



发布日期:2017-10-31 11:02:44
热挤压工艺是利用挤压机上挤压杆传递的高压,对封闭在挤压筒中的坏料进行挤压成形为与模具形状相同的制品的一种先进塑性加工方法(常见金属热挤压过程如图1所示)。其具有提高金属的变形能力、制品综合质量高、产品范围广等优点。钛及钛合金属是难变形金属,又价格昂贵,因此热挤压工艺对生产大规格、厚壁或高要求钛管、钛棒、钛型材(以下简称钛挤压材)而言是最有发展前途的生产方法。
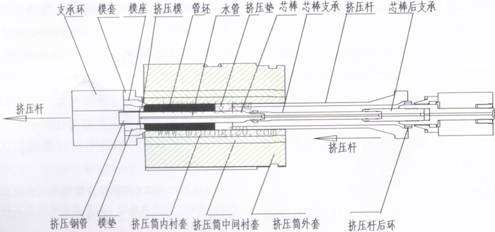
图1 钢材热挤压过程简图
一、钛材热挤压成形技术的发展
钛是一种高活性金属,不仅在空气中加热极易污染,而且在一定的温度、压力和表面状态下具有和模具粘结的特性。钛的导热性差,热挤压时坯料表层与中心易产生较大温差,促使金属流动不均匀性加剧,这样表面层就产生较大的附加拉应力,在制品表面易形成裂纹。严重时,在挤压棒材及管材上可能产生大的中心挤压缩孔。同时,挤压钛及钛合金时热效应显著,不合适的挤压工艺对挤压品组织和性能有副作用。钛的弹性模量低,回弹严重,成型困难。因此钛合金挤压变形过程比铝合金、铜合金等其它有色金属挤压变形过程更为复杂。钛材热挤压工艺过程根据坯料是否包套有所区别,其主要工艺流程如图2所示。钛材热挤压技术发展至今,中外相关技术人员围绕提高钛挤压材质量和成材率、降低生产成本在坯料制备、坯料加热温度、挤压比、挤压速度、润滑及挤压模具等方面做了大量研究探索工作。
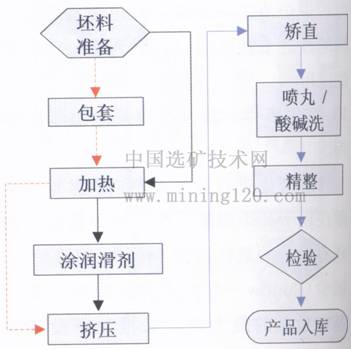
图2 钛材热挤压工艺流程
(一)钛挤压坯锭的制备
钛及钛合金的挤压坯传统制造工艺一般是真空电弧熔炼铸锭经锻造或轧制成毛坯,然后经切削加工或热压力穿孔制成尺寸和表面质量符合要求的光坯。不经热穿孔直接挤压,荒管质量好,但成材率低。为提高钛挤压材的综合成材率,研究冶炼直接挤压的空心铸锭工艺是未来挤压钛材实现规模化生产一个发展方向。乌克兰E.O.Paton电焊研究所已研究出通过电子束冷床熔炼大型空心锭。目前,宝钛、宝钢特钢已引进等离子、电子束冷床炉,下一步应积极研究冶炼可直接挤压的空心铸锭工艺。
(二)钛挤压坯锭的加热
钛在空气中加热时易被气体污染,所以挤压坯锭加热时必须设法保护金属表面不受或少受气体污染。挤压坯锭的加热按其保护方法可分为包套加热、涂层加热、盐浴加热、玻璃熔体加热和常规加热等。目前,一般用感应加热。在制定加热工艺时,为了便于在最小的压力下实现快速挤压,应在能保证产品具有良好力学性能下用尽可能高的温度进行挤压。例如:对于工业纯钛,即使挤压温度高达1038℃,对其力学性能也无明显的影响目前,纯钛、α型及α+β型钛合金通常在低于合金的α+β/β相变温度20℃~100℃挤压。β型钛合金通常
采用高于相变温度挤压。
(三)钛挤压比的确定
挤压加工中,变形程度一般用挤压比(λ)表示。为了改善制品的组织和性能,很多文献都认为,挤压钛及其合金时应该采用较大的挤压比,其实,钛的挤压比相对较小,一般小于30。研究表明:TC4钛合金在两相区加热,采用3~10的挤压比,可得到综合性能良好的产品;而用相同温度加热,用28的挤压比时,由于变形热效应而使温度升高到α+β/β相变温度以上,使产品出现网状组织,材料综合性能变差。除考虑金属本身特点以外,还必须考虑设备能力和工模具的强度因素。同时,挤压比还受钛的润滑方式影响。一般采用玻璃润滑选用的挤压比包套挤压小。
(四)钛挤压速度的范围
与挤压温度、挤压比一样,挤压速度不仅影响挤压件的性能和表面质量,还影响挤压力。挤压时可达到的实际挤压轴速度根据钛合金成分、挤压温度和挤压比而变化。一般选用80~130毫米/秒中等速度挤压。速度对挤压的热效应的影响可用来保持挤压件的温度恒定。据国外文献报道,挤压速度级根据挤压件挤出的温度变化进行校正,温度用精密仪表记录。通过温度信息反馈,调节挤压速度。此外,还可通过理论模拟-程序控制挤压速度。通过计算机预先计算出温升规律,根据不同的产品,选择相应的程序进行等温挤压。
(五)钛挤压润滑剂的选用
润滑问题是国内外钛及钛合金热挤压技术的一个难点,也是一个研究热点。目前,使用的润滑剂主要有润滑脂、玻璃润滑剂和金属包覆三种类型。
润滑脂一般为加有稠化剂的矿物油。用润滑脂润滑剂方便、实用,可以挤出表面质量优良的钛材,但往往挤压制品的长度受到限制。挤压型材的最大长度限于3~4.5米。长挤压材末端易出现粘结缺陷。现在该方法多为小批量生产或与下面两种方法连用。
玻璃润滑挤压是目前世界上最先进的润滑工艺。自1941年发明至今已得到广泛应用。与其它润滑材料相比,玻璃润滑剂具有导热系数低,隔热性能好,高温附着性能好,耐压能力高,化学性能稳定性好,与金属不起反应,能防止金属被气体污染等优点。因此,它是最具有发展潜力的润滑材料。目前,世界上普遍采用玻璃润滑挤压。我国虽然也很早开展玻璃润滑剂的研究,但还未达到工业化应用水平。
钛及钛合金热挤压还可以采用金属包覆润滑。主要是在坯料外面包覆铜、软钢或其它金属,也可喷涂铜。采用铜包覆挤压,当金属加热温度超过850℃时,在钛与铜的界面上会生成一种Ti-Cu共晶组织,该组织为脆性物质,不仅起不到润滑的作用,反而会破坏正常的挤压。因此,该方法一般只限于纯钛挤压。此外,金属包覆挤压工序复杂,成本高,酸洗过程环境污染严重。
(六)钛挤压工模具的使用
与挤压其它金属一样,挤压钛管材时一般用平面模具。为提高模具的使用寿命和改善润滑条件,模具一般预热到300℃~400℃。正常情况下每副挤压模的使用寿命在20次左右。模具材料和加工成本非常高,因此为降低钛挤压材的加工成本必须对模具材料和模具结构进行研究。对于型材挤压,为提高薄壁型材尺寸精度和工模具耐磨性,俄罗斯轻合金研究院曾研究在挤压模具工作表面用气体火焰法和等离子法涂敷了不同金属的碳化物和氧化物涂层,结果表明普通工具钢上涂敷0.05~0.1毫米厚的钼底层,再以等离子法涂敷二氧化锆涂层的模具性能最佳,制出了断面单元厚度为2毫米,公差为0.5毫米的高强钛合金型材。采用带陶瓷涂层的模具配合使用玻璃润滑剂,成为了成批生产是薄壁型材的一个重要因素。
表 钛及钛合金棒材的挤压参数
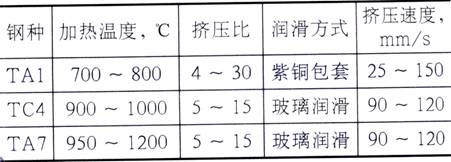
需要指出的是,钛及钛合金优质产品的挤压,要求在保持工具有满意寿命的条件下制定正确的生产工艺,即要求温度、挤压速度、挤压比及润滑方式的配合。上表列举了典型钢种挤压棒材的参数。
二、钛挤压材的生产与应用
20世纪50年代,伴随着钛开始工业化生产,热挤压成形技术在钛材生产中得以快速应用和发展。经过几十年的发展,俄罗斯、美国、英国等国家用挤压法除了可以生产钛及钛合金管、棒材以外,还可挤压种类繁多的钛及钛合金型材。这些型材不仅是角材、丁字形材、槽形管材,还包括各种各样的异型材、变断面型材,甚至尺寸公差,表面质量达到可不进行机械加工的程度。
俄罗斯的钛合金的试验工作始于1953年,在上世纪60年代为迅速发展的航空技术提供各种各样的薄壁型材、翼翅型材、空心型材、大型型材和壁板等。自此俄罗斯钛挤压型材技术处于世界先进水平。其生产的钛合金牌号达十几种,规格达两千多种。例如:生产的OT4、OT4-1、BT20、BT14、BT15合金薄壁型材,其腹板厚度为1.5~5毫米,腹板厚度公差为0.5毫米。俄罗斯上萨尔达冶金联合生产企业(VSMPO)挤压管、棒和型材除国内使用外,也大量出口美国和欧洲飞机制造和供应厂家。除航空航天外,VSMPO公司生产的含Pd,Ru的合金Ti-6Al-4V合金管还用于了石油开采。
美国的大直径钛合金挤压管生产居世界领先水平。美国将直径(48~610)毫米×26毫米×2600毫米的Ti-6Al-4V-Ru合金管用做地热、海上钻井管道。美国RMI公司生产的直径650毫米×(22~25)毫米×35000毫米超长Ti-3Al-2.5V-Ru合金管用于海底石油开采。此外,在挪威北海钻井支撑平台立管用的是直径600毫米×25毫米×15000毫米的Ti-6Al-4V ELI合金管。国际上对钛型管的研发比较迟缓,只有美国Titanium Sports Technology公司采用挤压和拉伸法,生产出正方形、长方形、三角形、椭圆形、五角形、六角形和八角形等多种形状的型管,成为世界上唯一一家生产钛型管的公司。目前钛型管的应用还不够广泛,用量不大,但在建筑、体育休闲及特殊工程等领域,存在较大的潜在市场。
我国钛及钛合金挤压生产开始于20世纪60年代末。当时,宝钛公司和长城钢厂分别从德国引进了一台3150吨可挤压钛合金的热挤压机。经过近40年发展,宝钛公司可挤压钛及钛合金的各种规格的管、棒材及简单断面的型材及复合材,牌号达几十种。这些产品已广泛应用于航空、航天、卫星以及能源、化工等国民经济的各个部门。但是还应该看到,我国与先进国家相比,还存在较大差距,较复杂断面的型材还不能生产。近几年,随着化工等民用领域对高质量钛管需求剧增,西部钛业、浙江五环等公司先后引进了主要用于挤压钛管的挤压机。2009年10月,宝钢特钢从德国引进的世界先进水平的6000T挤压机投产(如图3),为我国生产大规格钛管和型材提供了必需的装备,标志着我国钛材挤压设备上了一个新台阶。

图3 宝钢6000T热挤压机
三、结束语
我国钛热挤压技术发展缓慢,和国外存在较大差距。开发有竞争力的钛挤压材,提高我国钛挤压材整体水平,建议应首先从以下四个方面着手解决:
(一)利用冷床炉进行空心铸锭管坯的研究。如前所述,按照目前的管坯制造方法,已不适应建设资源节约型社会的发展要求,为此要积极开展冷床炉冶炼空心管坯工艺研究,简化工序,降低成本,提高市场竞争力,势在必行。
(二)高温润滑剂的研究。润滑剂对于热挤压成形产品质量和生产成本有着重要影响,因此,研究适合于不同材料的润滑剂,以提高产品的综合质量,减轻模具磨损是目前迫切需要解决的问题。
(三)模具材料和模具结构设计研究。热挤压时,模具承受高温高压和强摩擦复合作用,严重影响了模具的使用寿命、产品的质量和生产成本。因此,对模具材料和模具结构设计方法研究,也是今后需要解决的问题之一。
(四)积极开拓钛挤压材市场。钛挤压材将在飞机制造、海洋工程、体育休闲等行业有非常大的需求潜力。现在钛挤压材生产与设计应用单位结合并不紧密,大家应共同努力提高我国钛挤压材整体水平。