



�������ڣ�2020-4-4 21:04:05
�л��������ұ� GB/T26057-2010
�Ѽ��ѺϽӹ� Titanium and titanium alloy welded tube
2011-01-10 ���� 2011-10-01 ʵʩ
�л��������������ල��������ܾ� �й����ұ�������ίԱ�� ����
ǰ��
������ȫ����ɫ������������ίԱ��(SAC/TC 243) ��ڡ�
������ݵ�λ�����Ѽ�������˾�������������ط���ŵ��������˾��
������Ҫ����ˣ�������������������⡢����Ⱥ����ũ��Ȩ��ƽ�����ա��Ž��塣
�Ѽ��ѺϽӹ�
1����Χ
�����涨���Ѽ��ѺϽӹܵ�Ҫ�����鷽�����������־����װ�����䡢���桢����֤���鼰��ͬ(����)���ݡ�
���������ں��ӷ��������Ѽ��ѺϽ����������һ�㹤ҵ��;��
2���淶�������ļ�
�����ļ����ڱ��ļ���Ӧ���DZز����ٵġ�����ע���ڵ������ļ�������ע���ڵİ汾�����ڱ��ļ������Dz�ע���ڵ������ļ��������°汾(�������е��ĵ�)�����ڱ��ļ���
GB/T 228 �������������������鷽��
GB/T 241 ������Һѹ���鷽��
GB/T 246 ������ѹ�����鷽��
GB/T 3620.1 �Ѽ��ѺϽ��ƺźͻ�ѧ�ɷ�
GB/T 3620.2 �Ѽ��ѺϽ�ӹ���Ʒ��ѧ�ɷ�����ƫ��
GB/T 4698 (���в���)�����ѡ��Ѽ��ѺϽ�ѧ��������
GB/T 8180 �Ѽ��ѺϽ�ӹ���Ʒ�İ�װ����־�����������
GB/T 12969.1 �Ѽ��ѺϽ�ܲij�����̽�˷���
YS/T 658 �������Ѵ�
3��Ҫ��
3.1 ��Ʒ����
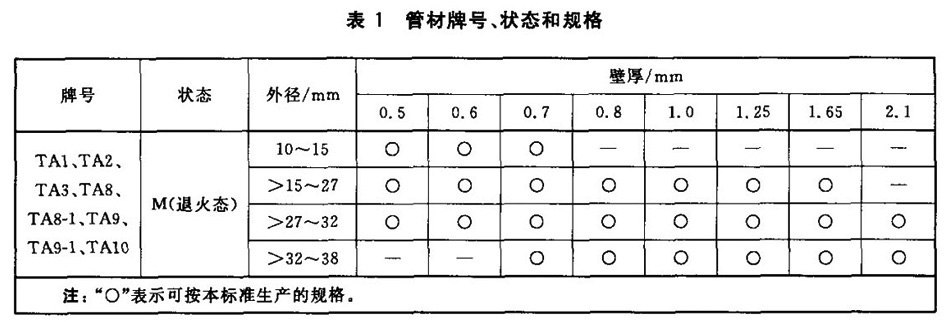
�Ѽ��ѺϽӹܵ��ƺš�״̬���Ӧ���ϱ�1�Ĺ涨��
3.2 ����
�������Ѵ�Ӧ����YS/T 658�Ĺ涨��
3.3 ��ѧ�ɷ�
��Ʒ�Ļ�ѧ�ɷ�Ӧ����GB/T3620.1�Ĺ涨���跽����ʱ��ѧ�ɷ�����ƫ��Ӧ����GB/T3620.2�Ĺ涨��
3.4 ��ѧ����
�ܲ��ڹ�Ӧ״̬�µ�������ѧ����Ӧ���ϱ�2�Ĺ涨��

3.5 ��������
3.5.1 ѹ������
3.5.1.1 �ܲ�Ӧ����ѹ�����顣ѹ���涨��ѹ����Hʱ���ܲı��治Ӧ�������ơ�H��ʽ(1)
���㣺

ʽ�У�
H——ѹ���࣬��λΪ����(mm)��
t——һ�ܲ�����ں�λΪ����(mm)��
D—-�ܲ������⾶����λΪ����(mm)��
e—--���������ܲ�ֱ��С�ڵ���25.4mmʱ��eȡ0.04�����ܲ�ֱ������25.4mmʱ��eȡ0.06��
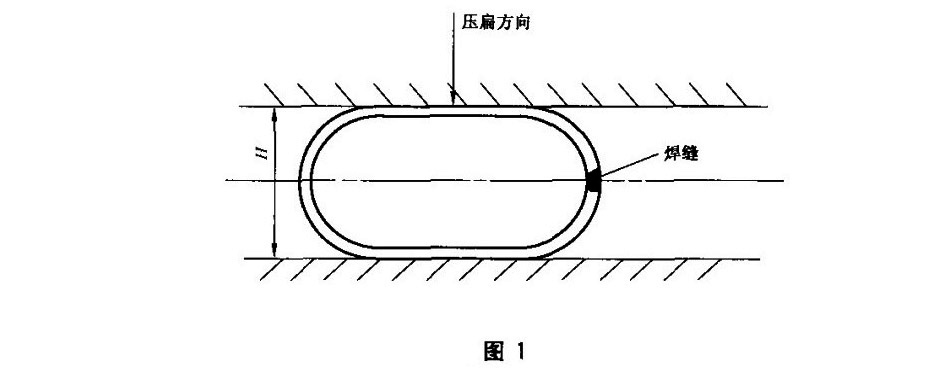
3.5.1.2 ����D/t<10�ĹܲĽ���ѹ������ʱ���ڹܲ��ڱ����൱��“6����”��“12����”��λ�ò��������Ʋ���Ϊ���յ����ݡ�
3.5.1.3 ѹ�ⷽ����λ�ü�ͼ1��
3.5.2 ��(Һ)ѹ����
3.5.2.1 �ܲ�Ӧ������ѹ���顣�跽Ҫ���ں�ͬ(����)��ע��ʱ���ܲ�Ҳ�ɽ���Һѹ���������ѹ���顣
3.5.2.2 ��ѹ����ʱ�� �ܲ��ڲ���ѹ�����ѹ��Ϊ0.7MPa�� ����5s�� �ܲ�Ӧ������й©��
3.5.2.3 Һѹ����ʱ���跽ѡ��������ѹ��Ӧ�ں�ͬ(����)��ע������ͬ(����)��δע��ʱ������ѹ��
����ʽ(2)���㣺

ʽ�У�
P--����ѹ���� ��λΪ����(MPa) ��
S�D����Ӧ���� ȡ��Ӧ�涨�DZ�������ǿ����Сֵ��50%�� ��λΪ����(MPa) ��
D——�ܲ������⾶����λΪ����(mm)��
t——�ܲ�����ں�λΪ����(mm)��
Һѹ��������ѹ��������17.2MPa�� ����ʱѹ�����ֲ�����5s�� �ܲ�Ӧ�����������й©��
3.6 �ߴ缰����ƫ��
3.6.1 �ܲ��⾶�ͱں������ƫ��Ӧ���ϱ�3�Ĺ涨���ܲĵ�Բ�Ȳ�Ӧ�����⾶����ƫ��ܲĵıں�����ƫ������ں��촦�����촦�ıں���������ƫ��Ϊ±0.79mm��

3.6.2 �ܲĵij��ȷ�ΧΪ500mm~15000mm�������涨�ij���ʱ����Э�̹�����
3.6.3 �ܲĵĶ��߳���Ӧ���䲻���߳��ȷ�Χ�ڡ����߳��Ȳ�����6000mmʱ������ƫ��Ϊ±6mm�����߳��ȴ���6000mmʱ������ƫ��Ϊ±10mm�����߳��Ȼ�Ӧ���˹ܲĵ��п�����ÿһ�п���Ϊ5mm��
3.6.4�ܲ�����Ӧ��ƽ������Ӧ��ë�̣���бӦ���ϱ�4�Ĺ涨��

3.6.5 �ܲ�����3m�����ϵ�������Ӧ������6.35mm��
3.7 ����������
�ܲ�Ӧ���г��������飬������GB/T 12969.1�Ĺ涨��
3.8 �������
3.8.1 �ܲ��ڡ������Ӧ�ྻ�������ơ��۵�����Ƥ�����Ŀ�ӿɼ���ȱ�ݣ����촦Ӧ����֣�����Բ����
3.8.2 �ܲı���ľֲ�ȱ������������������ʹ�⾶�ͱں�������ƫ�
3.8.3 �ܲı��������в������⾶�ͱں�����ƫ��Ļ��ˡ����ӡ���ͽ�ֱ�ۼ��������ܲ���ϴ����ڲ�ͬ����ɫ��
4�����鷽��
4.1 ��ѧ�ɷַ�������
�ܲĵĻ�ѧ�ɷַ�����GB/T 4698�Ĺ涨���С�
4.2 ��ѧ���ܼ��鷽��
4.2.1 �ܲ������������鷽����GB/T 228�Ĺ涨���С�
4.2.2 �����⾶������30mm�ĹܲIJ���GB/T228�е�S8�����������⾶����30mm�ĹܲIJ���S4������S4�������Ʊ�Ӧʹ���촦���������м�λ�á�
4.3 �������ܼ��鷽��
4.3.1 �ܲĵ�ѹ�����鰴GB/T 246�Ĺ涨���С�
4.3.2 �ܲĵ���ѹ���鰴����˫���Ͽɵķ������С�
4.3.3 �ܲĵ�Һѹ���鰴GB/T 241�Ĺ涨���С�
4.4 �ߴ缰����ƫ���������
�ܲĵijߴ缰����ƫ������Ӧ���ȵ����߲�����
4.5 ���������鷽��
�ܲij��������鰴GB/T 12969.1�Ĺ涨���С�
4.6 ����������鷽��
�ܲĵ����������Ŀ�Ӽ��顣
5���������
5.1��������
5.1.1 ��ƷӦ�ɹ������м�飬��֤��Ʒ�������ϱ�������ͬ(����)�Ĺ涨������д����֤���飬
5.1.2 �跽�յ��IJ�Ʒ���ɰ������Ĺ涨�������գ���������뱾������ͬ(����)�Ĺ涨����ʱ��Ӧ���յ���Ʒ֮��������������������ɹ���˫��Э�̽���������ٲã��ٲ�ȡ���ɹ���˫����ͬ���С�
5.2 ����
��ƷӦ�����ύ���գ�ÿ��Ӧ��ͬһ�ƺš�ͬһ���ͬһ���췽����ͬһ״̬��ͬһ�ȴ���¯������ͬ�����ȴ��������IJ�Ʒ��ɣ�
5.3 ������Ŀ��ȡ���涨
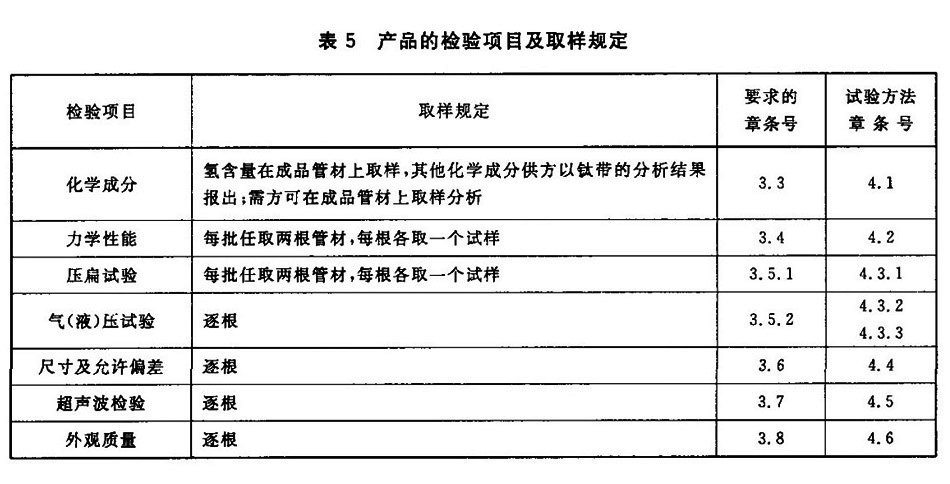
ÿ����Ʒ��Ӧ���л�ѧ�ɷ֡���ѧ���ܡ��������ܡ��ߴ缰����ƫ�������������������顣��ͬ
(����)��ע���ļ�����ĿҲӦ���м��飬��Ʒ�ļ�����Ŀ��ȡ���涨����5��
5.4 ���������ж�
5.4.1 ��ѧ�ɷֲ��ϸ�ʱ�����������ϸ�
5.4.2 ������ѧ���ܼ��顢ѹ�������У�����һ���������������ϸ�ʱ����Ӹ���ȡ˫�������Բ��ϸ���Ŀ�����ظ����飬���ظ�����������һ���������ϸ�ʱ�����и�����Ʒ���ϸ�������������Բ��ϸ���Ŀ���м��飬�ϸ�����������������
5.4.3 ��(Һ)ѹ���顢�ܲĵijߴ�ͳߴ�����ƫ����������鼰����������ϸ�ʱ���е������ϸ�
6����־����װ�����䡢���漰����֤����
6.1 ��־
�ڼ���ϸ�ĹܲĺͰ�װ����Ӧ���������ݱ�־��
a)��Ʒ�ƺţ�
b)��Ʒ���ƣ�
c)���
d)��Ӧ״̬��
e)���ţ�
f)������š�
6.2��װ�����������
��Ʒ�İ�װ�����������Ӧ����GB/T8180����ع涨��
6.3����֤����
ÿ���ܲ�Ӧ��������֤���飬����ע����
a)�������ƣ�
b)��Ʒ���ƣ�
c)��Ʒ�ƺš�����״̬��
d)���š����غ�����
e)��������������������ʼ첿�ŵļ�ӡ��
f)������ţ�
g)��װ���ڡ�
7����ͬ(����)����
�����������в��ϵĺ�ͬ(����)Ӧ�����������ݣ�
a)��Ʒ���ƣ�
b)�ƺţ�
c)״̬��
d)�ߴ���
e)�����������
f)������ţ�
g)������