЃК503-512.
Ѓл64ЃнAROLA DЃЌRAMULU M. An examination of the effectsfrom surface texture on the strength of fiber-reinforcedplastics[J]. J Compos MaterЃЌ1999ЃЌ33ЃЈ2ЃЉЃК101-86.
Ѓл65ЃнYANG DЃЌ LIU Z QЃЌ XIAO XЃЌ et al. The effects ofmachining-induced surface topography on fatigue performanceof titanium alloy Ti-6Al-4V[J]. Procedia CIRPЃЌ2018ЃЌ71ЃК27-30.
Ѓл66ЃнSUN JЃЌGUO Y B. A comprehensive experimental studyon surface integrity by end milling Ti-6Al-4V[J]. Journalof Materials Processing TechnologyЃЌ 2009ЃЌ 209ЃЈ 8ЃЉ ЃК4036-4042.
Ѓл67ЃнJIANG XЃЌLI BЃЌYANG J G. An approach for analyzingand controlling residual stress generation during highspeedcircular milling[J]. International Journal of Advanced Manufacturing TechnologyЃЌ 2013ЃЌ 66ЃЈ9/10/11/12ЃЉЃК1439-1448.
Ѓл68ЃнЭѕУїКЃЃЌЭѕОЉИеЃЌжЃвЋЛдЃЌЕШ. юбКЯН№ИпЫйЯГЯїМгЙЄЕФгаЯодЊФЃФтгыЗжЮі[J]. ЛњаЕПЦбЇгыММЪѕЃЌ2015ЃЌ34ЃЈ6ЃЉЃК898-902.ЃЈWANG M HЃЌWANG J GЃЌZHEN Y HЃЌet al. Finite elementsimulation and analysis of titanium alloy underhigh-speed milling[J]. Mechanical Science and Technologyfor Aerospace EngineeringЃЌ2015ЃЌ34ЃЈ6ЃЉЃК898-902.ЃЉ
Ѓл69ЃнеХгюЃЌРюССЃЌШжБѓЃЌЕШ. TC4 юбКЯН№ЬѕаЮСуМўЯГЯїМгЙЄБэУцВагргІСІВтЪдгыЗжЮі[J]. ЛњаЕжЦдьгыздЖЏЛЏЃЌ2016ЃЌ45ЃЈ2ЃЉЃК25-27.ЃЈZHANG YЃЌLI LЃЌRONG BЃЌet al. Testing and analysisof milling surface residual stress in TC4 titanium alloybar parts[J]. Machine Building & AutomationЃЌ 2016ЃЌ45ЃЈ2ЃЉЃК25-27.ЃЉ
Ѓл70ЃнSHEN X HЃЌ ZHANG D HЃЌ YAO C FЃЌ et al. Formationmechanism of surface metamorphic layer and influencerule on milling TC17 titanium alloy[J]. The InternationalJournal of Advanced Manufacturing TechnologyЃЌ 2021ЃЌ112ЃЈ6ЃЉЃК1-18.
Ѓл71ЃнЬЗіІЃЌеХЖЈЛЊЃЌвІГЋЗц. ИпЫйЯГЯїВЮЪ§ЖдTC17 юбКЯН№БэУцБфжЪВуЕФгАЯь[J]. КНПеВФСЯбЇБЈЃЌ2017ЃЌ37ЃЈ6ЃЉЃК75-81.ЃЈTAN LЃЌZHANG D HЃЌYAO C F. Effect of high-speedmilling parameters on surface metamorphic layer of TC17titanium alloy[J]. Journal of Aeronautical MaterialsЃЌ2017ЃЌ37ЃЈ6ЃЉЃК75-81.ЃЉ
Ѓл72ЃнЭѕЬЮ. ИпЧПЖШКЯН№ЧаЯїМгЙЄШШСІзїгУЕФЪ§жЕЗТецгыЪдбщбаОП[D]. ЮїАВЃКЮїББЙЄвЕДѓбЇЃЌ2015.ЃЈ WANG T. The experimental research and numericalsimulation of the effect of thermo-mechanical process inhigh strength alloy cutting process[D]. Xi’anЃКNorthwesternPolytechnical UniversityЃЌ2015.ЃЉ
Ѓл73ЃнЬЗіІЃЌСѕЮЌЮАЃЌвІГЋЗцЃЌЕШ. ЧђЭЗЯГЕЖЕЖОпзЫЬЌЖдюбКЯН№МгЙЄБэУцЭъећадЕФгАЯь[J]. ЙЄОпММЪѕЃЌ2015ЃЌ49ЃЈ12ЃЉЃК39-43.ЃЈTAN LЃЌLIU W WЃЌYAO C FЃЌet al. Effect of tool postureon surface integrity in ball end milling of titaniumalloy[J]. Tool EngineeringЃЌ2015ЃЌ49ЃЈ12ЃЉЃК39-43.ЃЉ
Ѓл74ЃнYANG PЃЌYAO C FЃЌXIE S HЃЌet al. Effect of tool orientationon surface integrity during ball end milling oftitanium alloy TC17[J]. Procedia CIRPЃЌ 2016ЃЌ 56ЃК 143-148.
Ѓл75ЃнYAO C FЃЌTAN LЃЌYANG PЃЌet al. Effects of tool orientationand surface curvature on surface integrity in ball endmilling of TC17[J]. International Journal of AdvancedManufacturing TechnologyЃЌ 2017ЃЌ 94ЃЈ 5/6/7/8ЃЉ ЃК 1699-1710.
Ѓл76ЃнSHEN X HЃЌZHANG D HЃЌTAN L. Effects of cutter pathorientations on milling forceЃЌ temperatureЃЌ and surfaceintegrity when ball end milling of TC17 alloy[J]. Proceedingsof the Institution of Mechanical Engineers PartB Journal of Engineering ManufactureЃЌ2021ЃЌ235ЃЈ6/7ЃЉЃК1212-1224.
Ѓл77ЃнРюЗцЃЌРюгПШЊЃЌРюЮФПЦЃЌЕШ. ЕЖОпзпЕЖЗНЪНЖд TC11 БЁБкМўЯГЯїБэУцжЪСПгАЯьЙцТЩбаОП[J]. БэУцММЪѕЃЌ2017ЃЌ46ЃЈ7ЃЉЃК250-254.ЃЈLI FЃЌLI Y QЃЌLI W KЃЌet al. Effect of tool path mode onmilled surface quality of TC11 thin-walled parts[J]. SurfaceTechnologyЃЌ2017ЃЌ46ЃЈ7ЃЉЃК250-254.ЃЉ
Ѓл78ЃнPRETORIUS C JЃЌ SOO S LЃЌ ASPINWALL D KЃЌ et al.Tool wear behavior and workpiece surface integrity whenturning Ti-6Al-2Sn-4Zr-6Mo with olycrystalline diamondtooling[J]. CIRP Annals-Manufacturing TechnologyЃЌ2015ЃЌ64ЃЈ1ЃЉЃК109-112.
Ѓл79ЃнWYEN C FЃЌ JAEGER DЃЌ WEGENER K. Influence ofcutting edge radius on surface integrity and burr formationin milling titanium[J]. The International Journal ofAdvanced Manufacturing TechnologyЃЌ 2013ЃЌ 67ЃЈ1/2/3/4ЃЉЃК589-599.
Ѓл80ЃнTAN LЃЌYAO C FЃЌREN J XЃЌet al. Effect of cutter pathorientations on cutting forcesЃЌ tool wearЃЌ and surfaceintegrity when ball end milling TC17[J]. InternationalJournal of Advanced Manufacturing TechnologyЃЌ 2017ЃЌ 88ЃЈ9/10/11/12ЃЉЃК1-14.
Ѓл81ЃнWU H BЃЌ ZHANG S J. 3D FEM simulation of millingprocess for titanium alloy Ti6Al4V[J]. InternationalJournal of Advanced Manufacturing TechnologyЃЌ 2014ЃЌ71ЃЈ5/6/7/8ЃЉЃК1319-1326.
Ѓл82ЃнДдОИУЗЃЌФЊШиЃЌЮтБІКЃЃЌЕШ. БЁБкМўВагргІСІБфаЮЗТецдЄВтгыЧаЯїВЮЪ§гХЛЏ[J]. ЛњаЕПЦбЇгыММЪѕЃЌ 2019ЃЌ38ЃЈ2ЃЉЃК205-210.ЃЈ CONG J MЃЌ MO RЃЌ WU B H. Prediction of deformationinduced by residual stress in milling of thin-walledpart and optimization of cutting parameters[J]. MechanicalScience and Technology for Aerospace EngineeringЃЌ2019ЃЌ38ЃЈ2ЃЉЃК205-210.ЃЉ
Ѓл83ЃнKONG X JЃЌDING Z SЃЌXU L JЃЌet al. Effects of millingparameters on distribution of residual stress during themilling of curved thin-walled parts[J]. The EuropeanPhysical Journal ConferencesЃЌ2019ЃЌ224ЃЈ11ЃЉЃК05009.
Ѓл84ЃнGINTING AЃЌ NOUARI M. Surface integrity of drymachined titanium alloys[J]. International Journal ofMachine Tools and ManufactureЃЌ2009ЃЌ49ЃЈ3ЃЉЃК325-332.
Ѓл85ЃнLAPIN JЃЌPELACHOVÁ T. Microstructure stability of acast Ti-45.2Al-2V-0.6Si-0.7B alloy at temperatures 973-1073K[J]. IntermetallicsЃЌ2006ЃЌ14ЃЈ10/11ЃЉЃК1175-1180.
Ѓл86ЃнOOSTHUIZEN A GЃЌNUNCO KЃЌCONRADIE J T PЃЌetal. The effect of cutting parameters on surface integrity inmilling Ti6Al4V[J]. South African Journal of IndustrialEngineeringЃЌ2016ЃЌ27ЃК115-123.
Ѓл87ЃнРюОќЃЌШЮГЩзцЃЌбюЯўгТЃЌЕШ. юбКЯН№ЃЈTi-6Al-4VЃЉЯГЯїВЮЪ§ЖдБэУцЭъећадгАЯьбаОП[J]. ЛњаЕЩшМЦЃЌ2016ЃЈ4ЃЉЃК1-6.ЃЈ LI JЃЌ REN C ZЃЌ YANG X YЃЌ et al. Effects of millingparameters on surface integrity of titanium alloyЃЈTi-6Al-4VЃЉ[J]. Journal of Machine DesignЃЌ2016ЃЈ4ЃЉЃК1-6.ЃЉ
Ѓл88ЃнOYELOLA OЃЌ CRAWFORTH PЃЌ M ’SAOUBI RЃЌ et al.Machining of additively manufactured partsЃКimplicationsfor surface integrity[J]. Procedia CIRPЃЌ 2016ЃЌ 45ЃК 119-122.
Ѓл89ЃнSHI QЃЌHE NЃЌLI L. Analysis on surface integrity duringhigh speed milling for new damage-tolerant titaniumalloy[J]. Transactions of Nanjing University of Aeronautics& AstronauticsЃЌ2012ЃЌ29ЃЈ3ЃЉЃК222-226.
Ѓл90ЃнSU H HЃЌ LIU PЃЌ FU Y CЃЌ et al. Tool life and surfaceintegrity in high-speed milling of titanium alloy TA15with PCD/PCBN tools[J]. Chinese Journal of AeronauticsЃЌ2012ЃЌ25ЃЈ5ЃЉЃК784-790.
Ѓл91ЃнбюЯўгТЃЌШЮГЩзцЃЌГТЙт. юбКЯН№ЯГЯїЕЖОпФЅЫ№ЖдБэУцЭъећадгАЯьбаОП[J]. ЛњаЕЩшМЦЃЌ2012ЃЌ29ЃЈ11ЃЉЃК22-25.ЃЈYANG X YЃЌREN C ZЃЌCHEN G. Effects of tool wear on surface integrity in milling titanium alloy[J]. Journalof Machine DesignЃЌ2012ЃЌ29ЃЈ11ЃЉЃК22-25.ЃЉ
Ѓл92ЃнVELÁSQUEZ J D PЃЌTIDU AЃЌBOLLE BЃЌet al. Sub-surfaceand surface analysis of high speed machined Ti-6Al-4V alloy[J]. Materials Science & EngineeringЃКAЃЌ2010ЃЌ527ЃЈ10/11ЃЉЃК2572-2578.
Ѓл93ЃнLIANG X LЃЌLIU Z QЃЌWANG B. Dynamic recrystallizationcharacterization in Ti-6Al-4V machined surface layerwith process-microstructure-property correlations[J].Applied Surface ScienceЃЌ2020ЃЌ530ЃК147184.
Ѓл94ЃнWANG Q QЃЌ LIU Z QЃЌ WANG BЃЌ et al. Evolutions ofgrain size and micro-hardness during chip formation andmachined surface generation for Ti-6Al-4V in high-speedmachining[J]. The International Journal of AdvancedManufacturing TechnologyЃЌ 2016ЃЌ 82ЃЈ 9/10/11/12ЃЉ ЃК1725-1736.
Ѓл95ЃнLI B XЃЌZHANG SЃЌLI J FЃЌet al. Quantitative evaluationof mechanical properties of machined surface layer usingautomated ball indentation technique[J]. Materials Scienceand EngineeringЃКAЃЌ2020ЃЌ773ЃЈ31ЃЉЃК138717.
Ѓл96ЃнPATIL SЃЌJADHAV SЃЌKEKADE SЃЌet al. The influenceof cutting heat on the surface integrity during machiningof titanium alloy Ti6Al4V[J]. Procedia ManufacturingЃЌ2016ЃЌ5ЃК857-869.
Ѓл97ЃнLIANG X LЃЌ LIU Z Q. Experimental investigations oneffects of tool flank wear on surface integrity duringorthogonal dry cutting of Ti-6Al-4V[J]. The InternationalJournal of Advanced Manufacturing TechnologyЃЌ2017ЃЌ93ЃЈ5ЃЉЃК1617-1626.
Ѓл98ЃнLIANG X LЃЌ LIU Z QЃЌ CHEN L XЃЌ et al. Tool wearinduced modifications of plastic flow and deformedmaterial depth in new generated surfaces during turningTi-6Al-4V[J]. Journal of Materials Research and TechnologyЃЌ2020ЃЌ9ЃЈ5ЃЉЃК10782-10795.
Ѓл99ЃнNOUARI MЃЌMAKICH H. On the physics of machiningtitanium alloysЃК interactions between cutting parametersЃЌmicrostructure and tool wear[J]. MetalsЃЌ 2014ЃЌ 4ЃЈ 3ЃЉ ЃК335-358.
tagБъЧЉ:юбКЯН№ЙЄве,юбКЯН№ЧаЯїМгЙЄ