



�������ڣ�2020-2-8 23:22:25
| ���պ����ø����ѺϽ�ͼ� ��GB/T ××××-××××�� |
| ����˵�� |
| ������壩 |
| 2019-6 |
�����պ����ø����ѺϽ�ͼ���
����˵��������壩
һ���������
1. ������Դ
���ݹ��ұ�ί�������´�2017����������ұ������ƻ���֪ͨ��������ί�ۺ�[2017]128�ţ���Ҫ���ɱ��Ѽ�������˾�ͱ�����ҵ�ɷ�����˾������ݡ����պ����ø����ѺϽ�ͼ������ұ�����Ŀ�ƻ���ţ�20173772-T-610���ƻ��������Ϊ2019�ꡣ
2����Ҫ��ݵ�λ���
2.1���Ѽ�������˾
���Ѽ�������˾ʼ����1965�꣬�ǹ���“����”�ڼ�Ϊ���������������˿Ƽ���չ����Ҫ����“��0��”Ϊ���̴��Ŷ�Ͷ���˽��Ĺ����ص���ҵ��ԭ��902����1972�����Ϊ������ɫ�����ӹ����������ڹ���ұ��ҵ����1983�껮���й���ɫ������ҵ�ܹ�˾���ܣ�1999�껮���й�ϡ��ϡ�����Ź�˾������2000�껮�鵽����ʡ��������������ɫ�����عɼ����������ι�˾��2005�꣬Ϊ�����ִ���ҵ�ƶȡ���˳�����ʲ�������ϵ�������������Ϊ���Ѽ�������˾��
������50��ļ��ĥ�£����Ѽ������ѷ�չ��Ϊ�й����ʵ�����ۺ���ϵ�����������Ѽ��ѺϽ�Ϊ����ϡ�н�������רҵ�������������أ����ҹ��ѹ�ҵ��ҡ�������ġ����й��ѡ�ﯹ��ꡢ���ꡢ�й���ƶ��ߣ��������ҹ��ѡ�ﯲļӹ����������ˮƽ����“�й��ѹ�”��“���Ҹ����²��ϲ�ҵ����”����ͷ��ҵ��Ŀǰ����˾������Ʒ�Ѳ��������λ������ͬ����ҵ�ڶ���
�ҹ���һ���ⵯ�ı�ը�ɹ�����һ�Һ�DZͧ��ʤ����ˮ����һ������½����˳�����ص��桢�״���̫ƽ����ɹ��������ػ����“�϶�”���³ɹ����б��Ѽ��ŵĹ�����ϵ�м�����ֱ�������������ػ�������ǡ�ϵ�е��������۷ɴ����Լ��˶��������ȶ�ʹ���˱��Ѽ��������������Ѽ��ѺϽ�ϡ�н������ϡ�������ʹ�й��������ص��ͺź�����װ���ؼ������������˵ľ��棬�ḻ���ҹ��������ѺϽ������ϵ�����Ҵ���������ҹ�����װ��ˮƽ������������Ϊ�����ִ�������ͼ�˿Ƽ���չ�����˾��ס�
2.2������ҵ�ɷ�����˾
������ҵ�ɷ�����˾������1999��7��21�գ��ɱ��Ѽ�������˾��ԭ������ɫ�����ӹ�������Ϊ������������������Ϊ�й��ѹ�ҵ��һ����2002��4��12�����Ϻ�֤ȯ�������ɹ����У���Ʊ���ƣ����ѹɷݣ���Ʊ���룺600456����
��˾��“��ﯼ���Ͻ�����ƴ���ʾ������”��“���ʿƼ���������”��“�����϶���ҵ��������”��“ȫ����ҵƷ������ʾ����ҵ”��“���Ҽ�������ʾ����ҵ”�����ڵر���Ϊ“�й��ѳ�”��“�й��ѹ�”��
��˾������“�����ѡ����������졢��ġ����ġ���ܡ����ܡ���˿�ġ��������졢ԭ�ϴ���”ʮ������ϵͳ���γ�30000����������20000���Ѽӹ���������������˾����װ���������ա��¡��µ�ʮ���������������Ҫ��2400W�������䴲¯��15t/10t�������¯��������ɶ�ѹ����2500t��ͻ������ٰ�˿�����ߡ��Ѵ������ߣ�MB22-TI�Ͷ�ʮ������������3.3����������ߵȣ���Ҳʹ�ҹ���Ϊ�������ա�����ӵ�������ѹ�ҵ��ҵ���Ĺ��ҡ�
��˾�Ӵ�Ƽ����º��²�Ʒ��������Ҫ��Ʒ�����Ѽ��ѺϽ�塢���������ܡ������ߡ��ͼ��������ȣ�������չ��ﯡ������ֵȲ�������Ʒ�㷺Ӧ���ں��ա����졢�����ȸ߾���������ȼ����������ұ��ҽҩ�����̵ȹ�����Ҫ�������ʱ��г���ͨ��ʵʩ����ս�ԣ�ʵ�ֿ�Խʽ��չ����˾������չ�����г�����ƷԶ���������ձ����¹���������Ӣ����Ų������䡢�¼��¡��������ӡ�ȡ������ȼ�ʮ�����ң���տ͡������Ⱥ�����ҵ�����˳���ս�Ժ�����ϵ����Ϊ�����ѹ�ҵ����Ҫ��ɲ��֡�
3. ��Ҫ��������
���Ѽ�������˾�ڽӵ��ñ����ƶ���������˱���д�飬�ٿ��˱���Ŀ�����������飬�Ա���д���������˲���ͷֹ�����Ҫ�������̾��������¼����Ρ�
3.1��ݽ�
���������ҹ����պ����ø����ѺϽ�ͼ��г�����״��ƶ�������ݽν����˴����������ռ��Ͳ������ƣ�ͬʱ����˺��պ������ɸ����ѺϽ��ƺš�
1�� 2018��1�³����������飬����ȷ�˹�����ְ�ܺ�����
2�� 2018��2�¡�2018��3�¶Ժ��պ����ø����ѺϽ�ͼ���������ʹ��״��������������ϵ��ռ����ܽᣬ������صļ������Ͻ����˶Աȷ�����
3�� 2018��4�¡�2018��5�¸��ݶԺ��պ����ø����ѺϽ�ͼ���������Ͻ��з������ܽᣬ�γ��ˡ����պ����ø����ѺϽ�ͼ�������������塣�������˹㷺���������������
4��2018��6��28�գ���ȫ����ɫ������������ίԱ�����½���³ľ������֯�ٿ��ˡ��Ƚ��ṹ��������ؼ��������о�����������顣����ȫ��15�ҵ�λ23λ�����μ��˻��飬�������ԡ����պ����ø����ѺϽ�ͼ������ұ����������桢��ϸ�����ۣ��γ���������£��ٽ���Ʒ����ѧ���ܿ���ָ�갴GJB 2218�Ĺ涨�����ģ���ɾ��3.9.1����“TA5��TA13”���۽����������뵥λ��GB/T 1.1��Ҫ�����ͳһ�ģ��ܶԱ��ı����б༭���ģ����μӱ������۵�ȫ��ר��һ��ͬ�⣺�ԡ����պ����ø����ѺϽ�ͼ����������۸尴������ĺ��γɡ����պ����ø����ѺϽ�ͼ�������������塣
3.2���������
1�����������齫��������巢�����й���ɫ������ҵ�����������о���������������ɫ�����ӹ�����˾�������������ϿƼ��ɷ�����˾�������ظ�����˾�����Ͻ�����ҵ�Ƽ�����˾�������������Ϲɷ�����˾��������ɫ�����о�Ժ��18���������Ӧ�õ�λ�Ϳ���Ժ�������˹㷺��������������������й���ɫ������������Ϣ�����й�������������غ��ĵ�λ��17�ҡ��غ����н��������ĵ�λ��10�ҡ�û�лغ��ĵ�λ��1�ҡ�
2�� 2018��9��19�գ����ݿƼ����´�����ص��з��ƻ����Ƚ��ṹ��������ؼ��������о����ص�ר���Ҫ����ȫ����ɫ������������ίԱ���������֯�ٿ��ˡ����պ����ø����ѺϽ�ͼ���Ԥ��ᡣ����ȫ��15�ҵ�λ23λ�����μ��˻��飬�������ԡ����պ����ø����ѺϽ�ͼ������ұ����������桢��ϸ�����ۣ��γ���������£���ɾ��3.1.2���з��Ժĵ缫������������3.4.2����ȷ�������ܿ��˹���ı�4��TA19�����¶ȣ�����������걣��һ�£���3.11�жͼ�����ֲڶȸ�Ϊǿ��Ҫ����5.3��������Ŀ�������������ͨ��ֱ�Ӳ�����10���Ľ�����������������������������������������ܴ������������γ��˱�����弰�����˵�������ύ��ɫ��ί��Ա�����������顣
3.3����
3.4������
4. ��Ҫ�μӵ�λ�������Ա���������Ĺ���
�����ɱ��Ѽ�������˾��������ҵ�ɷ�����˾����ɫ�������������о�Ժ���п�Ժ���������о������к�������÷ɻ��������ι�˾�ȵ�λ��ͬ��ݡ�
��Ҫ��Ա����־�ܡ���������±��ա��Ž��塢���⳿�����ǻԡ������͡��������������֡���������˨Т�������顢������
�����Ĺ�������־�ܡ���������±��ա��Ž���Ϊ��Ҫ����ˣ������ƶ��������ռ�����Ʒ���С�����������ȷ���Լ��������д�ȹ������⳿�����ǻԡ������͡��������������֡���������˨Т�������顢����������Ҫ��������ϵ��ռ�����Ʒ������ʹ������ĵ����Լ�Э����Ʒ����ȹ�����

����������ԭ���ȷ������Ҫ���ݵ��۾�
1. ������ԭ��
�����ڱ���ʱ����Ҫ�ο��˱��Ѽ�����ҵ����Э������ڿر���������ضͼ���������г����У�����˱���������塣ͬʱ����Ŀ��ȷ����������Ҫԭ��
a����Ӧ�ϸ���GB/T 1.1-2009�������������� ��һ���֣����Ľṹ���д���Ĺ涨��ʽ���б�д��
b�����в��Ͼ�Ϊ�Ѵ����������㷺ʹ�õ��ƺš�
c����Ʒ�ļ���ָ��Ӧ���õ���Ӧӡ֤��ȷ�������ԡ�
2��ȷ������Ҫ���ݵ��۾�
�����ƶ�ʱ���ѺϽ��ƺŵ���Ҫ����Ҫ��ָ�꣬���ձ��Ѽ�������˾��������ҵ�ɷ�����˾���й����ռ����쵥λǩ���ĸ������ѺϽ�Ʒ����Э�顢���Һ��պ����þ��ñ������ұ�Ϊ��Ҫ�ο����ݡ�
���ο��IJ��ּ���Э�����1��
��1
| 1.1.1.1.1���� �� | 1.1.1.1.2���� �� | 1.1.1.1.3��Э�鵥λ |
| 1.1.1.1.4��XJ/BS 5106-1994 | 1.1.1.1.5�����շ��������ѺϽ�������Э�� | 1.1.1.1.6��/ |
| 1.1.1.1.7��XJ/BS 5275-2004 | 1.1.1.1.8�����շ������̡���Ͳ��Ͳ���ø����ѺϽ�������� | 1.1.1.1.9��/ |
| 1.1.1.1.10��XJ/BS 5338-2006 | 1.1.1.1.11�������ø����ѺϽ��ѺϽ������� | 1.1.1.1.12��/ |
| 1.1.1.1.13��XJ/BS 5585-2016 | 1.1.1.1.14���������Ѽ��ѺϽ�ͼ��Ͷ����淶 | 1.1.1.1.15��/ |
| 1.1.1.1.16��XJ/BS 5281-2006 | 1.1.1.1.17��������TA15��BT20��������� | 1.1.1.1.18��/ |
| XJ/BS 5552—2017 | TC31(Bti—6431s)�ѺϽ�ͼ�����Э�� | 1.1.1.1.19��/ |
| 1.1.1.1.20��GJB 391A-2015 | 1.1.1.1.21���������ѺϽ���Ĺ淶 | 1.1.1.1.22�����Ҿ��ñ� |
| 1.1.1.1.23��GJB 1169A-2014 | 1.1.1.1.24���������ѺϽĹ淶 | 1.1.1.1.25�����Ҿ��ñ� |
| 1.1.1.1.26��GJB 2218A-2018 | 1.1.1.1.27���������Ѽ��ѺϽ�ͼ��Ͷ����淶 | 1.1.1.1.28�����Ҿ��ñ� |
| 1.1.1.1.29��GJB 2220-2018 | 1.1.1.1.30�����շ��������ѺϽ�������淶 | 1.1.1.1.31�����Ҿ��ñ� |
| 1.1.1.1.32��GJB3763A-2004 | 1.1.1.1.33���Ѽ��ѺϽ��ȴ��� | 1.1.1.1.34�����Ҿ��ñ� |
| 1.1.1.1.35��GB/T 16598 | 1.1.1.1.36���Ѽ��ѺϽ���ͻ� | 1.1.1.1.37�����ұ� |
| 1.1.1.1.38��GB/T 3620.1 | 1.1.1.1.39���Ѽ��ѺϽ��ƺźͻ�ѧ�ɷ� | 1.1.1.1.40�����ұ� |
| 1.1.1.1.41��AMS4928 | 1.1.1.1.42���˻�̬TC4�ѺϽ�ͼ����߲ġ��ͼ������ĺ������Ͳ� | 1.1.1.1.43����������ϱ� |
�Թ淶�涨�ĸ����ָ�����ϸ˵�����£�
2.1 �����뻯ѧ�ɷ�Ҫ��
�����Ѽ��ѺϽ�ѧ���Ըߣ�����H��O��N��������Ⱦ�����Թ涨������������������Ϊ��֤�ɷ־����ԣ��涨�������������������������Ρ�AMS�ȹ����Ƚ������ѺϽ�������������д˹涨��
Ϊ���DZ�����Э���Ժ�һ���ԣ����淶�涨��Ʒ�Ļ�ѧ�ɷ־�����GB/T3620.1��
2.2 �ƺš����״̬
���淶�����Ķͼ���Ҫ�����跽���������ӹ������Թ涨�ͼ��Ľ���״̬Ϊ�˻�̬��M̬��������Ҫ�����ȼӹ�ʱ���������ȼӹ�̬�������˻��ƶ�����GJB3763����˫���ļ���Э��ȷ�����������2��ʾ����Ҫʱ�����������ʵ�ѡ��͵����ȴ����ƶȡ�
��2
| �ƺ� | �Ƽ����ȴ����ƶ� |
| 1.1.1.1.44��TA7 | 1.1.1.1.45��750�桫850�棬1 h��4h������ |
| 1.1.1.1.46��TA15 | 1.1.1.1.47��700�桫850�棬1 h��4h������ |
| TA19 | 1.1.1.1.48��970��±10�棬����1h��2h�����䣻 593��±10�棬����8h�����䡣�״��˻��¶�������βת���¶�����14�桫28�淶Χ�ڵ��� |
| TA32 | ��Tβ-20���棬����1h��2h�����������ٶ���ȴ��590�桫610�棬����2h�����䡣�״��˻��¶�������βת���¶�����15�桫35�淶Χ�ڵ����� |
| TA33 | ��Tβ-20���棬����1h��2h�����������ٶ���ȴ��680�桫720�棬����2h�����䡣�״��˻��¶�������βת���¶�����10�桫35�淶Χ�ڵ����� |
| 1.1.1.1.49��TC1 | 1.1.1.1.50��700�桫850�棬1 h��4h������ |
| 1.1.1.1.51��TC2 | 1.1.1.1.52��700�桫850�棬1 h��4h������ |
| 1.1.1.1.53��TC4 | 1.1.1.1.54��700�桫800�棬1 h��4h������ |
| 1.1.1.1.55��TC6 | 1.1.1.1.56��860�桫920�棬����1h��2h����¯��ת¯��ȴ��600�桫650�棬����2h������ |
| 1.1.1.1.57��TC11 | 1.1.1.1.58��950��±10�棬1 h��3h������+530��±10�棬6h�����䡣�״��˻��¶�������βת���¶�����30�桫50�淶Χ�ڵ��� |
| 1.1.1.1.59��TC17 | 1.1.1.1.60��840��±10�棬����1h��4h�����䣻 800��±10�棬����2h��ˮ�䣻630��±10�棬����8h������ |
| 1.1.1.1.61��TC25 | 1.1.1.1.62��950�桫970�棬����1h��4h�����䣻530�桫570�棬����6h��24 h�����䡣�״��˻��¶�������βת���¶�����30�桫50�淶Χ�ڵ��� |
| 1.1.1.1.63��TC31 | 1.1.1.1.64����Tβ-30����, ����1h��2h�����䣻450�桫650�棬����4h��8h�����䡣�״��˻��¶�������βת���¶�����20�桫50�淶Χ�ڵ����� |
���淶�����Ķͼ�����Ҫ��Ʒ��ʽ�Ա�����Ϊ�����ƺż����������ʵ��Ӧ�����ȷ���ģ��������3�Ĺ涨��������״�Ķͼ��ߴ�Ӧ��ͼֽҪ��ִ�С�
��3
| �� �� | ��Ӧ״̬ | ��Ʒ��ʽ | ���mm | |||
| �⾶D | �ھ�d | ����߶�H | ���ıں� | |||
| TA7��TA15��TA19��TA32��TA33��TC1��TC2��TC4��TC6��TC11 TC17��TC25��TC31 | �ȼӹ�̬ ��R�� �˻�̬ ��M�� | ���� | 150��500 | — | H�� D | — |
| ��500��1000 | — | 50��500 | — | |||
| ���� | 200��500 | 100��400 | 25��300 | 25��150 | ||
| ��500��900 | 300��850 | 45��500 | 25��250 | |||
| ��900��1500 | 400��1450 | 110��700 | 25��400 | |||
2.3��ѧ����
���淶�����Ͻ��ƺŵ���ѧ����ָ���������й���˫��ִ�еļ���Э���ʵ��ˮƽȷ�������¼�������ѧ���ܾ���ָ�����4����5��
��4
| �ƺ� | ������ѧ���ܣ���С�� | |||
| ����ǿ�� Rm��MPa | �涨�DZ�������ǿ�� Rp0.2��MPa | �Ϻ��쳤�� A���� | ���������� Z���� | |
| TA7 | 785 | 680 | 10 | 25 |
| TA15 | 885 | 825 | 8 | 20 |
| TA19 | 895 | 825 | 10 | 25 |
| TA32 | 900 | 800 | 6 | 13 |
| TA33 | 950 | 880 | 6 | 15 |
| TC1 | 585 | 460 | 15 | 30 |
| TC2 | 685 | 560 | 12 | 30 |
��4������
| �ƺ� | ������ѧ���ܣ���С�� | |||
| ����ǿ�� Rm��MPa | �涨�DZ�������ǿ�� Rp0.2��MPa | �Ϻ��쳤�� A���� | ���������� Z���� | |
| TC4 | 895 | 825 | 10 | 25 |
| TC6 | 940 | 840 | 8 | 20 |
| TC11 | 1030 | 900 | 10 | 30 |
| TC17 | 1120 | 1030 | 7 | 15 |
| TC25 | 980 | 860 | 8 | 18 |
| TC31 | 1000 | 900 | 6 | 10 |
��5
| �ƺ� | �����¶ȣ��� | ������ѧ���ܣ���С�� | |||
| ����ǿ�� Rm��MPa | �־�ǿ�ȣ�MPa | ||||
| σ100h | σ50h | σ35h | |||
| TA7 | 350 | 490 | 440 | �D | �D |
| TA15 | 500 | 570 | — | 470 | �D |
| TA19 | 480 | 620 | �D | �D | 480 |
| TA32 | 550 | 560 | 430 | — | — |
| TA33 | 600 | 600 | 310 | — | — |
| TC1 | 350 | 345 | 325 | �D | �D |
| TC2 | 350 | 420 | 390 | �D | �D |
| TC4 | 400 | 620 | 570 | �D | �D |
| TC6 | 400 | 735 | 665 | �D | �D |
| TC11 | 500 | 685 | �D | �D | 640a |
| TC17 | 370 | 905 | 685 | �D | �D |
| TC25 | 500 | 735 | �D | 637 | �D |
| 550 | 685 | �D | 441 | �D | |
| TC31 | 650 | 500 | �D | �D | 420 |
2.4 ����������
1.1.1.1.65����ƷӦ��GB/T 5193���г�����̽�ˣ�������Ӧ���ϱ�6�Ĺ涨��
��6
| ��Ʒ����߶Ȼ�ں�mm | ���ռ��� |
| ≤150 | A |
| ��150 | B |
2.5 �ͱ�������֯
1.1.1.1.66����Ʒ�ĺ���ͱ���֯��Ӧ�����ơ���β�����ס��������ӻ�ǽ������ӡ�Ӱ��ʹ�õ�ƫ��������Ŀ�ӿɼ���ұ��ȱ�ݡ�
���ȴ�����Ʒ������֯Ӧ��������Ҫ��
TA7�ѺϽ������֯Ӧ�ǵ���α��֯����������α��֯���Լ����������Ť���ľ���α��Ƭ״α����������ԭʼβ���硣�����ѺϽ������֯Ӧ���������ӹ���������֯����������ԭʼβ���硣��ת���β�����ϵĵ���α��֯�������α������α��֯���Լ����������Ť���ľ���α��Ƭ״α���ǿɽ��ܵ���֯��
3 ��Ҫ���飨����֤���������
3.1 ��Ҫ�������ݷ���
���������˴���ʵ�﹩Ӧ�����ݴ������γ����ҹ��ֽο������ȶ����������ĺ��պ����ø����ѺϽ�ͼ���Ʒ����
��7����13��ͼ1��ͼ5Ϊ���е��ͺϽ�ȶ��е����ԭʼ���ݷ�����
��7 ��������ԭʼ����
| ���� | ��� | �������� | |||
| Rm(Mpa) | Rp0.2(Mpa) | A(%) | Z(%) | ||
| 534-20170247 | Φ370/Φ275×160 | 957 | 890 | 12 | 47 |
| 962 | 884 | 13 | 43 | ||
| 534-20170136 | Φ560/Φ440×300 | 965 | 888 | 14 | 36 |
| 956 | 882 | 13.5 | 43 | ||
| 534-20170136 | Φ680/Φ570×500 | 964 | 898 | 11 | 37 |
| 964 | 899 | 16 | 37 | ||
| 534-20170458 | Φ342/Φ322×230 | 984 | 911 | 20 | 45 |
| 1000 | 929 | 17 | 45 | ||
| 534-20170565 | Φ342/Φ322×230 | 979 | 916 | 14 | 37 |
| 985 | 916 | 15 | 39 | ||
| 534-20170707 | Φ640/Φ480×80 | 986 | 925 | 13 | 29 |
| 961 | 893 | 12 | 40 | ||
| 534-20160159 | Φ510/Φ380×30 | 977 | 914 | 12 | 36 |
| 951 | 882 | 12 | 31 | ||
| 534-20160467 | Φ460/Φ220×45 | 968 | 901 | 16 | 41 |
| 988 | 922 | 16 | 40 | ||
| 534-20142601 | Φ340/Φ310×150 | 1034 | 999 | 15 | 46 |
| 1040 | 1004 | 12 | 44 | ||
| 534-20171450 | Φ380/Φ352×250 | 973 | 914 | 16.5 | 40 |
| 975 | 920 | 16.5 | 39 | ||
| 534-20171451 | Φ460/Φ220×45 | 926 | 856 | 13.5 | 29 |
| 933 | 871 | 14 | 31 | ||
| 534-20180140 | Φ206/Φ140×330 | 967 | 905 | 14 | 38 |
| 961 | 906 | 14 | 48 | ||
| 534-20160467 | Φ380/Φ352×250 | 969 | 903 | 16 | 43 |
| 981 | 917 | 16 | 47 | ||
| 534-20180940 | Φ390/Φ340×220 | 997 | 940 | 15 | 44 |
| 997 | 928 | 16.5 | 45 | ||
| 534-20160467 | Φ170/Φ124×320 | 989 | 912 | 12 | 30 |
| 971 | 901 | 12 | 31 | ||
| 534-20181327 | Φ310/Φ250×95 | 996 | 943 | 17 | 42 |
| 999 | 959 | 16.5 | 43 | ||
| 534-20161855 | Φ325/Φ293×55 | 1022 | 986 | 17 | 41 |
| 1023 | 985 | 16 | 44 | ||
| 534-20170565 | Φ269/Φ106×45 | 958 | 882 | 14 | 32 |
| 949 | 876 | 13 | 40 | ||
| 534-20170706 | Φ594/Φ234×220 | 990 | 930 | 14.5 | 40.5 |
| 995 | 930 | 15.5 | 41.5 | ||
| 534-20170706 | Φ594/Φ244×137 | 975 | 905 | 15.5 | 42.5 |
| 990 | 935 | 15 | 42.5 | ||
| 534-20170706 | Φ594/Φ238×262 | 970 | 905 | 14 | 39.5 |
| 970 | 895 | 19 | 40 | ||
| 534-20170706 | Φ594/Φ238×229 | 990 | 925 | 15 | 38.5 |
| 990 | 925 | 15 | 39 | ||
��8 ��������ԭʼ����
| ���� | ��� | 500����� | |||
| Rm(Mpa) | Rp0.2(Mpa) | A(%) | Z(%) | ||
| 515-20180752 | Φ310/Φ270×200 | 659 | 533 | 22 | 65 |
| 654 | 531 | 21.5 | 65 | ||
| 515-20170814 | Φ380/Φ250×565 | 636 | / | / | / |
| 652 | / | / | / | ||
| 515-20141899 | Φ386/Φ344×30 | 658 | / | / | / |
| 660 | / | / | / | ||
| 515-20180649 | Φ122/Φ109×62 | 633 | / | 22.5 | 62 |
| 624 | / | 28.5 | 63 | ||
| 515-20152114 | Φ341/Φ297×210 | 635 | / | / | / |
| 630 | / | / | / | ||
| 515-20161749 | Φ230/Φ145×500 | 645 | / | / | / |
| 650 | / | / | / | ||
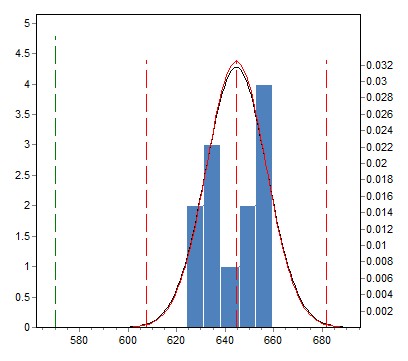
1�����¿���ǿ�ȷ���
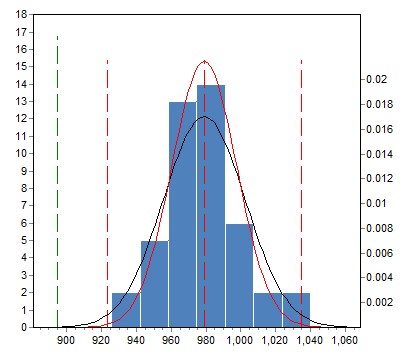
ͼ1 ����ǿ����̬�ֲ�ͼ
��9 ����ǿ�ȷ�����
| �������� | 44 | CPK | 1.51 | ||
| ƽ��ֵ | 979 | ���ֵ | 1040 | ��Сֵ | 926 |
| ����ֵ(��ֵ) | 895 | ||||
| +3Sigma | 1034.75 | -3Sigma | 923.3 | ||
������������ǿ�ȵ�CPKֵ�������Ϊ1.51���������������൱�ȶ�������Ƚϴ�
2����������ǿ�ȷ���
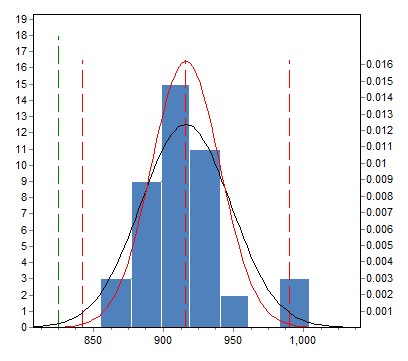
ͼ2����ǿ����̬�ֲ�ͼ
��10 ����ǿ�ȷ�����
| �������� | 44 | CPK | 1.23 | ||
| ƽ��ֵ | 916 | ���ֵ | 1004 | ��Сֵ | 856 |
| ����ֵ(��ֵ) | 825 | ||||
| +3Sigma | 989.93 | -3Sigma | 842.21 | ||
������������ǿ�ȵ�CPKֵ�������Ϊ1.23���������������ȶ����ɿء�
3�����¶Ϻ��쳤�ʷ���
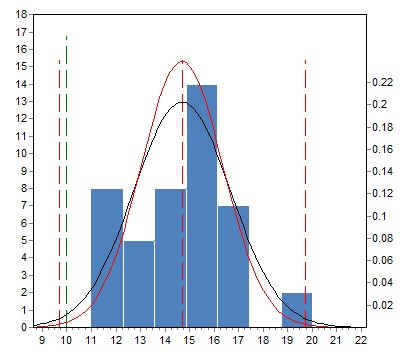
ͼ3�Ϻ��쳤����̬�ֲ�ͼ
��11 �Ϻ��쳤�ʷ�����
| �������� | 44 | CPK | 1.669 | ||
| ƽ��ֵ | 14.693 | ���ֵ | 20 | ��Сֵ | 11 |
| ����ֵ(��ֵ) | 825 | ||||
| +3Sigma | 19.7 | -3Sigma | 9.69 | ||
������������ǿ�ȵ�CPKֵ�������Ϊ1.51���������������൱�ȶ�������Ƚϴ�
4�����¶Ϻ������ʷ���
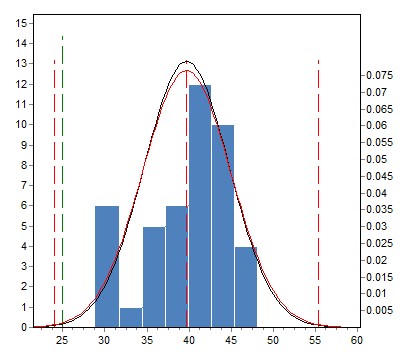
ͼ4 �Ϻ���������̬�ֲ�ͼ
��12 �Ϻ������ʷ�����
| �������� | 44 | CPK | 0.94 | ||
| ƽ��ֵ | 39.705 | ���ֵ | 48 | ��Сֵ | 29 |
| ����ֵ(��ֵ) | 25 | ||||
| +3Sigma | 55.35 | -3Sigma | 24.06 | ||
������������ǿ�ȵ�CPKֵ�������Ϊ0.94���������������ȶ����������ء�
5�����¿���ǿ�ȷ���
ͼ5 ����ǿ����̬�ֲ�ͼ
��13 ����ǿ�ȷ�����
| �������� | 12 | CPK | 2.02 | ||
| ƽ��ֵ | 644.7 | ���ֵ | 660 | ��Сֵ | 624 |
| ����ֵ(��ֵ) | 570 | ||||
| +3Sigma | 681.55 | -3Sigma | 607.78 | ||
������������ǿ�ȵ�CPKֵ�������Ϊ1.51���������������൱�ȶ�������Ƚϴ�
3.2 ��֤��������
��������Ҫ���������Ĺ涨�Ǻ������еģ�ͬʱ��Ʒ�����ȶ�����һ������ȼ��������ռ䣬ͨ��������ʵʩ�����ٽ����պ���������ҵ�����弼������뷢չ������������Ч���²�Ʒ�ķ�չ��
������ˮƽ����
1.���ù��ʱ��ij̶�
�����ο���ASTM B348��AMS4967��AMS4928��OCT1 90107�ȱ��ƶ������гߴ�����Ӧ��ѧ����ָ��������һ�»���ϣ���һ������˲�Ʒ������ˮƽ��
2.���ʡ�����ͬ���ˮƽ�ĶԱȷ���
���淶�е�TA7��TA15��TC1��TC2��TC6��TC25�����ѺϽ��ƺţ���Ӧ��ǰ�����ƺŷֱ�ΪBT5-1��BT20��OT4-1��OT4��BT3-1��BT25����ز�Ʒ���к��չ�ҵ��ҵ��OCT1 90000-70���ѺϽ�ģ�ͼ��Ͷͼ�����OCT1 90043-72�����������ѺϽ��μ�����Ҫ�����淶��TA19�ѺϽ��Ӧ������Ti-6242����صIJ�Ʒ����AMS4975��AMS4976�����淶�����ͬ������ۺϱȽ����£�
2.1��ѧ�ɷ�
���淶��OCT 1��AMS����Ҫ��ѧ�ɷ���ȫ��ͬ��
2.2 ��ѧ����
����ѧ���ܶԱȼ���14����15�ͱ�16���ɴ˿ɼ������淶����ѧ����ָ�겻���ڹ���ͬ�����ˮƽ��
2.3 ��������
���淶�IJ�Ʒ�г�������Ҫ��OCT 1��AMS 4975��AMS4976���о���Ҫ��
���ϣ����淶�ļ���Ҫ���ڹ���ͬ���Ʒ��Ҫ��
��14
| �� | �ƺ� | ������ѧ���ܣ���С�� | |||
| Rm�� kgf/mm2 | Rp0.2�� kgf/mm2 | A�� �� | Z�� �� | ||
| ���淶 | TA7 | 785MPa | 680MPa | 10 | 25 |
| TA15 | 885��1130MPa | 815MPa | 8 | 20 | |
| TC1 | 585MPa | 460MPa | 15 | 30 | |
| TC2 | 685MPa | 560MPa | 12 | 30 | |
| TC6 | 980MPa | 880MPa | 10 | 25 | |
| 940MPa | 840MPa | 8 | 20 | ||
| OCT1 90000-70 | BT5-1 | 80��100 | / | 10 | 25 |
| BT20 | 95��115 | / | 10 | 25 | |
| 90��115 | / | 8 | 20 | ||
| OT4-1 | 60��75 | / | 15 | 35 | |
| 55��75 | / | 12 | 23 | ||
| 55��75 | / | 10 | 23 | ||
| OT4 | 70��90 | / | 10 | 30 | |
| 65��90 | / | 8.5 | 20 | ||
| BT3-1 | 100��120 | / | 10 | 25 | |
| 95��120 | / | 8 | 20 | ||
| OCT1 90043-72 | BT3-1 | 95 | / | 8 | 20 |
| BT20 | 95 | / | 8 | 20 | |
��15
| �� | �ƺ� | �¶� | ������ѧ���ܣ���С�� | ||
| Rm��kgf/mm2 | �־����� | ||||
| σ��kgf/mm2 | τ��h | ||||
| ���淶 | TA15 | 500 | ≥570MPa | 470MPa | ≥50 |
| TC6 | 400 | ≥735MPa | 665MPa | ≥100 | |
| OCT1
90000-70 |
BT20 | 500 | 65 | 48/45 | 50/100 |
| BT3-1 | 400 | 72 | 70/68 | 50/100 | |
| 450 | 65 | 58/55 | 50/100 | ||
��16
| �� | �ƺ� | �������� | ������ѧ���ܣ���С�� | |||
| ����ǿ��Rm MPa | �涨�DZ�������ǿ��Rp0.2 MPa | �Ϻ��쳤��A �� | ���������� �� | |||
| ���淶 | TA19 | ≤150kg | 895 | 825 | 10 | 25 |
| AMS4975 AMS4976 | Ti-6242 | ≤76mm | 896 | 827 | 10 | 25 |
�ġ����йص����з��ɡ������ǿ���Թ��ұ��Ĺ�ϵ
�ñ����ƶ��������з��ɡ������Ҫ����������ǿ���Թ��ұ���ì���벻Э��֮����
�塢�ش��������Ĵ�������������
�ޡ�
��������Ϊǿ���Ի��Ƽ��Ա��Ľ���
���ڹ���Ŀǰû�й��ں��պ����ø����ѺϽ�ͼ�ר�õĹ��ұ�����˽���ñ���Ϊ�Ƽ��Թ��ұ���
�ߡ��᳹����Ҫ��ʹ�ʩ���飬��������֯��ʩ��������ʩ�����ɰ취
�ޡ�
�ˡ���ֹ�����йر��Ľ���
�ޡ�
�š�����Ӧ��˵��������
�ޡ�
ʮ��Ԥ��Ч��
���������ƶ����ұ��������ձ��ԡ��㷺�Ժ������ԡ�������ʵʩ����Ϊ���պ����ø����ѺϽ�ͼ����������ṩָ������������������ͬʱ������ڹ����г��ϵľ���ʵ����ͬʱ�ɴٽ�����ҵ�Ľ������ɳ�����չ����һ����ߺ������ҹ����պ����ѺϽ�ͼ�������װ������ˮƽ�����ҹ�����ҵ�ķ�չ�������Ҫ��Ӱ�졣
�����պ����ø����ѺϽ�ͼ�����������
2019��6��