



发布日期:2020-5-11 9:57:16
本标准适用于石墨加工型、石墨捣实型、金属型和熔模精铸型生产的钛及钛合金铸件。
1、牌号、状态
产品的牌号和状态应符合表1的规定。

2、技术要求
2.1 材料
2.1.1 铸件所用的母合金锭应采用真空自耗电极电弧熔炼法进行熔炼。
2.1.2 当采用海绵钛作为原料时,合金锭至少应进行两次真空自耗熔炼。
2.1.3 可以适当地采用同一合金成分经过处理的返回料作为原料。
2.2 化学成分
铸件的化学成分应符合GB/T15073的规定。
2.3 力学性能
2.3.1 铸件铸态时的室温力学性能应符合表2的规定,其他状态的力学性能指标由供需双方协商确定。
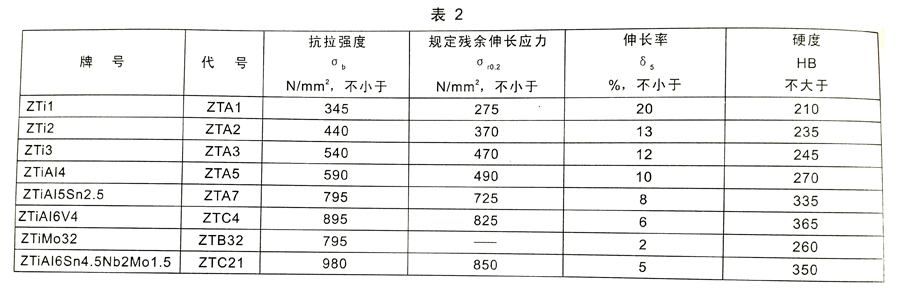
2.3.2 需方对化学成分中的杂质元素含量有特殊要求的产品,其力学性能指标应由供需双方协商,并在合同中注明。
2.4 几何尺寸
2.4.1 铸件几何形状和尺寸应符合铸件图样或订货协议的规定。
2.4.2 尺寸公差
铸件尺寸公差应符合GB/T6414的规定,一般应不低于CT11级。如有特殊要求, 由双方协商确定,并在合同中注明。
2.5 表面质量
2.5.1 铸件应修整毛刺,表面光洁,不得有粘砂现象。
2.5.2 允许用打磨或其他方法清除铸件毛刺和表面轻微流痕、冷隔等缺陷。打磨后不允许发生氧化发蓝,并应与基体呈圆滑过渡。铸件打磨后应保证符合铸件图样尺寸的要求。不允许打磨的部位应在图样和合同中注明。
2.5.3 铸件不应有裂纹和穿透性孔洞,对铸件密封面的要求应在图样和合同中注明。
2.5.4 需方对铸件表面质量有特殊要求时,由供需双方协商确定。
2.5.5 需方要求并在合同中注明时,铸件表面可参照GB9443进行无损检验或由双方协商确定。

2.6 内部质量
2.6.1 需方要求并在合同中注明时,铸件可进行X射线检查,检验方法和质量判定标准参照GB5677的要求,或由双方协商确定。
2.7 焊接修补
2.7.1 铸件上裸露的气孔、缩孔、疏松、裂纹、夹杂和打磨后的尺寸缺陷,允许进行焊补、焊补前对缺陷部位应彻底清除干净直至露出光亮金属表面。不允许焊补的部位,应在合同中注明。
2.7.2 加工过程中暴露的缺陷,或X射线检查发现的缺陷,根据需要可进行焊补。
2.7.3 焊补应在真空或氩气保护下进行,焊缝不得有严重氧化现象。
2.7.4 填充焊丝一般可采用与铸件相应牌号的材料或同一类型低一强度级别的材料, 其质量应符合GB3623的规定。焊前,焊丝表面应清洁干净,如有油污应进行清洗。
2.8 热处理
2.8.1 铸件焊补后根据需要可进行消除应力退火处理。
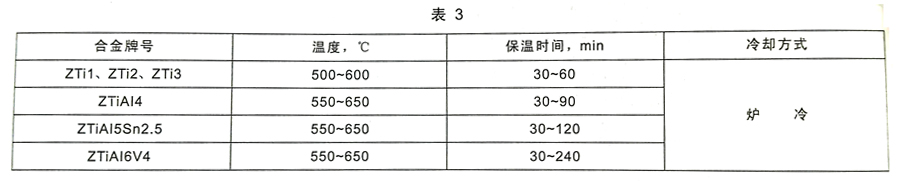
2.8.2 对形状复杂,或使用条件苛刻的重要铸件,需方要求并在合同中注明时,应在真空中进行消除应力退火处理。常用铸造钛及钛合金消除应力退火处理制度可参照表3。其他合金的热处理制度由双方协商确定。
2.8.3 对内部质量有特殊要求的铸件可进行热等静压处理,热等静压制度由双方协商确定。
3、试验方法
3.1 铸件化学成分的仲裁分析方法按GB4698进行。
3.2 铸件室温拉伸试验按GB228进行。力学性能试样推荐采用GB6397的R7号试样。
3.3 铸件硬度试验按GB231进行。
3.4 铸件表面质量检查用目视方法或按GB9443进行。
3.5 铸件内部质量检查按GB5677进行。
tag标签:钛加工件